- Механическая обработка

Содержание
- 2. Механическая обработка — обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью
- 3. Токарная обработка — это обработка резанием наружных и внутренних цилиндрических и конических поверхностей, торцевание, отрезание, снятие
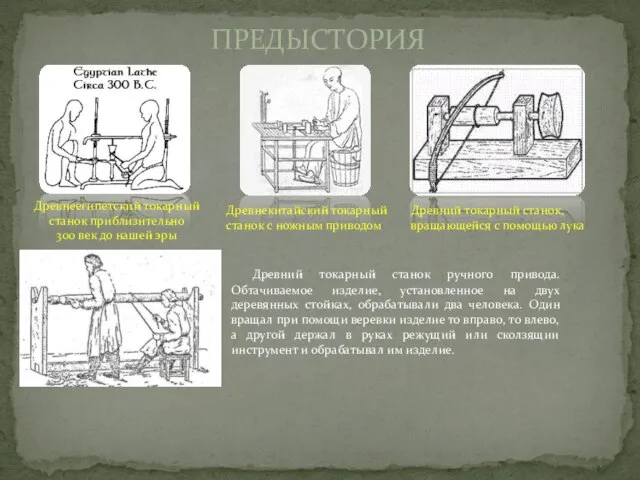
- 4. ПРЕДЫСТОРИЯ Древнеегипетский токарный станок приблизительно 300 век до нашей эры Древнекитайский токарный станок с ножным приводом
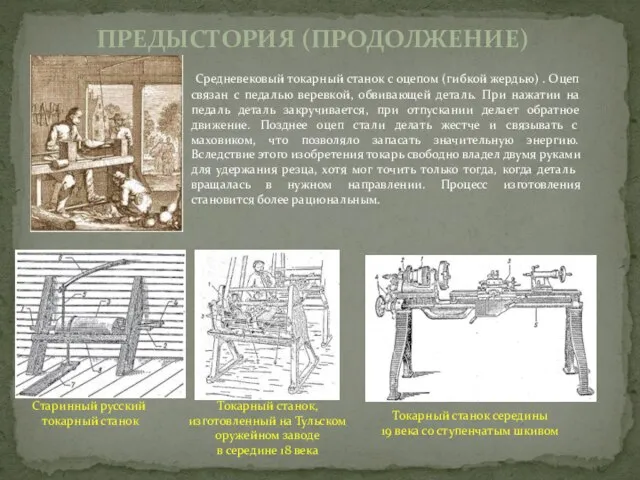
- 5. ПРЕДЫСТОРИЯ (ПРОДОЛЖЕНИЕ) Средневековый токарный станок с оцепом (гибкой жердью) . Оцеп связан с педалью веревкой, обвивающей
- 6. ЭЛЕМЕНТЫ РЕЗАНИЯ
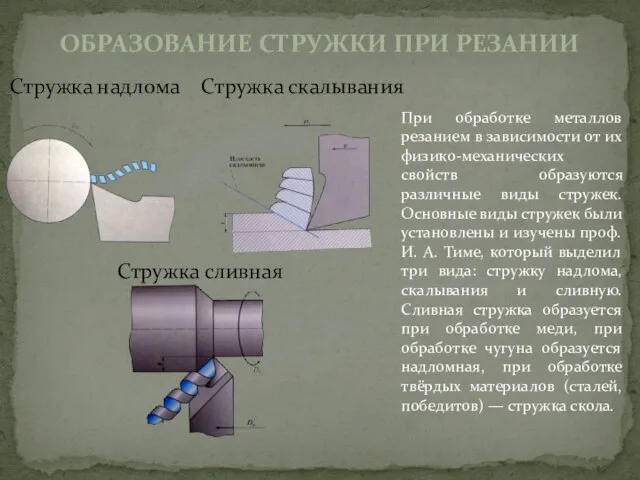
- 7. ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ Стружка сливная Стружка скалывания Стружка надлома При обработке металлов резанием в зависимости
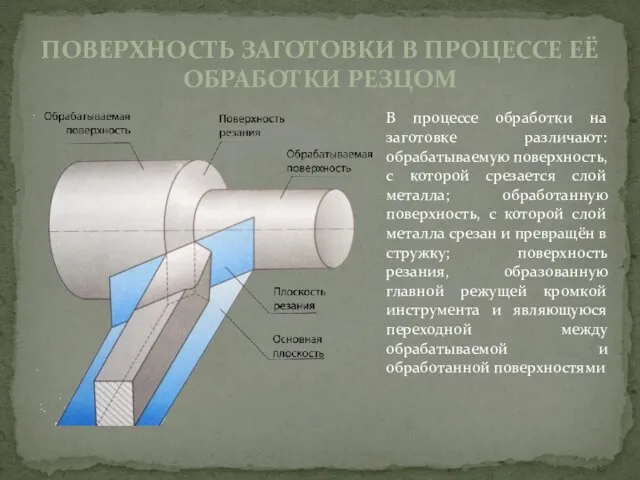
- 8. ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ В процессе обработки на заготовке различают: обрабатываемую поверхность, с
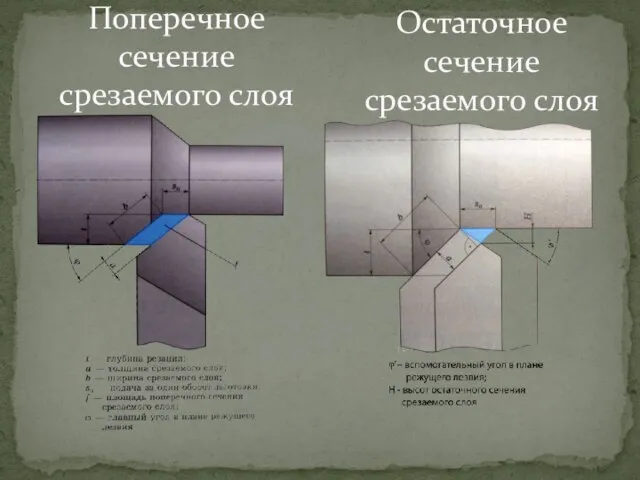
- 9. Поперечное сечение срезаемого слоя Остаточное сечение срезаемого слоя
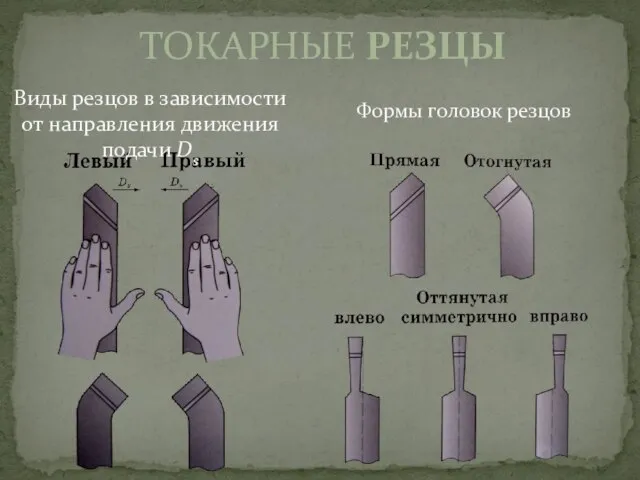
- 10. Виды резцов в зависимости от направления движения подачи Ds Формы головок резцов ТОКАРНЫЕ РЕЗЦЫ
- 11. КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
