- Проектирование участка механической обработки по изготовлению детали Панель

Содержание
- 2. УСТРОЙСТВО СОГЛАСОВАНИЯ УС-7 Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
- 3. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ДЕТАЛЬ «Панель»
- 4. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ЗАГОТОВКА ДЛЯ ДЕТАЛИ «Панель»
- 5. Вывод: Проектный технологический процесс детали «Панель» по сравнению с базовым сократился с 11 операций до 2,
- 6. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ НАЛАДКА ТЕХНОЛОГИЧЕСКАЯ
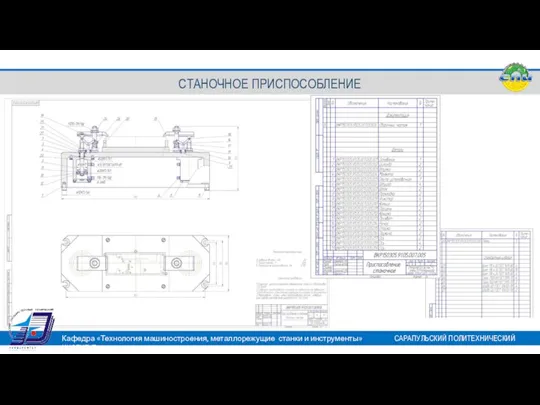
- 7. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ
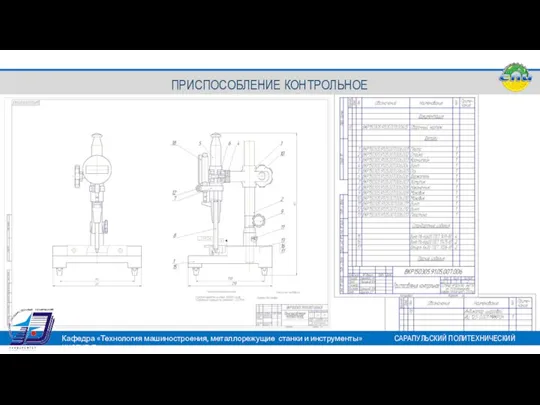
- 8. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ПРИСПОСОБЛЕНИЕ КОНТРОЛЬНОЕ
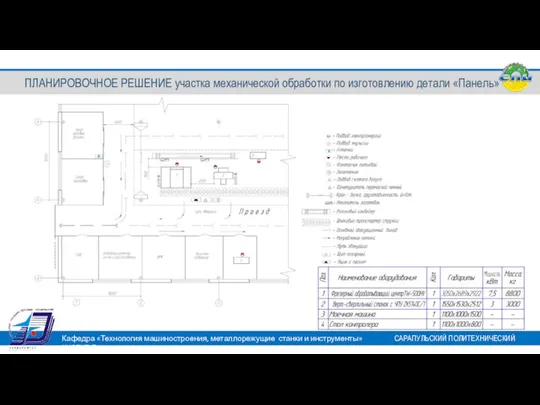
- 9. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ПЛАНИРОВОЧНОЕ РЕШЕНИЕ участка механической обработки по
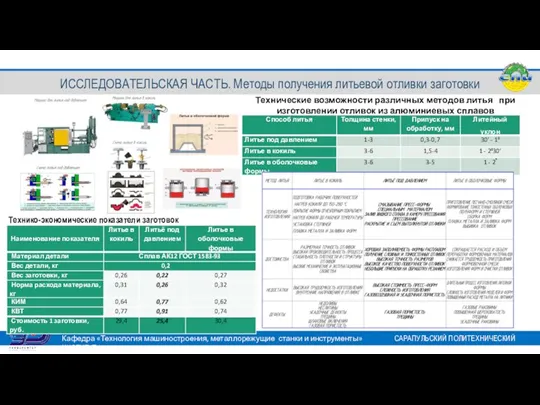
- 10. Технико-экономические показатели заготовок Технические возможности различных методов литья при изготовлении отливок из алюминиевых сплавов Кафедра «Технология
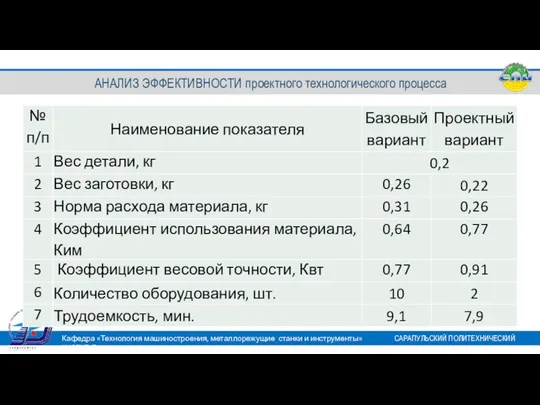
- 11. Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ АНАЛИЗ ЭФФЕКТИВНОСТИ проектного технологического процесса
- 12. В выпускной квалификационной работе разработан технологический процесс механической обработки. Основным рассматриваемым вопросом является метод получения заготовки.
