Отчет прохождения производственной практики по профессии 15.01.29 контролер станочных и слесарных работ
- Отчет прохождения производственной практики по профессии 15.01.29 контролер станочных и слесарных работ

Содержание
- 2. Цели и задачи производственной практики по ПМ.01.Комплектование чертежей, технической документации, узлов машин, механизмов аппаратов, товарных наборов
- 3. План прохождения практики Т1. Комплектование технической документации. Т2. Оформление приемо-сдаточной комплектовочной документации. Т3. Выполнение работы по
- 4. Основная часть индивидуального задания
- 6. Виды контроля Входной контроль на подтверждение годности марки материала на соответствия требованиям ГОСТа. Операционный контроль. Окончательный
- 7. Описание маргрута Входной контроль Заготовительная Контрольная Термообработка Токарная Контрольная Токарная Токарная Моечная Фрезерная Слесарная Окончательный контроль
- 8. Входной контроль Контроль на подтверждение годности марки материала на соответствия требованиям ГОСТ 1050-74 . 1. Оформить
- 9. Операционный контроль Проводится после операций: заготовительная, токарная. Контролирую размеры: диаметры Ø18, Ø20; линейные размеры L=150, L=26,
- 10. Окончательный контроль 1.Контролирую размеры: диаметры Ø18, Ø20; линейные размеры L=150, L=26, L=20,L=17,L=3. Контролируется резьба М14-8g, M12-8g.
- 11. Упаковка Каждое изделие, предварительно очищенное по технологии подразделения, завернуть в противокоррозионную бумагу любой стандартной марки, уложить
- 12. Заключение Практика прошла интересно и дала реальные практические навыки, закрепляющие и расширяющие знания, полученные на теоретических
- 14. Скачать презентацию
Слайд 2
Цели и задачи производственной практики по ПМ.01.Комплектование чертежей, технической документации, узлов машин,
Цели и задачи производственной практики по ПМ.01.Комплектование чертежей, технической документации, узлов машин,
Слайд 3План прохождения практики
Т1. Комплектование технической документации.
Т2. Оформление приемо-сдаточной комплектовочной документации.
Т3. Выполнение
План прохождения практики
Т1. Комплектование технической документации.
Т2. Оформление приемо-сдаточной комплектовочной документации.
Т3. Выполнение
Слайд 4Основная часть индивидуального задания
Основная часть индивидуального задания
Слайд 6Виды контроля
Входной контроль на подтверждение годности марки материала на соответствия требованиям ГОСТа.
Операционный
Виды контроля
Входной контроль на подтверждение годности марки материала на соответствия требованиям ГОСТа.
Операционный
Слайд 7Описание маргрута
Входной контроль
Заготовительная
Контрольная
Термообработка
Токарная
Контрольная
Токарная
Токарная
Моечная
Фрезерная
Слесарная
Окончательный контроль
Упаковочная
Контрольная
Описание маргрута
Входной контроль
Заготовительная
Контрольная
Термообработка
Токарная
Контрольная
Токарная
Токарная
Моечная
Фрезерная
Слесарная
Окончательный контроль
Упаковочная
Контрольная
Слайд 8Входной контроль
Контроль на подтверждение годности марки материала на соответствия требованиям ГОСТ
Входной контроль
Контроль на подтверждение годности марки материала на соответствия требованиям ГОСТ
Слайд 9Операционный контроль
Проводится после операций: заготовительная, токарная.
Контролирую размеры: диаметры Ø18, Ø20;
линейные размеры
Операционный контроль
Проводится после операций: заготовительная, токарная.
Контролирую размеры: диаметры Ø18, Ø20;
линейные размеры
Слайд 10Окончательный контроль
1.Контролирую размеры: диаметры Ø18, Ø20;
линейные размеры L=150, L=26, L=20,L=17,L=3.
Контролируется
Окончательный контроль
1.Контролирую размеры: диаметры Ø18, Ø20;
линейные размеры L=150, L=26, L=20,L=17,L=3.
Контролируется
Слайд 11Упаковка
Каждое изделие, предварительно очищенное по технологии подразделения, завернуть в противокоррозионную бумагу любой
Упаковка
Каждое изделие, предварительно очищенное по технологии подразделения, завернуть в противокоррозионную бумагу любой
Слайд 12Заключение
Практика прошла интересно и дала реальные практические навыки, закрепляющие и расширяющие знания,
Заключение
Практика прошла интересно и дала реальные практические навыки, закрепляющие и расширяющие знания,
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки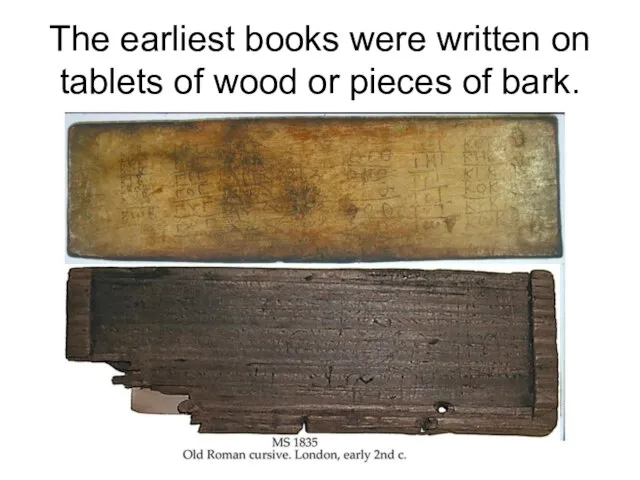 The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов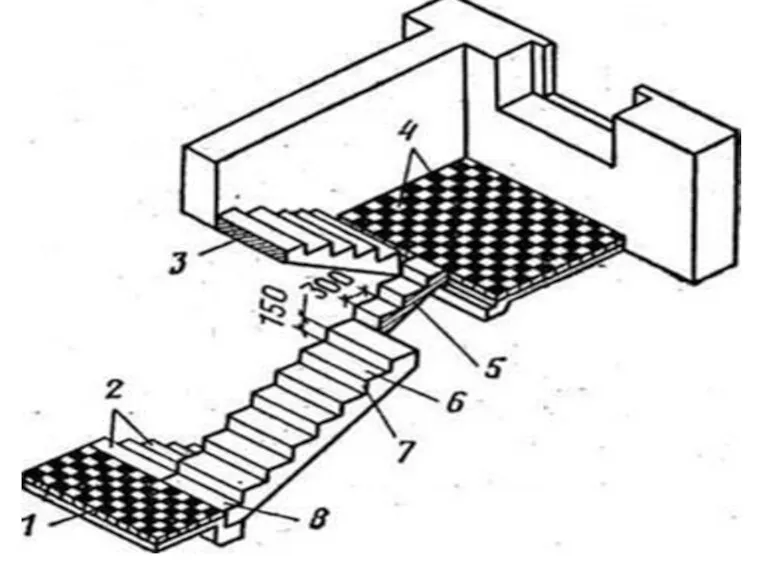 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС