- Система координат станков с ЧПУ. Правая система координат. Обозначение направлений

Содержание
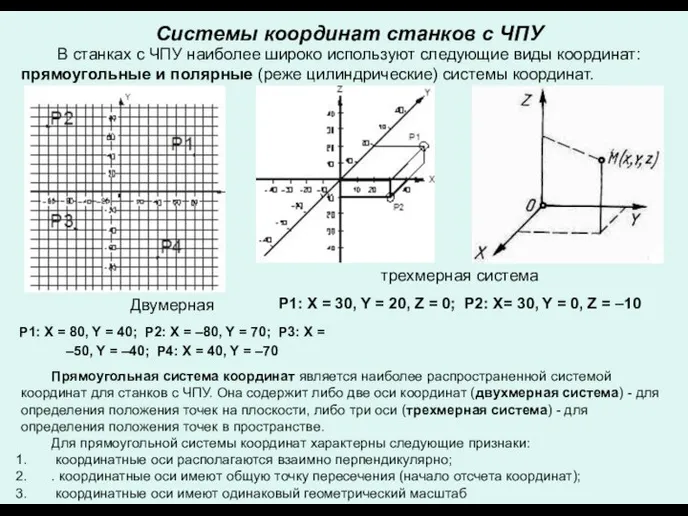
- 2. Системы координат станков с ЧПУ В станках с ЧПУ наиболее широко используют следующие виды координат: прямоугольные
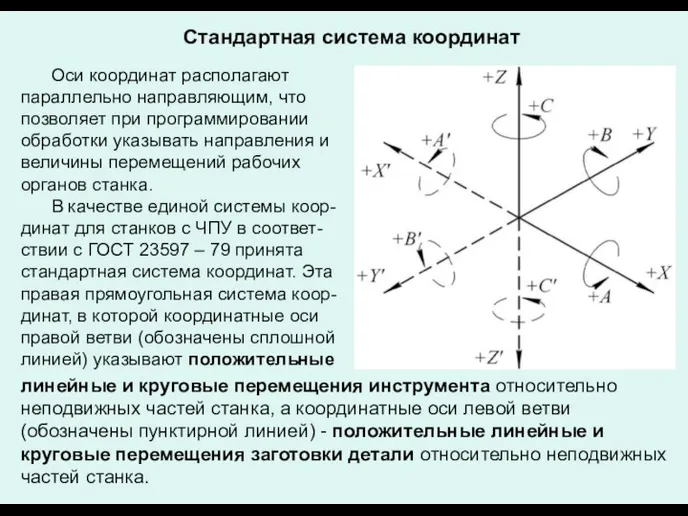
- 3. Оси координат располагают параллельно направляющим, что позволяет при программировании обработки указывать направления и величины перемещений рабочих
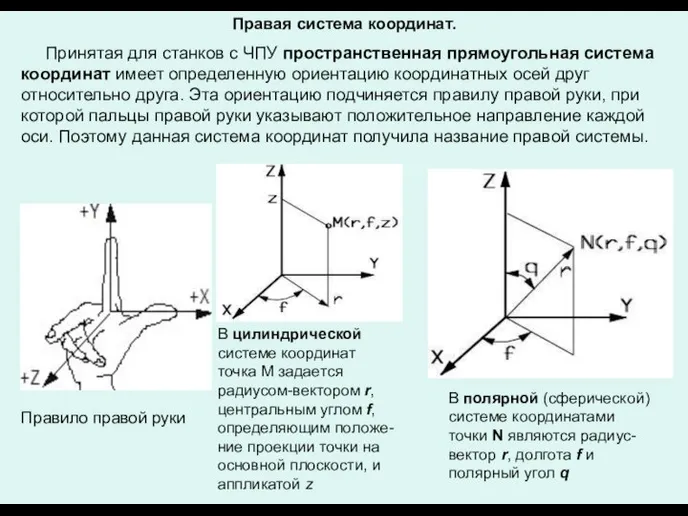
- 4. Правая система координат. Принятая для станков с ЧПУ пространственная прямоугольная система координат имеет определенную ориентацию координатных
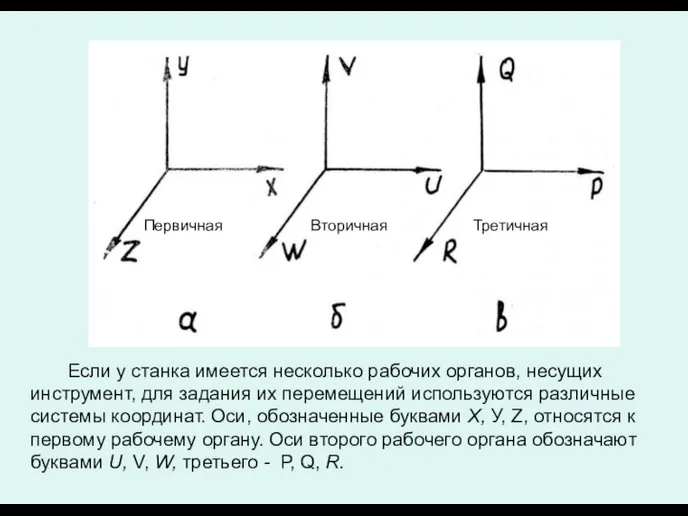
- 5. Если у станка имеется несколько рабочих органов, несущих инструмент, для задания их перемещений используются различные системы
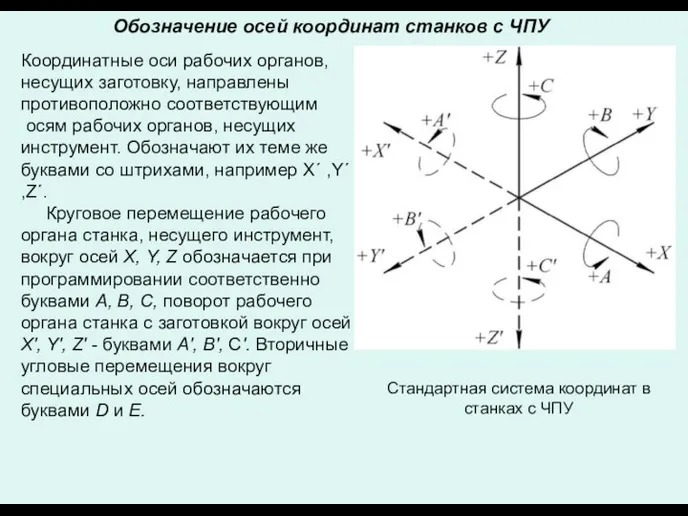
- 6. Обозначение осей координат станков с ЧПУ Координатные оси рабочих органов, несущих заготовку, направлены противоположно соответствующим осям