- 12. КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ При работе на токарных станках наиболее часто используют проходные прямые, проходные отогнутые,
- 13. КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)
- 14. ТОКАРНЫЕ СТАНКИ (КЛАССИФИКАЦИЯ)
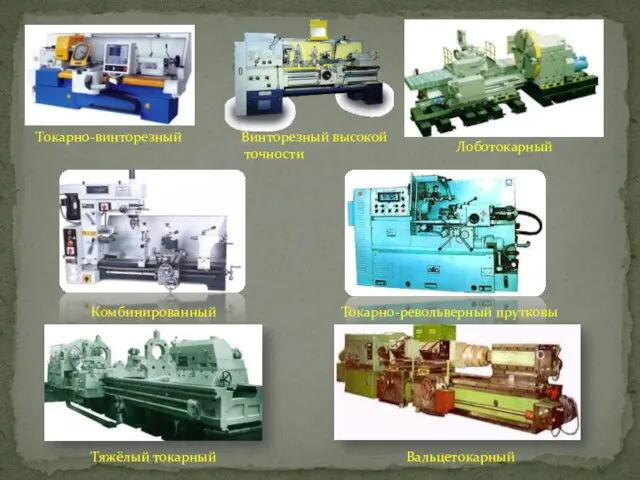
- 15. Токарно-винторезный Винторезный высокой точности Лоботокарный Комбинированный Токарно-револьверный прутковы Тяжёлый токарный Вальцетокарный
- 16. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
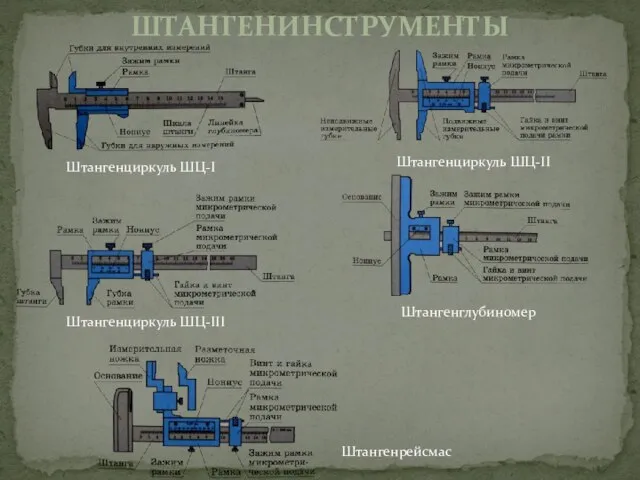
- 17. ШТАНГЕНИНСТРУМЕНТЫ Штангенциркуль ШЦ-I Штангенциркуль ШЦ-II Штангенциркуль ШЦ-III Штангенглубиномер Штангенрейсмас
- 18. ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
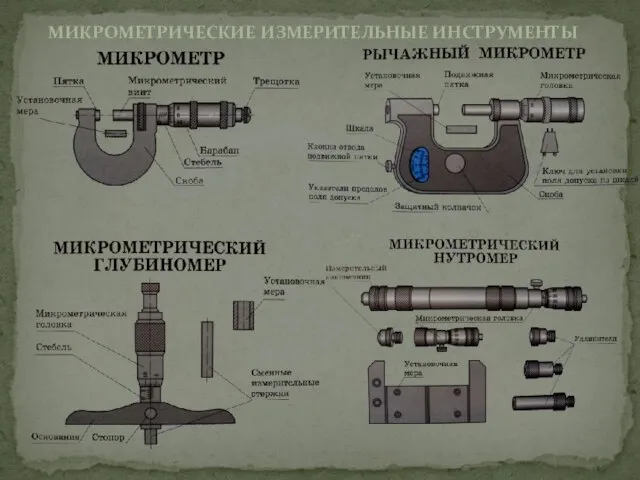
- 19. МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
- 20. КОНТРОЛЬ ПОВЕРХНОСТЕЙ
- 21. КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
- 22. КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
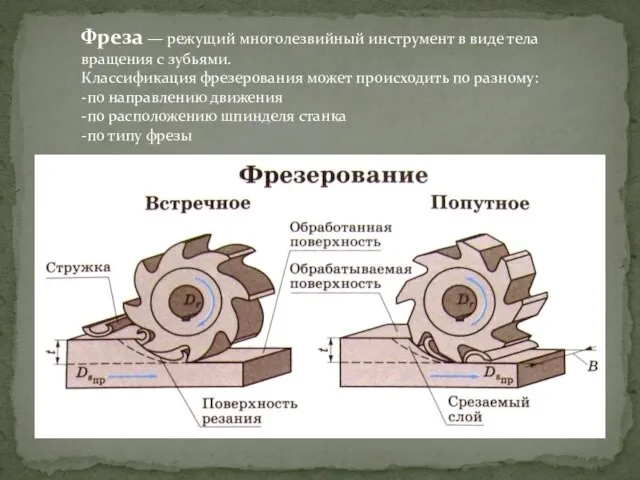
- 23. Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза имеет вращательное
- 24. Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями. Классификация фрезерования может происходить по
- 25. Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности
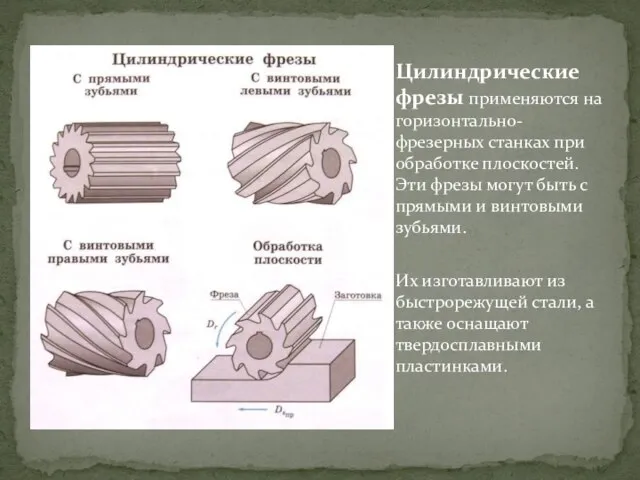
- 26. Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и
