- Приёмы использования краскораспылителей, окрасочных агрегатов

Содержание
- 3. Краскопульты. При нанесении маловязких составов (известковых, силикатных, с небольшим содержанием клея - клеевых или без клея
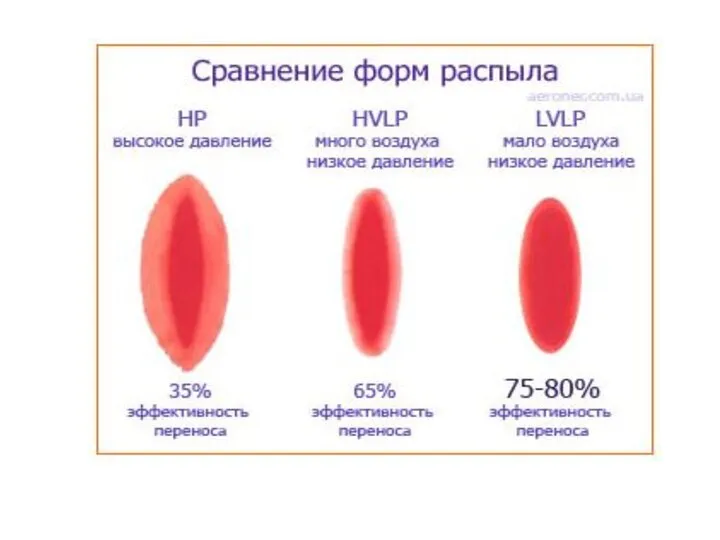
- 4. Полная классификация инструментов данного типа выглядит вот так: HP – означает возможность работы под высоким давлением.
- 5. Окрасочные пистолеты среднего давления системы LVLP малый объем воздуха - низкое давление). (L- маленький, V- объем,
- 6. Достоинства LVLP. • Отличный результат распыления, малый расход воздуха, значительное снижение образования тумана (перераспыла). • Эти
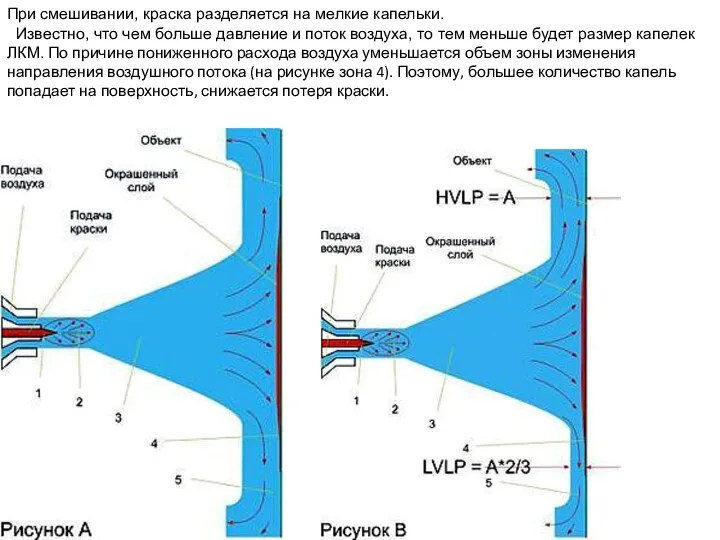
- 8. При смешивании, краска разделяется на мелкие капельки. Известно, что чем больше давление и поток воздуха, то
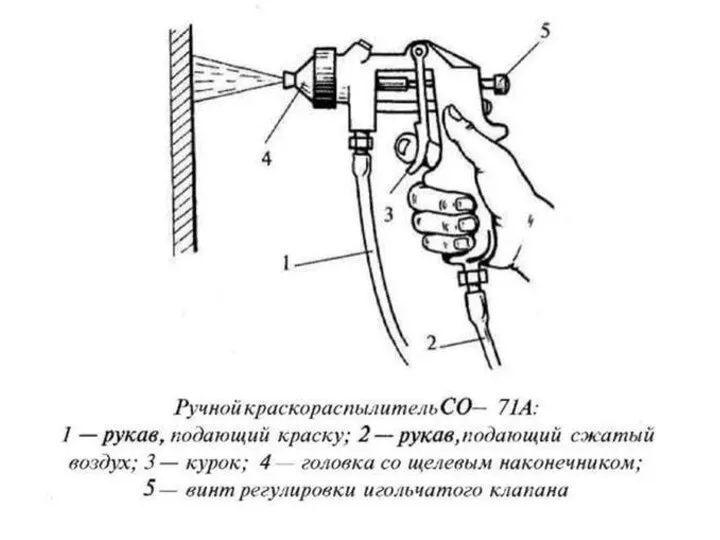
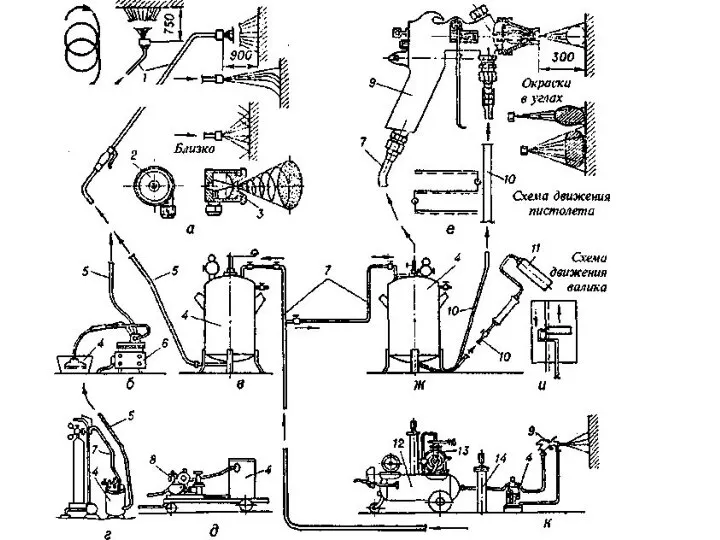
- 9. При всем разнообразии конструктивного оформления применяемые модели краскораспылителей включают общие узлы и механизмы: корпус, распылительную головку,
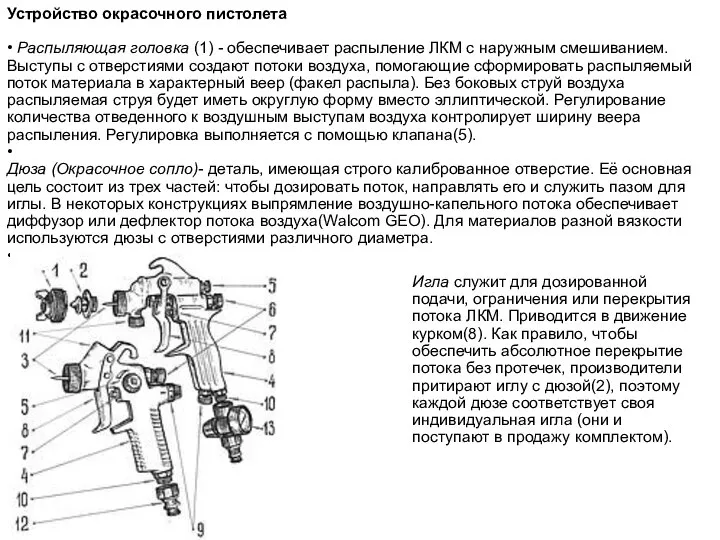
- 11. Устройство окрасочного пистолета • Распыляющая головка (1) - обеспечивает распыление ЛКМ с наружным смешиванием. Выступы с
- 12. Устройство окрасочного пистолета Корпус с рукояткой - самая большая часть окрасочного пистолета. Для пистолетов премиум и
- 13. Устройство окрасочного пистолета • Курок - орган управления в процессе покраски. При нажатии - курок сначала
- 14. Электрический краскопульт является устройством, полностью годным к эксплуатации. Его отличие от пневматического кардинальное – наличие в
- 15. Сжатый воздух, то к воздушной магистрали присоединяют рукав, по которому он подается в красконагнетательный бак, и
- 16. По типу используемого элемента для работы безвоздушные окрасочные аппараты подразделяются на: мембранные (диафрагменные); поршневые; с пневмоприводом.