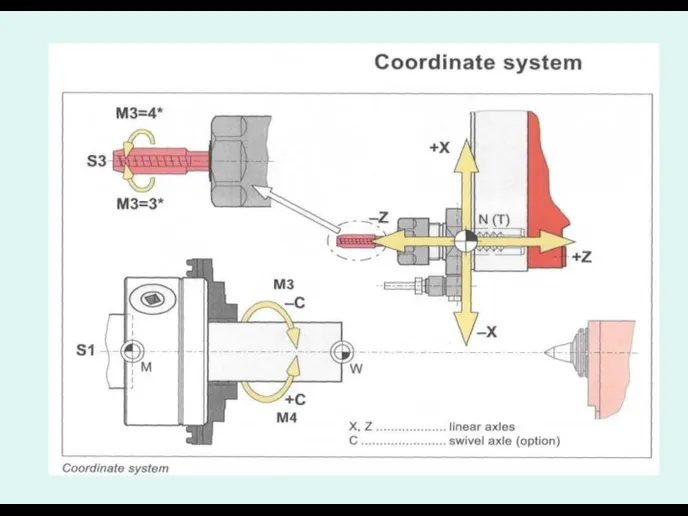
- 7. Координатная система станка с ЧПУ Для станков с ЧПУ принята единая система координат, рекомендуемая Международной организацией
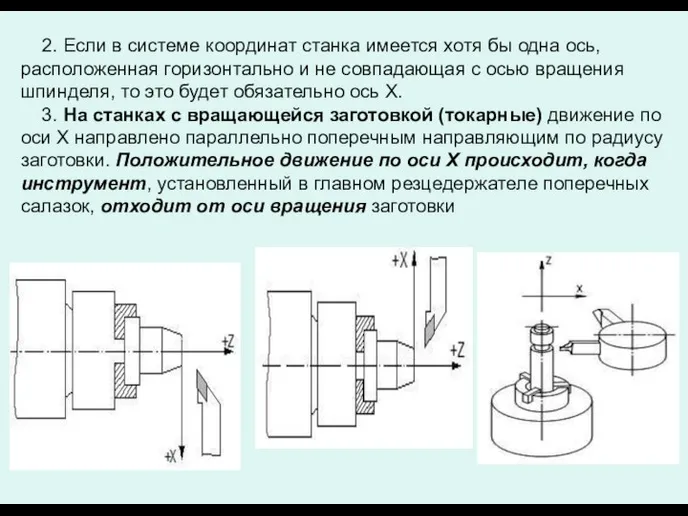
- 8. . 2. Если в системе координат станка имеется хотя бы одна ось, расположенная горизонтально и не
- 9. 5. Положительное направление оси Y определяется по одному из следующих правил: – Смотря вдоль оси Z
- 10. Система координат инструмента (СКИ) Предназначена для задания положения его настроечной точки относительно державки или центра поворота
- 11. Координатная система детали Начало СКД определяется технологом-программистом, исходя из анализа чертежа детали. Координатные оси СКД параллельны
- 12. Для токарных станков, обработка детали выполняется движением инструмента, следовательно направление осей СКД и СКС совпадают. В
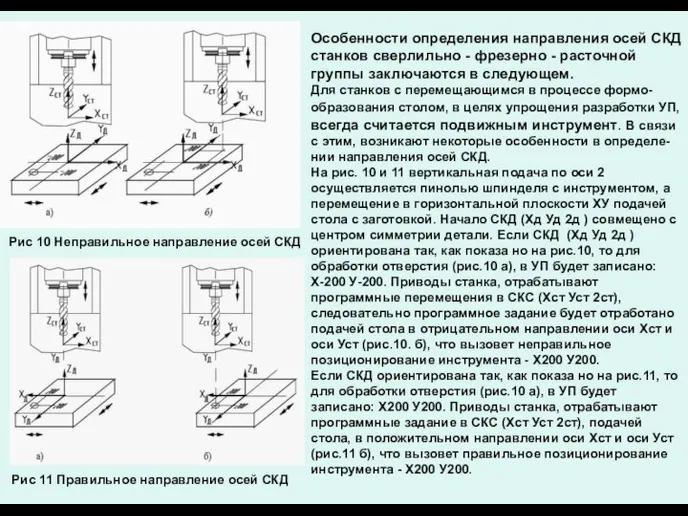