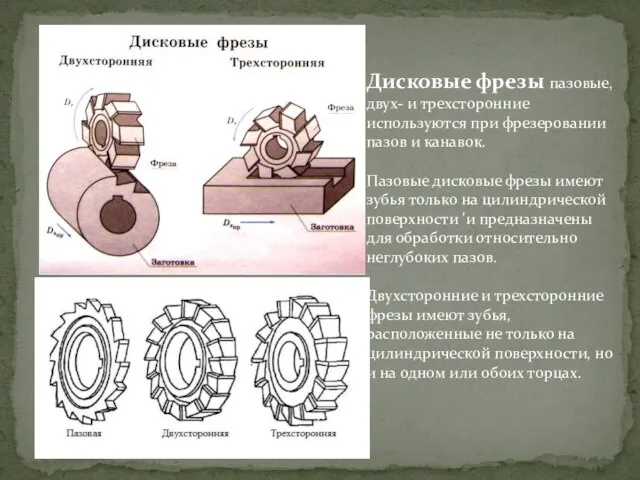
- 27. Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют
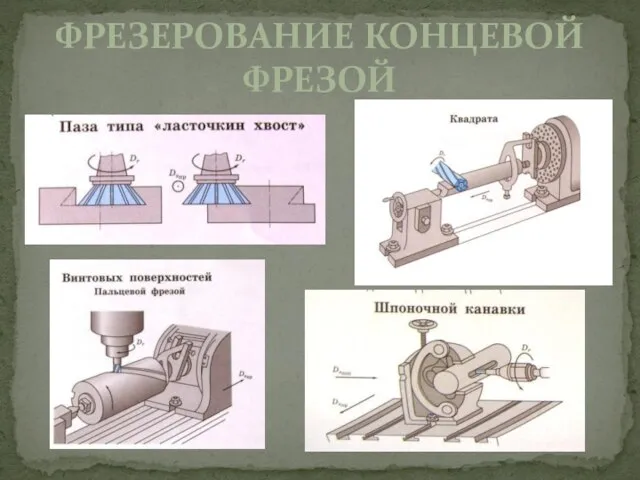
- 28. Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей.
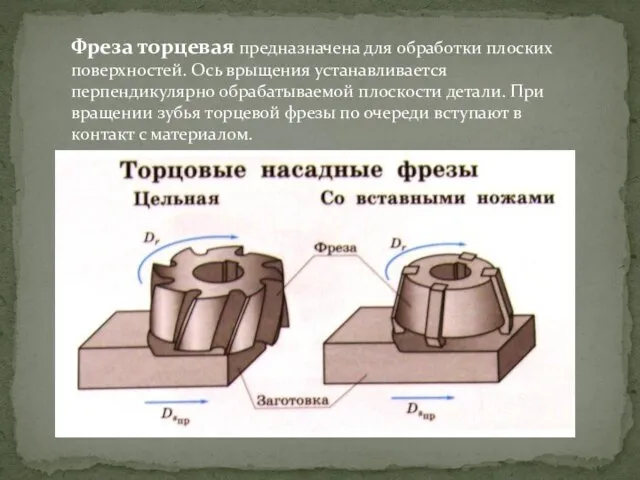
- 29. Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно обрабатываемой плоскости детали. При вращении
- 30. Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового и чистового зубонарезания. Как показывает
- 31. Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые фрезы находят широкое применение в
- 32. Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно
- 33. ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ
- 34. ТИПЫ ФРЕЗЕРОВАЛЬНЫХ СТАНКОВ
- 35. ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА Станок предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными
- 37. Скачать презентацию
Слайд 2Механическая обработка — обработка заготовки из различных материалов при помощи механического воздействия
Механическая обработка — обработка заготовки из различных материалов при помощи механического воздействия
Слайд 3 Токарная обработка — это обработка резанием наружных и внутренних цилиндрических и
Токарная обработка — это обработка резанием наружных и внутренних цилиндрических и
Слайд 4ПРЕДЫСТОРИЯ
Древнеегипетский токарный
