- Разработка технологии изготовления троллейбусных вставок с вкладышем и композита

Содержание
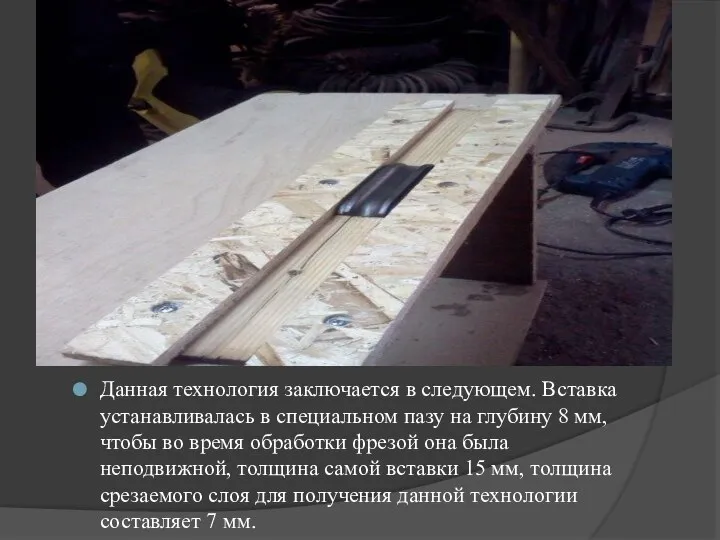
- 2. Данная технология заключается в следующем. Вставка устанавливалась в специальном пазу на глубину 8 мм, чтобы во
- 3. Далее настраивалась фреза, выбиралась нужная насадка, в данном случае это насадка под названием «ласточкин хвост», использовали
- 4. Готовый паз под вкладыш
- 5. Размер сита 0.315 Размер сита 0.20 Сита использованные для просева «отходов» латуни
- 6. Порошок латуни (пропущен через сита) Углеграфит Готовый вкладыш из углегерафита и латуни Технология изготовления вкладыша
- 7. Результаты натурных испытаний
- 9. Скачать презентацию
Слайд 2Данная технология заключается в следующем. Вставка устанавливалась в специальном пазу на глубину
Данная технология заключается в следующем. Вставка устанавливалась в специальном пазу на глубину
Слайд 3Далее настраивалась фреза, выбиралась нужная насадка, в данном случае это насадка под
Далее настраивалась фреза, выбиралась нужная насадка, в данном случае это насадка под

Слайд 4Готовый паз под вкладыш
Готовый паз под вкладыш

Слайд 5Размер сита 0.315
Размер сита 0.20
Сита использованные для просева «отходов» латуни
Размер сита 0.315
Размер сита 0.20
Сита использованные для просева «отходов» латуни

Слайд 6Порошок латуни (пропущен через сита)
Углеграфит
Готовый вкладыш из углегерафита и латуни
Технология изготовления вкладыша
Порошок латуни (пропущен через сита)
Углеграфит
Готовый вкладыш из углегерафита и латуни
Технология изготовления вкладыша

Слайд 7Результаты натурных испытаний
Результаты натурных испытаний

 ГЛОБАЛЬНЫЕ СОЦИАЛЬНЫЕ СЕТИ и ИНФОРМАЦИОННАЯ БЕЗОПАСНОСТЬ
ГЛОБАЛЬНЫЕ СОЦИАЛЬНЫЕ СЕТИ и ИНФОРМАЦИОННАЯ БЕЗОПАСНОСТЬ Visual Basic
Visual Basic Роль государства в экономике страны. ВВП. ВНП. НД
Роль государства в экономике страны. ВВП. ВНП. НД Презентация на тему Способы защиты населения в ЧС
Презентация на тему Способы защиты населения в ЧС  Областная онлайн-конференция для родителей детей-инвалидов и детей с ОВЗ
Областная онлайн-конференция для родителей детей-инвалидов и детей с ОВЗ В чем смысл нового стандарта?
В чем смысл нового стандарта? Шаблон инвест презентации
Шаблон инвест презентации Информационно-поисковая система «Мониторинг Пассажиров»
Информационно-поисковая система «Мониторинг Пассажиров» Вспомогательное оборудование и аппаратура ТИГ
Вспомогательное оборудование и аппаратура ТИГ Основы предпринимательской деятельности
Основы предпринимательской деятельности Общие сведения об отделочных и плиточных работах. Лекция 1
Общие сведения об отделочных и плиточных работах. Лекция 1 Презентация на тему Звери запасаются жиром
Презентация на тему Звери запасаются жиром Презентация_структура_новинки
Презентация_структура_новинки Презентация на тему Рефлекс. Рефлекторная дуга
Презентация на тему Рефлекс. Рефлекторная дуга Карьерные, образовательные и миграционные стратегии российских сельских школьников
Карьерные, образовательные и миграционные стратегии российских сельских школьников Амины
Амины Бизнес – план ателье ГАВ
Бизнес – план ателье ГАВ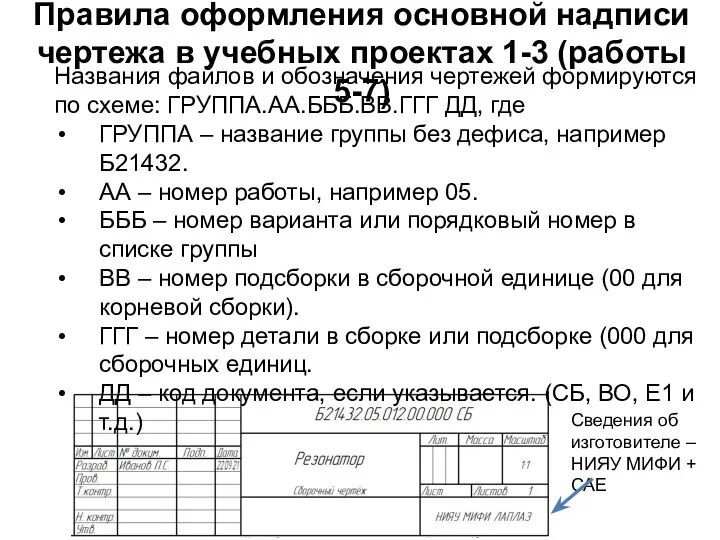 Правила оформления основной надписи чертежа в учебных проектах 1-3
Правила оформления основной надписи чертежа в учебных проектах 1-3 Презентация на тему Византия
Презентация на тему Византия  Правовая, налоговая и финансовая среда бизнеса
Правовая, налоговая и финансовая среда бизнеса Томск - 2011
Томск - 2011 Коммуникационная деятельность в муниципальном бюджетном учреждении Информационно-методический центр культуры
Коммуникационная деятельность в муниципальном бюджетном учреждении Информационно-методический центр культуры The educational system of the Great Britain
The educational system of the Great Britain Торговая площадка неликвидов
Торговая площадка неликвидов  Фотографический натюрморт
Фотографический натюрморт ЯЛПИ ТАЛАБ ВА ЯЛПИ ТАКЛИФ
ЯЛПИ ТАЛАБ ВА ЯЛПИ ТАКЛИФ Презентация на тему Канада: Национальные парки. Географические объекты
Презентация на тему Канада: Национальные парки. Географические объекты  Общие сведения об электротехнологии. Энергетические основы электротехнологии. Лекция №2
Общие сведения об электротехнологии. Энергетические основы электротехнологии. Лекция №2