- Конструирование соединений деталей

Содержание
- 2. Соединением деталей в конструкторском смысле (как элемента конструкции) называют конструкцию элементарной сборочной единицы, которая состоит из
- 3. Классификация контактных пар подвижные и неподвижные; замыкающиеся формой, силой и креплением; сопрягающиеся (контактирующие) по поверхности, по
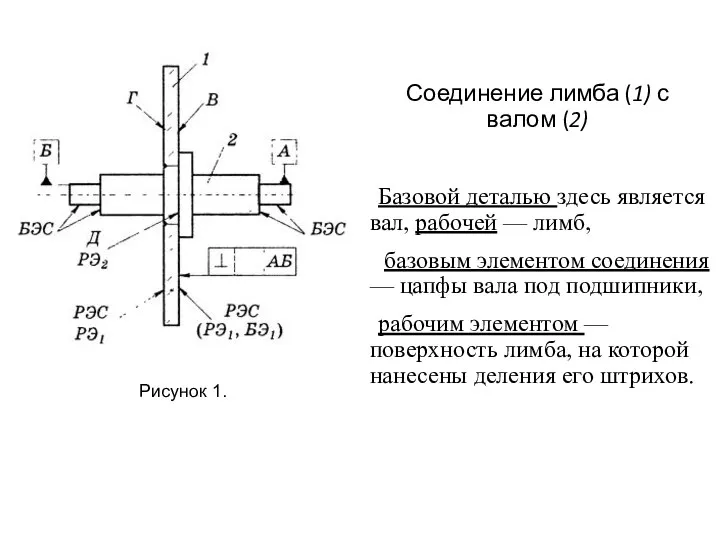
- 4. Соединение лимба (1) с валом (2) Базовой деталью здесь является вал, рабочей — лимб, базовым элементом
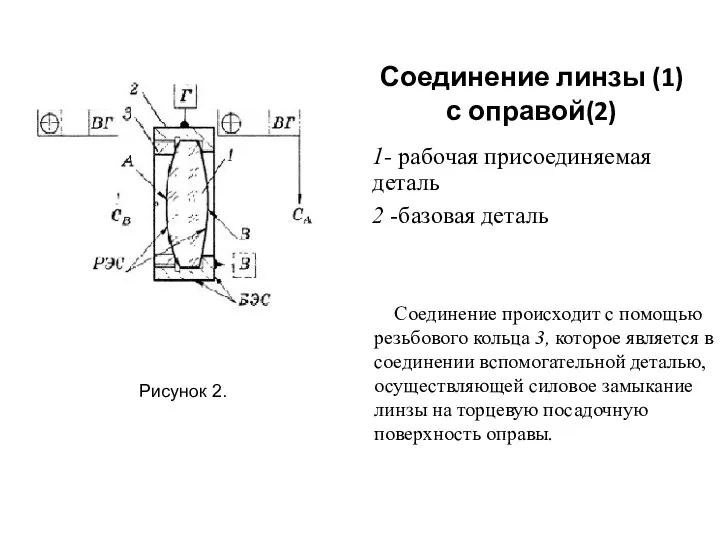
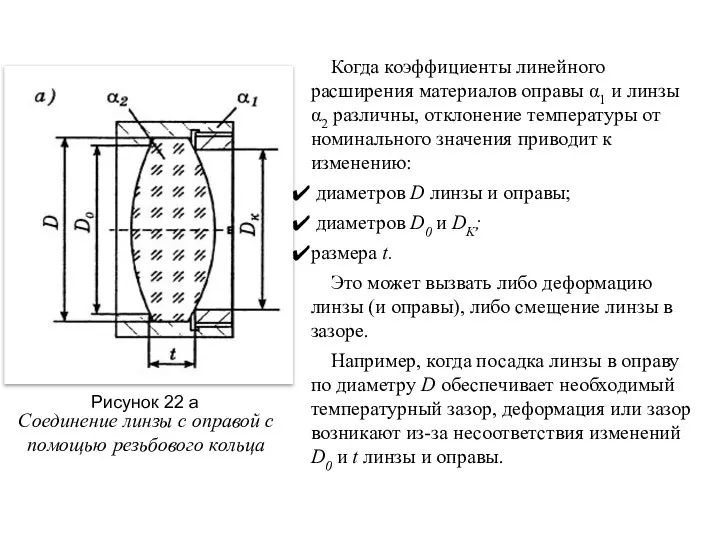
- 5. 1- рабочая присоединяемая деталь 2 -базовая деталь Соединение линзы (1)с оправой(2) Соединение происходит с помощью резьбового
- 7. ПРИНЦИП СОВМЕЩЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ В СОЕДИНЕНИИ При конструировании соединений предпочтительной является конструкция, позволяющая осуществлять контакт сопрягаемых
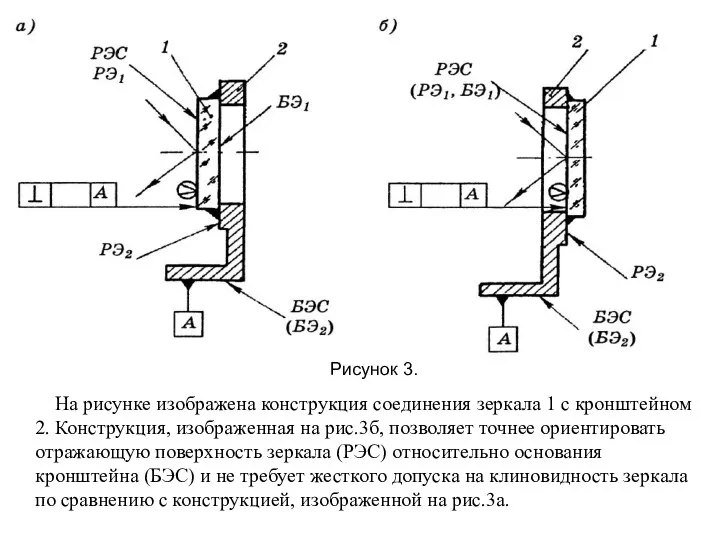
- 8. На рисунке изображена конструкция соединения зеркала 1 с кронштейном 2. Конструкция, изображенная на рис.3б, позволяет точнее
- 9. ПРИНЦИП ОТСУТСТВИЯ ИЗБЫТОЧНОГО БАЗИРОВАНИЯ В СОЕДИНЕНИЙ ДЕТАЛЕЙ (СТАТИЧЕСКАЯ ОПРЕДЕЛЕННОСТЬ СОЕДИНЕНИЙ) Базированием - называется придание материальным телам
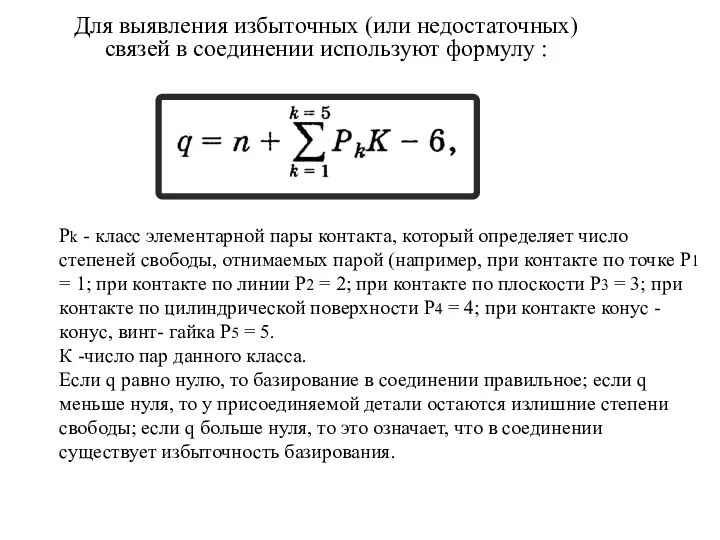
- 10. Для выявления избыточных (или недостаточных) связей в соединении используют формулу : Pk - класс элементарной пары
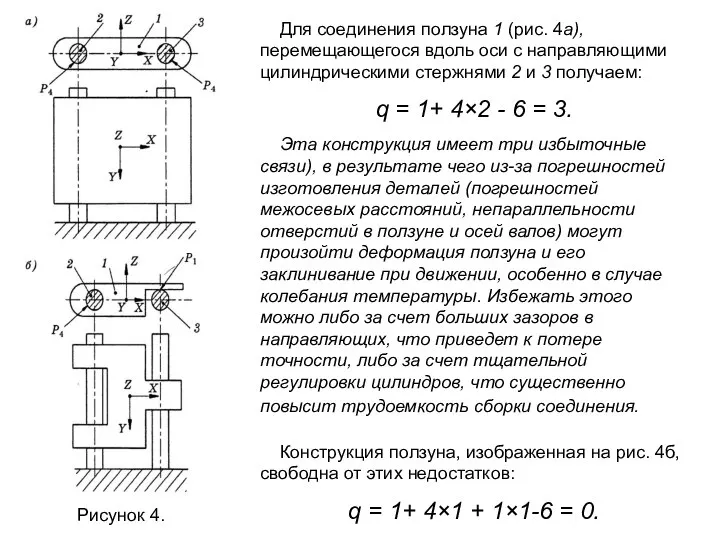
- 11. Для соединения ползуна 1 (рис. 4а), перемещающегося вдоль оси с направляющими цилиндрическими стержнями 2 и 3
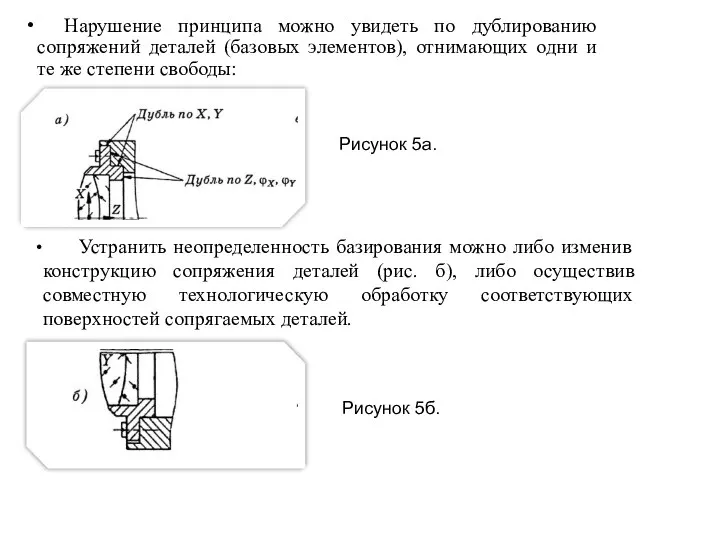
- 12. Нарушение принципа можно увидеть по дублированию сопряжений деталей (базовых элементов), отнимающих одни и те же степени
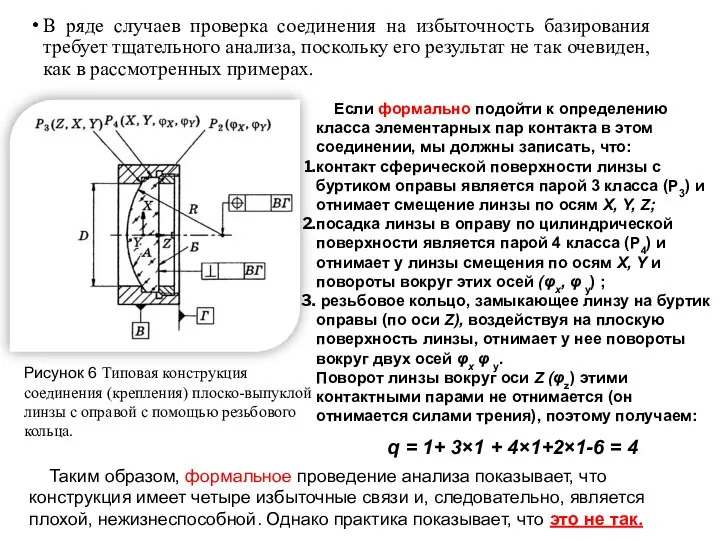
- 13. В ряде случаев проверка соединения на избыточность базирования требует тщательного анализа, поскольку его результат не так
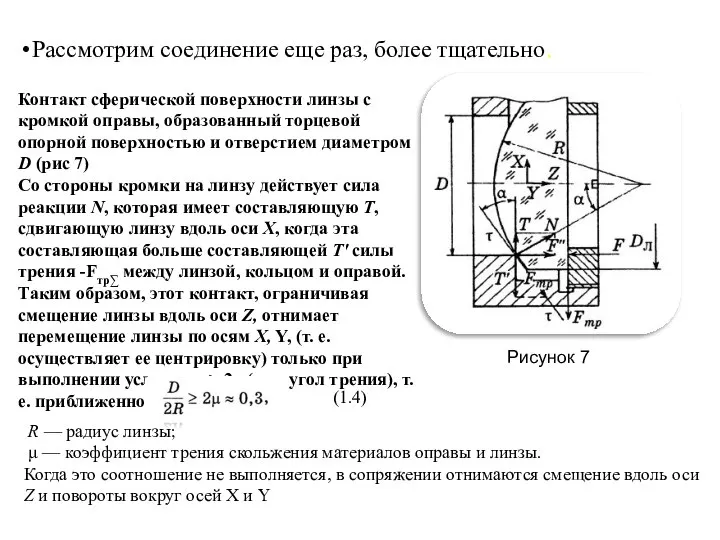
- 14. Рассмотрим соединение еще раз, более тщательно. Контакт сферической поверхности линзы с кромкой оправы, образованный торцевой опорной
- 15. Рассмотрим сопряжение линзы по посадочному цилиндру диаметром DЛ с отверстием оправы. Как известно, эта посадка должна
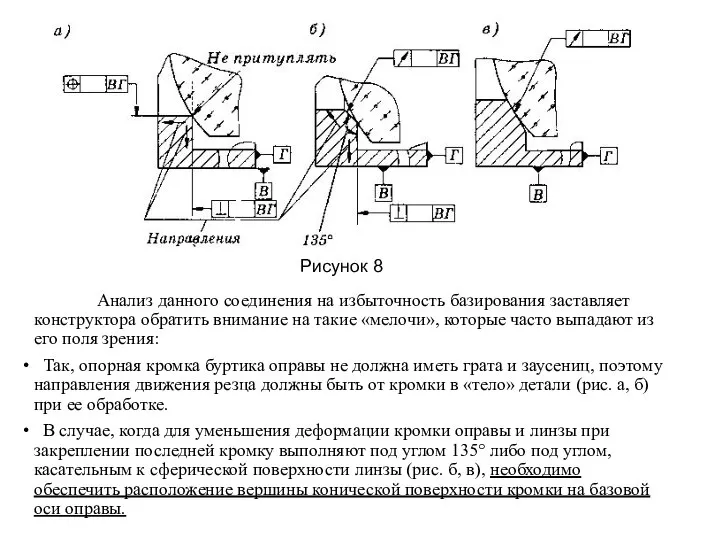
- 16. Анализ данного соединения на избыточность базирования заставляет конструктора обратить внимание на такие «мелочи», которые часто выпадают
- 17. ПРИНЦИП ГЕОМЕТРИЧЕСКОЙ ОПРЕДЕЛЕННОСТИ КОНТАКТА ПАР В СОЕДИНЕНИИ Он заключается в определенности положения и формы контакта сопрягаемых
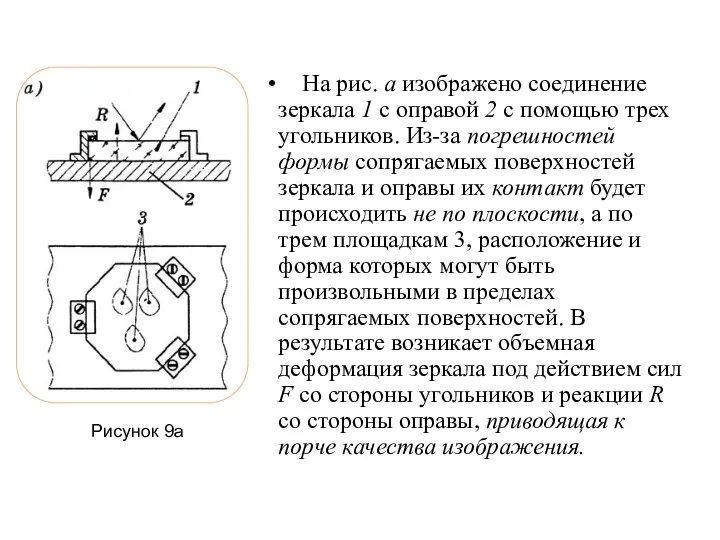
- 18. На рис. а изображено соединение зеркала 1 с оправой 2 с помощью трех угольников. Из-за погрешностей
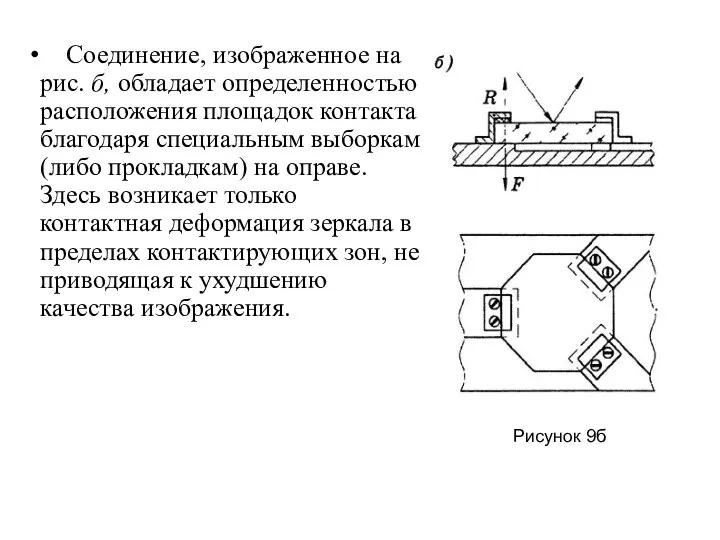
- 19. Соединение, изображенное на рис. б, обладает определенностью расположения площадок контакта благодаря специальным выборкам (либо прокладкам) на
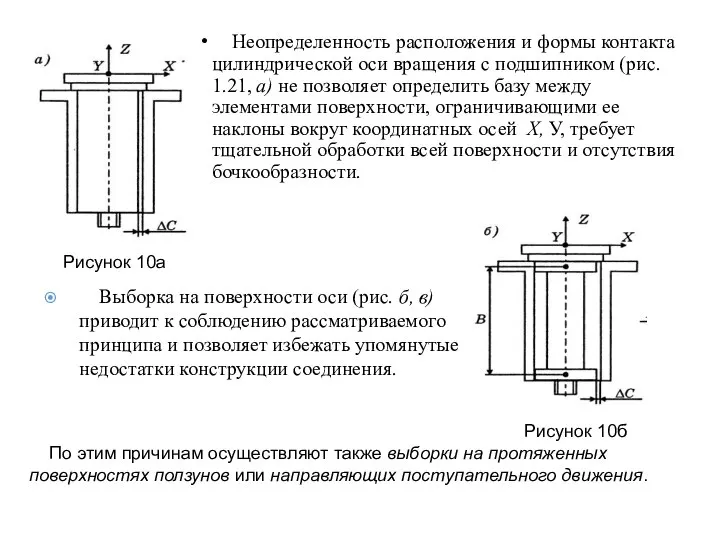
- 20. Неопределенность расположения и формы контакта цилиндрической оси вращения с подшипником (рис. 1.21, а) не позволяет определить
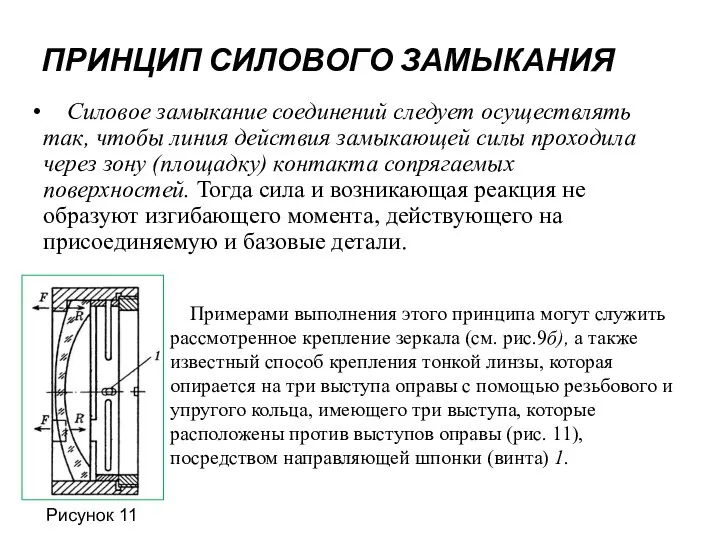
- 21. ПРИНЦИП СИЛОВОГО ЗАМЫКАНИЯ Силовое замыкание соединений следует осуществлять так, чтобы линия действия замыкающей силы проходила через
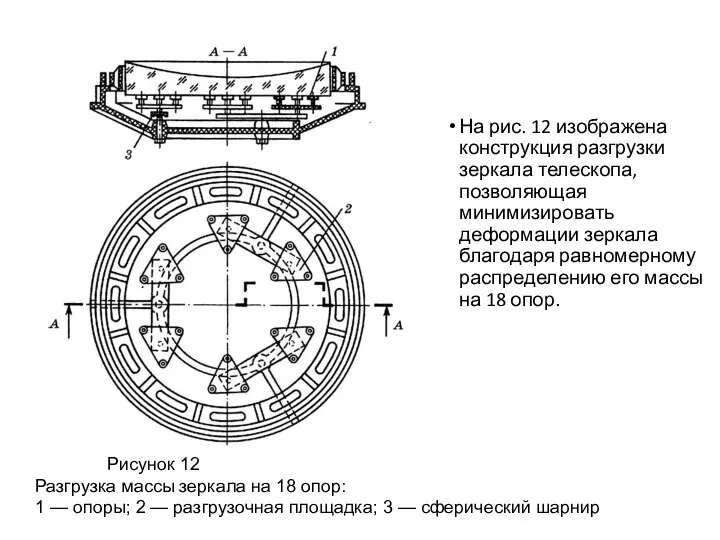
- 22. На рис. 12 изображена конструкция разгрузки зеркала телескопа, позволяющая минимизировать деформации зеркала благодаря равномерному распределению его
- 23. ПРИНЦИП ОГРАНИЧЕНИЯ СМЕЩЕНИЙ В СОЕДИНЕНИИ ДЕТАЛЕЙ Поверхности, ограничивающие смещение присоединяемой детали относительно базовой, следует располагать перпендикулярно
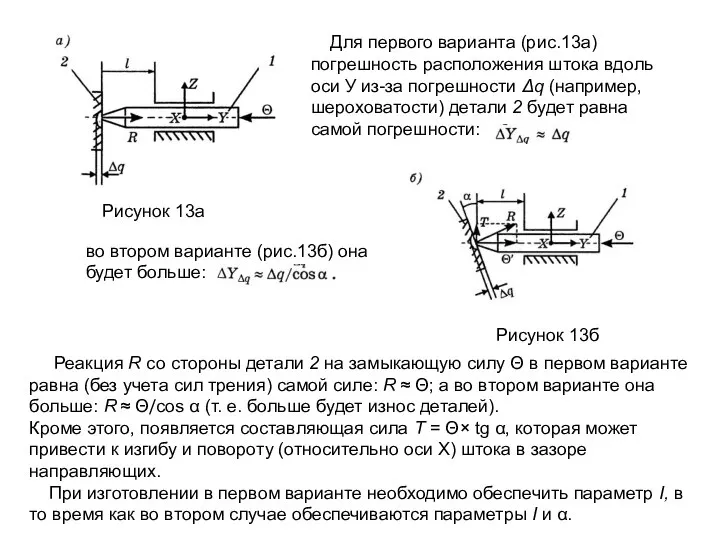
- 24. Для первого варианта (рис.13а) погрешность расположения штока вдоль оси У из-за погрешности Δq (например, шероховатости) детали
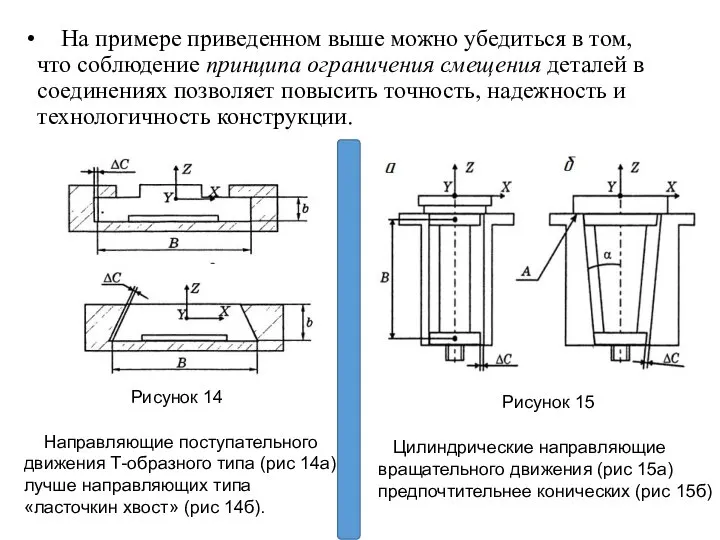
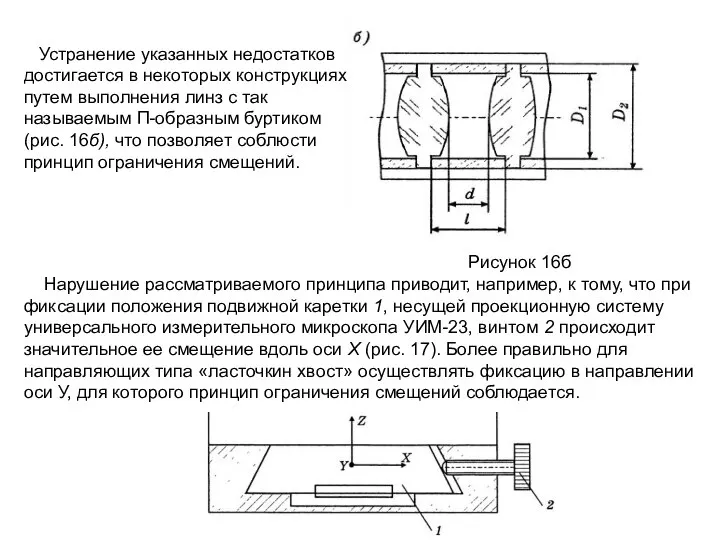
- 25. На примере приведенном выше можно убедиться в том, что соблюдение принципа ограничения смещения деталей в соединениях
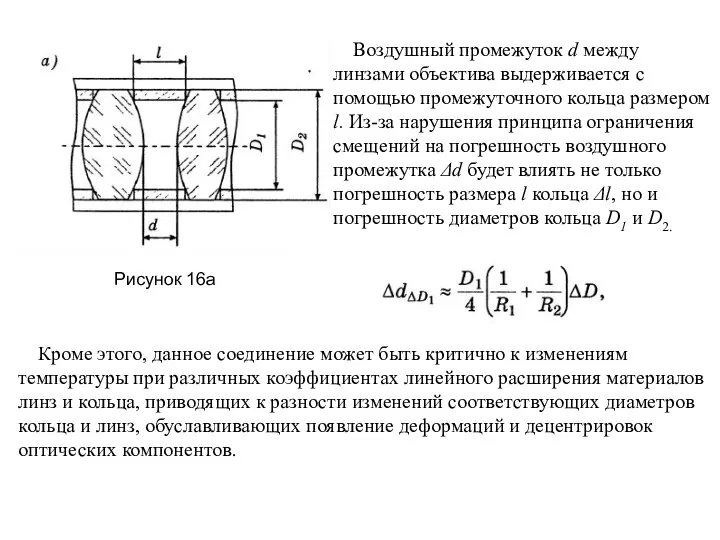
- 26. Воздушный промежуток d между линзами объектива выдерживается с помощью промежуточного кольца размером l. Из-за нарушения принципа
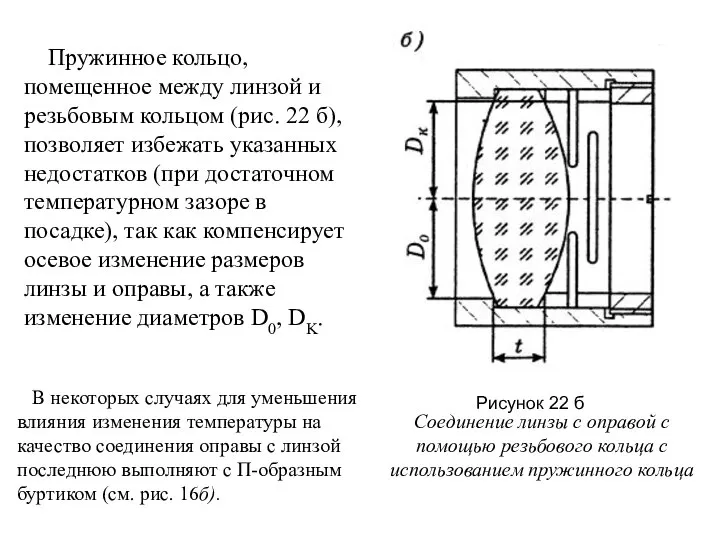
- 27. Устранение указанных недостатков достигается в некоторых конструкциях путем выполнения линз с так называемым П-образным буртиком (рис.
