- Основные сведения о порошковой металлургии

Содержание
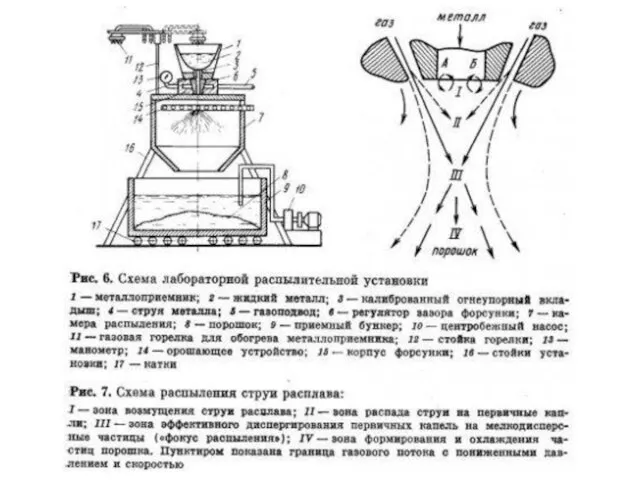
- 2. Методы получения порошков. Методами порошковой металлургии можно получать сплавы из металлов, не растворяющихся друг в друге
- 3. Процесс производства деталей и изделий из порошковых материалов заключается в приготовлении металлического порошка, составлении шихты, прессовании
- 4. Шаровая мельница состоит из стального барабана, в который загружают размалывающие шары и обрабатываемый материал. Частицы порошка,
- 5. Размол в вихревых мельницах более интенсивен, чем в шаровых. В камере вихревой мельницы имеется два пропеллера,
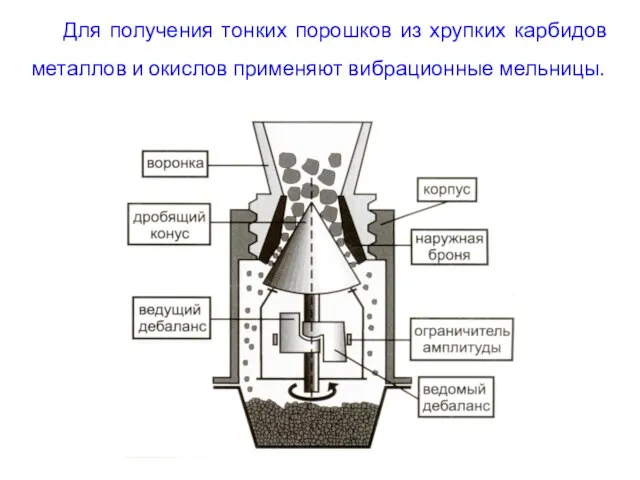
- 6. Для получения тонких порошков из хрупких карбидов металлов и окислов применяют вибрационные мельницы.
- 7. Вибромельницы наиболее производительны, их работа основана на высокочастотном воздействии на измельчаемый материал стальных шаров и цилиндров
- 9. При получении порошков физико-химическими методами происходят изменения химического состава и свойств исходного материала. Основными физико-химическими методами
- 10. Электролиз позволяет получать чистые порошки из загрязненного сырья. Карбонильный метод позволяет получать порошки магнитного железа, никеля
- 11. Порошки, полученные физико-химическими методами, являются наиболее тонкодисперсными и чистыми. В зависимости от размера частиц порошки классифицируют
- 12. Насыпная масса - масса 1 см3 свободно насыпанного порошка в граммах. Если порошок имеет постоянную насыпную
- 13. Прессуемость - способность порошка уплотняться под действием внешней нагрузки и характеризуется прочностью сцепления частиц порошка после
- 14. Приготовление шихты. Дозированные порции порошков определенного химического и гранулометрического состава и технологических свойств смешивают в барабанах,
- 15. Формование заготовок и изделий. Прессование порошков в холодном или горячем состоянии осуществляют прокаткой и другими способами.
