- Разработка технологического процесса изготовления корпуса пневматического привода

Содержание
- 2. Вопросы, подлежащие разработке в ВКР Провести технологический анализ рабочего чертежа детали Выбрать два варианта получения заготовки
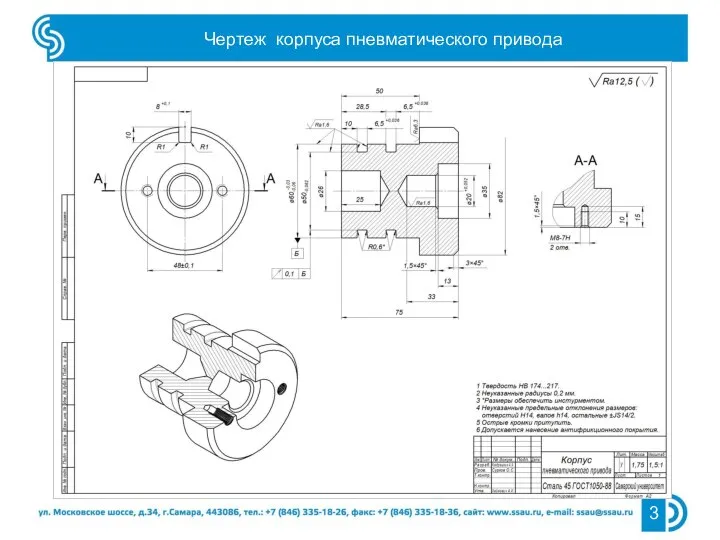
- 3. Чертеж корпуса пневматического привода
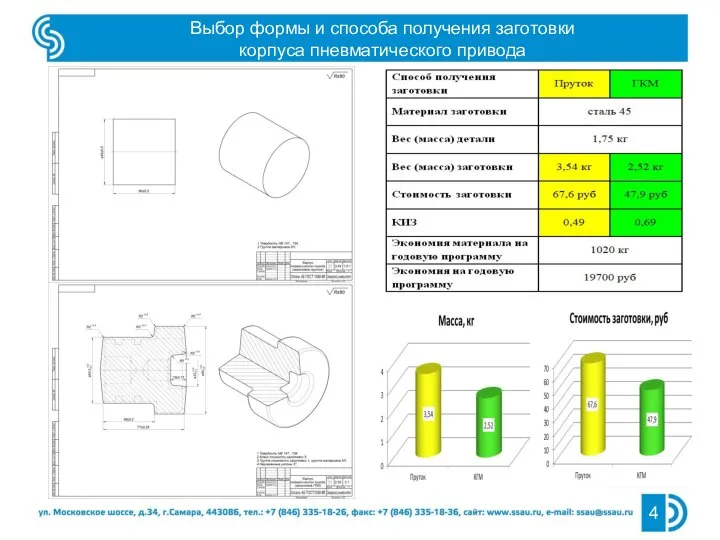
- 4. Выбор формы и способа получения заготовки корпуса пневматического привода
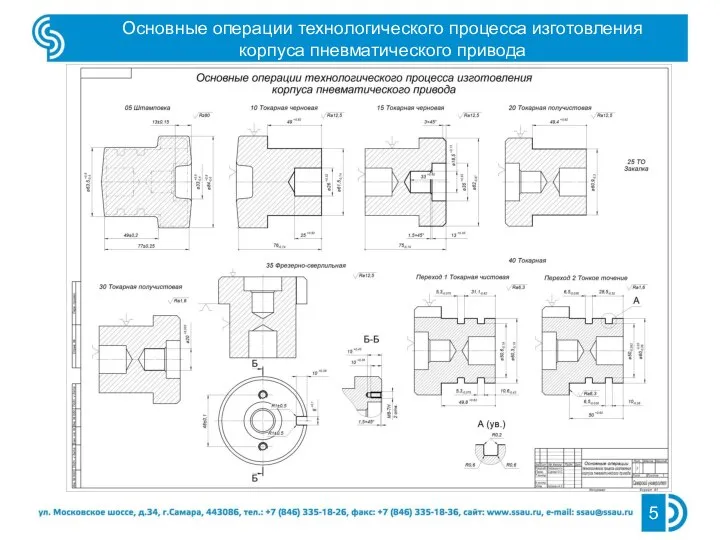
- 5. Основные операции технологического процесса изготовления корпуса пневматического привода
- 6. Выбора станочного оборудования Операции токарной обработки Операции сверления и фрезерования Токарный станок с ЧПУ HAAS TL
- 7. Выбор режущего инструмента и режимов резания для операции №10«Токарная черновая» Сверло B 3212.F024.Z01.048R пластинка Р28467-2 (твердый
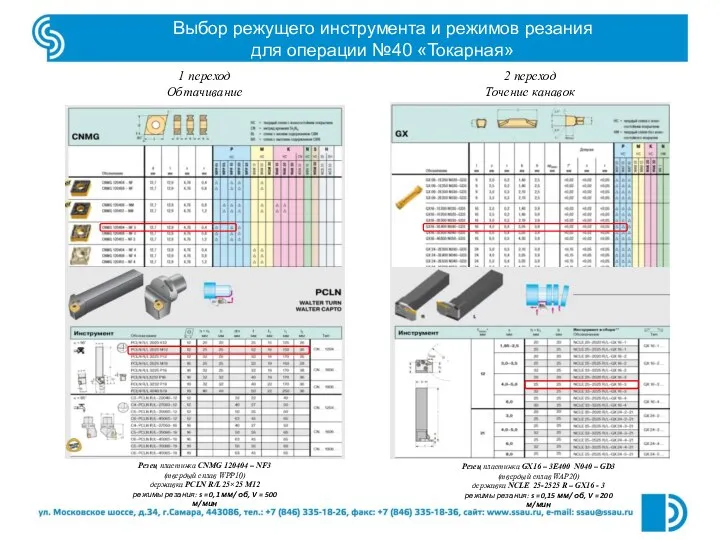
- 8. Выбор режущего инструмента и режимов резания для операции №40 «Токарная» Резец пластинка CNMG 120404 – NF3
- 9. Современные антифрикционные покрытия Виды покрытий: мокрое граничное сухое Покрытия в парах резина / металл Производители: Molykote
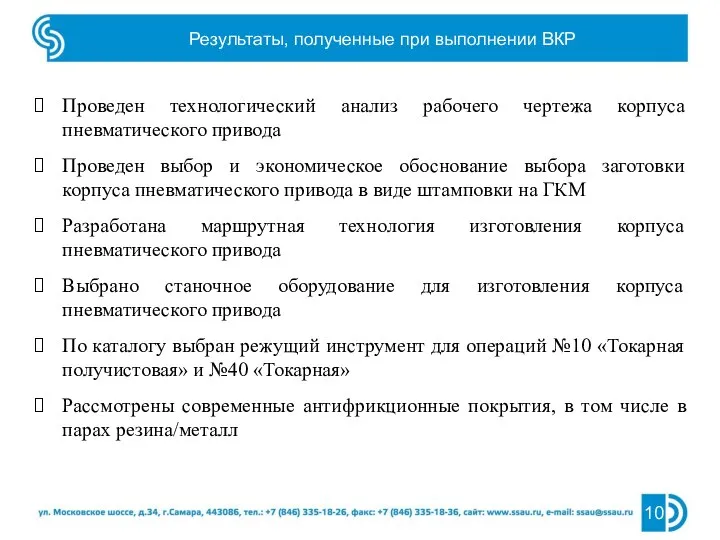