станок приблизительно
300 век до нашей эры
Древнекитайский токарный
станок
ПРЕДЫСТОРИЯ
Древнеегипетский токарный
станок приблизительно
300 век до нашей эры
Древнекитайский токарный
станок
Слайд 5ПРЕДЫСТОРИЯ (ПРОДОЛЖЕНИЕ)
Средневековый токарный станок с оцепом (гибкой жердью) . Оцеп связан
ПРЕДЫСТОРИЯ (ПРОДОЛЖЕНИЕ)
Средневековый токарный станок с оцепом (гибкой жердью) . Оцеп связан
Слайд 6ЭЛЕМЕНТЫ РЕЗАНИЯ
ЭЛЕМЕНТЫ РЕЗАНИЯ
Слайд 7ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ
Стружка сливная
Стружка скалывания
Стружка надлома
При обработке металлов резанием в зависимости
ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ
Стружка сливная
Стружка скалывания
Стружка надлома
При обработке металлов резанием в зависимости
Слайд 8ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ
В процессе обработки на заготовке различают:
ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ
В процессе обработки на заготовке различают:
Слайд 9Поперечное сечение срезаемого слоя
Остаточное сечение срезаемого слоя
Поперечное сечение срезаемого слоя
Остаточное сечение срезаемого слоя
Слайд 10Виды резцов в зависимости от направления движения подачи Ds
Формы головок резцов
ТОКАРНЫЕ РЕЗЦЫ
Виды резцов в зависимости от направления движения подачи Ds
Формы головок резцов
ТОКАРНЫЕ РЕЗЦЫ
Слайд 11КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ

Слайд 12КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ
При работе на токарных станках наиболее часто используют проходные
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ
При работе на токарных станках наиболее часто используют проходные

Слайд 13КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)

Слайд 14ТОКАРНЫЕ СТАНКИ
(КЛАССИФИКАЦИЯ)
ТОКАРНЫЕ СТАНКИ
(КЛАССИФИКАЦИЯ)
Слайд 15Токарно-винторезный
Винторезный высокой
точности
Лоботокарный
Комбинированный
Токарно-револьверный прутковы
Тяжёлый токарный
Вальцетокарный
Токарно-винторезный
Винторезный высокой
точности
Лоботокарный
Комбинированный
Токарно-револьверный прутковы
Тяжёлый токарный
Вальцетокарный
Слайд 16ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Слайд 17ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас
ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас
Слайд 18ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ

Слайд 19МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Слайд 20КОНТРОЛЬ
ПОВЕРХНОСТЕЙ
КОНТРОЛЬ
ПОВЕРХНОСТЕЙ
Слайд 21КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ

Слайд 22КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ

Слайд 23Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий инструмент
Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий инструмент
Слайд 24Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями.
Классификация фрезерования
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями.
Классификация фрезерования
Слайд 25Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями
Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями

Слайд 26 Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут
Слайд 27Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок.
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок.
Слайд 28Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок,
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок,

Слайд 29Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно обрабатываемой
Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно обрабатываемой
Слайд 30Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового и
Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового и

Слайд 31Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые фрезы
Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые фрезы

Слайд 32Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются на
Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются на

Слайд 33ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ
ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ
Слайд 34ТИПЫ ФРЕЗЕРОВАЛЬНЫХ
СТАНКОВ
ТИПЫ ФРЕЗЕРОВАЛЬНЫХ
СТАНКОВ

Слайд 35ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА
Станок предназначен для выполнения разнообразных фрезерных работ
ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА
Станок предназначен для выполнения разнообразных фрезерных работ

