- Модернизация канатной машины Ri-10 с установкой ротационной 18-ти шпульной размоткой

Содержание
- 2. Канатная машина Ri-10
- 3. Перенос датчика Намотка канатной машины Ri-10
- 4. Конструктивные недостатки канатной машины Ri-10 : -несовершенство счета длины; -отсутствие системы отмот-домот; -стационарная размотка; -отсутствие ЧРП
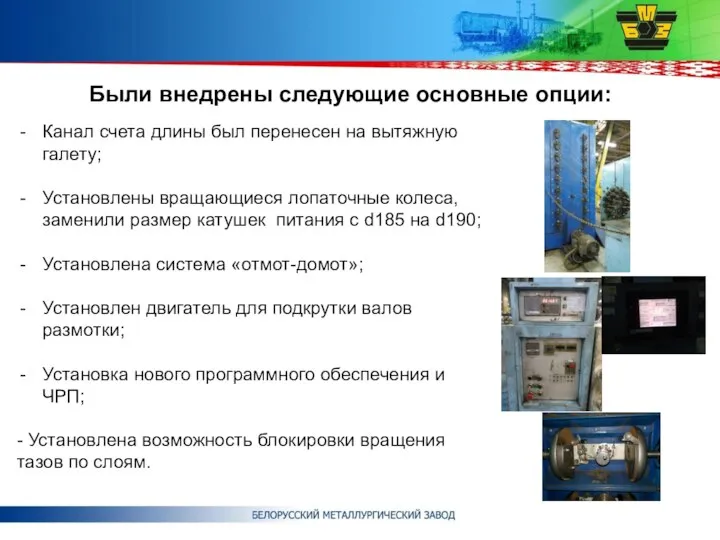
- 5. Были внедрены следующие основные опции: Канал счета длины был перенесен на вытяжную галету; Установлены вращающиеся лопаточные
- 6. Конструктивные недостатки ротационной размотки 2013г.: - Не работали блокировки шпуледержателей; - Несоосность направляющих трубок в шкафу;
- 7. Доработка и устранение выявленных недостатков: - установили блокировки шпуледержателей в шкафу; - устранены несооосность и повышенная
- 8. Испытание опытной партии Испытания образцов металлокорда 0,22+18х0,20 на соответствие требованиям ТУ BY 400074854.004-2006. Исследование компактности (плотности)
- 10. Скачать презентацию

Слайд 3Перенос датчика
Намотка канатной машины Ri-10
Перенос датчика
Намотка канатной машины Ri-10

Слайд 4 Конструктивные недостатки канатной машины Ri-10 :
-несовершенство счета длины;
-отсутствие системы отмот-домот;
-стационарная размотка;
-отсутствие
Конструктивные недостатки канатной машины Ri-10 :
-несовершенство счета длины;
-отсутствие системы отмот-домот;
-стационарная размотка;
-отсутствие
Слайд 5Были внедрены следующие основные опции:
Канал счета длины был перенесен на вытяжную галету;
Установлены
Были внедрены следующие основные опции:
Канал счета длины был перенесен на вытяжную галету;
Установлены
Слайд 6Конструктивные недостатки ротационной размотки 2013г.:
- Не работали блокировки шпуледержателей;
- Несоосность направляющих трубок
Конструктивные недостатки ротационной размотки 2013г.:
- Не работали блокировки шпуледержателей;
- Несоосность направляющих трубок
Слайд 7Доработка и устранение выявленных недостатков:
- установили блокировки шпуледержателей в шкафу;
- устранены несооосность
Доработка и устранение выявленных недостатков:
- установили блокировки шпуледержателей в шкафу;
- устранены несооосность
Слайд 8Испытание опытной партии
Испытания образцов металлокорда 0,22+18х0,20 на соответствие требованиям ТУ BY 400074854.004-2006.
Исследование
Испытание опытной партии
Испытания образцов металлокорда 0,22+18х0,20 на соответствие требованиям ТУ BY 400074854.004-2006.
Исследование
 Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Вписанный угол
Вписанный угол Презентация на тему Ориентирование
Презентация на тему Ориентирование  Бог после метафизики (Богословская эстетика)
Бог после метафизики (Богословская эстетика)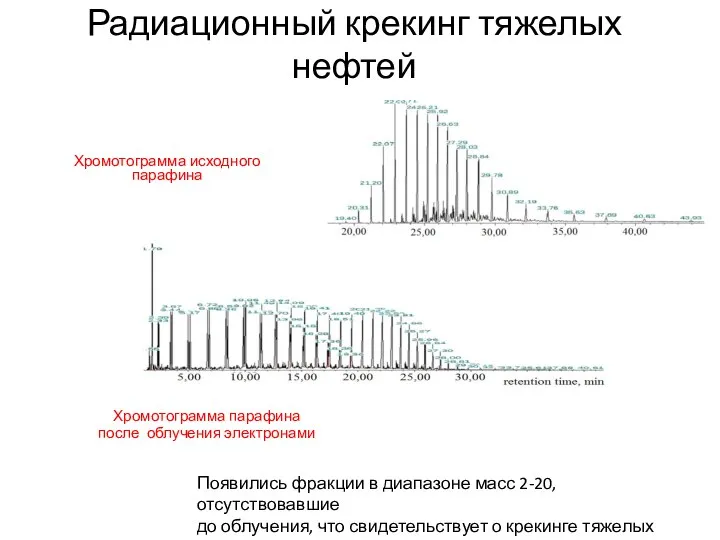 Радиационный крекинг тяжелых нефтей
Радиационный крекинг тяжелых нефтей Презентация _Система объектов_ 6 класс
Презентация _Система объектов_ 6 класс Презентация на тему Ткани 8 класс
Презентация на тему Ткани 8 класс  ФГОС как методология новой парадигмы образования
ФГОС как методология новой парадигмы образования Судьба женщин и детей в годы Великой Отечественной войны
Судьба женщин и детей в годы Великой Отечественной войны Растягивающие и сжимающие нагрузки
Растягивающие и сжимающие нагрузки Партерная гимнастика
Партерная гимнастика Русская печка. #россиянашобщийдом
Русская печка. #россиянашобщийдом Контрольная презентация по домашнему чтению
Контрольная презентация по домашнему чтению Фасовка и упаковка новых видов лекарственных препаратов в Республике Беларусь
Фасовка и упаковка новых видов лекарственных препаратов в Республике Беларусь Palabras en español
Palabras en español Отгадай загадку. Шипит и злится, воды боится. С языком – а не лает, Без зубов – а кусает. ОГОНЬ.
Отгадай загадку. Шипит и злится, воды боится. С языком – а не лает, Без зубов – а кусает. ОГОНЬ. Различие в правовых системах Англии, Уэльса, Шотландии и Северной Ирландии
Различие в правовых системах Англии, Уэльса, Шотландии и Северной Ирландии Презентация на тему Повторительно- обобщающий урок «Цивилизации Древнего Востока» (5класс)
Презентация на тему Повторительно- обобщающий урок «Цивилизации Древнего Востока» (5класс) Новые методики воспитания и их использование в воспитательном процессе
Новые методики воспитания и их использование в воспитательном процессе Кубань – наш общий дом
Кубань – наш общий дом Zeek Rewards
Zeek Rewards Муниципальное дошкольное образовательное учреждение«Детский сад компенсирующего вида № 7»
Муниципальное дошкольное образовательное учреждение«Детский сад компенсирующего вида № 7» Электрический чайник с цифровым сенсорным контролем температуры от iCook™
Электрический чайник с цифровым сенсорным контролем температуры от iCook™ Система CVP-анализа: специфическая модель взаимосвязи объема, себестоимости, затрат продукции на АО Первый хлебокомбинат
Система CVP-анализа: специфическая модель взаимосвязи объема, себестоимости, затрат продукции на АО Первый хлебокомбинат Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир)
Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир) Прямые линии и организация пространства
Прямые линии и организация пространства Грамматич основа предл 8 кл
Грамматич основа предл 8 кл ПУТЕШЕСТВИЕ ПО КИИ
ПУТЕШЕСТВИЕ ПО КИИ