- Слесарное дело. Пайка

Содержание
- 2. ПАЙКА – это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём
- 3. Пайку широко применяют в различных отраслях промышленности. К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что
- 4. ПРИПОИ – ЭТО КАЧЕСТВО, ПРОЧНОСТЬ И ЭКСПЛУАТАЦИОННАЯ НАДЁЖНОСТЬ ПАЯЛЬНОГО СОЕДИНЕНИЯ. ПРИПОИ ДОЛЖНЫ ОБЛАДАТЬ СЛЕДУЮЩИМИ СВОЙСТВАМИ: иметь
- 5. ЛЕГКОПЛАВКИЕ ПРИПОИ Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов. Для
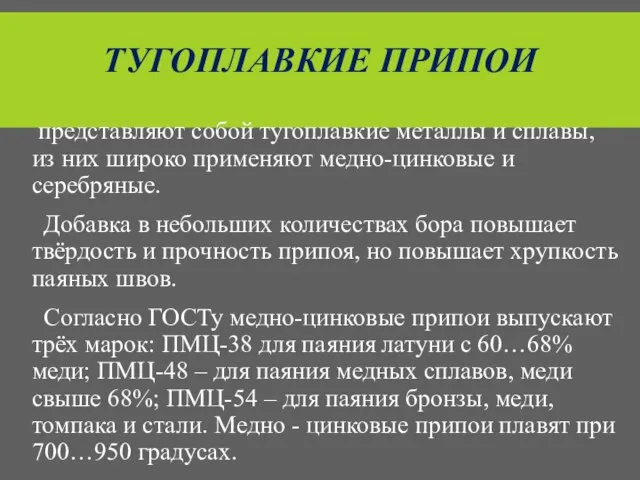
- 6. ТУГОПЛАВКИЕ ПРИПОИ представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные. Добавка
- 7. ФЛЮСЫ применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности
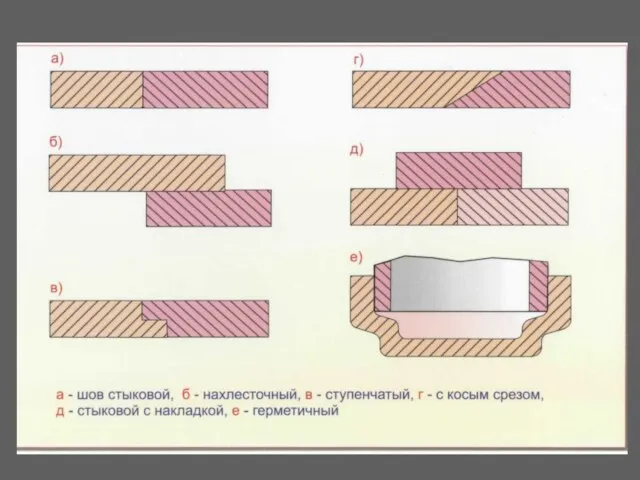
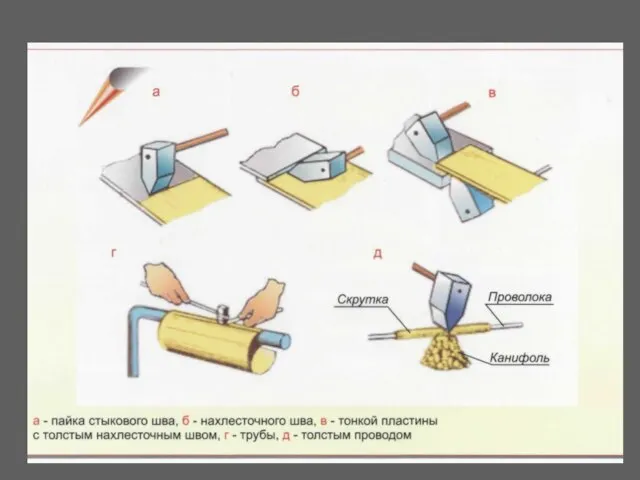
- 8. ВИДЫ ПАЯНЫХ ШВОВ. В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три
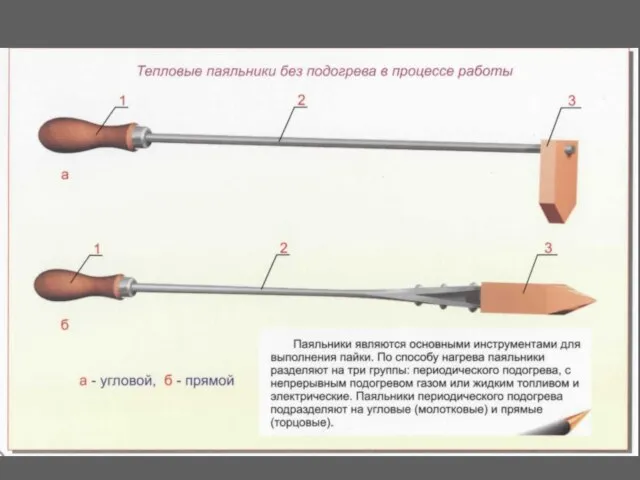
- 10. ИНСТРУМЕНТЫ ДЛЯ ПАЙКИ. ВИДЫ ПАЯНЫХ ШВОВ Электрические паяльники применяют широко, так как они просты по устройству