- 28. Согласно этому принципу связи, накладываемые базовой деталью на присоединяемую, должны располагаться на возможно большем базисе. Тогда
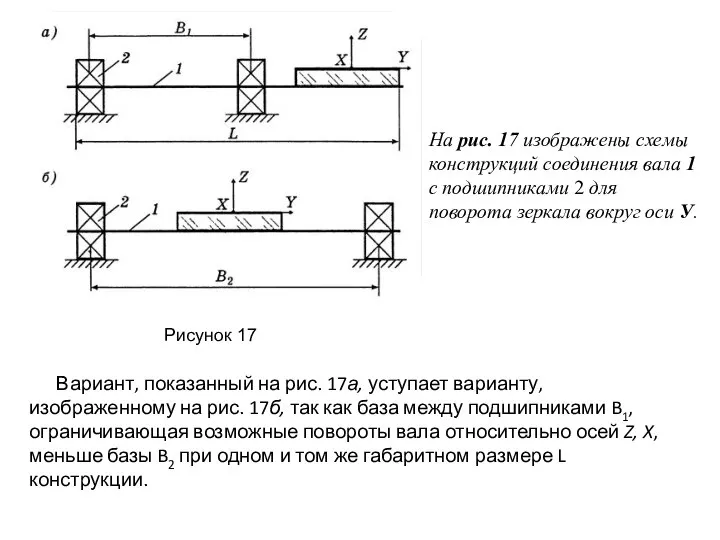
- 29. Рисунок 17 На рис. 17 изображены схемы конструкций соединения вала 1 с подшипниками 2 для поворота
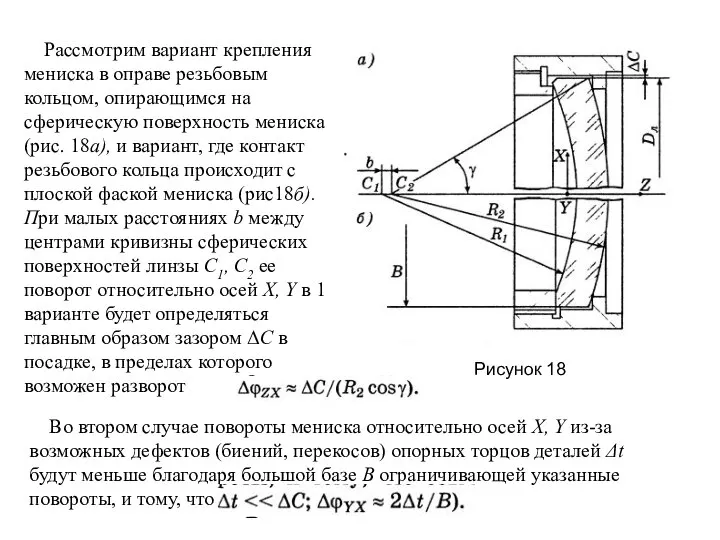
- 30. Рассмотрим вариант крепления мениска в оправе резьбовым кольцом, опирающимся на сферическую поверхность мениска (рис. 18а), и
- 31. ПРИНЦИП ОГРАНИЧЕНИЯ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ВЫЛЕТОВ РАБОЧИХ ЭЛЕМЕНТОВ «Вылетом» рабочего элемента называют расстояние между ним и
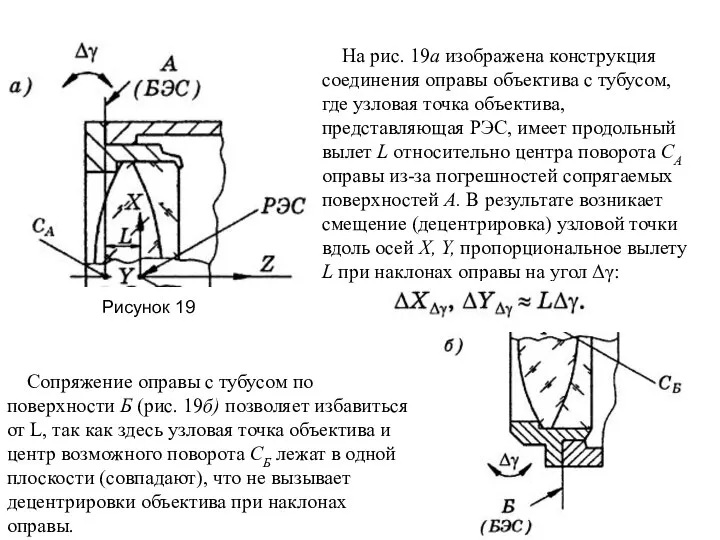
- 32. На рис. 19а изображена конструкция соединения оправы объектива с тубусом, где узловая точка объектива, представляющая РЭС,
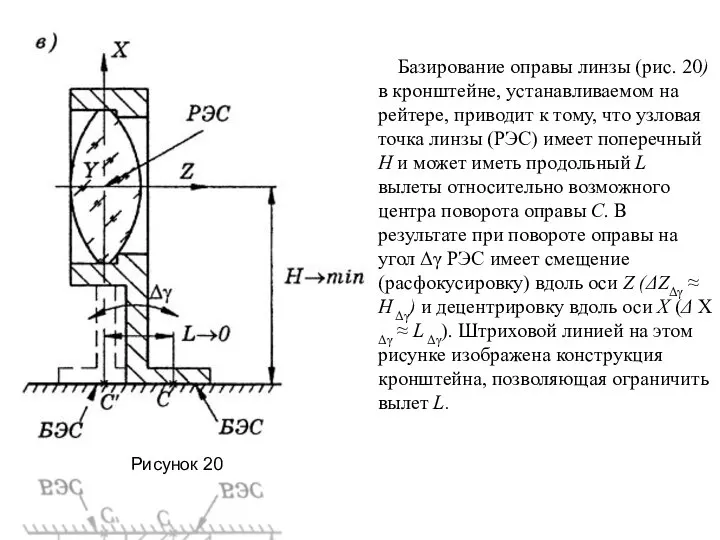
- 33. Базирование оправы линзы (рис. 20) в кронштейне, устанавливаемом на рейтере, приводит к тому, что узловая точка
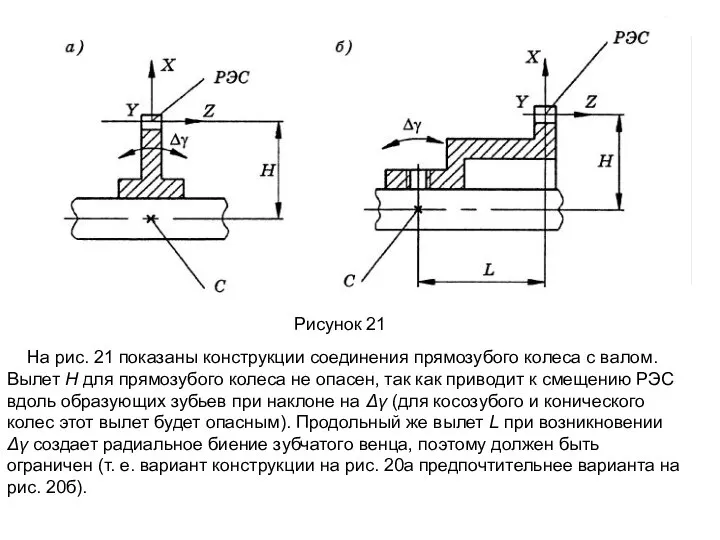
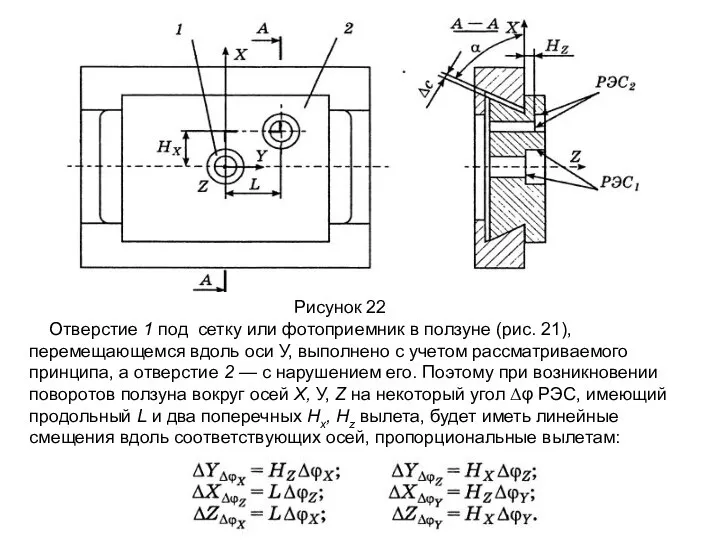
- 34. Рисунок 21 На рис. 21 показаны конструкции соединения прямозубого колеса с валом. Вылет Н для прямозубого
- 35. Отверстие 1 под сетку или фотоприемник в ползуне (рис. 21), перемещающемся вдоль оси У, выполнено с
- 36. УЧЕТ ТЕПЛОВЫХ СВОЙСТВ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ Этот принцип заключается в обеспечении отсутствия возможных деформаций и смещений сопрягаемых
- 38. Когда коэффициенты линейного расширения материалов оправы α1 и линзы α2 различны, отклонение температуры от номинального значения
- 39. Пружинное кольцо, помещенное между линзой и резьбовым кольцом (рис. 22 б), позволяет избежать указанных недостатков (при
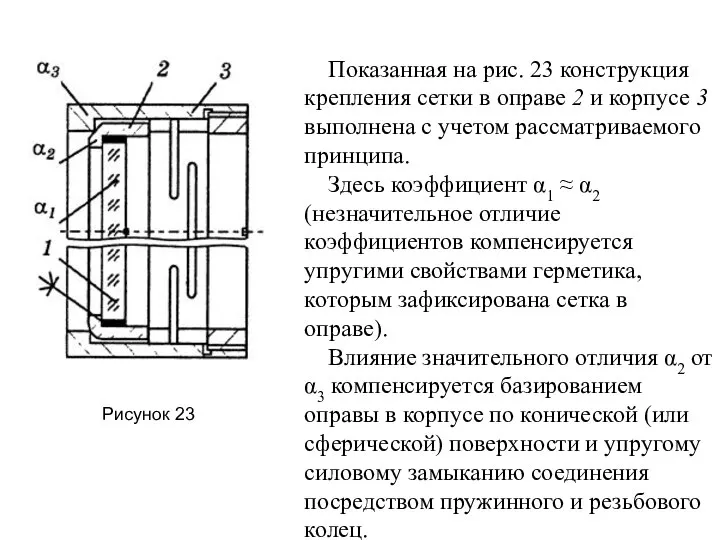
- 40. Рисунок 23 Показанная на рис. 23 конструкция крепления сетки в оправе 2 и корпусе 3 выполнена
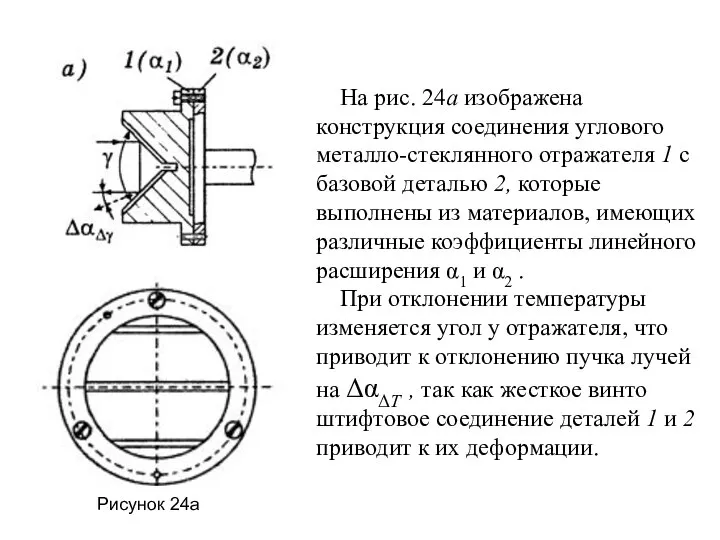
- 41. На рис. 24а изображена конструкция соединения углового металло-стеклянного отражателя 1 с базовой деталью 2, которые выполнены
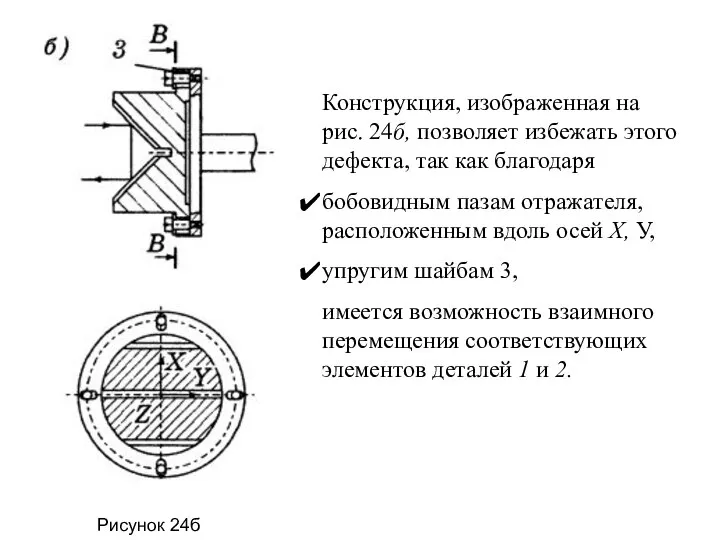
- 42. Конструкция, изображенная на рис. 24б, позволяет избежать этого дефекта, так как благодаря бобовидным пазам отражателя, расположенным
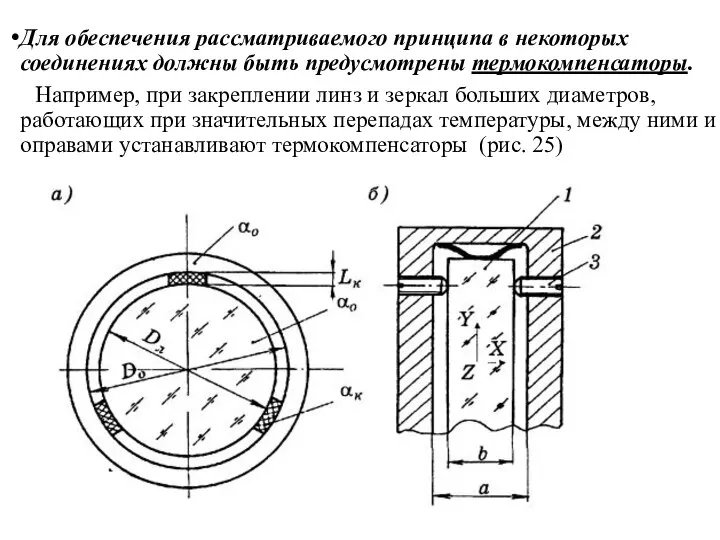
- 43. Для обеспечения рассматриваемого принципа в некоторых соединениях должны быть предусмотрены термокомпенсаторы. Например, при закреплении линз и
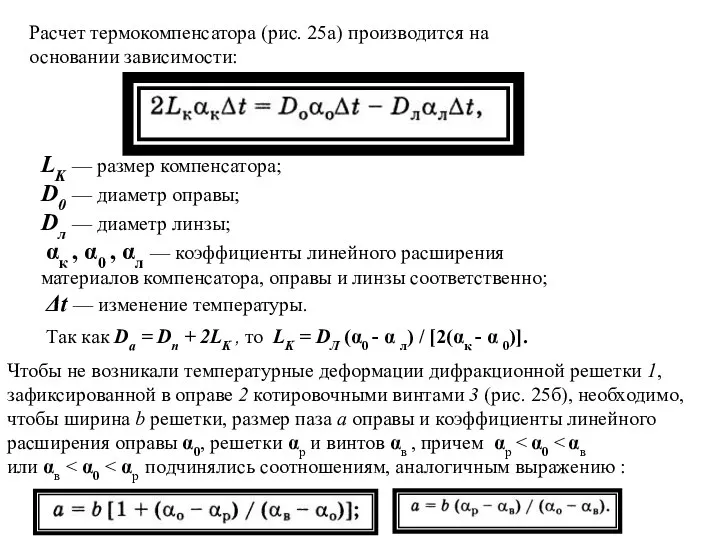
- 44. Расчет термокомпенсатора (рис. 25а) производится на основании зависимости: LK — размер компенсатора; D0 — диаметр оправы;
- 45. ТОЧНОСТНАЯ ТЕХНОЛОГИЧНОСТЬ СЛЕДИНЕНИЙ Технологичность соединения определяется: трудоемкостью сборки, трудоемкостью контроля качества сборки, уровнем необходимой квалификации персонала.
- 47. Одно из основных требований к качеству соединений — точность расположения их рабочих элементов относительно базовых. Оно
- 48. Экономический уровень Экономическому уровню соответствует точность, достигаемая при сборке деталей без последующих пригонок и регулировок. Точность
- 49. На рис.26 в качестве примера этого уровня сборки показаны соединения плоско-выпуклой линзы с оправой и призматических
- 50. Производственный уровень Производственному уровню соответствует точность, достигаемая при сборке с применением пригонки, регулировки и универсального оборудования
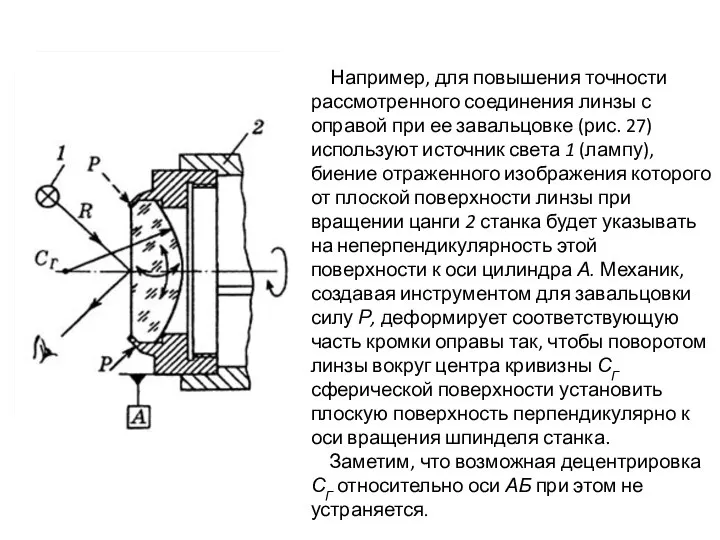
- 51. Например, для повышения точности рассмотренного соединения линзы с оправой при ее завальцовке (рис. 27) используют источник
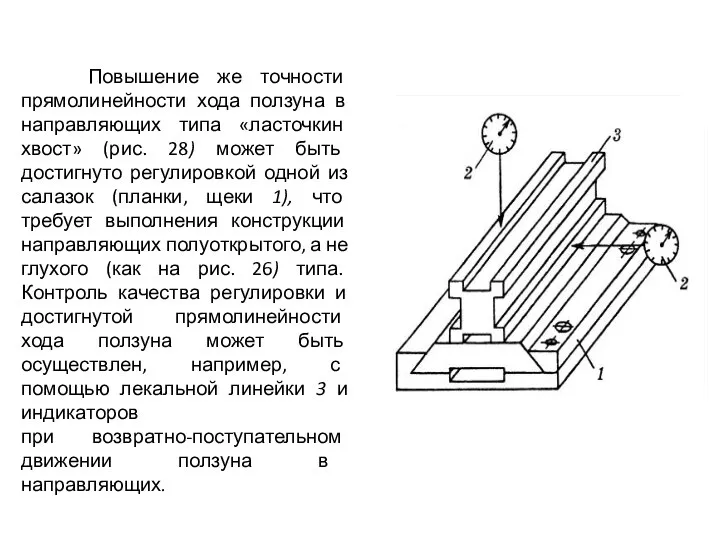
- 52. Повышение же точности прямолинейности хода ползуна в направляющих типа «ласточкин хвост» (рис. 28) может быть достигнуто
- 53. Технический уровень Техническому уровню соответствует точность, достигаемая при сборке с пригонками, регулировками и доводками и контроле
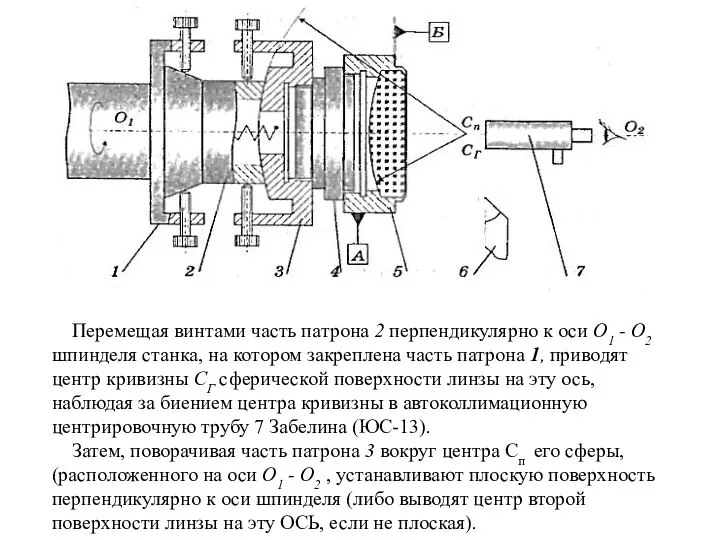
- 54. Рисунок 29 Перемещая винтами часть патрона 2 перпендикулярно к оси О1 - О2 шпинделя станка, на
- 55. Чтобы не сбивалась установка центра Сг , он должен находиться в одной плоскости с центром Сп
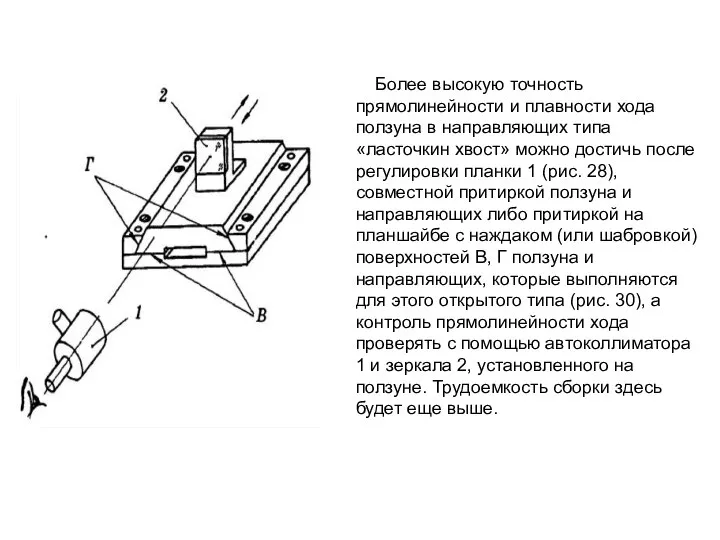
- 56. Более высокую точность прямолинейности и плавности хода ползуна в направляющих типа «ласточкин хвост» можно достичь после
- 58. Скачать презентацию
Слайд 2Соединением деталей в конструкторском смысле
(как элемента конструкции)
называют конструкцию элементарной сборочной
Соединением деталей в конструкторском смысле
(как элемента конструкции)
называют конструкцию элементарной сборочной
Слайд 3Классификация контактных пар
подвижные и неподвижные;
замыкающиеся формой, силой и креплением;
сопрягающиеся (контактирующие) по поверхности,
Классификация контактных пар
подвижные и неподвижные;
замыкающиеся формой, силой и креплением;
сопрягающиеся (контактирующие) по поверхности,
Слайд 4Соединение лимба (1) с валом (2)
Базовой деталью здесь является вал, рабочей —
Соединение лимба (1) с валом (2)
Базовой деталью здесь является вал, рабочей —
Слайд 51- рабочая присоединяемая деталь
2 -базовая деталь
Соединение линзы (1)с оправой(2)
Соединение
1- рабочая присоединяемая деталь
2 -базовая деталь
Соединение линзы (1)с оправой(2)
Соединение

Слайд 7ПРИНЦИП СОВМЕЩЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ В СОЕДИНЕНИИ
При конструировании соединений предпочтительной является конструкция,
ПРИНЦИП СОВМЕЩЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ В СОЕДИНЕНИИ
При конструировании соединений предпочтительной является конструкция,
Слайд 8 На рисунке изображена конструкция соединения зеркала 1 с кронштейном 2. Конструкция,
На рисунке изображена конструкция соединения зеркала 1 с кронштейном 2. Конструкция,
Слайд 9ПРИНЦИП ОТСУТСТВИЯ ИЗБЫТОЧНОГО БАЗИРОВАНИЯ В СОЕДИНЕНИЙ ДЕТАЛЕЙ
(СТАТИЧЕСКАЯ ОПРЕДЕЛЕННОСТЬ СОЕДИНЕНИЙ)
Базированием -
ПРИНЦИП ОТСУТСТВИЯ ИЗБЫТОЧНОГО БАЗИРОВАНИЯ В СОЕДИНЕНИЙ ДЕТАЛЕЙ
(СТАТИЧЕСКАЯ ОПРЕДЕЛЕННОСТЬ СОЕДИНЕНИЙ)
Базированием -
Слайд 10Для выявления избыточных (или недостаточных) связей в соединении используют формулу :
Pk -
Для выявления избыточных (или недостаточных) связей в соединении используют формулу :
Pk -
Слайд 11 Для соединения ползуна 1 (рис. 4а), перемещающегося вдоль оси с направляющими
Для соединения ползуна 1 (рис. 4а), перемещающегося вдоль оси с направляющими
Слайд 12 Нарушение принципа можно увидеть по дублированию сопряжений деталей (базовых элементов), отнимающих
Нарушение принципа можно увидеть по дублированию сопряжений деталей (базовых элементов), отнимающих