- 17. Способ пневматического распыления красочных составов имеет ряд недостатков, основными из которых являются: высокая степень туманообразования, приводящая
- 18. Для выполнения больших объемов работ применяют передвижные агрегаты низкого давления с пяти- и шестиступенчатыми турбовоздуходувками. Способ
- 19. Окрасочные агрегаты высокого давления Окрасочные агрегаты высокого давления применяют для окраски поверхностей лаками, дисперсиями, масляными и
- 20. Установки для пневматического нанесения малярных составов под высоким давлением Окрасочные установки высокого давления для безвоздушной окраски
- 21. Метод безвоздушного распыления – Особенность такого подхода к распылению заключается в работе насоса, который осуществляет силовое
- 22. Следующим пунктом различий является диаметр сопла краскопульта. У разных производителей они бывают от 1,0 мм до
- 23. КОМПРЕССОРЫ: наиболее распространенные поршневые и винтовые(при круглосуточной работе и потребности в производительности более 2000л/мин). Ротационный, центробежный
- 24. Различают абсолютное и избыточное давление. Абсолютное, полное давление с учетом давления атмосферы, отсчитывается от нуля. Избыточное-
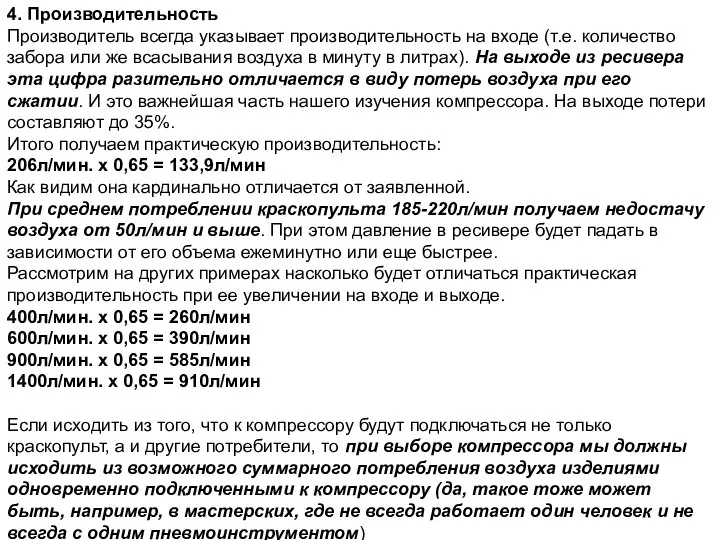
- 25. 4. Производительность Производитель всегда указывает производительность на входе (т.е. количество забора или же всасывания воздуха в
- 26. Особенности расчёта основного параметра агрегата для нагнетания воздуха