- 13. Особенности определения направления осей СКД станков сверлильно - фрезерно - расточной группы заключаются в следующем. Для
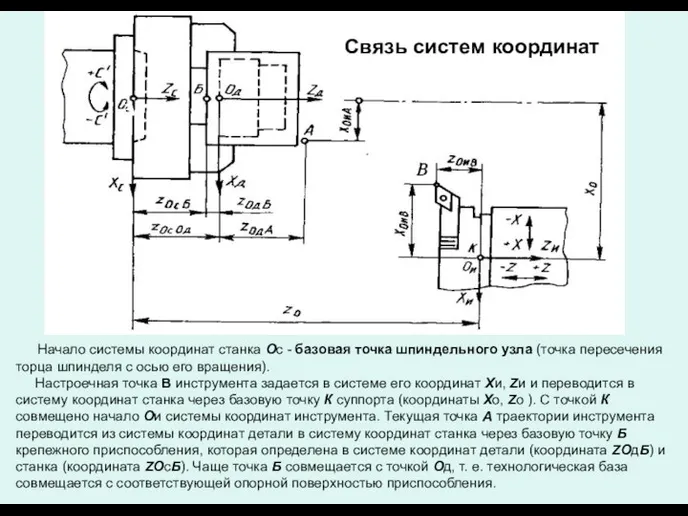
- 14. Начало системы координат станка Ос - базовая точка шпиндельного узла (точка пересечения торца шпинделя с осью
- 15. Начало системы координат XcYcZc сверлильно-расточного станка принято в базовой точке П при крайнем левом дальнем положении
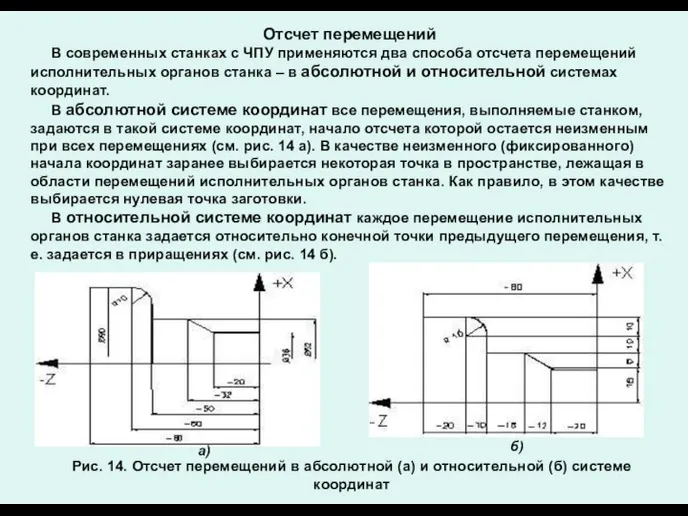
- 16. Отсчет перемещений В современных станках с ЧПУ применяются два способа отсчета перемещений исполнительных органов станка –
- 17. Способ отсчета перемещений в абсолютной системе координат наиболее распространен и имеет ряд преимуществ, а именно: расчеты
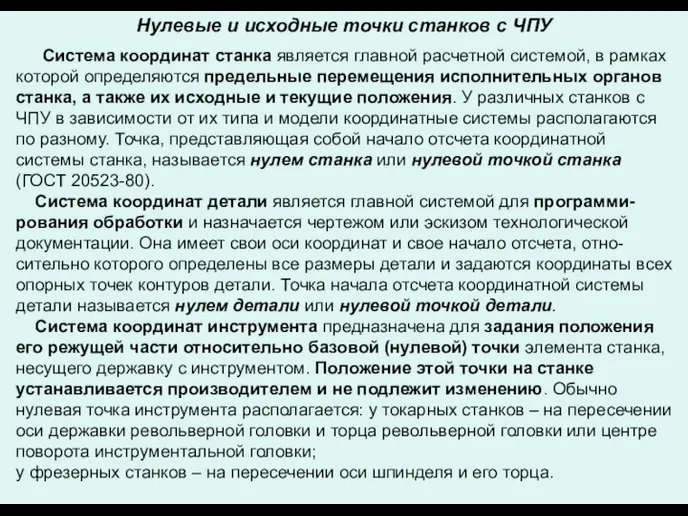
- 18. Нулевые и исходные точки станков с ЧПУ Система координат станка является главной расчетной системой, в рамках
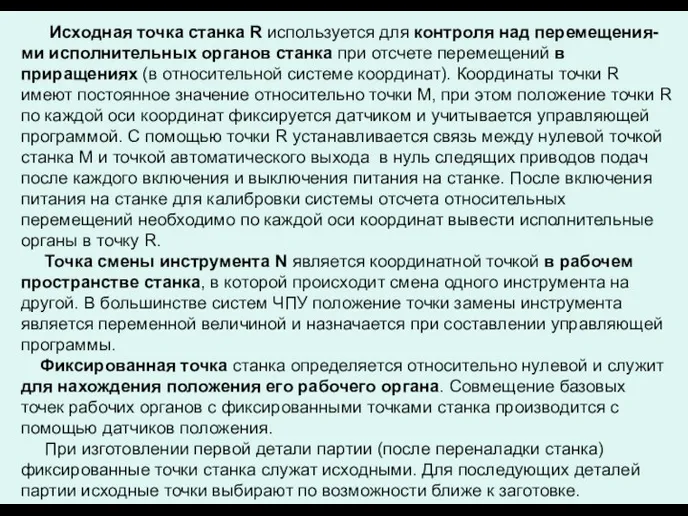