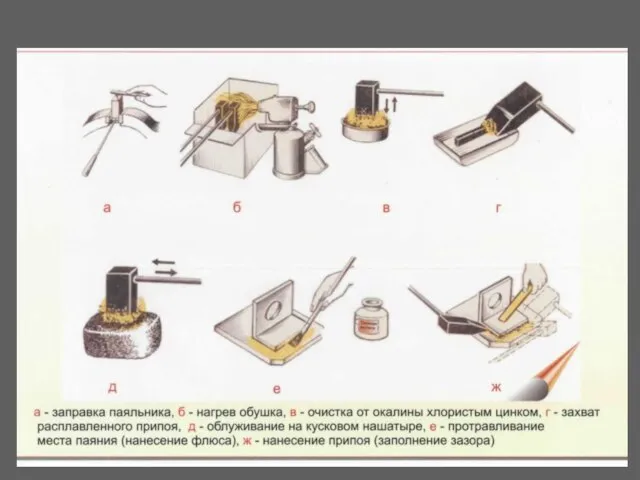
- 16. ПАЙКА МЯГКИМИ И ТВЁРДЫМИ ПРИПОЯМИ Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке
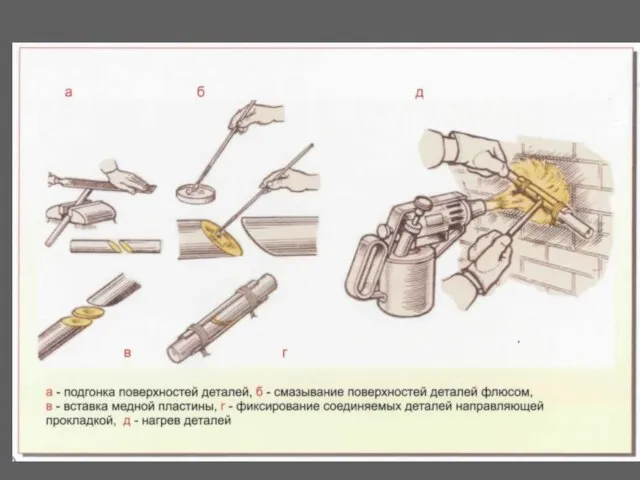
- 17. ЛУЖЕНИЕ Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со
- 18. Лужение, как правило, применяют при подготовке деталей к пайке, а также для предохранения изделий от коррозии,
- 19. ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ зависит от требований, предъявляемых к изделиям, и способа нанесения полуды. Перед покрытием
- 20. СПОСОБЫ ЛУЖЕНИЯ. Лужение погружением выполняют в чистой металлической посуде, в которую закладывают, а затем расплавляют полуду,
- 22. БЕЗОПАСНОСТЬ ТРУДА. При пайке и лужении необходимо соблюдать следующие правили безопасности: рабочее место паяльщика должно быть
- 23. СКЛЕИВАНИЕ – это процесс соединения деталей машин, строительных конструкций и других изделий с помощью клеев. Клеевые
- 24. КЛЕЯЩИЕ ВЕЩЕСТВА. Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов.