- 27. Как правильно определить производительность компрессора Один из главных параметров при выборе пневмокраскопультов для покраски – производительность
- 28. Выбор поршневого компрессора осуществляется исходя из следующих критериев: Предполагаемого режима работы, Максимального рабочего давления, Объемного расхода
- 29. Расчет производительности компрессора производится в объёмных, а не в массовых долях. На импортном устройстве, в каталогах
- 30. Чтобы определить производительность импортного компрессора для покраски, производительность, указанную в паспорте, надо разделить на коэффициент b.
- 31. Какой мощности компрессор понадобится, чтобы работать с пистолетом-распылителем и емкостью или насосом? Возможные решения: Проверьте информацию
- 32. Красконагнетательный бак (красконагнетательная емкость, нагнетательный бачок, напорная емкость) предназначен для приготовления, постоянного перемешивания (если это необходимо)
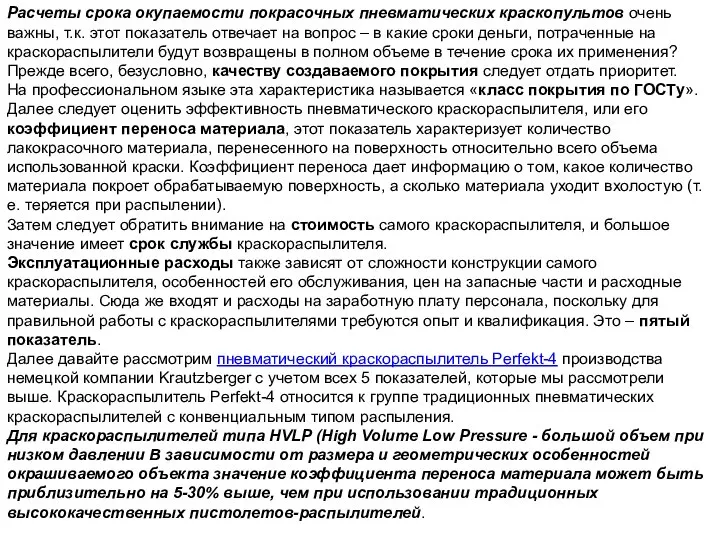
- 33. Расчеты срока окупаемости покрасочных пневматических краскопультов очень важны, т.к. этот показатель отвечает на вопрос – в
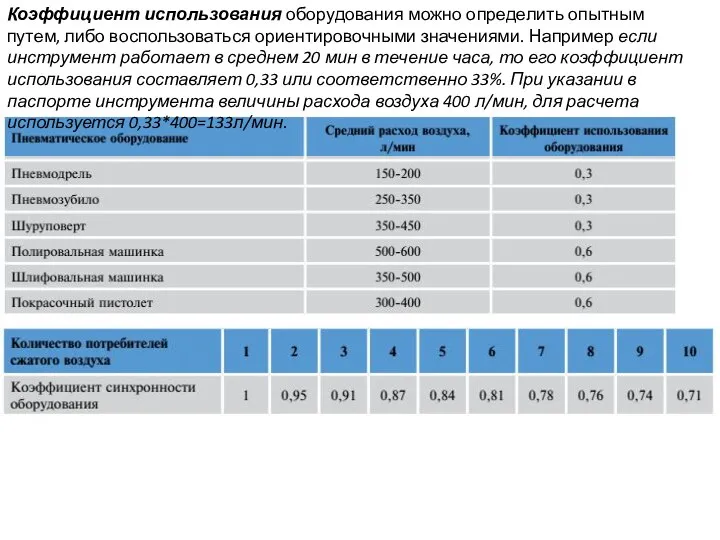
- 34. Коэффициент использования оборудования можно определить опытным путем, либо воспользоваться ориентировочными значениями. Например если инструмент работает в
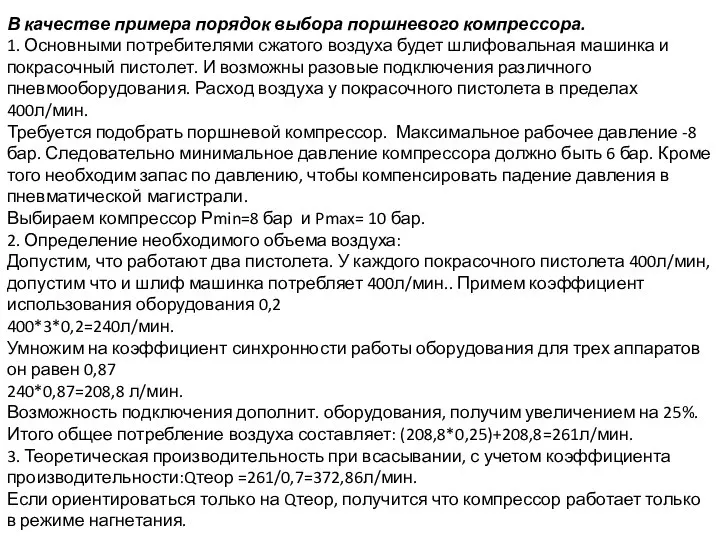
- 35. В качестве примера порядок выбора поршневого компрессора. 1. Основными потребителями сжатого воздуха будет шлифовальная машинка и
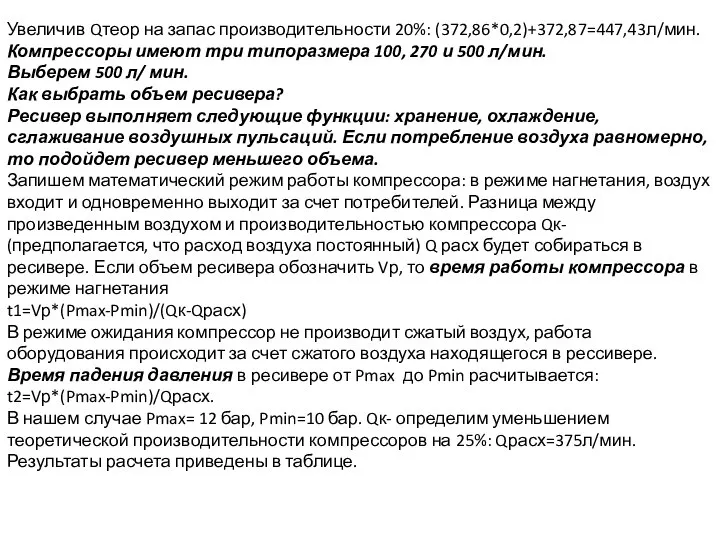
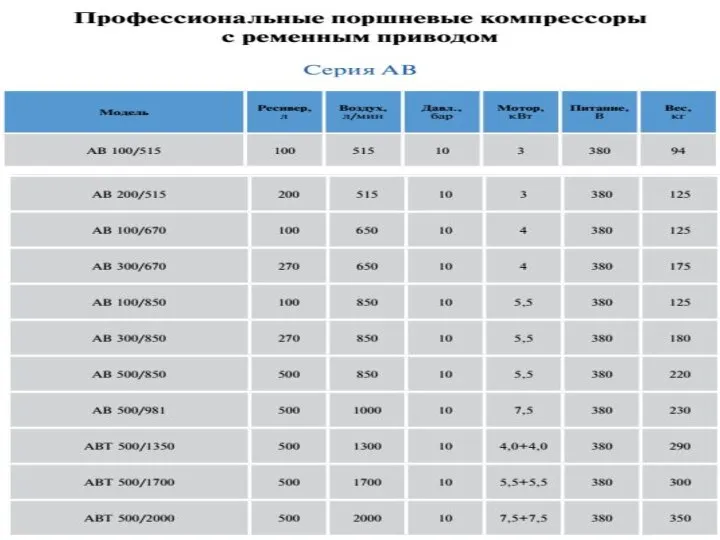
- 36. Увеличив Qтеор на запас производительности 20%: (372,86*0,2)+372,87=447,43л/мин. Компрессоры имеют три типоразмера 100, 270 и 500 л/мин.
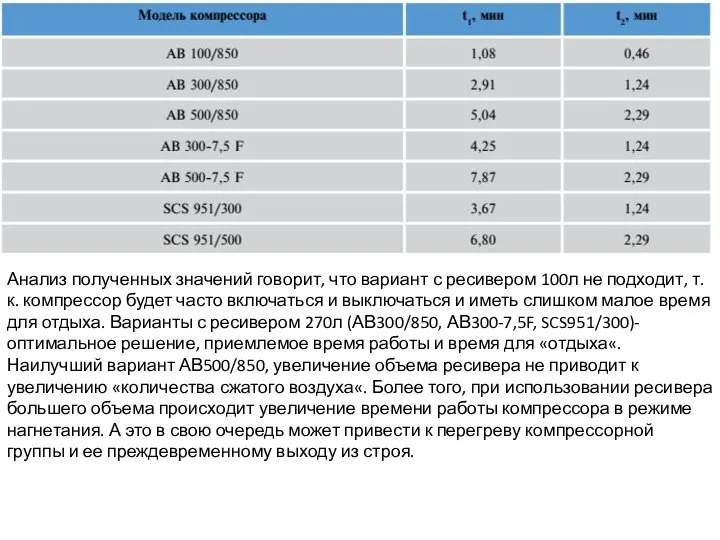
- 37. Анализ полученных значений говорит, что вариант с ресивером 100л не подходит, т.к. компрессор будет часто включаться
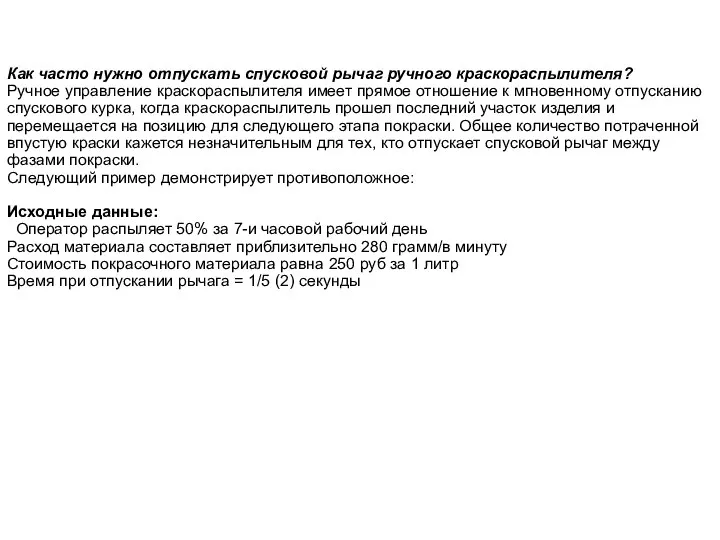
- 40. Как часто нужно отпускать спусковой рычаг ручного краскораспылителя? Ручное управление краскораспылителя имеет прямое отношение к мгновенному
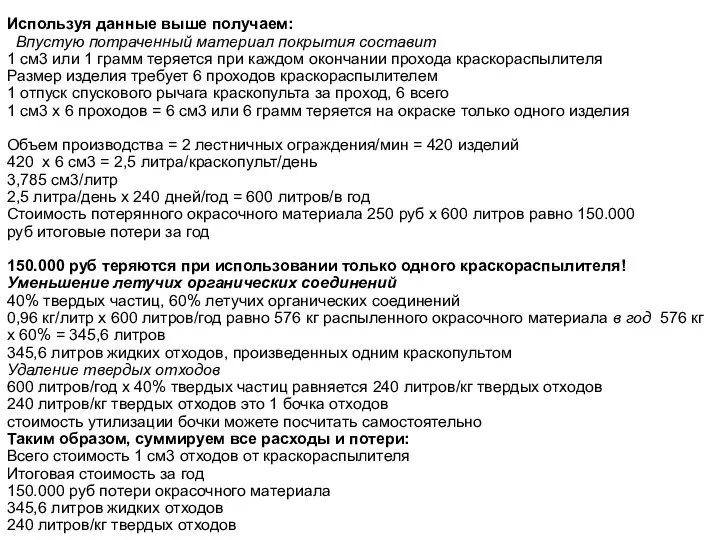
- 41. Используя данные выше получаем: Впустую потраченный материал покрытия составит 1 см3 или 1 грамм теряется при
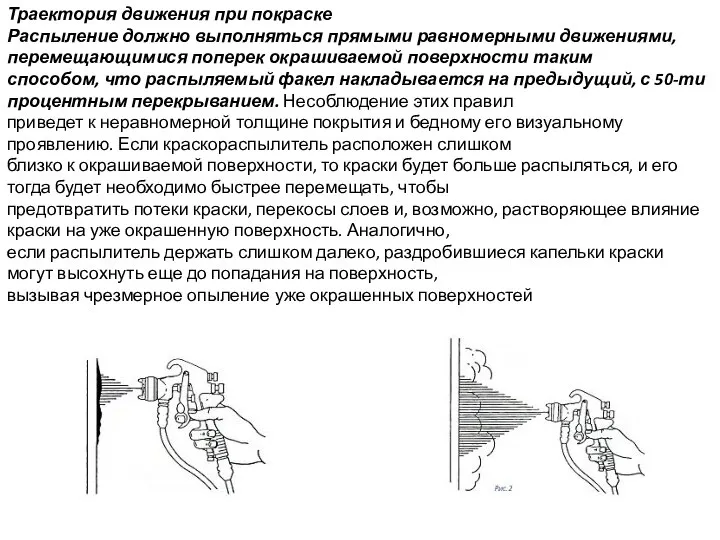
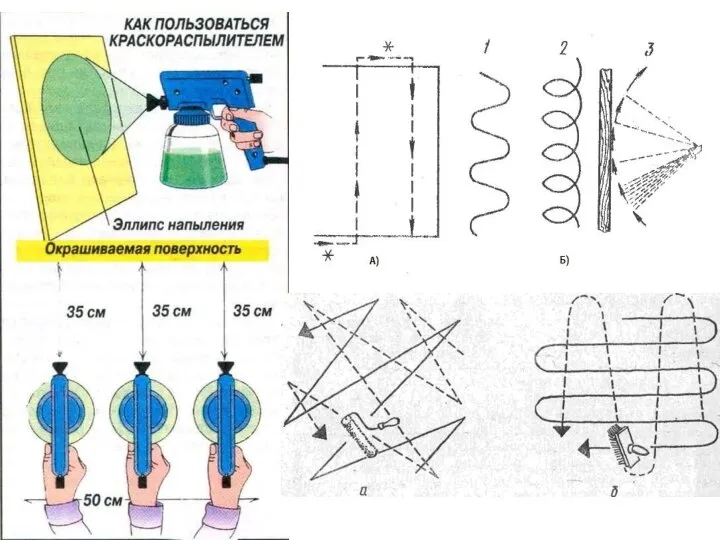
- 42. Траектория движения при покраске Распыление должно выполняться прямыми равномерными движениями, перемещающимися поперек окрашиваемой поверхности таким способом,
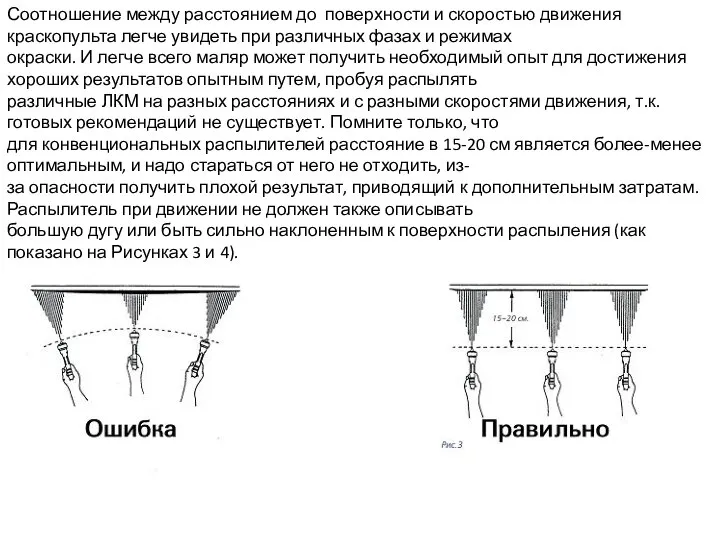
- 47. Соотношение между расстоянием до поверхности и скоростью движения краскопульта легче увидеть при различных фазах и режимах
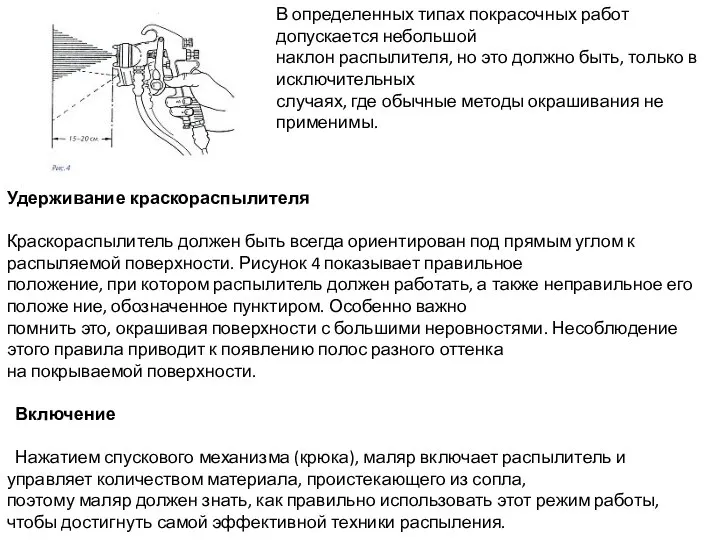
- 49. В определенных типах покрасочных работ допускается небольшой наклон распылителя, но это должно быть, только в исключительных
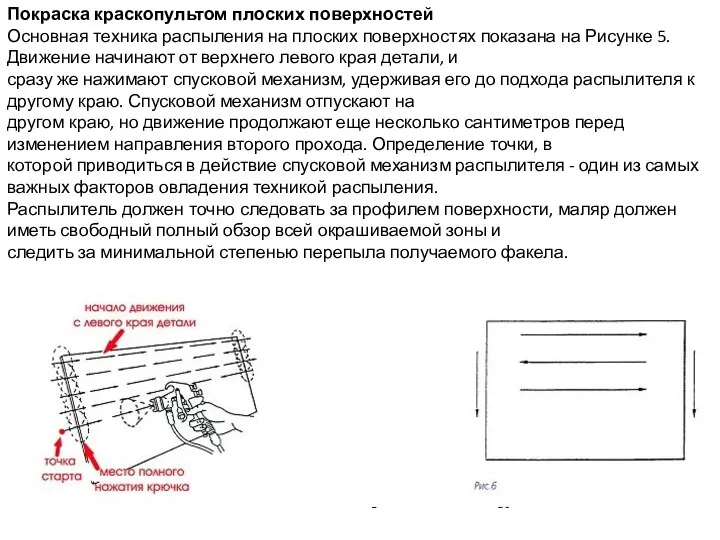
- 50. Покраска краскопультом плоских поверхностей Основная техника распыления на плоских поверхностях показана на Рисунке 5. Движение начинают
- 51. Поочередно проводя распылитель слева направо по поверхности необходимо следить за 50-ти процентным перекрытием наносимых слоев во
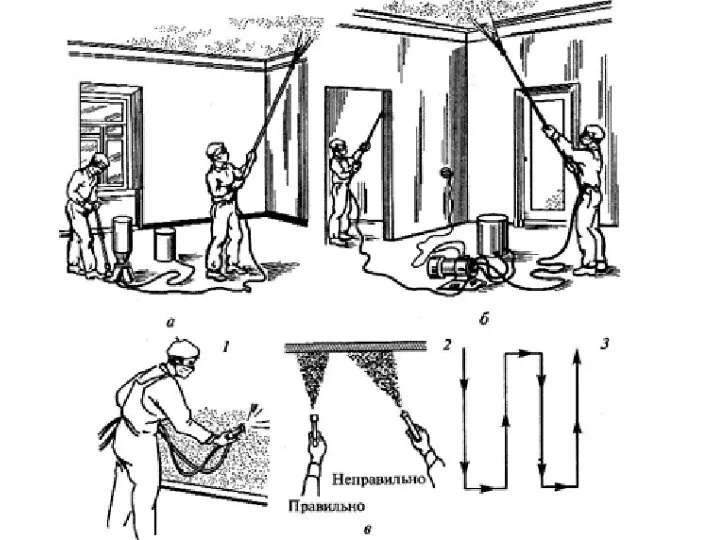
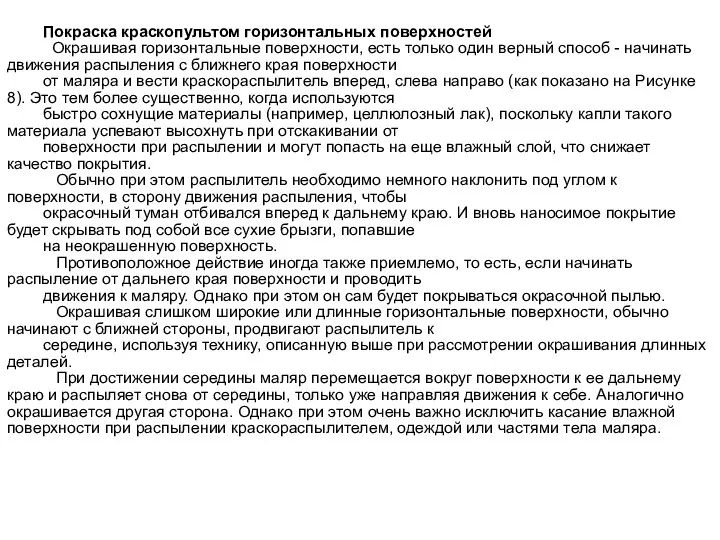
- 52. Покраска краскопультом горизонтальных поверхностей Окрашивая горизонтальные поверхности, есть только один верный способ - начинать движения распыления
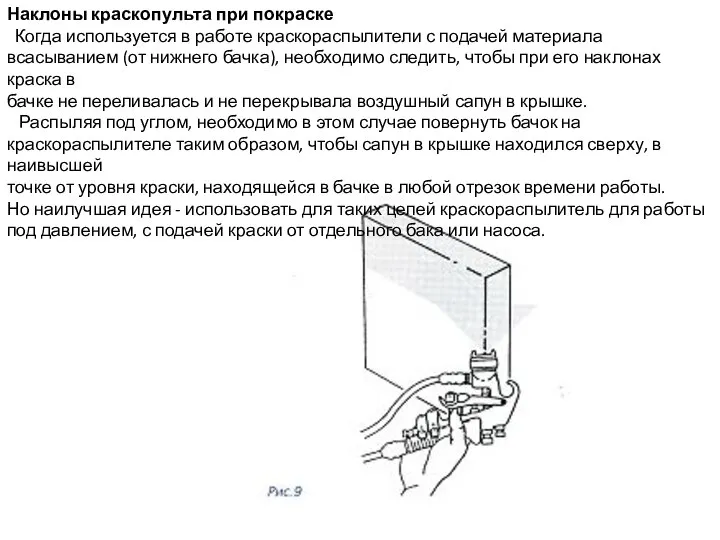
- 54. Наклоны краскопульта при покраске Когда используется в работе краскораспылители с подачей материала всасыванием (от нижнего бачка),
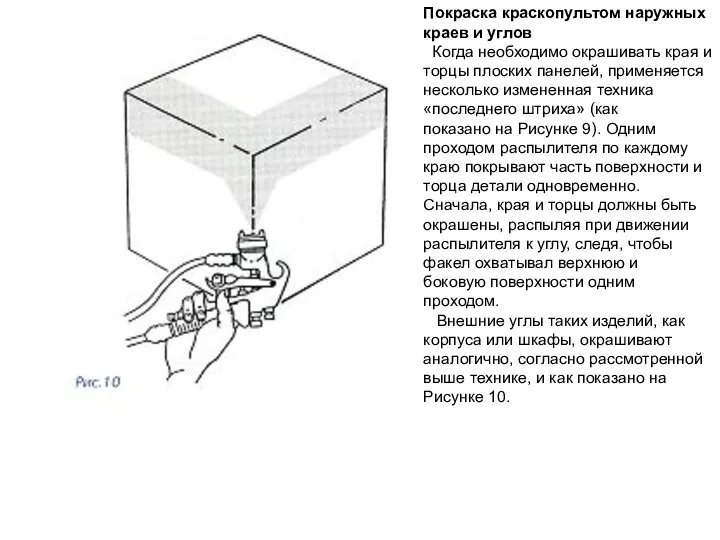
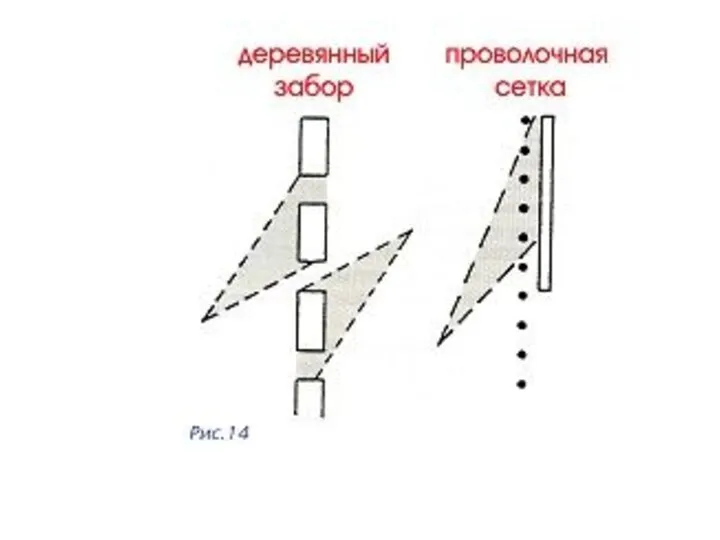
- 55. Покраска краскопультом наружных краев и углов Когда необходимо окрашивать края и торцы плоских панелей, применяется несколько
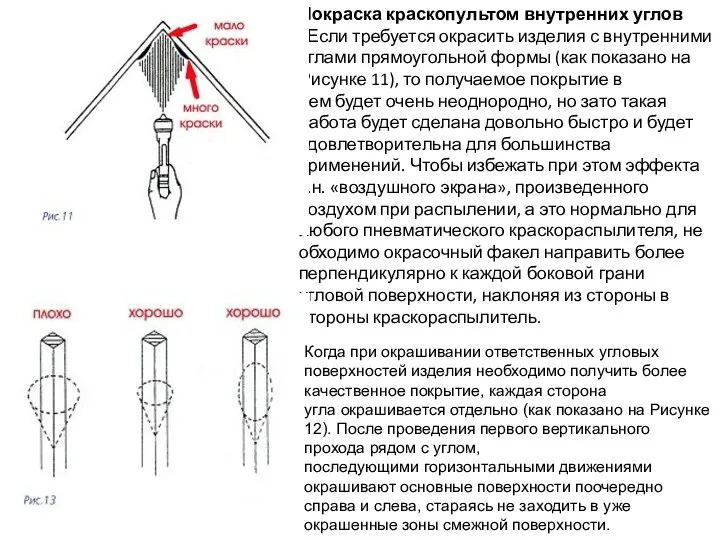
- 56. Покраска краскопультом внутренних углов Если требуется окрасить изделия с внутренними углами прямоугольной формы (как показано на
- 57. Методика «Впрыскивания» Иногда, в особых случаях, применяют т.н. распылительную технику «впрыскивания», когда окрасочный факел уменьшают до
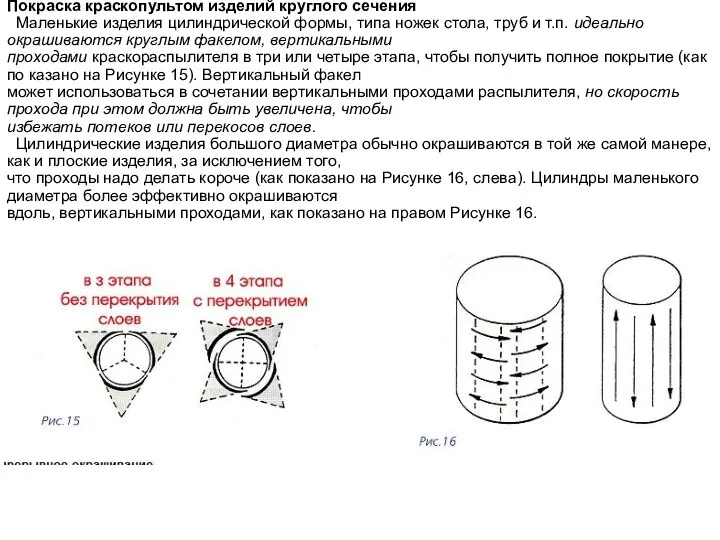
- 59. Покраска краскопультом изделий круглого сечения Маленькие изделия цилиндрической формы, типа ножек стола, труб и т.п. идеально
- 60. Непрерывное окрашивание Есть еще один важный элемент, который сильно увеличивает эффективность окрасочных операций пневмораспыления - принцип
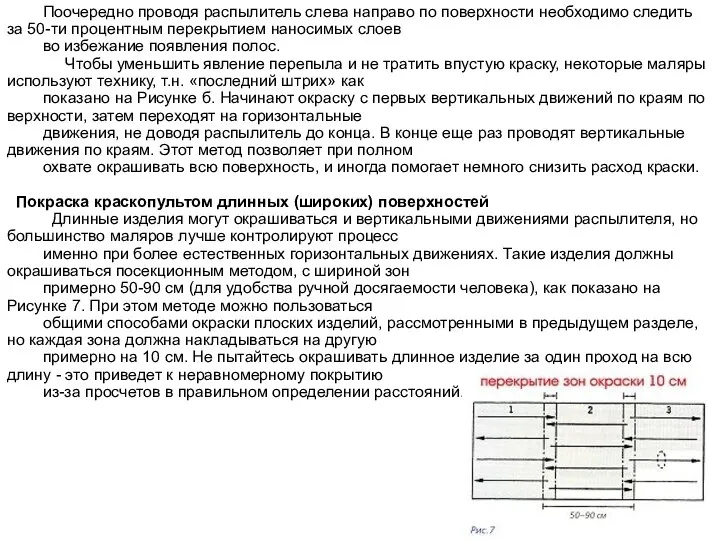
- 61. Ширину факела в таких случаях необходимо подбирать, в зависимости от размера областей поверхности, которая будет окрашена.