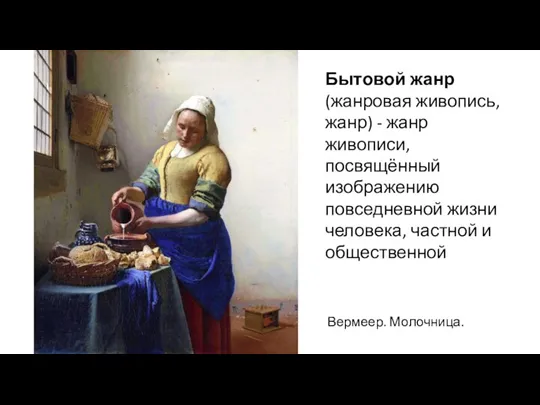 Бытовой жанр
Бытовой жанр Роль причастий в художественном тексте
Роль причастий в художественном тексте ИНИСТ Банк КлиентНовое в генерации ключей
ИНИСТ Банк КлиентНовое в генерации ключей вода
вода Трансформации современных гаджетов Выполнила: Екатерина Разумова, 501 группа
Трансформации современных гаджетов Выполнила: Екатерина Разумова, 501 группа Новый Год и Рождество в мире
Новый Год и Рождество в мире Дисциплина на улице - залог безопасности
Дисциплина на улице - залог безопасности Форма фотоотчет 2022
Форма фотоотчет 2022 Быстрые методы гигиенического мониторинга
Быстрые методы гигиенического мониторинга Гидроэнергетические сооружения. Элементы конструкций зданий ГЭС
Гидроэнергетические сооружения. Элементы конструкций зданий ГЭС Бизнес-проект создание подкастов
Бизнес-проект создание подкастов Общий обзор рынка онлайн киноконтента 1.Потенциальный объем рынка продаж цифровых копий фильмов в Рунете, по оценкам на текущий мо
Общий обзор рынка онлайн киноконтента 1.Потенциальный объем рынка продаж цифровых копий фильмов в Рунете, по оценкам на текущий мо Управления проектами в образовании Китая
Управления проектами в образовании Китая Презентация на тему Сельское хозяйство развитых и развивающихся стран (10 класс)
Презентация на тему Сельское хозяйство развитых и развивающихся стран (10 класс)  Жюль Ардуэн – Мансар (1646-1708)
Жюль Ардуэн – Мансар (1646-1708) Презентация на тему ХАРАКТЕРНЫЕ ОСОБЕННОСТИ РАСТЕНИЙ СЕМЕЙСТВ КРЕСТОЦВЕТНЫЕ И ПАСЛЕНОВЫЕ
Презентация на тему ХАРАКТЕРНЫЕ ОСОБЕННОСТИ РАСТЕНИЙ СЕМЕЙСТВ КРЕСТОЦВЕТНЫЕ И ПАСЛЕНОВЫЕ  Пространственная дискретизация 9 класс
Пространственная дискретизация 9 класс Словарное богатство русского языка. Синонимы. Антонимы
Словарное богатство русского языка. Синонимы. Антонимы English language
English language  Республика Конго
Республика Конго Здравствуй, весенний город наш! - Лу́нинец (белор. Лу́нінец) — город в Брестской области Белоруссии
Здравствуй, весенний город наш! - Лу́нинец (белор. Лу́нінец) — город в Брестской области Белоруссии «Методические рекомендации по проведению коррекционно-развивающих занятий по развитию психомоторики и сенсорных процессов
«Методические рекомендации по проведению коррекционно-развивающих занятий по развитию психомоторики и сенсорных процессов  Метод проектов
Метод проектов Презентация на тему Естественный отбор
Презентация на тему Естественный отбор Автоматизированная система финансового управления АСФУ «Планы и бюджеты»
Автоматизированная система финансового управления АСФУ «Планы и бюджеты» Справка об отсутствии неисполненной обязанности по уплате налогов, сборов, страховых взносов, пеней
Справка об отсутствии неисполненной обязанности по уплате налогов, сборов, страховых взносов, пеней Тема: Правописание гласных и согласных в частях слова(повторение и обобщение изученного по теме «Словообразование» в 5 классе)
Тема: Правописание гласных и согласных в частях слова(повторение и обобщение изученного по теме «Словообразование» в 5 классе) Презентация на тему Древний мир
Презентация на тему Древний мир