Слайд 13В ряде случаев проверка соединения на избыточность базирования требует тщательного анализа, поскольку
В ряде случаев проверка соединения на избыточность базирования требует тщательного анализа, поскольку
Слайд 14Рассмотрим соединение еще раз, более тщательно.
Контакт сферической поверхности линзы с кромкой оправы,
Рассмотрим соединение еще раз, более тщательно.
Контакт сферической поверхности линзы с кромкой оправы,
Слайд 15Рассмотрим сопряжение линзы по посадочному цилиндру диаметром DЛ с отверстием оправы. Как
Рассмотрим сопряжение линзы по посадочному цилиндру диаметром DЛ с отверстием оправы. Как
Слайд 16 Анализ данного соединения на избыточность базирования заставляет конструктора обратить внимание на
Анализ данного соединения на избыточность базирования заставляет конструктора обратить внимание на
Слайд 17ПРИНЦИП ГЕОМЕТРИЧЕСКОЙ ОПРЕДЕЛЕННОСТИ КОНТАКТА ПАР В СОЕДИНЕНИИ
Он заключается в определенности положения
ПРИНЦИП ГЕОМЕТРИЧЕСКОЙ ОПРЕДЕЛЕННОСТИ КОНТАКТА ПАР В СОЕДИНЕНИИ
Он заключается в определенности положения
Слайд 18 На рис. а изображено соединение зеркала 1 с оправой 2 с
На рис. а изображено соединение зеркала 1 с оправой 2 с
Слайд 19 Соединение, изображенное на рис. б, обладает определенностью расположения площадок контакта благодаря
Соединение, изображенное на рис. б, обладает определенностью расположения площадок контакта благодаря
Слайд 20 Неопределенность расположения и формы контакта цилиндрической оси вращения с подшипником (рис.
Неопределенность расположения и формы контакта цилиндрической оси вращения с подшипником (рис.
Слайд 21ПРИНЦИП СИЛОВОГО ЗАМЫКАНИЯ
Силовое замыкание соединений следует осуществлять так, чтобы линия действия
ПРИНЦИП СИЛОВОГО ЗАМЫКАНИЯ
Силовое замыкание соединений следует осуществлять так, чтобы линия действия
Слайд 22На рис. 12 изображена конструкция разгрузки зеркала телескопа, позволяющая минимизировать деформации зеркала
На рис. 12 изображена конструкция разгрузки зеркала телескопа, позволяющая минимизировать деформации зеркала
Слайд 23ПРИНЦИП ОГРАНИЧЕНИЯ СМЕЩЕНИЙ В СОЕДИНЕНИИ ДЕТАЛЕЙ
Поверхности, ограничивающие смещение присоединяемой детали относительно
