Слайд 26. КОНТРОЛЬ СОСТОЯНИЯ МЕТАЛЛОКОНСТРУКЦИЙ И АНТИКОРРОЗИОННОГО ЛАКОКРАСОЧНОГО ПОКРЫТИЯ
В период эксплуатации ВЛ контроль
осуществляется путем их осмотров и обследований [1, 9, 10].
Осмотры проводятся с целью качественной уценки состояния металлоконструкций и защитного лакокрасочного покрытия.
При осмотре выявляются следующие неисправности и дефекты:
деформация элементов опоры;
дефекты сварных швов;
коррозия деталей опоры;
дефекты болтовых и заклепочных соединений;
разрушение лакокрасочного или цинкового покрытия;
неплотное прилегание элементов опоры, несоответствие диаметров гаек диаметрам анкерных болтов, отсутствие гаек на анкерных болтах;
повреждения металлоконструкций.
По результатам осмотров определяется необходимость в проведении обследования.
При обследовании кроме качественной оценки производится определение количественных характеристик неисправностей путем измерений выявленных дефектов и повреждений с помощью различных инструментов и приборов.
На основе результатов обследования даются рекомендации по восстановлению и дальнейшей эксплуатации металлоконструкций.
Детальный осмотр металлоконструкций опор ВЛ, проводимый при обследовании, следует начинать с основания опоры, постепенно поднимаясь вверх по стволу опоры. При этом производится очистка обследуемых конструктивных элементов от пыли и грязи (в основном это касается башмаков опорных зон), а также от краски и продуктов коррозии. Одновременно производятся необходимые измерения.
Слайд 36.1. Измерение прогибов поясных уголков (рис. 7, а)
Прогиб (искривление) поясных уголков в
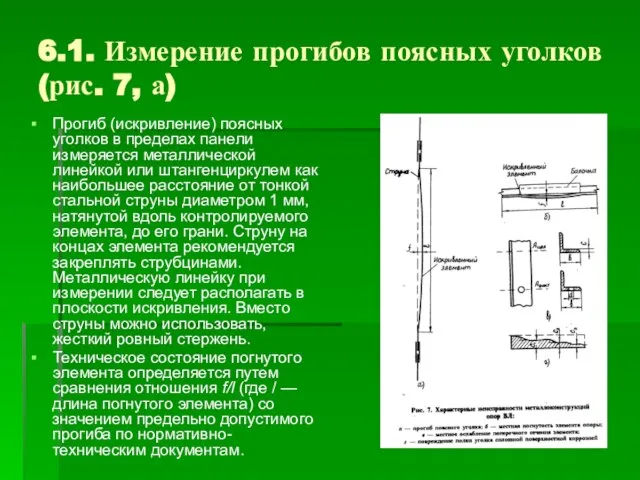
пределах панели измеряется металлической линейкой или штангенциркулем как наибольшее расстояние от тонкой стальной струны диаметром 1 мм, натянутой вдоль контролируемого элемента, до его грани. Струну на концах элемента рекомендуется закреплять струбцинами. Металлическую линейку при измерении следует располагать в плоскости искривления. Вместо струны можно использовать, жесткий ровный стержень.
Техническое состояние погнутого элемента определяется путем сравнения отношения f/l (где / — длина погнутого элемента) со значением предельно допустимого прогиба по нормативно-техническим документам.
Слайд 46.2. Измерение местных искривлений элементов опоры (рис. 7, б)
Местные искривления уголков металлоконструкций
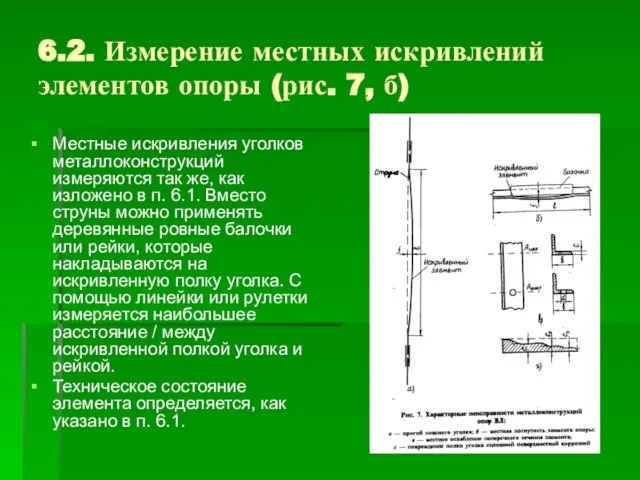
измеряются так же, как изложено в п. 6.1. Вместо струны можно применять деревянные ровные балочки или рейки, которые накладываются на искривленную полку уголка. С помощью линейки или рулетки измеряется наибольшее расстояние / между искривленной полкой уголка и рейкой.