- 19. Исходная точка станка R используется для контроля над перемещения-ми исполнительных органов станка при отсчете перемещений в
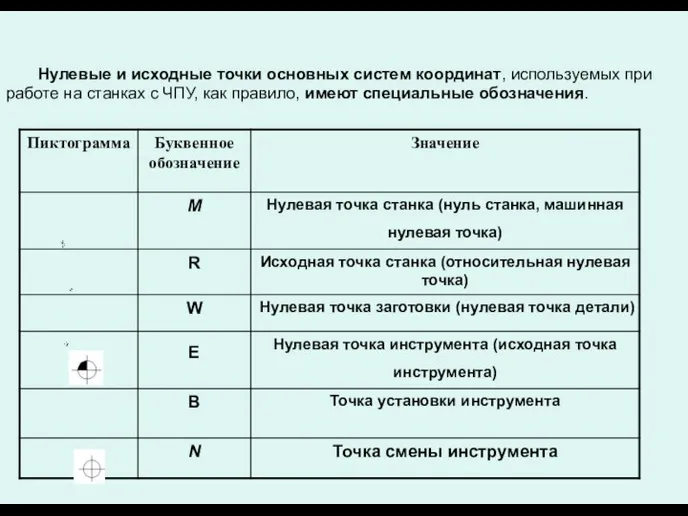
- 20. Нулевые и исходные точки основных систем координат, используемых при работе на станках с ЧПУ, как правило,
- 21. Нулевая точка станка M Как правило у токарных станков точка М располагается на оси вращения шпинделя
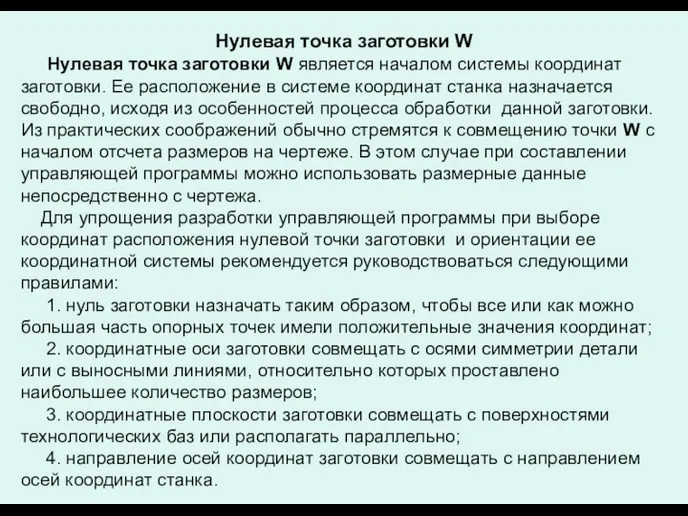
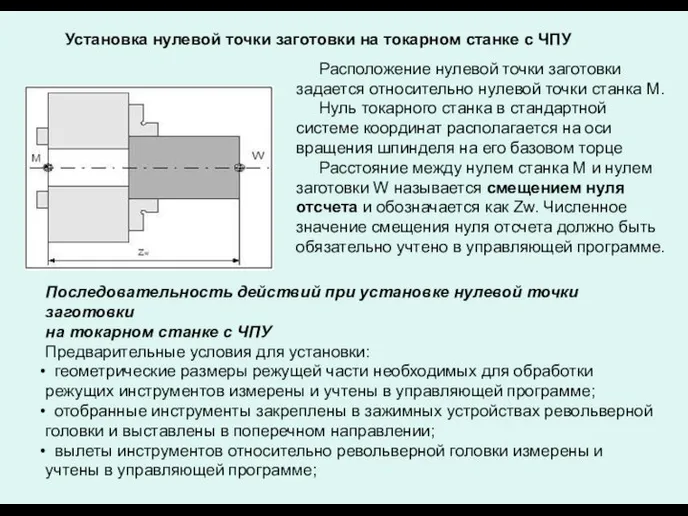
- 22. Нулевая точка заготовки W Нулевая точка заготовки W является началом системы координат заготовки. Ее расположение в
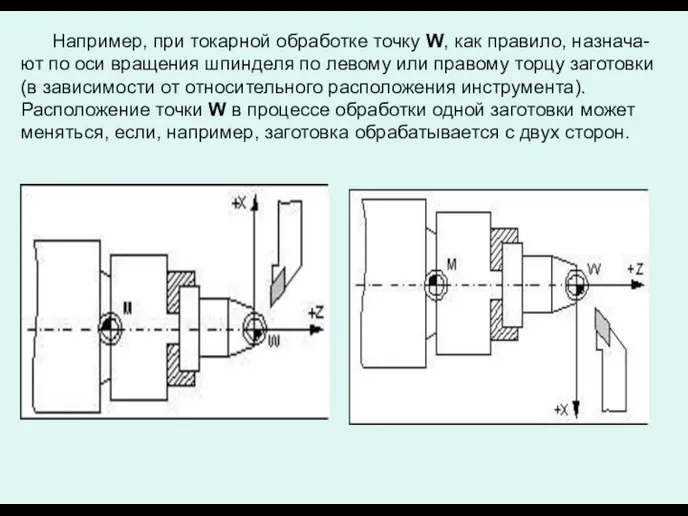
- 23. Например, при токарной обработке точку W, как правило, назнача-ют по оси вращения шпинделя по левому или
- 24. На чертежах фрезерных деталей за базу при простановке размеров обычно принимается один из углов ее наружного
- 25. Это могут быть угол заготовки, габаритный центр заготовки, центр отверстия, по оси Z – это либо
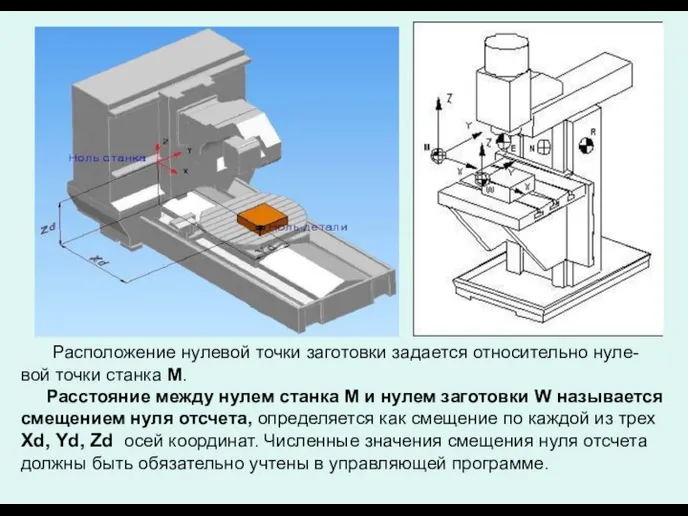
- 26. Расположение нулевой точки заготовки задается относительно нуле-вой точки станка М. Расстояние между нулем станка M и
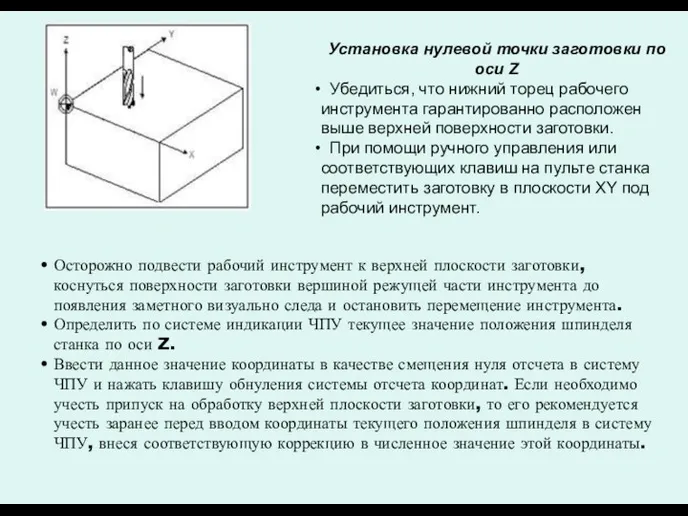
- 27. Последовательность действий при установке нулевой точки заготовки на фрезерном станке с ЧПУ Предварительные условия для установки:
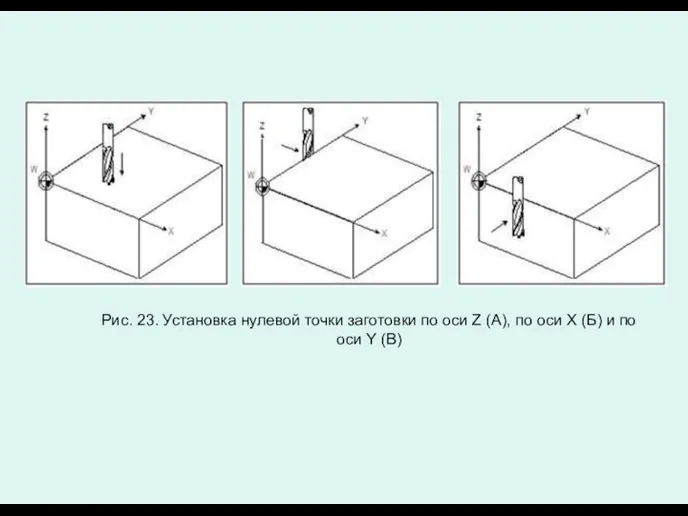
- 28. Рис. 23. Установка нулевой точки заготовки по оси Z (А), по оси Х (Б) и по
- 29. Осторожно подвести рабочий инструмент к верхней плоскости заготовки, коснуться поверхности заготовки вершиной режущей части инструмента до
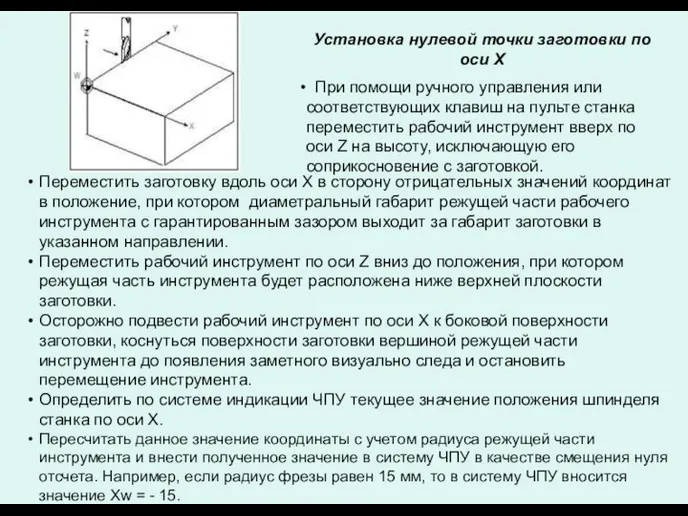
- 30. Переместить заготовку вдоль оси X в сторону отрицательных значений координат в положение, при котором диаметральный габарит
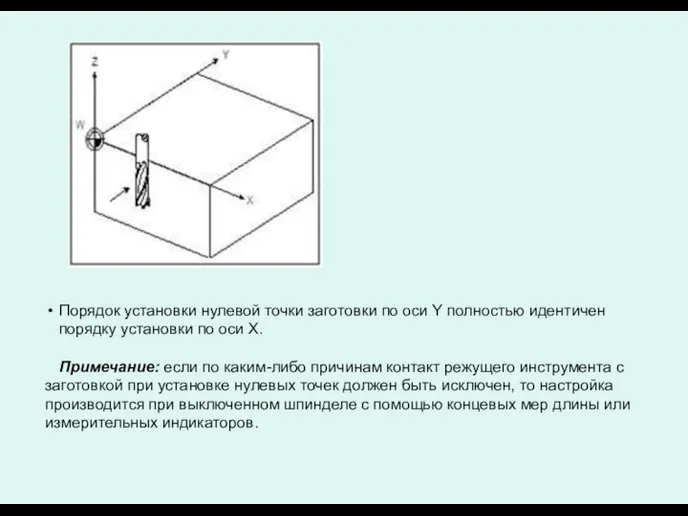
- 31. Порядок установки нулевой точки заготовки по оси Y полностью идентичен порядку установки по оси X. Примечание:
- 32. Последовательность действий при установке нулевой точки заготовки на токарном станке с ЧПУ Предварительные условия для установки:
- 33. заготовка должным образом закреплена в шпинделе. Убедиться, что при повороте револьверной головки исключено столкновение инструментов с
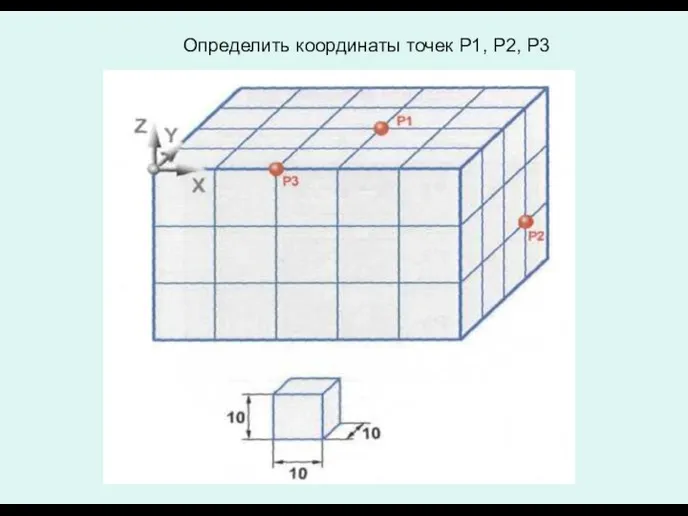
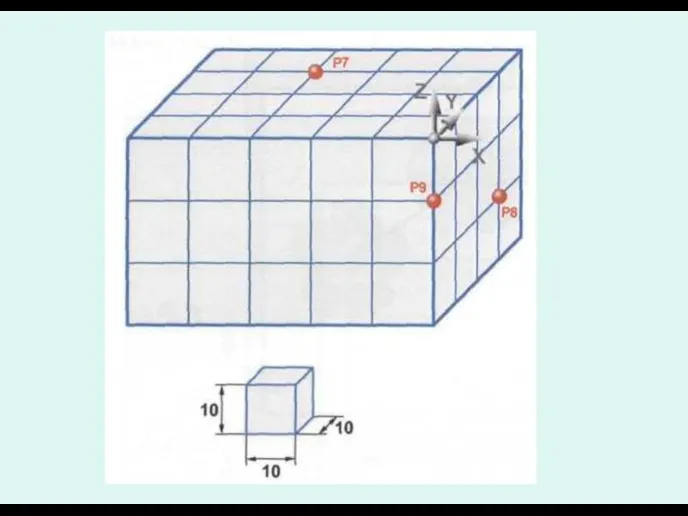
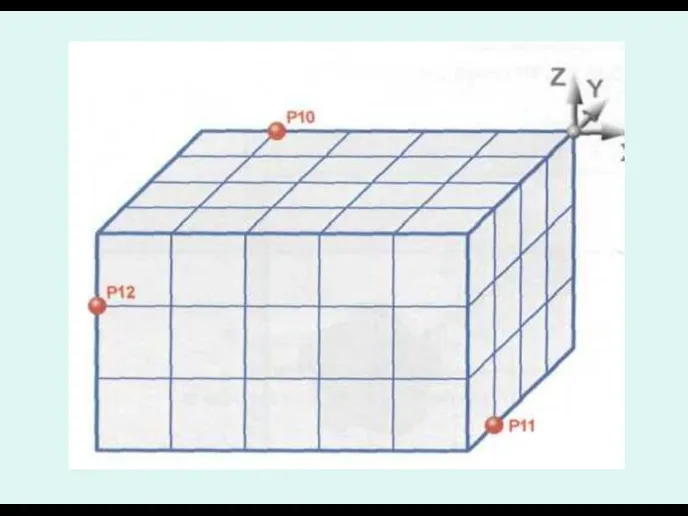
- 34. Определить координаты точек Р1, Р2, Р3
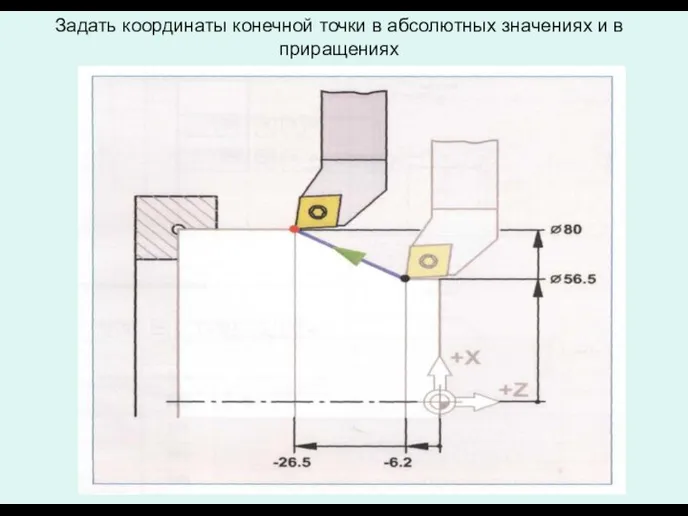
- 39. Задать координаты конечной точки в абсолютных значениях и в приращениях
- 40. Вопросы для самоконтроля. Какие системы координат используются в станках с ЧПУ? В чем отличие двумерной от
- 42. Скачать презентацию
Слайд 3 Оси координат располагают параллельно направляющим, что позволяет при программировании обработки указывать
Оси координат располагают параллельно направляющим, что позволяет при программировании обработки указывать
Слайд 4Правая система координат.