- 10. Результаты, полученные при выполнении ВКР Проведен технологический анализ рабочего чертежа корпуса пневматического привода Проведен выбор и
- 12. Скачать презентацию
Слайд 2Вопросы, подлежащие разработке в ВКР
Провести технологический анализ рабочего чертежа детали
Выбрать два варианта
Вопросы, подлежащие разработке в ВКР
Провести технологический анализ рабочего чертежа детали
Выбрать два варианта
Слайд 3Чертеж корпуса пневматического привода
Чертеж корпуса пневматического привода
Слайд 4Выбор формы и способа получения заготовки
корпуса пневматического привода
Выбор формы и способа получения заготовки
корпуса пневматического привода
Слайд 5Основные операции технологического процесса изготовления
корпуса пневматического привода
Основные операции технологического процесса изготовления
корпуса пневматического привода
Слайд 6Выбора станочного оборудования
Операции
токарной обработки
Операции
сверления и фрезерования
Токарный станок с ЧПУ
HAAS TL –
Выбора станочного оборудования
Операции
токарной обработки
Операции
сверления и фрезерования
Токарный станок с ЧПУ
HAAS TL –

Слайд 7Выбор режущего инструмента и режимов резания
для операции №10«Токарная черновая»
Сверло
B 3212.F024.Z01.048R
пластинка Р28467-2
(твердый
Выбор режущего инструмента и режимов резания