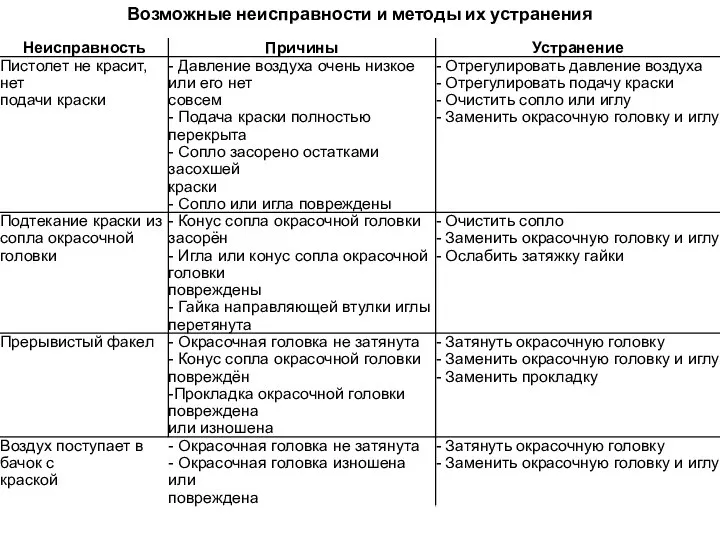
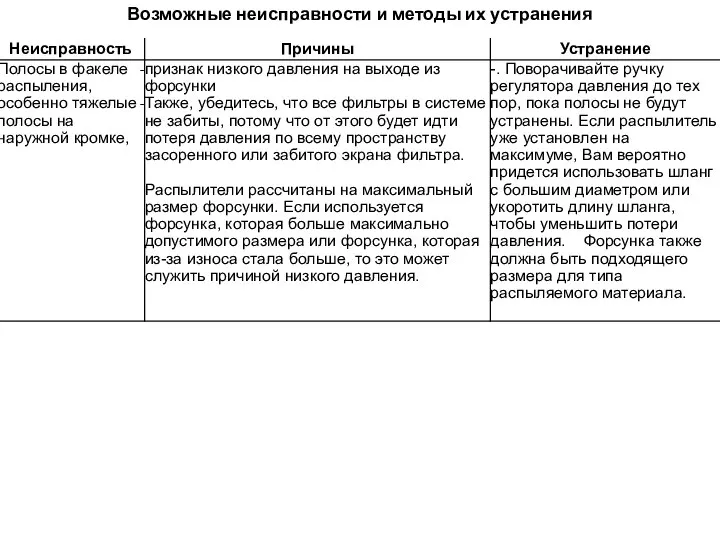
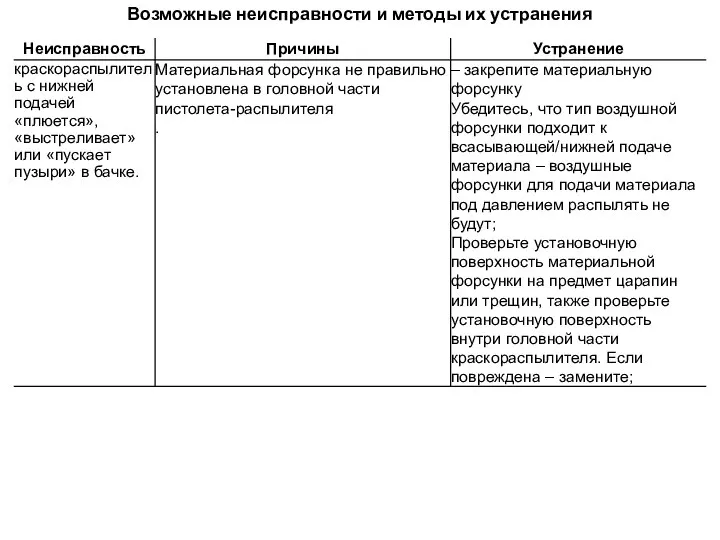
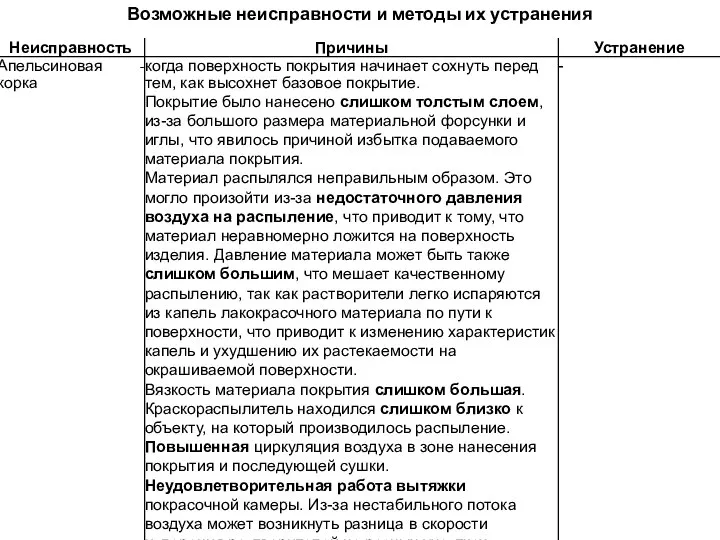
- 63. Возможные неисправности и методы их устранения
- 64. Возможные неисправности и методы их устранения
- 65. Возможные неисправности и методы их устранения
- 66. Возможные неисправности и методы их устранения
- 68. Скачать презентацию

Слайд 3Краскопульты. При нанесении маловязких составов (известковых, силикатных, с небольшим содержанием клея -
Краскопульты. При нанесении маловязких составов (известковых, силикатных, с небольшим содержанием клея -
Слайд 4Полная классификация инструментов данного типа выглядит вот так:
HP – означает возможность работы
Полная классификация инструментов данного типа выглядит вот так:
HP – означает возможность работы
Слайд 5Окрасочные пистолеты среднего давления системы LVLP
малый объем воздуха - низкое давление). (L-
Окрасочные пистолеты среднего давления системы LVLP
малый объем воздуха - низкое давление). (L-
Слайд 6Достоинства LVLP.
• Отличный результат распыления, малый расход воздуха, значительное снижение образования тумана
Достоинства LVLP.
• Отличный результат распыления, малый расход воздуха, значительное снижение образования тумана
Слайд 8При смешивании, краска разделяется на мелкие капельки.
Известно, что чем больше давление
При смешивании, краска разделяется на мелкие капельки.
Известно, что чем больше давление
Слайд 9При всем разнообразии конструктивного оформления применяемые модели краскораспылителей включают общие узлы и
При всем разнообразии конструктивного оформления применяемые модели краскораспылителей включают общие узлы и

Слайд 11Устройство окрасочного пистолета
• Распыляющая головка (1) - обеспечивает распыление ЛКМ с наружным
Устройство окрасочного пистолета
• Распыляющая головка (1) - обеспечивает распыление ЛКМ с наружным
Слайд 12Устройство окрасочного пистолета
Корпус с рукояткой - самая большая часть окрасочного пистолета.
Устройство окрасочного пистолета
Корпус с рукояткой - самая большая часть окрасочного пистолета.
Слайд 13Устройство окрасочного пистолета
• Курок - орган управления в процессе покраски. При нажатии
Устройство окрасочного пистолета
• Курок - орган управления в процессе покраски. При нажатии
Слайд 14Электрический краскопульт является устройством, полностью годным к эксплуатации. Его отличие от пневматического
Электрический краскопульт является устройством, полностью годным к эксплуатации. Его отличие от пневматического
Слайд 15Сжатый воздух, то к воздушной магистрали присоединяют рукав, по которому он подается
Сжатый воздух, то к воздушной магистрали присоединяют рукав, по которому он подается
Слайд 16По типу используемого элемента для работы безвоздушные окрасочные аппараты подразделяются на:
мембранные (диафрагменные);
поршневые;
с
По типу используемого элемента для работы безвоздушные окрасочные аппараты подразделяются на:
мембранные (диафрагменные);
поршневые;
с
Слайд 17Способ пневматического распыления красочных составов имеет ряд недостатков, основными из которых являются:
Способ пневматического распыления красочных составов имеет ряд недостатков, основными из которых являются:
Слайд 18Для выполнения больших объемов работ применяют передвижные агрегаты низкого давления с пяти-
Для выполнения больших объемов работ применяют передвижные агрегаты низкого давления с пяти-
Слайд 19Окрасочные агрегаты высокого давления
Окрасочные агрегаты высокого давления применяют для окраски поверхностей лаками, дисперсиями,
Окрасочные агрегаты высокого давления
Окрасочные агрегаты высокого давления применяют для окраски поверхностей лаками, дисперсиями,
Слайд 20Установки для пневматического нанесения малярных составов под высоким давлением
Окрасочные установки высокого давления
Установки для пневматического нанесения малярных составов под высоким давлением
Окрасочные установки высокого давления
Слайд 21Метод безвоздушного распыления –
Особенность такого подхода к распылению заключается в работе насоса,
Метод безвоздушного распыления –
Особенность такого подхода к распылению заключается в работе насоса,
Слайд 22Следующим пунктом различий является диаметр сопла краскопульта.
У разных производителей они бывают
Следующим пунктом различий является диаметр сопла краскопульта.
У разных производителей они бывают
Слайд 23КОМПРЕССОРЫ: наиболее распространенные поршневые и винтовые(при круглосуточной работе и потребности в производительности
КОМПРЕССОРЫ: наиболее распространенные поршневые и винтовые(при круглосуточной работе и потребности в производительности
Слайд 24Различают абсолютное и избыточное давление.
Абсолютное, полное давление с учетом давления атмосферы,
Различают абсолютное и избыточное давление.
Абсолютное, полное давление с учетом давления атмосферы,
Слайд 254. Производительность
Производитель всегда указывает производительность на входе (т.е. количество забора или
4. Производительность Производитель всегда указывает производительность на входе (т.е. количество забора или
Слайд 26Особенности расчёта основного параметра агрегата для нагнетания воздуха
Особенности расчёта основного параметра агрегата для нагнетания воздуха

Слайд 27Как правильно определить производительность компрессора
Один из главных параметров при выборе пневмокраскопультов для
Как правильно определить производительность компрессора
Один из главных параметров при выборе пневмокраскопультов для
Слайд 28Выбор поршневого компрессора осуществляется исходя из следующих критериев:
Предполагаемого режима работы,
Максимального рабочего давления,
Объемного
Выбор поршневого компрессора осуществляется исходя из следующих критериев:
Предполагаемого режима работы,
Максимального рабочего давления,
Объемного
Слайд 29Расчет производительности компрессора производится в объёмных, а не в массовых долях. На
Расчет производительности компрессора производится в объёмных, а не в массовых долях. На
Слайд 30Чтобы определить производительность импортного компрессора для покраски, производительность, указанную в паспорте, надо
Чтобы определить производительность импортного компрессора для покраски, производительность, указанную в паспорте, надо
Слайд 31Какой мощности компрессор понадобится, чтобы работать с пистолетом-распылителем и емкостью или насосом?
Возможные
Возможные
Слайд 32Красконагнетательный бак (красконагнетательная емкость, нагнетательный бачок, напорная емкость) предназначен для приготовления, постоянного
Красконагнетательный бак (красконагнетательная емкость, нагнетательный бачок, напорная емкость) предназначен для приготовления, постоянного
Слайд 33Расчеты срока окупаемости покрасочных пневматических краскопультов очень важны, т.к. этот показатель отвечает на
Расчеты срока окупаемости покрасочных пневматических краскопультов очень важны, т.к. этот показатель отвечает на
Слайд 34Коэффициент использования оборудования можно определить опытным путем, либо воспользоваться ориентировочными значениями. Например
Коэффициент использования оборудования можно определить опытным путем, либо воспользоваться ориентировочными значениями. Например
Слайд 35В качестве примера порядок выбора поршневого компрессора.
1. Основными потребителями сжатого воздуха будет
В качестве примера порядок выбора поршневого компрессора.
1. Основными потребителями сжатого воздуха будет
Слайд 36Увеличив Qтеор на запас производительности 20%: (372,86*0,2)+372,87=447,43л/мин.
Компрессоры имеют три типоразмера 100,
Увеличив Qтеор на запас производительности 20%: (372,86*0,2)+372,87=447,43л/мин.
Компрессоры имеют три типоразмера 100,
Слайд 37Анализ полученных значений говорит, что вариант с ресивером 100л не подходит, т.к.
Анализ полученных значений говорит, что вариант с ресивером 100л не подходит, т.к.

Слайд 40Как часто нужно отпускать спусковой рычаг ручного краскораспылителя?
Ручное управление краскораспылителя имеет прямое
Как часто нужно отпускать спусковой рычаг ручного краскораспылителя?
Ручное управление краскораспылителя имеет прямое
Слайд 41Используя данные выше получаем:
Впустую потраченный материал покрытия составит
1 см3 или 1 грамм теряется
Используя данные выше получаем: Впустую потраченный материал покрытия составит 1 см3 или 1 грамм теряется
Слайд 42Траектория движения при покраске
Распыление должно выполняться прямыми равномерными движениями, перемещающимися поперек окрашиваемой
Траектория движения при покраске
Распыление должно выполняться прямыми равномерными движениями, перемещающимися поперек окрашиваемой

Слайд 47Соотношение между расстоянием до поверхности и скоростью движения краскопульта легче увидеть при
Соотношение между расстоянием до поверхности и скоростью движения краскопульта легче увидеть при

Слайд 49В определенных типах покрасочных работ допускается небольшой
наклон распылителя, но это должно
В определенных типах покрасочных работ допускается небольшой
наклон распылителя, но это должно
Слайд 50Покраска краскопультом плоских поверхностей
Основная техника распыления на плоских поверхностях показана на Рисунке
Покраска краскопультом плоских поверхностей
Основная техника распыления на плоских поверхностях показана на Рисунке
Слайд 51Поочередно проводя распылитель слева направо по поверхности необходимо следить за 50-ти процентным
Поочередно проводя распылитель слева направо по поверхности необходимо следить за 50-ти процентным
Слайд 52Покраска краскопультом горизонтальных поверхностей
Окрашивая горизонтальные поверхности, есть только один верный способ
Покраска краскопультом горизонтальных поверхностей
Окрашивая горизонтальные поверхности, есть только один верный способ

Слайд 54Наклоны краскопульта при покраске
Когда используется в работе краскораспылители с подачей материала
Наклоны краскопульта при покраске
Когда используется в работе краскораспылители с подачей материала
Слайд 55Покраска краскопультом наружных краев и углов
Когда необходимо окрашивать края и торцы
Покраска краскопультом наружных краев и углов
Когда необходимо окрашивать края и торцы
Слайд 56Покраска краскопультом внутренних углов
Если требуется окрасить изделия с внутренними углами прямоугольной
Покраска краскопультом внутренних углов
Если требуется окрасить изделия с внутренними углами прямоугольной
Слайд 57Методика «Впрыскивания»
Иногда, в особых случаях, применяют т.н. распылительную технику «впрыскивания», когда
Методика «Впрыскивания»
Иногда, в особых случаях, применяют т.н. распылительную технику «впрыскивания», когда
Слайд 59Покраска краскопультом изделий круглого сечения
Маленькие изделия цилиндрической формы, типа ножек стола,
Покраска краскопультом изделий круглого сечения
Маленькие изделия цилиндрической формы, типа ножек стола,
Слайд 60Непрерывное окрашивание
Есть еще один важный элемент, который сильно увеличивает эффективность окрасочных
Непрерывное окрашивание
Есть еще один важный элемент, который сильно увеличивает эффективность окрасочных

Слайд 61Ширину факела в таких случаях необходимо подбирать, в зависимости от размера областей
Ширину факела в таких случаях необходимо подбирать, в зависимости от размера областей
Слайд 63Возможные неисправности и методы их устранения
Возможные неисправности и методы их устранения
Слайд 64Возможные неисправности и методы их устранения
Возможные неисправности и методы их устранения
Слайд 65Возможные неисправности и методы их устранения
Возможные неисправности и методы их устранения
Слайд 66Возможные неисправности и методы их устранения
Возможные неисправности и методы их устранения
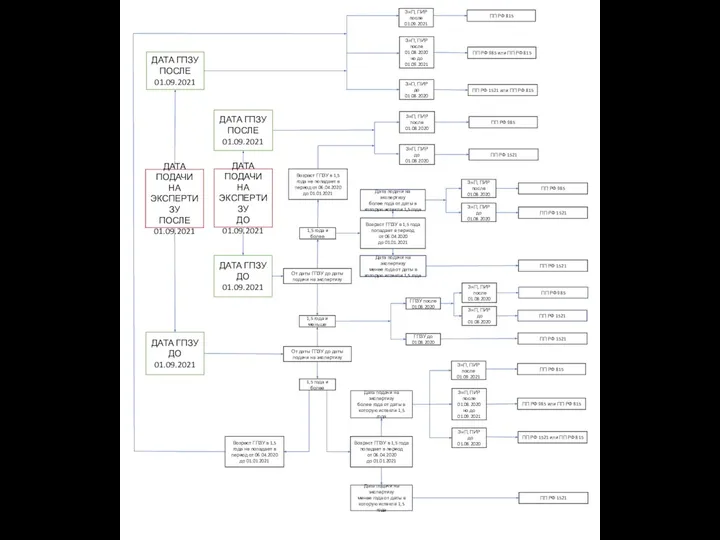 Применение ППРФ-1521
Применение ППРФ-1521 Монументальное сооружение
Монументальное сооружение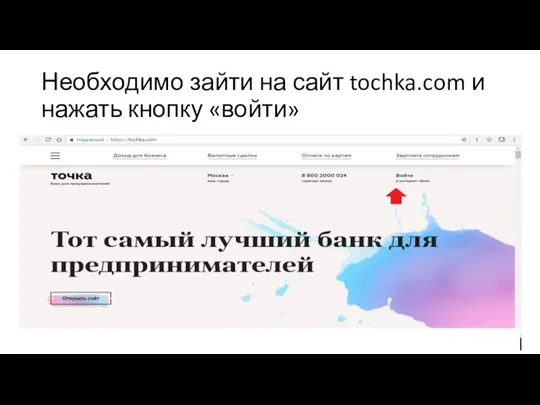 Инструкция для прикрепления дополнительного соглашения с банком Точка
Инструкция для прикрепления дополнительного соглашения с банком Точка Анализ стихотворения И. Бунина «ЛИСТОПАД»
Анализ стихотворения И. Бунина «ЛИСТОПАД» Золотое содержание в национальной валюте. Финансы и кредит
Золотое содержание в национальной валюте. Финансы и кредит Famous People of the XIX-XX Centuries
Famous People of the XIX-XX Centuries Тормозной путь автомобиля
Тормозной путь автомобиля НОУ ВПО «Волгоградский институт бизнеса» ЦЕНТР БЕСПЛАТНОЙ ЮРИДИЧЕСКОЙ ПОМОЩИ ВОЛОНТЕРСКАЯ ОРГАНИЗАЦИЯ
НОУ ВПО «Волгоградский институт бизнеса» ЦЕНТР БЕСПЛАТНОЙ ЮРИДИЧЕСКОЙ ПОМОЩИ ВОЛОНТЕРСКАЯ ОРГАНИЗАЦИЯ 20140413_vnutrennie_vody_evrazii
20140413_vnutrennie_vody_evrazii Общероссийское голосование за объекты благоустройства 2022 г
Общероссийское голосование за объекты благоустройства 2022 г Представление числовой информации в ПКДиденко В.В.
Представление числовой информации в ПКДиденко В.В. ИСПОЛЬЗОВАНИЕ СОЦИАЛЬНЫХ СЕТЕВЫХ СООБЩЕСТВ В СИСТЕМЕ ОБРАЗОВАНИЯ
ИСПОЛЬЗОВАНИЕ СОЦИАЛЬНЫХ СЕТЕВЫХ СООБЩЕСТВ В СИСТЕМЕ ОБРАЗОВАНИЯ Александр Александрович Блок
Александр Александрович Блок Какие бывают деньги
Какие бывают деньги Водородные технологии преобразования, накопления, хранения и получения электрической энергии
Водородные технологии преобразования, накопления, хранения и получения электрической энергии 1
1 Граждане, отмеченные на доске почета Чернянского района
Граждане, отмеченные на доске почета Чернянского района SMC/BMC
SMC/BMC Презентация на тему Паровая машина. Паровой двигатель Уатта
Презентация на тему Паровая машина. Паровой двигатель Уатта Презентация на тему ИЗЛОЖЕНИЕ Старшие друзья
Презентация на тему ИЗЛОЖЕНИЕ Старшие друзья  Экспресс Офис- надежный партнер ВАШЕГО БИЗНЕСА!
Экспресс Офис- надежный партнер ВАШЕГО БИЗНЕСА! Пушкарёва Надежда Геннадьевна Заместитель председателя Комитета по делам архивов при Правительстве Удмуртской Республики
Пушкарёва Надежда Геннадьевна Заместитель председателя Комитета по делам архивов при Правительстве Удмуртской Республики Учет и управление налоговой нагрузкой коммерческих организаций-субъектов малого бизнеса
Учет и управление налоговой нагрузкой коммерческих организаций-субъектов малого бизнеса Основные действия учителя В организации обучения в сотрудничестве
Основные действия учителя В организации обучения в сотрудничестве Вода – уникальное вещество нашей планеты
Вода – уникальное вещество нашей планеты Доклад на тему: "Вклад Эразистрата в развитие медицины."
Доклад на тему: "Вклад Эразистрата в развитие медицины." Германская империя в конце XIX — начале XX в.: борьба за место под солнцем
Германская империя в конце XIX — начале XX в.: борьба за место под солнцем Индивидуальная образовательная программа аттестующегося педагога
Индивидуальная образовательная программа аттестующегося педагога