- 25. Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден для соединения стали, чугуна, алюминия,
- 26. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СКЛЕИВАНИЯ независимо от склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей
- 28. Скачать презентацию
Слайд 2ПАЙКА
– это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их
ПАЙКА
– это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их
Слайд 3 Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки относятся:
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки относятся:
Слайд 4ПРИПОИ – ЭТО КАЧЕСТВО, ПРОЧНОСТЬ И ЭКСПЛУАТАЦИОННАЯ НАДЁЖНОСТЬ ПАЯЛЬНОГО СОЕДИНЕНИЯ.
ПРИПОИ ДОЛЖНЫ
ПРИПОИ – ЭТО КАЧЕСТВО, ПРОЧНОСТЬ И ЭКСПЛУАТАЦИОННАЯ НАДЁЖНОСТЬ ПАЯЛЬНОГО СОЕДИНЕНИЯ. ПРИПОИ ДОЛЖНЫ
Слайд 5ЛЕГКОПЛАВКИЕ ПРИПОИ
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и
ЛЕГКОПЛАВКИЕ ПРИПОИ
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и
Слайд 6ТУГОПЛАВКИЕ ПРИПОИ
представляют собой тугоплавкие металлы и сплавы, из них широко применяют
ТУГОПЛАВКИЕ ПРИПОИ
представляют собой тугоплавкие металлы и сплавы, из них широко применяют
Слайд 7ФЛЮСЫ
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности,
ФЛЮСЫ
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности,
Слайд 8ВИДЫ ПАЯНЫХ ШВОВ.
В зависимости от предъявляемых к спаиваемым изделиям требований паяные
ВИДЫ ПАЯНЫХ ШВОВ.
В зависимости от предъявляемых к спаиваемым изделиям требований паяные
Слайд 10ИНСТРУМЕНТЫ ДЛЯ ПАЙКИ. ВИДЫ ПАЯНЫХ ШВОВ
Электрические паяльники применяют широко, так как
ИНСТРУМЕНТЫ ДЛЯ ПАЙКИ. ВИДЫ ПАЯНЫХ ШВОВ
Электрические паяльники применяют широко, так как

Слайд 16ПАЙКА МЯГКИМИ И ТВЁРДЫМИ ПРИПОЯМИ
Пайка мягкими припоями делится на кислотную и
ПАЙКА МЯГКИМИ И ТВЁРДЫМИ ПРИПОЯМИ
Пайка мягкими припоями делится на кислотную и
Слайд 17ЛУЖЕНИЕ
Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий
ЛУЖЕНИЕ
Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий
Слайд 18 Лужение, как правило, применяют при подготовке деталей к пайке, а также
Лужение, как правило, применяют при подготовке деталей к пайке, а также
Слайд 19ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ
зависит от требований, предъявляемых к изделиям, и способа
ПОДГОТОВКА ПОВЕРХНОСТИ К ЛУЖЕНИЮ
зависит от требований, предъявляемых к изделиям, и способа
Слайд 20СПОСОБЫ ЛУЖЕНИЯ.
Лужение погружением выполняют в чистой металлической посуде, в которую закладывают,
СПОСОБЫ ЛУЖЕНИЯ.
Лужение погружением выполняют в чистой металлической посуде, в которую закладывают,

Слайд 22БЕЗОПАСНОСТЬ ТРУДА.
При пайке и лужении необходимо соблюдать следующие правили безопасности:
рабочее
БЕЗОПАСНОСТЬ ТРУДА.
