- Свариваемость чугуна. Особенности сварки чугуна

Содержание
- 2. Свариваемость чугуна .Особенности сварки чугуна Чугуном называется сплав железа с углеродом, содержащий углерод от 2 до
- 3. Виды и особенности сварки чугуна Чугуном называется сплав железа с углеродом, содержащий углерод от 2 до
- 4. Серый чугун – это такой чугун, в котором большая часть углерода находится в свободном состоянии, т.е.
- 5. Высокопрочный чугун получают из серого чугуна специальной обработкой – введением в жидкий чугун при температуре не
- 6. Способы сварки чугуна Сварку чугуна применяют при ремонтно-восстановительных работах и для изготовления сварно-литых конструкций. Чугун сваривают
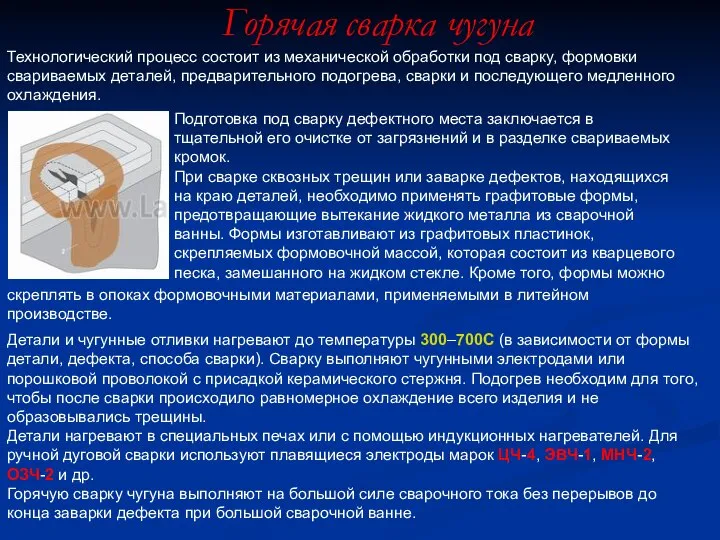
- 7. Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений и в разделке свариваемых
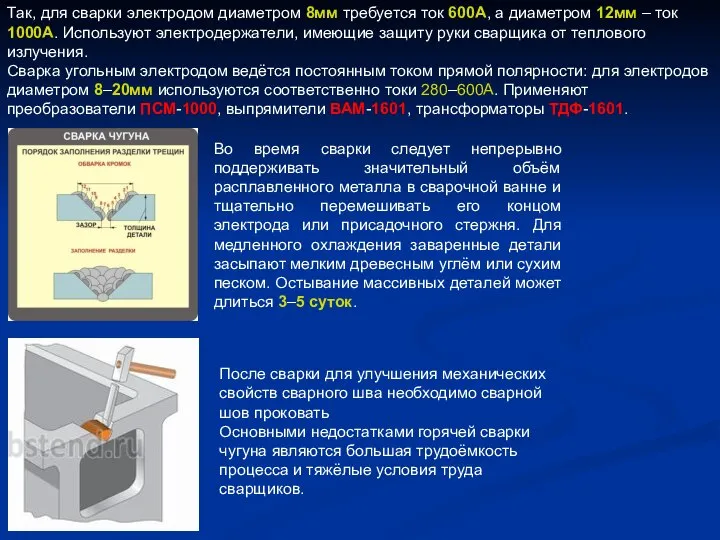
- 8. Так, для сварки электродом диаметром 8мм требуется ток 600А, а диаметром 12мм – ток 1000А. Используют
- 9. Холодная сварка чугуна Холодная сварка электродами из никелевых сплавов. Электроды из никелевых сплавов применяют главным образом
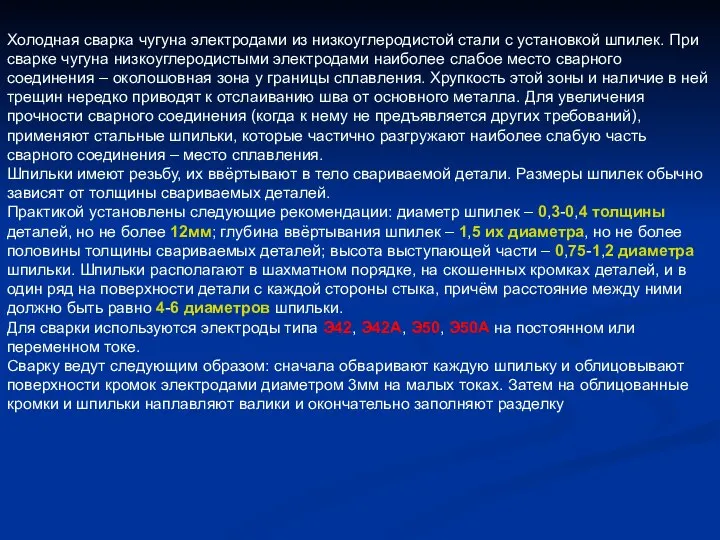
- 10. Холодная сварка чугуна электродами из низкоуглеродистой стали с установкой шпилек. При сварке чугуна низкоуглеродистыми электродами наиболее
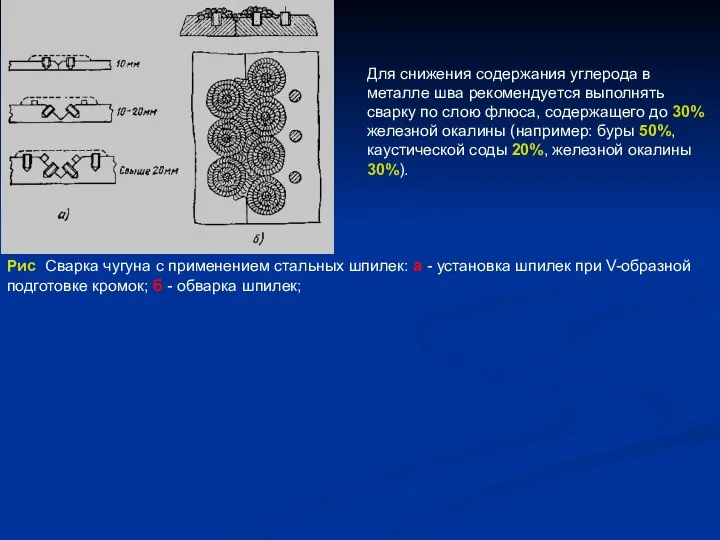
- 11. Рис Сварка чугуна с применением стальных шпилек: а - установка шпилек при V-образной подготовке кромок; б
- 12. Выбор электродов для сварки чугуна Электроды для сварки чугуна характеризуются по применяемому виду стержня электрода. Стержень
- 13. Электроды состоят из медно-никелевых стержней диаметром 3-4мм и специального покрытия. Находят применение в промышленности электроды марок
- 14. По сравнению железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки и стойкость металла шва против образования
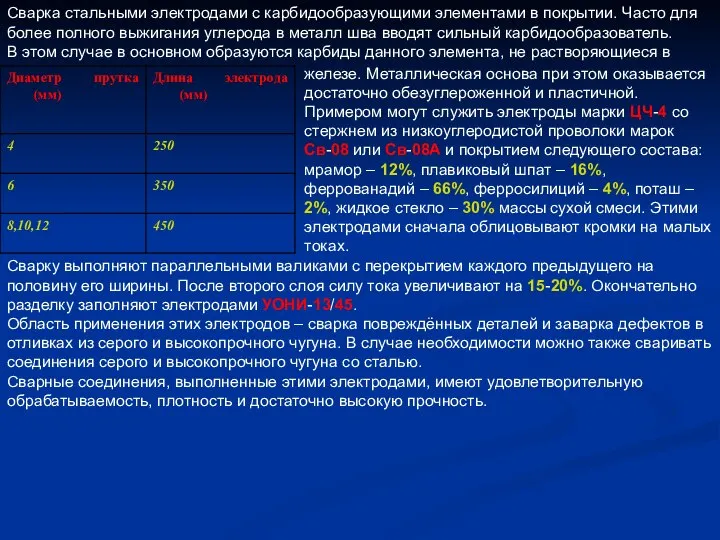
- 15. Сварка стальными электродами с карбидообразующими элементами в покрытии. Часто для более полного выжигания углерода в металл
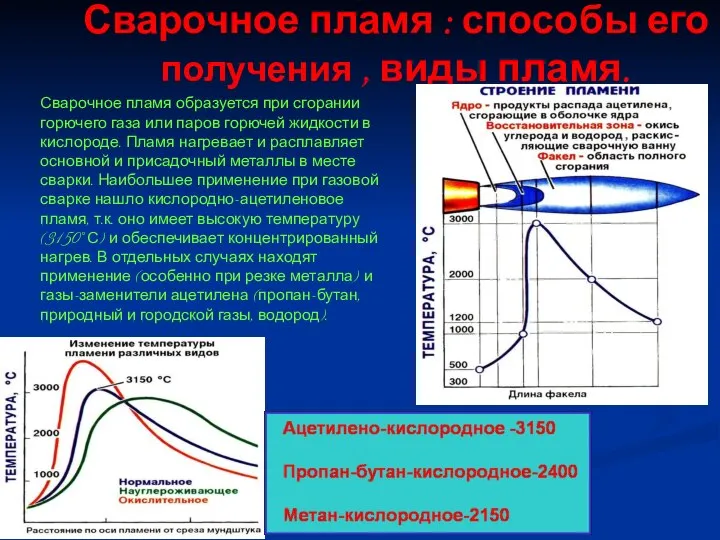
- 16. Сварочное пламя : способы его получения , виды пламя. Сварочное пламя образуется при сгорании горючего газа
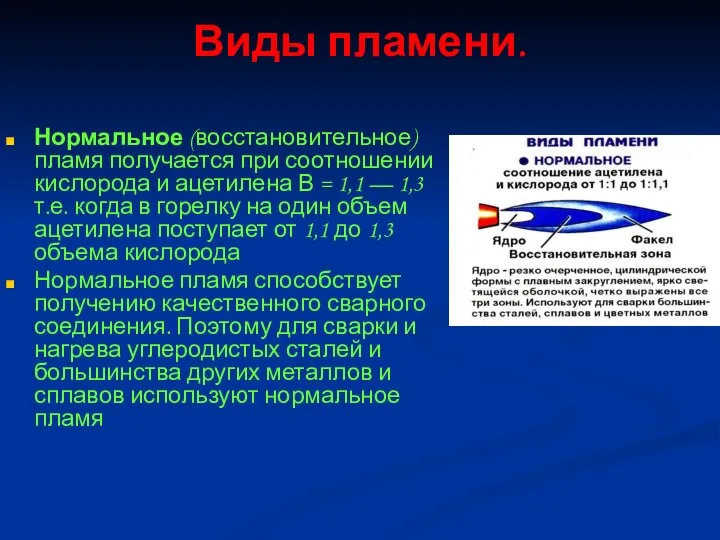