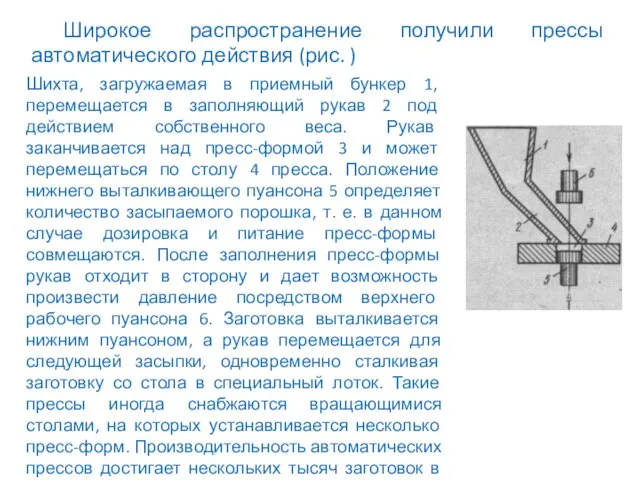
- 16. Широкое распространение получили прессы автоматического действия (рис. ) Шихта, загружаемая в приемный бункер 1, перемещается в
- 17. При горячем прессовании в пресс-форме изделие не только формуется, но и подвергается спеканию, что позволяет получать
- 18. Прокатка металлических порошков является непрерывным процессом получения изделий в виде лент, проволоки, полос путем деформирования в
- 19. Скорость прокатки порошков значительно меньше скорости прокатки литых металлов и ограничивается текучестью порошка. Поэтому линейная скорость
- 20. Для придания деталям и изделиям необходимой прочности и твердости их подвергают спеканию. Операция спекания состоит в
- 21. Калибрование заключается в продавливании спеченного изделия через отверстие соответствующего сечения в пресс-форме. В результате калибрования происходит
- 22. Электрофизические методы – электроискровую и электроимпульсную обработку применяют для получения деталей сложной формы. Сущность электроискровой обработки
- 23. В результате возникающего разряда температура на поверхности обрабатываемой заготовки – электрода возрастает за очень малый промежуток
- 24. Металлокерамические твердые сплавы Это сплавы карбидов некоторых тугоплавких металлов (W, Ti, Ta) с добавками Co (как
- 25. Сплавы вольфрамовой группы отличаются повышенной вязкостью, но меньшей твердостью. Изменяя состав сплавов (карбид WC от 97
- 27. Металлокерамические вольфрамовые сплавы используют при изготовлении режущего инструмента для обработки чугуна, бронзы и неметаллических материалов. Из
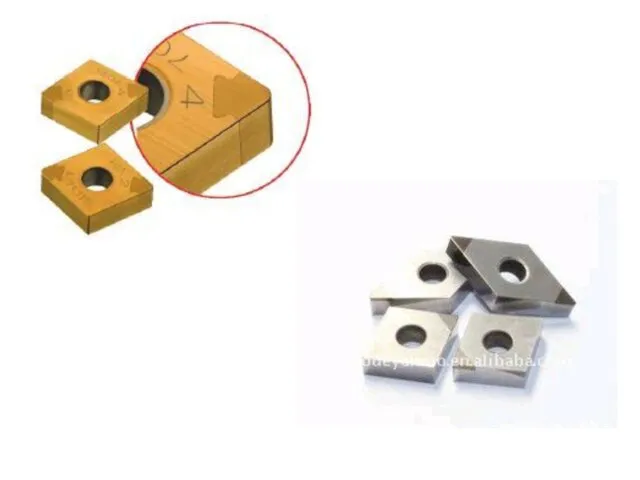
- 28. Поликристаллический кубический нитрид бора Поликристаллический кубический нитрид бора (CBN) обладает исключительной твёрдостью в горячем состоянии, что
- 30. Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей твёрдость более 45 HRC.
- 31. Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей твёрдость более 45 HRC.
- 32. TECT
- 33. А – I Обозначение № Варианта теста Львов Ю. З. Фамилия Имя Отчество
- 34. У вас в распоряжении 5 мин 00 сек, разрешается пользоваться любыми источниками информации, но самый лучший
- 37. Скачать презентацию
Слайд 2Методы получения порошков. Методами порошковой металлургии можно получать сплавы из металлов, не
Методы получения порошков. Методами порошковой металлургии можно получать сплавы из металлов, не
Слайд 3Процесс производства деталей и изделий из порошковых материалов заключается в приготовлении металлического
Процесс производства деталей и изделий из порошковых материалов заключается в приготовлении металлического
Слайд 4Шаровая мельница состоит из стального барабана, в который загружают размалывающие шары и
Шаровая мельница состоит из стального барабана, в который загружают размалывающие шары и

Слайд 5Размол в вихревых мельницах более интенсивен, чем в шаровых. В камере вихревой
Размол в вихревых мельницах более интенсивен, чем в шаровых. В камере вихревой

Слайд 6Для получения тонких порошков из хрупких карбидов металлов и окислов применяют вибрационные
Для получения тонких порошков из хрупких карбидов металлов и окислов применяют вибрационные
Слайд 7Вибромельницы наиболее производительны, их работа основана на высокочастотном воздействии на измельчаемый материал
Вибромельницы наиболее производительны, их работа основана на высокочастотном воздействии на измельчаемый материал
Слайд 9При получении порошков физико-химическими методами происходят изменения химического состава и свойств исходного
При получении порошков физико-химическими методами происходят изменения химического состава и свойств исходного
Слайд 10Электролиз позволяет получать чистые порошки из загрязненного сырья.
Карбонильный метод позволяет получать
Электролиз позволяет получать чистые порошки из загрязненного сырья.
Карбонильный метод позволяет получать
Слайд 11Порошки, полученные физико-химическими методами, являются наиболее тонкодисперсными и чистыми. В зависимости от
Порошки, полученные физико-химическими методами, являются наиболее тонкодисперсными и чистыми. В зависимости от
Слайд 12Насыпная масса - масса 1 см3 свободно насыпанного порошка в граммах. Если
Насыпная масса - масса 1 см3 свободно насыпанного порошка в граммах. Если
Слайд 13Прессуемость - способность порошка уплотняться под действием внешней нагрузки и характеризуется прочностью
Прессуемость - способность порошка уплотняться под действием внешней нагрузки и характеризуется прочностью
Слайд 14Приготовление шихты. Дозированные порции порошков определенного химического и гранулометрического состава и технологических
Приготовление шихты. Дозированные порции порошков определенного химического и гранулометрического состава и технологических
Слайд 15Формование заготовок и изделий. Прессование порошков в холодном или горячем состоянии осуществляют
Формование заготовок и изделий. Прессование порошков в холодном или горячем состоянии осуществляют
Слайд 16Широкое распространение получили прессы автоматического действия (рис. )
Шихта, загружаемая в приемный бункер
Широкое распространение получили прессы автоматического действия (рис. )
Шихта, загружаемая в приемный бункер
Слайд 17При горячем прессовании в пресс-форме изделие не только формуется, но и подвергается
При горячем прессовании в пресс-форме изделие не только формуется, но и подвергается
Слайд 18Прокатка металлических порошков является непрерывным процессом получения изделий в виде лент, проволоки,
Прокатка металлических порошков является непрерывным процессом получения изделий в виде лент, проволоки,
Слайд 19Скорость прокатки порошков значительно меньше скорости прокатки литых металлов и ограничивается текучестью
Скорость прокатки порошков значительно меньше скорости прокатки литых металлов и ограничивается текучестью
Слайд 20Для придания деталям и изделиям необходимой прочности и твердости их подвергают спеканию.
Для придания деталям и изделиям необходимой прочности и твердости их подвергают спеканию.
Слайд 21Калибрование заключается в продавливании спеченного изделия через отверстие соответствующего сечения в пресс-форме.
Калибрование заключается в продавливании спеченного изделия через отверстие соответствующего сечения в пресс-форме.