для операции №10«Токарная черновая»
Сверло
B 3212.F024.Z01.048R
пластинка Р28467-2
(твердый

Слайд 8Выбор режущего инструмента и режимов резания
для операции №40 «Токарная»
Резец пластинка CNMG 120404
Выбор режущего инструмента и режимов резания
для операции №40 «Токарная»
Резец пластинка CNMG 120404
Слайд 9Современные антифрикционные покрытия
Виды покрытий:
мокрое
граничное
сухое
Покрытия в парах
резина / металл
Производители:
Molykote
Efele
Weicon
Классы покрытий:
металлические
неметаллические
комбинированные
Повреждения в парах
резина /
Современные антифрикционные покрытия
Виды покрытий:
мокрое
граничное
сухое
Покрытия в парах
резина / металл
Производители:
Molykote
Efele
Weicon
Классы покрытий:
металлические
неметаллические
комбинированные
Повреждения в парах
резина /

Слайд 10Результаты, полученные при выполнении ВКР
Проведен технологический анализ рабочего чертежа корпуса пневматического привода
Проведен
Результаты, полученные при выполнении ВКР
Проведен технологический анализ рабочего чертежа корпуса пневматического привода
Проведен
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов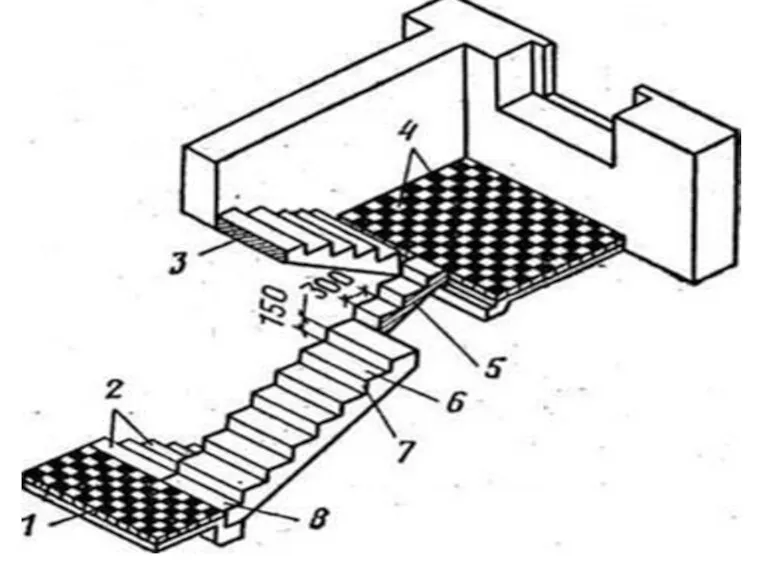 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС