- Метод электромуфтовой сварки

Содержание
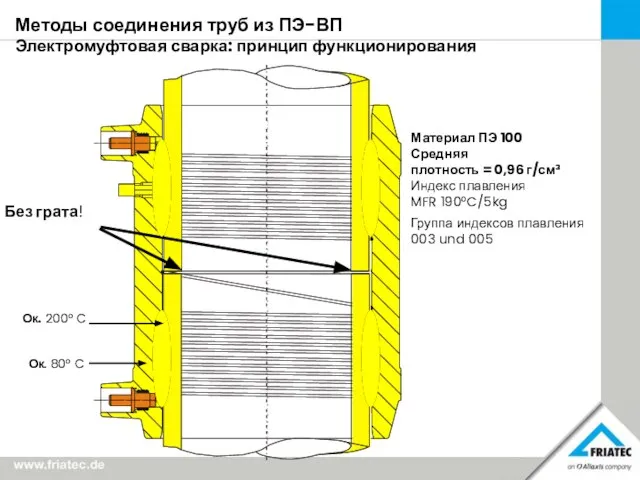
- 2. Методы соединения труб из ПЭ-ВП Электромуфтовая сварка: принцип функционирования Ок. 200° C Ок. 80° C Материал
- 3. Безопасные фитинги FRIALEN® Соединительные элементы для труб из ПЭ для газо- и водоснабжения: FRIALEN®: Конструктивные особенности
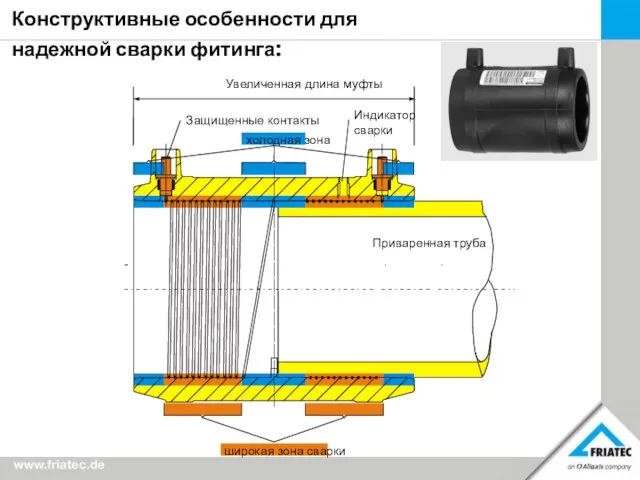
- 4. Конструктивные особенности для надежной сварки фитинга:
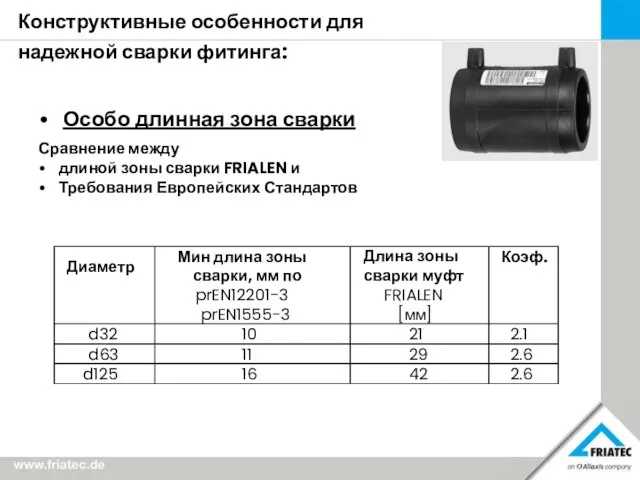
- 5. Конструктивные особенности для надежной сварки фитинга: Особо длинная зона сварки Сравнение между длиной зоны сварки FRIALEN
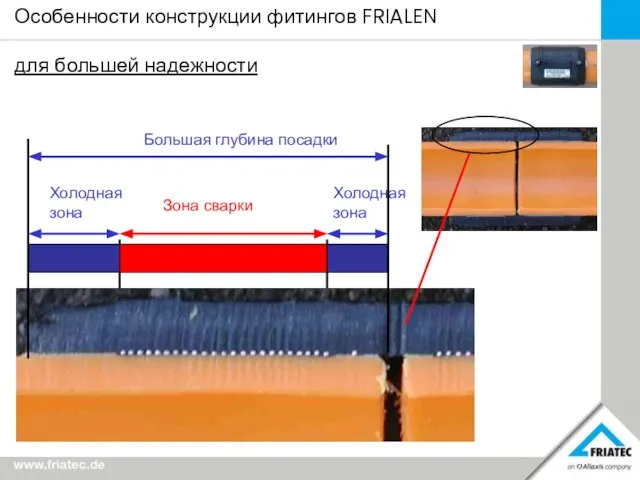
- 6. Особенности конструкции фитингов FRIALEN для большей надежности
- 7. Особенности конструкции фитингов FRIALEN для большей надежности Глубина фитинга Глубина посадки Глубина посадки
- 8. Конструктивные особенности для надежной сварки фитинга Закрытая спираль Муфта Труба Муфта Труба - Плохая передача тепла
- 9. Открытая нагревательная спираль: Возможность проверки качества изделия визуально Великолепная зона полимеризации: фитинг прирастает к трубе Короткое
- 10. Закрытая нагревательная спираль по сравнению с открытой равномерное покрытие слоем ПЭ нагревательного элемента не позволяет контролировать
- 12. Скачать презентацию
Слайд 2Методы соединения труб из ПЭ-ВП
Электромуфтовая сварка: принцип функционирования
Ок. 200° C
Ок. 80° C
Материал
Методы соединения труб из ПЭ-ВП
Электромуфтовая сварка: принцип функционирования
Ок. 200° C
Ок. 80° C
Материал
Слайд 3 Безопасные фитинги FRIALEN®
Соединительные элементы для
труб из ПЭ для газо- и
Безопасные фитинги FRIALEN®
Соединительные элементы для
труб из ПЭ для газо- и
Слайд 4Конструктивные особенности для
надежной сварки фитинга:
Конструктивные особенности для
надежной сварки фитинга:
Слайд 5Конструктивные особенности для
надежной сварки фитинга:
Особо длинная зона сварки
Сравнение между
длиной зоны
Конструктивные особенности для
надежной сварки фитинга:
Особо длинная зона сварки
Сравнение между
длиной зоны
Слайд 6Особенности конструкции фитингов FRIALEN
для большей надежности
Особенности конструкции фитингов FRIALEN
для большей надежности
Слайд 7Особенности конструкции фитингов FRIALEN
для большей надежности
Глубина фитинга
Глубина посадки
Глубина посадки
Особенности конструкции фитингов FRIALEN
для большей надежности
Глубина фитинга
Глубина посадки
Глубина посадки