Принятая для станков с ЧПУ пространственная прямоугольная система
Правая система координат.
Принятая для станков с ЧПУ пространственная прямоугольная система
Слайд 5 Если у станка имеется несколько рабочих органов, несущих инструмент, для задания
Если у станка имеется несколько рабочих органов, несущих инструмент, для задания
Слайд 6Обозначение осей координат станков с ЧПУ
Координатные оси рабочих органов, несущих заготовку, направлены
Обозначение осей координат станков с ЧПУ
Координатные оси рабочих органов, несущих заготовку, направлены
Слайд 7Координатная система станка с ЧПУ
Для станков с ЧПУ принята единая система координат,
Координатная система станка с ЧПУ
Для станков с ЧПУ принята единая система координат,
Слайд 8.
2. Если в системе координат станка имеется хотя бы одна
.
2. Если в системе координат станка имеется хотя бы одна
Слайд 95. Положительное направление оси Y определяется по одному из следующих правил:
– Смотря
5. Положительное направление оси Y определяется по одному из следующих правил:
– Смотря

Слайд 10Система координат инструмента (СКИ)
Предназначена для задания положения его настроечной точки относительно
Система координат инструмента (СКИ)
Предназначена для задания положения его настроечной точки относительно

Слайд 11Координатная система детали
Начало СКД определяется технологом-программистом, исходя из анализа чертежа детали.
Начало СКД определяется технологом-программистом, исходя из анализа чертежа детали.
Слайд 12 Для токарных станков, обработка детали выполняется движением инструмента, следовательно направление осей
Для токарных станков, обработка детали выполняется движением инструмента, следовательно направление осей

Слайд 13Особенности определения направления осей СКД станков сверлильно - фрезерно - расточной группы
Особенности определения направления осей СКД станков сверлильно - фрезерно - расточной группы
Слайд 14 Начало системы координат станка Ос - базовая точка шпиндельного узла (точка
Начало системы координат станка Ос - базовая точка шпиндельного узла (точка
Слайд 15 Начало системы координат XcYcZc сверлильно-расточного станка принято в базовой точке П
Начало системы координат XcYcZc сверлильно-расточного станка принято в базовой точке П

Слайд 16Отсчет перемещений
В современных станках с ЧПУ применяются два способа отсчета перемещений
Отсчет перемещений
В современных станках с ЧПУ применяются два способа отсчета перемещений
Слайд 17Способ отсчета перемещений в абсолютной системе координат наиболее распространен и имеет ряд
Способ отсчета перемещений в абсолютной системе координат наиболее распространен и имеет ряд
Слайд 18Нулевые и исходные точки станков с ЧПУ
Система координат станка является
Нулевые и исходные точки станков с ЧПУ
Система координат станка является
Слайд 19 Исходная точка станка R используется для контроля над перемещения-ми исполнительных органов
Исходная точка станка R используется для контроля над перемещения-ми исполнительных органов
Слайд 20
Нулевые и исходные точки основных систем координат, используемых при работе на
Нулевые и исходные точки основных систем координат, используемых при работе на
Слайд 21Нулевая точка станка M
Как правило у токарных станков точка М
Нулевая точка станка M
Как правило у токарных станков точка М

Слайд 22
Нулевая точка заготовки W
Нулевая точка заготовки W является началом системы
Нулевая точка заготовки W
Нулевая точка заготовки W является началом системы
Слайд 23 Например, при токарной обработке точку W, как правило, назнача-ют по оси
Например, при токарной обработке точку W, как правило, назнача-ют по оси
Слайд 24На чертежах фрезерных деталей за базу при простановке размеров обычно принимается один
На чертежах фрезерных деталей за базу при простановке размеров обычно принимается один
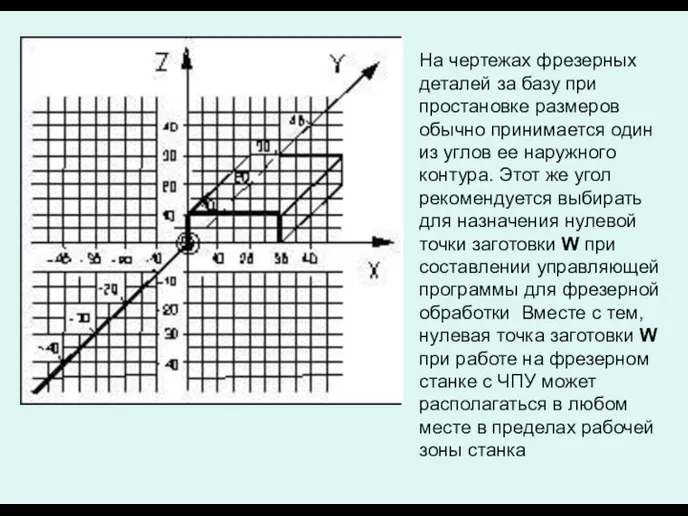
Слайд 25 Это могут быть угол заготовки, габаритный центр заготовки, центр отверстия, по
Это могут быть угол заготовки, габаритный центр заготовки, центр отверстия, по

Слайд 26 Расположение нулевой точки заготовки задается относительно нуле-вой точки станка М.