- 14. Скачать презентацию
Слайд 2УСТРОЙСТВО СОГЛАСОВАНИЯ УС-7
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
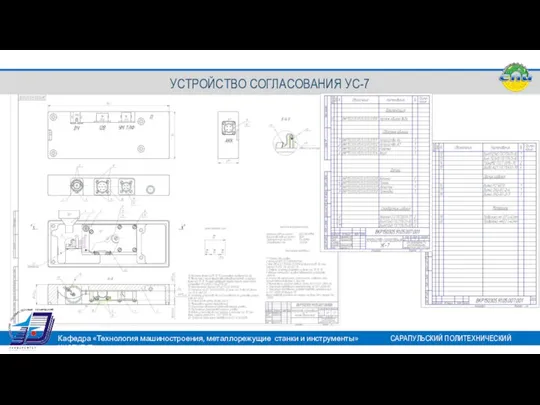
УСТРОЙСТВО СОГЛАСОВАНИЯ УС-7
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
Слайд 3Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
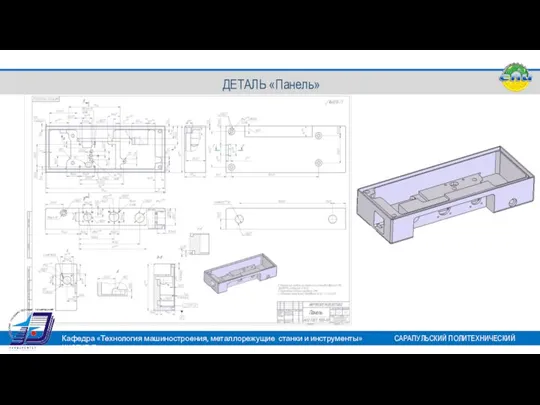
ДЕТАЛЬ «Панель»
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ДЕТАЛЬ «Панель»
Слайд 4Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
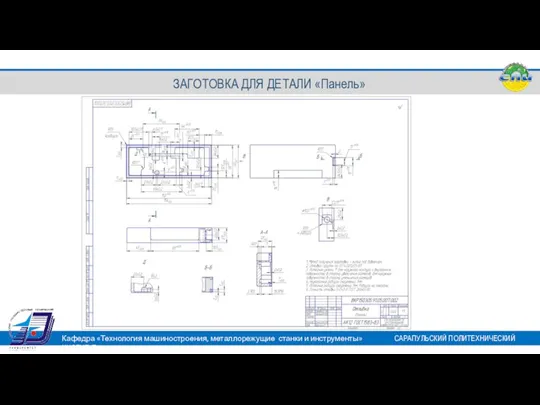
ЗАГОТОВКА ДЛЯ ДЕТАЛИ
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЗАГОТОВКА ДЛЯ ДЕТАЛИ
Слайд 5Вывод:
Проектный технологический процесс детали «Панель» по сравнению с базовым сократился с
Вывод:
Проектный технологический процесс детали «Панель» по сравнению с базовым сократился с

Слайд 6Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
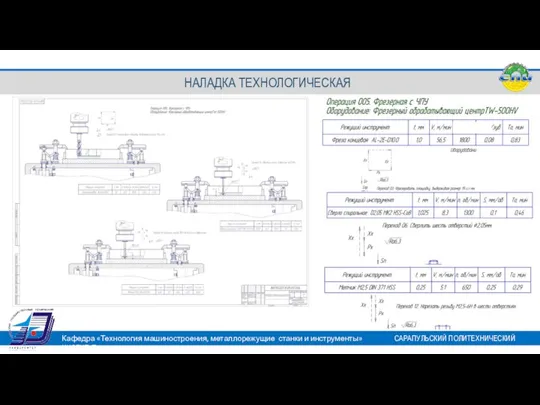
НАЛАДКА ТЕХНОЛОГИЧЕСКАЯ
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
НАЛАДКА ТЕХНОЛОГИЧЕСКАЯ
Слайд 7Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ
Слайд 8Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПРИСПОСОБЛЕНИЕ КОНТРОЛЬНОЕ
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПРИСПОСОБЛЕНИЕ КОНТРОЛЬНОЕ
Слайд 9Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПЛАНИРОВОЧНОЕ РЕШЕНИЕ участка
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПЛАНИРОВОЧНОЕ РЕШЕНИЕ участка
Слайд 10Технико-экономические показатели заготовок
Технические возможности различных методов литья при изготовлении отливок из алюминиевых
Технико-экономические показатели заготовок
Технические возможности различных методов литья при изготовлении отливок из алюминиевых
Слайд 11Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
АНАЛИЗ ЭФФЕКТИВНОСТИ проектного
Кафедра «Технология машиностроения, металлорежущие станки и инструменты» САРАПУЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
АНАЛИЗ ЭФФЕКТИВНОСТИ проектного
Слайд 12В выпускной квалификационной работе разработан технологический процесс механической обработки.
