- Применение триз при запросе на внешние инновации

Содержание
- 2. ДОКЛАДЧИК Филиал ПАО «ОДК-УМПО» ОКБ им. А.Люльки Начальник бригады отдела серийного сопровождения Исламов Алмаз Камилович 2
- 4. ОБЩЕЕ ОПИСАНИЕ ЗАДАЧИ Значительная часть лопаток ГТД, отливаемых из дорогостоящих никелевых жаропрочных сплавов, бракуется по дефектам
- 5. Объект – материал для изготовления керамических стержней. Функции объекта – оформление внутренних полостей сложной геометрии при
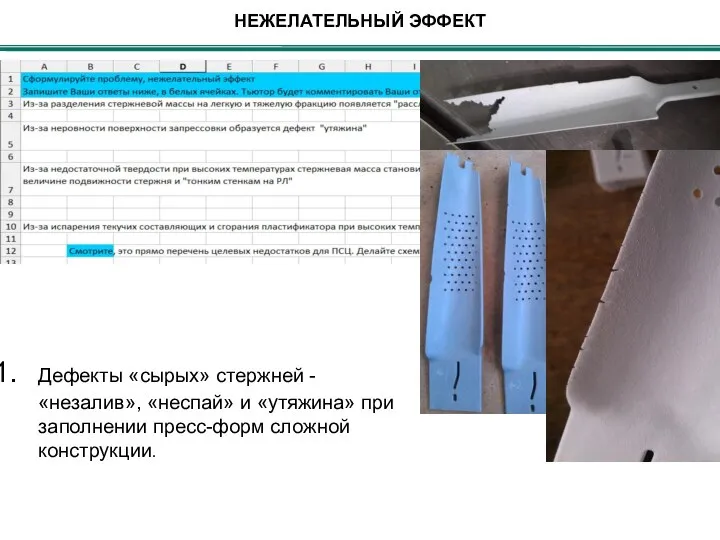
- 6. Дефекты «сырых» стержней - «незалив», «неспай» и «утяжина» при заполнении пресс-форм сложной конструкции. НЕЖЕЛАТЕЛЬНЫЙ ЭФФЕКТ
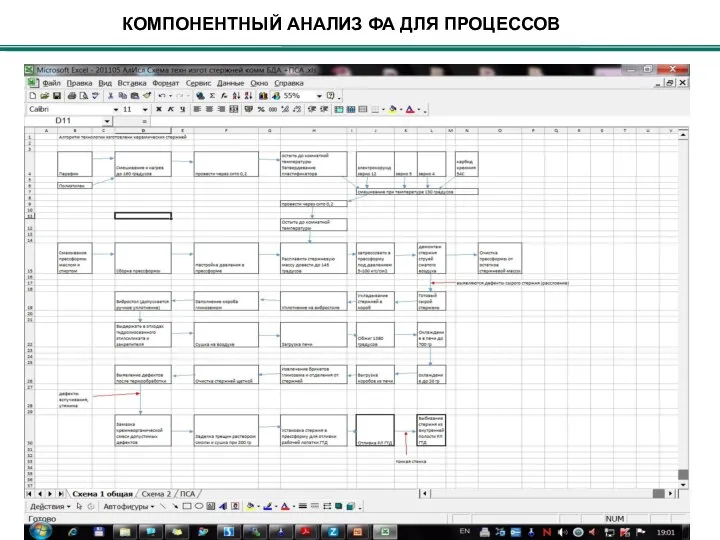
- 7. КОМПОНЕНТНЫЙ АНАЛИЗ ФА ДЛЯ ПРОЦЕССОВ
- 8. ВЫДЕЛЯЕМ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЫРЫХ СТЕРЖНЕЙ
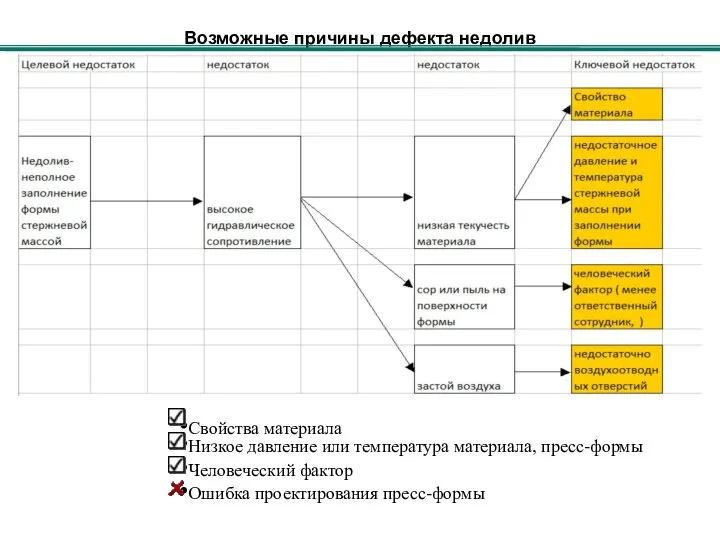
- 9. Возможные причины дефекта недолив Свойства материала Низкое давление или температура материала, пресс-формы Человеческий фактор Ошибка проектирования
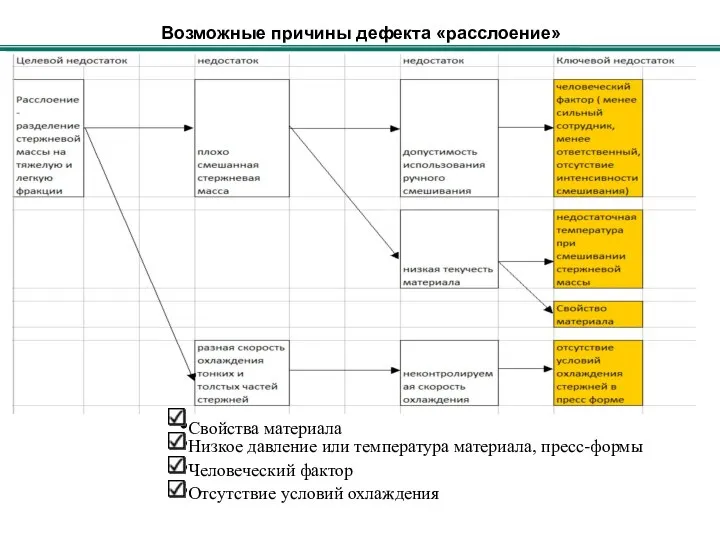
- 10. Возможные причины дефекта «расслоение» Свойства материала Низкое давление или температура материала, пресс-формы Человеческий фактор Отсутствие условий
- 11. Возможные причины дефекта «Утяжина» Свойства материала Низкая температура материала, пресс-формы Человеческий фактор Ошибка проектирования пресс-формы
- 12. ЗАКЛЮЧЕНИЕ ПО ИЗГОТОВЛЕНИЮ СЫРЫХ СТЕРЖНЕЙ Незалив – происходит как правило при недостаточном давлении пресса, по вине
- 13. ПРЕДЛОЖЕНИЕ ПО УСТРАНЕНИЮ ДЕФЕКТОВ Повысить контроль температуры пресс-формы и стержневой массы в стакане, установить индикатор. Модернизировать
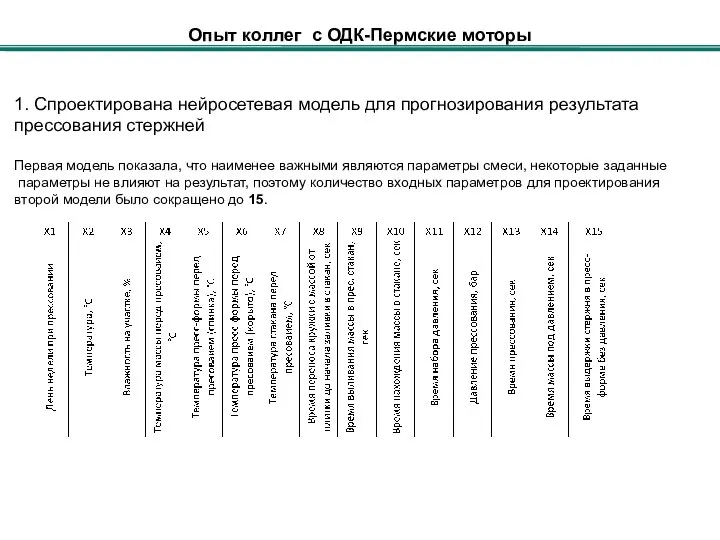
- 14. Опыт коллег с ОДК-Пермские моторы 1. Спроектирована нейросетевая модель для прогнозирования результата прессования стержней Первая модель
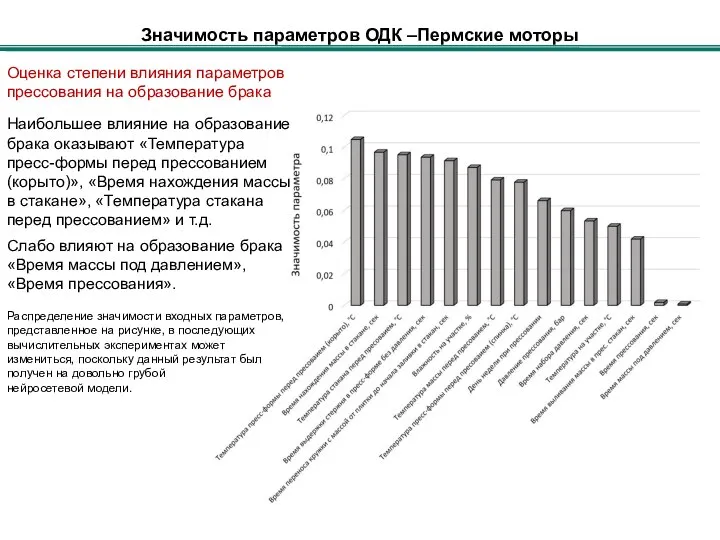
- 15. Значимость параметров ОДК –Пермские моторы Оценка степени влияния параметров прессования на образование брака Распределение значимости входных
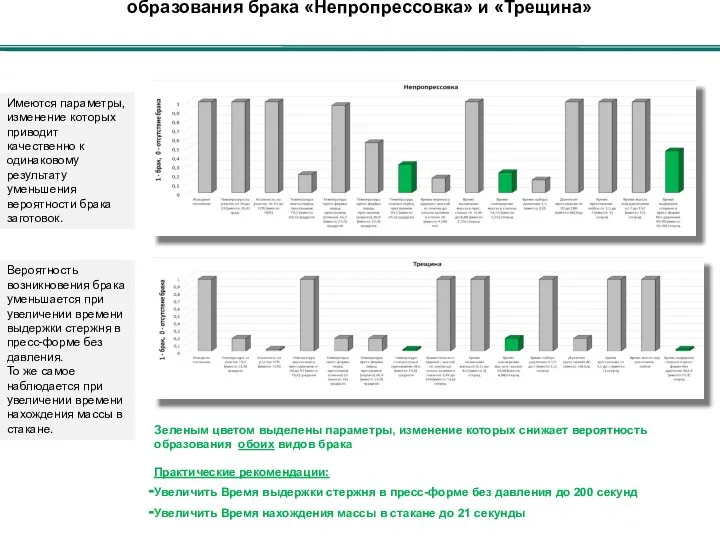
- 16. Влияние изменения параметров прессования на вероятность образования брака «Непропрессовка» и «Трещина» Зеленым цветом выделены параметры, изменение
- 18. Скачать презентацию
Слайд 2ДОКЛАДЧИК
Филиал ПАО «ОДК-УМПО» ОКБ им. А.Люльки Начальник бригады отдела серийного сопровождения
ДОКЛАДЧИК
Филиал ПАО «ОДК-УМПО» ОКБ им. А.Люльки Начальник бригады отдела серийного сопровождения

Слайд 4ОБЩЕЕ ОПИСАНИЕ ЗАДАЧИ
Значительная часть лопаток ГТД, отливаемых из дорогостоящих никелевых жаропрочных сплавов,
ОБЩЕЕ ОПИСАНИЕ ЗАДАЧИ
Значительная часть лопаток ГТД, отливаемых из дорогостоящих никелевых жаропрочных сплавов,
Слайд 5Объект – материал для изготовления керамических стержней.
Функции объекта – оформление внутренних полостей
Объект – материал для изготовления керамических стержней.
Функции объекта – оформление внутренних полостей
Слайд 6Дефекты «сырых» стержней - «незалив», «неспай» и «утяжина» при заполнении пресс-форм сложной
Дефекты «сырых» стержней - «незалив», «неспай» и «утяжина» при заполнении пресс-форм сложной
Слайд 7КОМПОНЕНТНЫЙ АНАЛИЗ ФА ДЛЯ ПРОЦЕССОВ
КОМПОНЕНТНЫЙ АНАЛИЗ ФА ДЛЯ ПРОЦЕССОВ
Слайд 8ВЫДЕЛЯЕМ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЫРЫХ СТЕРЖНЕЙ
ВЫДЕЛЯЕМ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЫРЫХ СТЕРЖНЕЙ

Слайд 9Возможные причины дефекта недолив
Свойства материала
Низкое давление или температура материала, пресс-формы
Человеческий фактор
Ошибка проектирования
Возможные причины дефекта недолив
Свойства материала
Низкое давление или температура материала, пресс-формы
Человеческий фактор
Ошибка проектирования
Слайд 10Возможные причины дефекта «расслоение»
Свойства материала
Низкое давление или температура материала, пресс-формы
Человеческий фактор
Отсутствие условий
Возможные причины дефекта «расслоение»
Свойства материала
Низкое давление или температура материала, пресс-формы
Человеческий фактор
Отсутствие условий
Слайд 11Возможные причины дефекта «Утяжина»
Свойства материала
Низкая температура материала, пресс-формы
Человеческий фактор
Ошибка проектирования пресс-формы
Возможные причины дефекта «Утяжина»
Свойства материала
Низкая температура материала, пресс-формы
Человеческий фактор
Ошибка проектирования пресс-формы

Слайд 12ЗАКЛЮЧЕНИЕ ПО ИЗГОТОВЛЕНИЮ СЫРЫХ СТЕРЖНЕЙ
Незалив – происходит как правило при недостаточном давлении
ЗАКЛЮЧЕНИЕ ПО ИЗГОТОВЛЕНИЮ СЫРЫХ СТЕРЖНЕЙ
Незалив – происходит как правило при недостаточном давлении
Слайд 13ПРЕДЛОЖЕНИЕ ПО УСТРАНЕНИЮ ДЕФЕКТОВ
Повысить контроль температуры пресс-формы и стержневой массы в стакане,
ПРЕДЛОЖЕНИЕ ПО УСТРАНЕНИЮ ДЕФЕКТОВ
Повысить контроль температуры пресс-формы и стержневой массы в стакане,
Слайд 14Опыт коллег с ОДК-Пермские моторы
1. Спроектирована нейросетевая модель для прогнозирования результата
прессования
Опыт коллег с ОДК-Пермские моторы
1. Спроектирована нейросетевая модель для прогнозирования результата
прессования
Слайд 15Значимость параметров ОДК –Пермские моторы
Оценка степени влияния параметров прессования на образование брака
Распределение
Значимость параметров ОДК –Пермские моторы
Оценка степени влияния параметров прессования на образование брака
Распределение
Слайд 16Влияние изменения параметров прессования на вероятность
образования брака «Непропрессовка» и «Трещина»
Зеленым цветом
Влияние изменения параметров прессования на вероятность
образования брака «Непропрессовка» и «Трещина»
Зеленым цветом
 Правовая семья
Правовая семья Развитие эмоций у детей дошкольного возраста
Развитие эмоций у детей дошкольного возраста Автоматизация очистных сооружений
Автоматизация очистных сооружений Нормирование труда, как эффективный инструмент управления медицинской организацией
Нормирование труда, как эффективный инструмент управления медицинской организацией Внутренняя политика Екатерины II. Была ли она противоречивой?
Внутренняя политика Екатерины II. Была ли она противоречивой? Становление среднего класса и политические изменения в современной России
Становление среднего класса и политические изменения в современной России Презентация на тему Показатели динамики рынка зерна в рф