Расположение нулевой точки заготовки задается относительно нуле-вой точки станка М.
Слайд 27Последовательность действий при установке нулевой точки заготовки
на фрезерном станке с ЧПУ
Предварительные
Последовательность действий при установке нулевой точки заготовки
на фрезерном станке с ЧПУ
Предварительные
Слайд 28Рис. 23. Установка нулевой точки заготовки по оси Z (А), по оси Х
Рис. 23. Установка нулевой точки заготовки по оси Z (А), по оси Х
Слайд 29Осторожно подвести рабочий инструмент к верхней плоскости заготовки, коснуться поверхности заготовки вершиной
Осторожно подвести рабочий инструмент к верхней плоскости заготовки, коснуться поверхности заготовки вершиной
Слайд 30Переместить заготовку вдоль оси X в сторону отрицательных значений координат в положение,
Переместить заготовку вдоль оси X в сторону отрицательных значений координат в положение,
Слайд 31Порядок установки нулевой точки заготовки по оси Y полностью идентичен порядку установки
Порядок установки нулевой точки заготовки по оси Y полностью идентичен порядку установки
Слайд 32Последовательность действий при установке нулевой точки заготовки
на токарном станке с ЧПУ
Последовательность действий при установке нулевой точки заготовки
на токарном станке с ЧПУ
Слайд 33 заготовка должным образом закреплена в шпинделе.
Убедиться, что при повороте револьверной
заготовка должным образом закреплена в шпинделе.
Убедиться, что при повороте револьверной
Слайд 34Определить координаты точек Р1, Р2, Р3
Определить координаты точек Р1, Р2, Р3
Слайд 39Задать координаты конечной точки в абсолютных значениях и в приращениях
Задать координаты конечной точки в абсолютных значениях и в приращениях
Слайд 40 Вопросы для самоконтроля.
Какие системы координат используются в станках с ЧПУ?
Вопросы для самоконтроля.
Какие системы координат используются в станках с ЧПУ?
 Зима
Зима РПГ-7. Гранатомети
РПГ-7. Гранатомети Методы финансирования инвестиций
Методы финансирования инвестиций  Возникновение и основные этапы развития зарубежных социально-политических учений. Тема № 4
Возникновение и основные этапы развития зарубежных социально-политических учений. Тема № 4 Стрелковое оружие, гранатометы
Стрелковое оружие, гранатометы Коучинг: лидер переговоров
Коучинг: лидер переговоров Ароматы Bloomatique и Magnetique
Ароматы Bloomatique и Magnetique Для преодоления последствий кризиса 1998 года «Nescafe» перешел на более дешевую и крупную упаковку, но с меньшим содержанием кофе
Для преодоления последствий кризиса 1998 года «Nescafe» перешел на более дешевую и крупную упаковку, но с меньшим содержанием кофе Презентация на тему Суд и процесс по судебникам 1497 и 1550 гг.
Презентация на тему Суд и процесс по судебникам 1497 и 1550 гг.  Единый недвижимый комплекс
Единый недвижимый комплекс Моя профессия Лингвист
Моя профессия Лингвист Prezentatsia_Pravila_povedenia_pri_zemletryaseniakh_2
Prezentatsia_Pravila_povedenia_pri_zemletryaseniakh_2 Целеполагание в управлении
Целеполагание в управлении ЙОШКАР-ОЛА ЗАВТРА:CITY-ЦЕНТР.(ГЛАЗАМИ СТУДЕНТОВ И ПРЕПОДАВАТЕЛЕЙ)
ЙОШКАР-ОЛА ЗАВТРА:CITY-ЦЕНТР.(ГЛАЗАМИ СТУДЕНТОВ И ПРЕПОДАВАТЕЛЕЙ) Военное искусство Востока
Военное искусство Востока Теоретические основы и основные направления психолого-педагогической коррекции
Теоретические основы и основные направления психолого-педагогической коррекции Четвертый лишний
Четвертый лишний Зрительные иллюзии
Зрительные иллюзии А. Файоль. Менеджмент
А. Файоль. Менеджмент Презентация на тему Пожары и взрывы
Презентация на тему Пожары и взрывы  Загадки о зиме
Загадки о зиме Планирование бизнеса
Планирование бизнеса Халкечев Женя 14 лет. Презентация на тему: Презентация на тему:
Халкечев Женя 14 лет. Презентация на тему: Презентация на тему: Немое кино
Немое кино воды
воды Презентация на тему М. Ю. Лермонтов. Жизнь и судьба
Презентация на тему М. Ю. Лермонтов. Жизнь и судьба  Культурные особенности Канады
Культурные особенности Канады Простое осложнённое предложение
Простое осложнённое предложение