Основным рассматриваемым вопросом является
В выпускной квалификационной работе разработан технологический процесс механической обработки.
Основным рассматриваемым вопросом является
 Дистанционное образование как одна из форм обучения детей с особыми нуждами
Дистанционное образование как одна из форм обучения детей с особыми нуждами Презентация на тему Творчество Даргомыжского
Презентация на тему Творчество Даргомыжского Академия естественных наук
Академия естественных наук Презентация на тему Откуда хлеб пришел
Презентация на тему Откуда хлеб пришел  Рекомендации по преодолению тревожности
Рекомендации по преодолению тревожности Формирование инновационной инфраструктуры внедрения научно-технической продукции в медицину Красноярского края
Формирование инновационной инфраструктуры внедрения научно-технической продукции в медицину Красноярского края Биологические фильтры
Биологические фильтры Водородное топливо для подвижного состава
Водородное топливо для подвижного состава Организация системы допуска грузовых вагонов на инфраструктуру ОАО РЖД после проведения плановых видов ремонта 2017 г
Организация системы допуска грузовых вагонов на инфраструктуру ОАО РЖД после проведения плановых видов ремонта 2017 г Модель экономики В.Леонтьева
Модель экономики В.Леонтьева Как оформить задачу по физике
Как оформить задачу по физике Презентация на тему Профессии
Презентация на тему Профессии  Комплексные числа
Комплексные числа Презентация на тему Реформация и Контрреформация в Европе
Презентация на тему Реформация и Контрреформация в Европе  Презентация на тему Безопасность жизнедеятельности
Презентация на тему Безопасность жизнедеятельности 234567891011121314 Текст. Картинки. Аудио. Видео.15. - презентация
234567891011121314 Текст. Картинки. Аудио. Видео.15. - презентация Мотивация учебной деятельности подростка. Особенности взаимоотношений в системе учитель - подросток. Конфликты в школе
Мотивация учебной деятельности подростка. Особенности взаимоотношений в системе учитель - подросток. Конфликты в школе ГОСТРИЙ ЖИВІТ В АКУШЕРСТВІ ТА ГІНЕКОЛОГІЇ ПРИ КРОВОТЕЧІ В ЧЕРЕВНУ ПОРОЖНИНУ Лекцію підготував доцент Ніцович І. Р. - презентация
ГОСТРИЙ ЖИВІТ В АКУШЕРСТВІ ТА ГІНЕКОЛОГІЇ ПРИ КРОВОТЕЧІ В ЧЕРЕВНУ ПОРОЖНИНУ Лекцію підготував доцент Ніцович І. Р. - презентация Презентация на тему А что вы знаете о воде?
Презентация на тему А что вы знаете о воде? Электронные платежные системы в России
Электронные платежные системы в России Полярно – альпийский ботанический сад – институт (ПАБСИ) им. Н.А. Аврорина КНЦ РАН.
Полярно – альпийский ботанический сад – институт (ПАБСИ) им. Н.А. Аврорина КНЦ РАН. Флаг Великобритании
Флаг Великобритании Пускорегулирующая аппаратура: назначение, классификация, устройство
Пускорегулирующая аппаратура: назначение, классификация, устройство Клуб “English Conversation Club”
Клуб “English Conversation Club” Вё ли так просто в детских сказках
Вё ли так просто в детских сказках ROCHE & DUFFAYМЕЖДУНАРОДНОЕ НАЛОГОВОЕ ПЛАНИРОВАНИЕ
ROCHE & DUFFAYМЕЖДУНАРОДНОЕ НАЛОГОВОЕ ПЛАНИРОВАНИЕ Методы управления персоналом и современные системы автоматизацииПредставление проекта
Методы управления персоналом и современные системы автоматизацииПредставление проекта Практика использования невербальных внушений и защита от них
Практика использования невербальных внушений и защита от них