ПРИНЦИП ОГРАНИЧЕНИЯ СМЕЩЕНИЙ В СОЕДИНЕНИИ ДЕТАЛЕЙ
Поверхности, ограничивающие смещение присоединяемой детали относительно
Слайд 24 Для первого варианта (рис.13а) погрешность расположения штока вдоль оси У из-за
Для первого варианта (рис.13а) погрешность расположения штока вдоль оси У из-за
Слайд 25 На примере приведенном выше можно убедиться в том, что соблюдение принципа
На примере приведенном выше можно убедиться в том, что соблюдение принципа
Слайд 26 Воздушный промежуток d между линзами объектива выдерживается с помощью промежуточного кольца
Воздушный промежуток d между линзами объектива выдерживается с помощью промежуточного кольца
Слайд 27 Устранение указанных недостатков достигается в некоторых конструкциях путем выполнения линз с
Устранение указанных недостатков достигается в некоторых конструкциях путем выполнения линз с
Слайд 28Согласно этому принципу связи, накладываемые базовой деталью на присоединяемую, должны располагаться на
Согласно этому принципу связи, накладываемые базовой деталью на присоединяемую, должны располагаться на
Слайд 29Рисунок 17
На рис. 17 изображены схемы конструкций соединения вала 1 с подшипниками
Рисунок 17
На рис. 17 изображены схемы конструкций соединения вала 1 с подшипниками
Слайд 30 Рассмотрим вариант крепления мениска в оправе резьбовым кольцом, опирающимся на сферическую
Рассмотрим вариант крепления мениска в оправе резьбовым кольцом, опирающимся на сферическую
Слайд 31ПРИНЦИП ОГРАНИЧЕНИЯ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ВЫЛЕТОВ РАБОЧИХ ЭЛЕМЕНТОВ
«Вылетом» рабочего элемента называют расстояние
ПРИНЦИП ОГРАНИЧЕНИЯ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ВЫЛЕТОВ РАБОЧИХ ЭЛЕМЕНТОВ
«Вылетом» рабочего элемента называют расстояние
Слайд 32 На рис. 19а изображена конструкция соединения оправы объектива с тубусом, где
На рис. 19а изображена конструкция соединения оправы объектива с тубусом, где
Слайд 33 Базирование оправы линзы (рис. 20) в кронштейне, устанавливаемом на рейтере, приводит
Базирование оправы линзы (рис. 20) в кронштейне, устанавливаемом на рейтере, приводит
Слайд 34Рисунок 21
На рис. 21 показаны конструкции соединения прямозубого колеса с валом.