Презентация на тему Показатели динамики рынка зерна в рф  Использование сети Интернет в обучении математике и подготовке к ЕГЭ
Использование сети Интернет в обучении математике и подготовке к ЕГЭ Педагогические технологии контроля знаний обучающихся
Педагогические технологии контроля знаний обучающихся Современные источники света
Современные источники света Прыжок в высоту с разбега способом перешагивание
Прыжок в высоту с разбега способом перешагивание Создание учебно-методического комплекса по дисциплине«Интегрированные издательские системы» средствами программы Front Page
Создание учебно-методического комплекса по дисциплине«Интегрированные издательские системы» средствами программы Front Page Банковские карты это современный способ оплаты различных услуг и товаров. Пластиковые банковские карты ООО КБ "Евроазиатский Инве
Банковские карты это современный способ оплаты различных услуг и товаров. Пластиковые банковские карты ООО КБ "Евроазиатский Инве Общие подходы к задачам планирования и оптимизации 2G - 4G сетей подвижной связи
Общие подходы к задачам планирования и оптимизации 2G - 4G сетей подвижной связи Рождество, да святки – ряженье, колядки.
Рождество, да святки – ряженье, колядки. Войлок - новое хобби или забытое мастерство
Войлок - новое хобби или забытое мастерство Общественный договор и естественное право в трудах
Общественный договор и естественное право в трудах ПРЕЗЕНТАЦИЯ ПО ПСИХОЛОГИИ
ПРЕЗЕНТАЦИЯ ПО ПСИХОЛОГИИ Комплекс в процессе строительcтва
Комплекс в процессе строительcтва Панорама педагогических технологий
Панорама педагогических технологий Простые питательные среды
Простые питательные среды  Региональная экономика как наука. Лекция 3
Региональная экономика как наука. Лекция 3 Оконешниковская сош
Оконешниковская сош Реализация лекарственных препаратов
Реализация лекарственных препаратов Салат Несвижский
Салат Несвижский М.А.Шолохов. Жизнь,творчество, личность
М.А.Шолохов. Жизнь,творчество, личность Энергосбережение – не мода, а необходимость
Энергосбережение – не мода, а необходимость Основы цветоведения. Наука о цвете
Основы цветоведения. Наука о цвете