При пайке и лужении необходимо соблюдать следующие правили безопасности:
рабочее
Слайд 23СКЛЕИВАНИЕ
– это процесс соединения деталей машин, строительных конструкций и других изделий
СКЛЕИВАНИЕ
– это процесс соединения деталей машин, строительных конструкций и других изделий
Слайд 24КЛЕЯЩИЕ ВЕЩЕСТВА.
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита,
КЛЕЯЩИЕ ВЕЩЕСТВА.
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита,
Слайд 25 Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден
Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден
Слайд 26ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СКЛЕИВАНИЯ
независимо от склеиваемых материалов и марок клеев состоит из
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СКЛЕИВАНИЯ
независимо от склеиваемых материалов и марок клеев состоит из
 Будущий профессор с настоящими
Будущий профессор с настоящими Удивительные ритмы природы. Зима
Удивительные ритмы природы. Зима The principles of providing safety of population
The principles of providing safety of population Образовательная программа ИИТО ЮНЕСКО
Образовательная программа ИИТО ЮНЕСКО Рынок акционерного капитала
Рынок акционерного капитала класс МБОУ СОШ №24
класс МБОУ СОШ №24 ООО Манго. Столовая школы № 67
ООО Манго. Столовая школы № 67 Достижения Казахстана за период независимости
Достижения Казахстана за период независимости Синтетические ткани
Синтетические ткани Презентация на тему Физико-математический КВН в 9-х классах
Презентация на тему Физико-математический КВН в 9-х классах ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ
ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка
Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка Внедрение MST в Азербайджане
Внедрение MST в Азербайджане Нанотехнологии
Нанотехнологии Работа социального педагогам с детьми девиантного поведения
Работа социального педагогам с детьми девиантного поведения Евгений Абрамович Баратынский
Евгений Абрамович Баратынский Программа энергосбережения для зданий социальной сферы г.Тольятти
Программа энергосбережения для зданий социальной сферы г.Тольятти Ватикан
Ватикан 29 МАРТА 2006 ГОДА
29 МАРТА 2006 ГОДА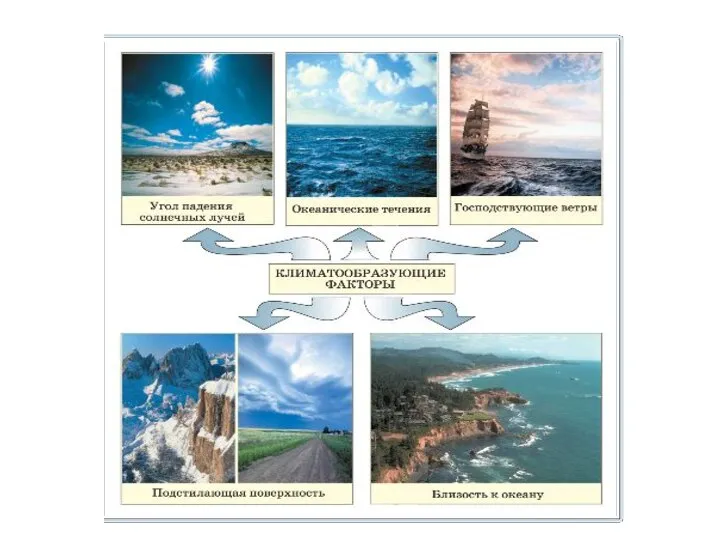 7-Б География 18.10
7-Б География 18.10 Зоя Космодемьянская в творчестве тамбовских поэтов
Зоя Космодемьянская в творчестве тамбовских поэтов Псалом 5
Псалом 5 Рейтинг web-студии
Рейтинг web-студии Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский
Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский Презентация на тему Опыт Иоффе
Презентация на тему Опыт Иоффе  Умножение дробей
Умножение дробей Информация для работника «Что делать, если зарплату платят в конверте»
Информация для работника «Что делать, если зарплату платят в конверте» Оценка мышления с помощью аналогий
Оценка мышления с помощью аналогий