Рисунок 21
На рис. 21 показаны конструкции соединения прямозубого колеса с валом.
Слайд 35 Отверстие 1 под сетку или фотоприемник в ползуне (рис. 21), перемещающемся
Отверстие 1 под сетку или фотоприемник в ползуне (рис. 21), перемещающемся
Слайд 36УЧЕТ ТЕПЛОВЫХ СВОЙСТВ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
Этот принцип заключается в обеспечении отсутствия возможных
УЧЕТ ТЕПЛОВЫХ СВОЙСТВ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
Этот принцип заключается в обеспечении отсутствия возможных
Слайд 38 Когда коэффициенты линейного расширения материалов оправы α1 и линзы α2 различны,
Когда коэффициенты линейного расширения материалов оправы α1 и линзы α2 различны,
Слайд 39 Пружинное кольцо, помещенное между линзой и резьбовым кольцом (рис. 22 б),
Пружинное кольцо, помещенное между линзой и резьбовым кольцом (рис. 22 б),
Слайд 40Рисунок 23
Показанная на рис. 23 конструкция крепления сетки в оправе 2
Рисунок 23
Показанная на рис. 23 конструкция крепления сетки в оправе 2
Слайд 41 На рис. 24а изображена конструкция соединения углового металло-стеклянного отражателя 1 с
На рис. 24а изображена конструкция соединения углового металло-стеклянного отражателя 1 с
Слайд 42Конструкция, изображенная на рис. 24б, позволяет избежать этого дефекта, так как благодаря
Конструкция, изображенная на рис. 24б, позволяет избежать этого дефекта, так как благодаря
Слайд 43Для обеспечения рассматриваемого принципа в некоторых соединениях должны быть предусмотрены термокомпенсаторы.
Например,
Для обеспечения рассматриваемого принципа в некоторых соединениях должны быть предусмотрены термокомпенсаторы.
Например,
Слайд 44Расчет термокомпенсатора (рис. 25а) производится на основании зависимости:
LK — размер компенсатора;
D0
Расчет термокомпенсатора (рис. 25а) производится на основании зависимости:
LK — размер компенсатора;
D0
Слайд 45ТОЧНОСТНАЯ ТЕХНОЛОГИЧНОСТЬ СЛЕДИНЕНИЙ
Технологичность соединения определяется:
трудоемкостью сборки,
трудоемкостью контроля
ТОЧНОСТНАЯ ТЕХНОЛОГИЧНОСТЬ СЛЕДИНЕНИЙ
Технологичность соединения определяется:
трудоемкостью сборки,
трудоемкостью контроля
Слайд 47 Одно из основных требований к качеству соединений — точность расположения их
Одно из основных требований к качеству соединений — точность расположения их
Слайд 48Экономический уровень
Экономическому уровню соответствует точность, достигаемая при сборке деталей без последующих
Экономический уровень
Экономическому уровню соответствует точность, достигаемая при сборке деталей без последующих

Слайд 49 На рис.26 в качестве примера этого уровня сборки показаны соединения плоско-выпуклой
На рис.26 в качестве примера этого уровня сборки показаны соединения плоско-выпуклой
Слайд 50Производственный уровень
Производственному уровню соответствует точность, достигаемая при сборке с применением
Производственный уровень
Производственному уровню соответствует точность, достигаемая при сборке с применением
Слайд 51 Например, для повышения точности рассмотренного соединения линзы с оправой при ее
Например, для повышения точности рассмотренного соединения линзы с оправой при ее
Слайд 52 Повышение же точности прямолинейности хода ползуна в направляющих типа «ласточкин хвост»
Повышение же точности прямолинейности хода ползуна в направляющих типа «ласточкин хвост»
Слайд 53Технический уровень
Техническому уровню соответствует точность, достигаемая при сборке с пригонками, регулировками
Технический уровень
Техническому уровню соответствует точность, достигаемая при сборке с пригонками, регулировками
Слайд 54Рисунок 29
Перемещая винтами часть патрона 2 перпендикулярно к оси О1 -
Рисунок 29
Перемещая винтами часть патрона 2 перпендикулярно к оси О1 -
Слайд 55 Чтобы не сбивалась установка центра Сг , он должен находиться в
Чтобы не сбивалась установка центра Сг , он должен находиться в
Слайд 56 Более высокую точность прямолинейности и плавности хода ползуна в направляющих типа
Более высокую точность прямолинейности и плавности хода ползуна в направляющих типа
 Маркировка конструкций
Маркировка конструкций Значение физических упражнений для формирования скелета и мышц
Значение физических упражнений для формирования скелета и мышц Жизнь на разных материках (5 класс)
Жизнь на разных материках (5 класс) Практический аспект формирования межкультурной коммуникативной компетенции на уровне А2
Практический аспект формирования межкультурной коммуникативной компетенции на уровне А2 SEASONS
SEASONS Умный день. Бюджет
Умный день. Бюджет NE Phonetic Changes: the Great Vowel Shif
NE Phonetic Changes: the Great Vowel Shif Лекция 8. Природа этнического терроризма
Лекция 8. Природа этнического терроризма Спорт в жизни человека. Физическая культура и спорт в профилактике заболеваний и укреплении здоровья
Спорт в жизни человека. Физическая культура и спорт в профилактике заболеваний и укреплении здоровья Клавиатура
Клавиатура Презентация на тему Работа с сетью социальных контактов
Презентация на тему Работа с сетью социальных контактов  Видатки на військову та цивільну оборону
Видатки на військову та цивільну оборону Компания Partner
Компания Partner Аллергия. Техника. Референсы языка. Референсы техники
Аллергия. Техника. Референсы языка. Референсы техники Inspire
Inspire Презентация на тему Внутренняя политика Сирии
Презентация на тему Внутренняя политика Сирии Барабаны
Барабаны Когда Вы вдыхаете Когда вы вдыхаете сигаретный дым, он, проходя через ваш рот и горло, попадает в легкие. В дыме содержится более 4 ты
Когда Вы вдыхаете Когда вы вдыхаете сигаретный дым, он, проходя через ваш рот и горло, попадает в легкие. В дыме содержится более 4 ты Презентация на тему Контрреформы Александра ΙΙΙ
Презентация на тему Контрреформы Александра ΙΙΙ  Аганбегян Абел Гезевич
Аганбегян Абел Гезевич Чацкий и Молчалин
Чацкий и Молчалин Как выбрать строительную компанию? Ошибки и возможности
Как выбрать строительную компанию? Ошибки и возможности Ежегодно в нашей стране рождаются несколько тысяч детей с черепно-лицевыми деформациями различного происхождения. Из-за отсутств
Ежегодно в нашей стране рождаются несколько тысяч детей с черепно-лицевыми деформациями различного происхождения. Из-за отсутств Жестокое обращение с детьми
Жестокое обращение с детьми Кружок гражданского права:
Кружок гражданского права: Презентация на тему «И пальцы просятся к перу...» (модель организации творческой работы с текстом)
Презентация на тему «И пальцы просятся к перу...» (модель организации творческой работы с текстом) Пётр Павлович Ершов 1815 - 1869
Пётр Павлович Ершов 1815 - 1869 Распорядительные документы. Тема 5
Распорядительные документы. Тема 5