Техническое состояние элемента определяется, как указано в п. 6.1.
Слайд 56.3. Контроль состояния болтовых соединений
Контроль осуществляется с целью выявления недозатянутых болтов или

отвинтившихся гаек. Для этого применяется молоток массой 0,2-0,5 кг. При ударе незатянутые болты издают глухой дребезжащий звук, а при прикосновении к ним рукой ощущается дрожание.
Незатянутые болтовые соединения не допускаются.
Слайд 66.4. Контроль состояния металлоконструкций, ослабленных сквозными отверстиями (рис. 7, в)
Контроль осуществляется с
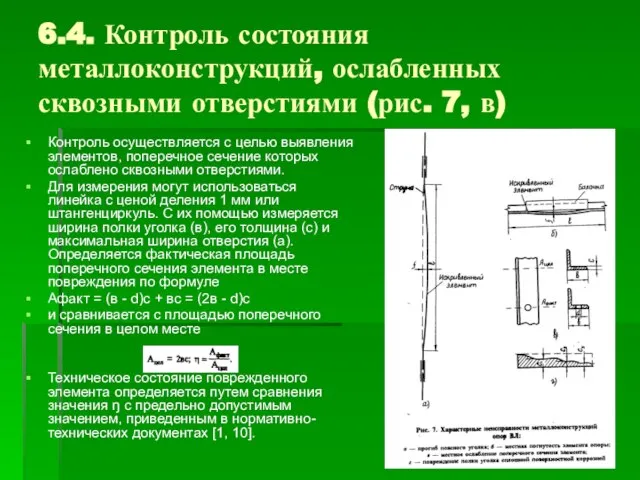
целью выявления элементов, поперечное сечение которых ослаблено сквозными отверстиями.
Для измерения могут использоваться линейка с ценой деления 1 мм или штангенциркуль. С их помощью измеряется ширина полки уголка (в), его толщина (с) и максимальная ширина отверстия (а). Определяется фактическая площадь поперечного сечения элемента в месте повреждения по формуле
Афакт = (в - d)с + вс = (2в - d)с
и сравнивается с площадью поперечного сечения в целом месте
Техническое состояние поврежденного элемента определяется путем сравнения значения ŋ с предельно допустимым значением, приведенным в нормативно-технических документах [1, 10].
Слайд 76.5. Контроль за образованием трещин в сварных швах
Контроль осуществляется с целью выявления
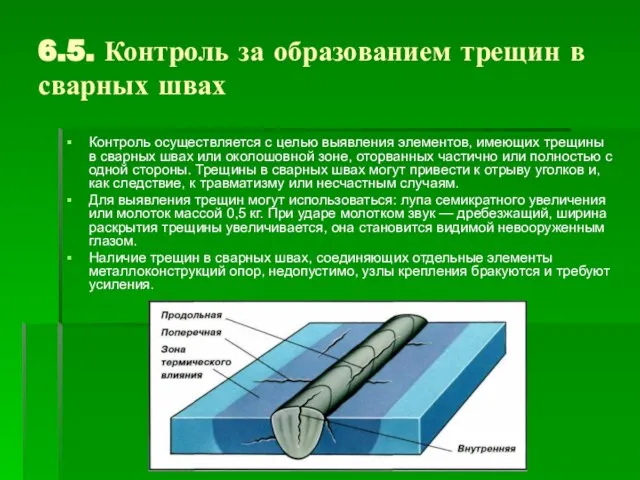
элементов, имеющих трещины в сварных швах или околошовной зоне, оторванных частично или полностью с одной стороны. Трещины в сварных швах могут привести к отрыву уголков и, как следствие, к травматизму или несчастным случаям.
Для выявления трещин могут использоваться: лупа семикратного увеличения или молоток массой 0,5 кг. При ударе молотком звук — дребезжащий, ширина раскрытия трещины увеличивается, она становится видимой невооруженным глазом.
Наличие трещин в сварных швах, соединяющих отдельные элементы металлоконструкций опор, недопустимо, узлы крепления бракуются и требуют усиления.
Слайд 86.6. Контроль коррозионного состояния металлоконструкций
Контроль производится с целью определения вида коррозии, характера
разрушения защитного покрытия, степени коррозионного износа металлоконструкций.