Слайд 8Конструктивные особенности для
надежной сварки фитинга
Закрытая спираль
Муфта
Труба
Муфта
Труба
- Плохая передача тепла на трубу
Муфта
Конструктивные особенности для
надежной сварки фитинга
Закрытая спираль
Муфта
Труба
Муфта
Труба
- Плохая передача тепла на трубу
Муфта

Слайд 9Открытая нагревательная спираль:
Возможность проверки качества изделия визуально
Великолепная зона полимеризации: фитинг прирастает к
Открытая нагревательная спираль:
Возможность проверки качества изделия визуально
Великолепная зона полимеризации: фитинг прирастает к

Слайд 10 Закрытая нагревательная спираль по сравнению с открытой
равномерное покрытие слоем ПЭ
Закрытая нагревательная спираль по сравнению с открытой
равномерное покрытие слоем ПЭ

 «Правда» Сони Мармеладовой
«Правда» Сони Мармеладовой Роботизированная медицинская система Да Винчи и ее использование в хирургии
Роботизированная медицинская система Да Винчи и ее использование в хирургии Родовые окончания имён прилагательных
Родовые окончания имён прилагательных Научно-образовательныйцентрБАЙКАЛ
Научно-образовательныйцентрБАЙКАЛ Present simple versus present continuous
Present simple versus present continuous Новая система мотивации. Оценка звонков
Новая система мотивации. Оценка звонков Возникновение христанства. Происхождение христианства
Возникновение христанства. Происхождение христианства Escape from North Korea
Escape from North Korea Сервисные услуги по ремонту скважин
Сервисные услуги по ремонту скважин Биотехнология производства хлеба
Биотехнология производства хлеба Кто такой менеджер
Кто такой менеджер Что человеку нужно?
Что человеку нужно? form_uploads%2F7419836%2F6bbbc02a-393c-40ea-b211-49da2700df43%2F0-treblab
form_uploads%2F7419836%2F6bbbc02a-393c-40ea-b211-49da2700df43%2F0-treblab Мама
Мама Особенности строения сердца у детей
Особенности строения сердца у детей Personal pronouns
Personal pronouns  Архитектура и эволюция сетевого оборудования для ПК
Архитектура и эволюция сетевого оборудования для ПК Компьютер и информация
Компьютер и информация Значение объекта и предмета преступления для правильной квалификации таможенных преступлений
Значение объекта и предмета преступления для правильной квалификации таможенных преступлений Политика управления человеческими ресурсами
Политика управления человеческими ресурсами  Компания Комфорт Сервис
Компания Комфорт Сервис Презентация на тему Введение в логику
Презентация на тему Введение в логику  Народные промыслы России. Викторина
Народные промыслы России. Викторина ДНР - шаги становления Республики
ДНР - шаги становления Республики Форматы медийной рекламы и медиапланирование в Интернете
Форматы медийной рекламы и медиапланирование в Интернете Лыжный спорт
Лыжный спорт Презентация на тему Дмитрий Донской
Презентация на тему Дмитрий Донской  муниципальное бюджетное дошкольное образовательное учреждение – детский сад № 29
муниципальное бюджетное дошкольное образовательное учреждение – детский сад № 29