Слайд 22Электрофизические методы – электроискровую и электроимпульсную обработку применяют для получения деталей сложной
Электрофизические методы – электроискровую и электроимпульсную обработку применяют для получения деталей сложной
Слайд 23В результате возникающего разряда температура на поверхности обрабатываемой заготовки – электрода возрастает
В результате возникающего разряда температура на поверхности обрабатываемой заготовки – электрода возрастает
Слайд 24Металлокерамические твердые сплавы
Это сплавы карбидов некоторых тугоплавких металлов (W, Ti, Ta) с
Металлокерамические твердые сплавы
Это сплавы карбидов некоторых тугоплавких металлов (W, Ti, Ta) с
Слайд 25Сплавы вольфрамовой группы отличаются повышенной вязкостью, но меньшей твердостью. Изменяя состав сплавов
Сплавы вольфрамовой группы отличаются повышенной вязкостью, но меньшей твердостью. Изменяя состав сплавов

Слайд 27Металлокерамические вольфрамовые сплавы используют при изготовлении режущего инструмента для обработки чугуна, бронзы
Металлокерамические вольфрамовые сплавы используют при изготовлении режущего инструмента для обработки чугуна, бронзы
Слайд 28Поликристаллический кубический нитрид бора
Поликристаллический кубический нитрид бора (CBN) обладает исключительной твёрдостью
Поликристаллический кубический нитрид бора
Поликристаллический кубический нитрид бора (CBN) обладает исключительной твёрдостью
Слайд 30Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей
Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей
Слайд 31Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей
Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей
Слайд 32TECT
TECT

Слайд 33 А – I
Обозначение № Варианта
теста
Львов Ю. З.
Фамилия Имя
А – I
Обозначение № Варианта
теста
Львов Ю. З.
Фамилия Имя
Слайд 34У вас в распоряжении 5 мин 00 сек,
разрешается пользоваться любыми источниками информации,
но
У вас в распоряжении 5 мин 00 сек,
разрешается пользоваться любыми источниками информации,
но

 Информатика
Информатика учитель Варлахова Е.В. МОУ СОШ № 46 г. Краснодар
учитель Варлахова Е.В. МОУ СОШ № 46 г. Краснодар Digital payment gateway
Digital payment gateway Взаимодействие ФССП с кредитными организациями
Взаимодействие ФССП с кредитными организациями Norman England
Norman England Чем капитальный ремонт отличается от текущего?
Чем капитальный ремонт отличается от текущего? Нормативно-правовая база, регламентирующая таможенную деятельность
Нормативно-правовая база, регламентирующая таможенную деятельность Эвристические методы дизайн-проектирования
Эвристические методы дизайн-проектирования Наполеон и наполеонизм в художественной культуре
Наполеон и наполеонизм в художественной культуре Кампания по приглашению. #лучшесOriflame
Кампания по приглашению. #лучшесOriflame Рисуют дети
Рисуют дети НЕДЕЛЯ РУССКОГО ЯЗЫКА
НЕДЕЛЯ РУССКОГО ЯЗЫКА Статистические характеристики
Статистические характеристики 15.09
15.09 1_Teoria_tsveta_1
1_Teoria_tsveta_1 Вооружённые силы России
Вооружённые силы России «Избирательные права граждан РФ»
«Избирательные права граждан РФ» Многообразие птиц
Многообразие птиц Особенности развития мировой валютной системы
Особенности развития мировой валютной системы Российские автомобили
Российские автомобили Презентация на тему Типы питания живых организмов
Презентация на тему Типы питания живых организмов  Анализ обучающих программ по истории категории "Среднее (полное) общее образование« Подборку выполнили студенты М-51 Митрофанов
Анализ обучающих программ по истории категории "Среднее (полное) общее образование« Подборку выполнили студенты М-51 Митрофанов Презентация Кафе Митер Пирожок (Ревякины А. и У.) 7К
Презентация Кафе Митер Пирожок (Ревякины А. и У.) 7К Программирование на Ассемблер к.т.н., доц. Красов А.В. Лекция 2
Программирование на Ассемблер к.т.н., доц. Красов А.В. Лекция 2 Портфолио достижений учащегося за 2014-2016 гг.
Портфолио достижений учащегося за 2014-2016 гг. Организационно-технологическое сопровождение единого государственного экзамена в 2011 году и перспективы развития на последующие
Организационно-технологическое сопровождение единого государственного экзамена в 2011 году и перспективы развития на последующие КЛУБ МОЛОДЫХ ПЕДАГОГОВ «ФАКЕЛ»
КЛУБ МОЛОДЫХ ПЕДАГОГОВ «ФАКЕЛ» Профессия «Экономист»
Профессия «Экономист»