Вид коррозии, характер разрушения защитного покрытия, оценка необходимости восстановления защитного лакокрасочного покрытия определяются внешним осмотром металлоконструкций.
Коррозия металлоконструкций бывает поверхностная и щелевая. Поверхностная коррозия подразделяется на сплошную и язвенную.
Сплошная равномерная коррозия. Характеризуется относительно равномерным по всей поверхности постепенным проникновением в глубь металла, т.е. уменьшением толщины сечения элементов. После механического удаления продуктов коррозии до чистого металла его поверхность оказывается шероховатой, но без очевидных глубоких язв, точек коррозии и трещин. Этому виду коррозии подвержены все элементы опор расположенные выше 1,5-2 м от уровня земли.
Язвенная коррозия (питтинговая). Характеризуется появлением на поверхности конструкций отдельных или множественных повреждений, иногда даже сквозных отверстий. Наиболее подвержены ей элементы, расположенные на расстоянии 1,5-2 м от уровня земли.
Щелевая коррозия. Характеризуется наличием значительных коррозионных поражений металла в щелях, зазорах, полузакрытых полостях и накоплением в них уплотненных продуктов коррозии, что вызывает образование трещин в сварных соединениях, разрывы болтов и заклепок, отрывы элементов друг от друга. Этому виду коррозии подвергаются в основном, узлы соединений элементов, выполненных внахлестку.

 Лев Николаевич Толстой
Лев Николаевич Толстой Разработка программ для обработки данных измерений in-situ (
Разработка программ для обработки данных измерений in-situ ( Экспресс-разработка модели компетенций
Экспресс-разработка модели компетенций Пусть не будет войны никогда Внеклассное мероприятие посвящённое ко Дню Победы в IV классе.
Пусть не будет войны никогда Внеклассное мероприятие посвящённое ко Дню Победы в IV классе. Влияние ультразвуковой обработки и наводороживания на усталостную долговечность и ударную вязкость сплава Ti-6Al-4V
Влияние ультразвуковой обработки и наводороживания на усталостную долговечность и ударную вязкость сплава Ti-6Al-4V Анализ работы социального педагога Косаревой Л.Г. 2010-2011 учебный год
Анализ работы социального педагога Косаревой Л.Г. 2010-2011 учебный год Правописание НЕ с причастиями
Правописание НЕ с причастиями Ударение. Делаем правильно.
Ударение. Делаем правильно. Презентация на тему Тип ПРОСТЕЙШИЕ
Презентация на тему Тип ПРОСТЕЙШИЕ  Здравствуйте! Меня зовут Ершова Людмила Алексеевна.
Здравствуйте! Меня зовут Ершова Людмила Алексеевна. Дистанционные занятия рукопашным боем для детей возрастом 8 - 9 лет
Дистанционные занятия рукопашным боем для детей возрастом 8 - 9 лет Презентация на тему Знакомство дошкольников с безопасным поведением на улицах города и правилами дорожного движения
Презентация на тему Знакомство дошкольников с безопасным поведением на улицах города и правилами дорожного движения Презентация на тему Использование нанотехнологий в исследовательской деятельности обучающихся лицея
Презентация на тему Использование нанотехнологий в исследовательской деятельности обучающихся лицея Влияние загрязнения на живые организмы
Влияние загрязнения на живые организмы Модульная технология обучения
Модульная технология обучения Cookbook. Christmas Eve Recipes
Cookbook. Christmas Eve Recipes Система права
Система права ООО «ДОК 2» новые технологии, новое качество! Продолжатель традицийООО «Озерский деревообрабатывающий комбинат»
ООО «ДОК 2» новые технологии, новое качество! Продолжатель традицийООО «Озерский деревообрабатывающий комбинат» Финансовое планирование и прогнозирование. (Тема 3)
Финансовое планирование и прогнозирование. (Тема 3) звездный час
звездный час Презентация на тему История новогодних игрушек
Презентация на тему История новогодних игрушек Food truck logo
Food truck logo Эхо холодной войны
Эхо холодной войны Гражданская позиция
Гражданская позиция Сложноподчиненные предложения.
Сложноподчиненные предложения. Письмо
Письмо Организация взаимодействия МОУ «СОШ № 56 г.Орска» с родителями и представителями общественности
Организация взаимодействия МОУ «СОШ № 56 г.Орска» с родителями и представителями общественности Дачный дом (фотографии)
Дачный дом (фотографии)