- 17. Виды пламени. Нормальное (восстановительное) пламя получается при соотношении кислорода и ацетилена В = 1,1 — 1,3
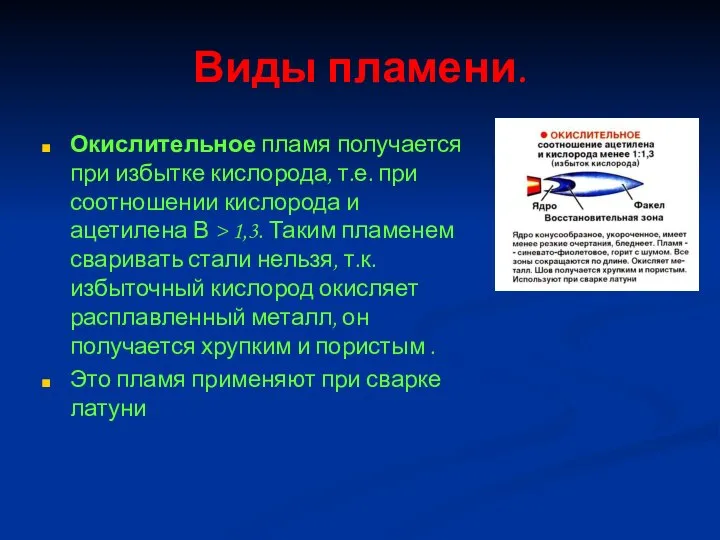
- 18. Виды пламени. Окислительное пламя получается при избытке кислорода, т.е. при соотношении кислорода и ацетилена В >
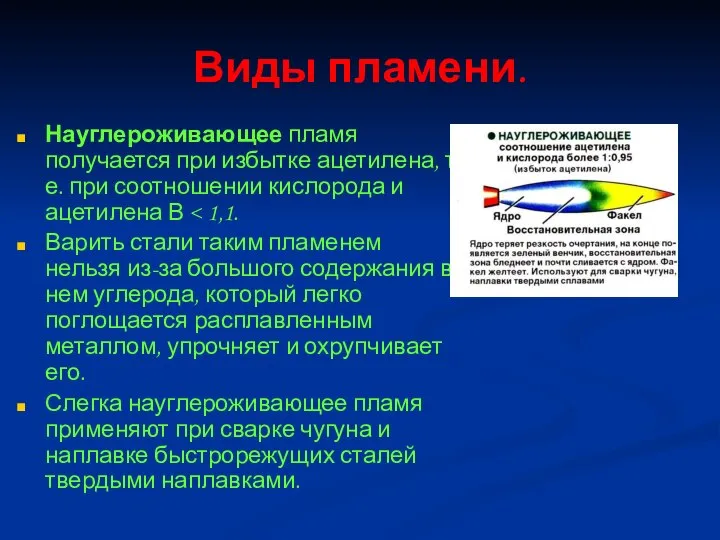
- 19. Виды пламени. Науглероживающее пламя получается при избытке ацетилена, т.е. при соотношении кислорода и ацетилена В Варить
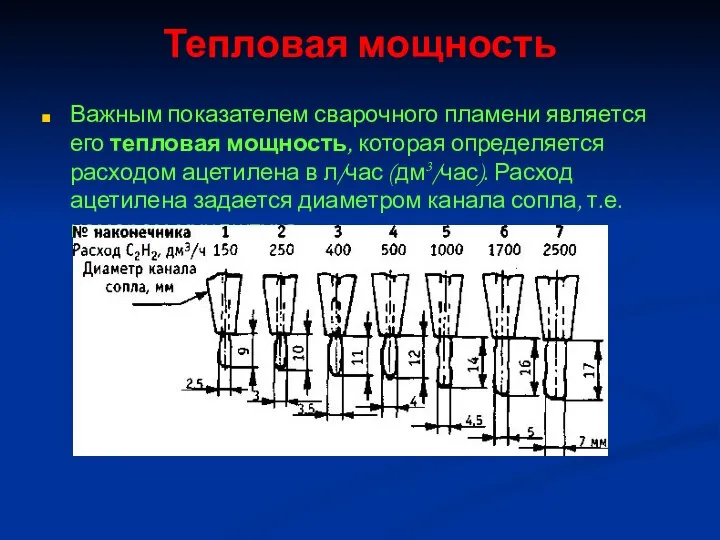
- 20. Тепловая мощность Важным показателем сварочного пламени является его тепловая мощность, которая определяется расходом ацетилена в л/час
- 21. Расход ацетилена в л/час, приходящийся на 1 мм толщины свариваемого металла — удельная тепловая мощность пламени.
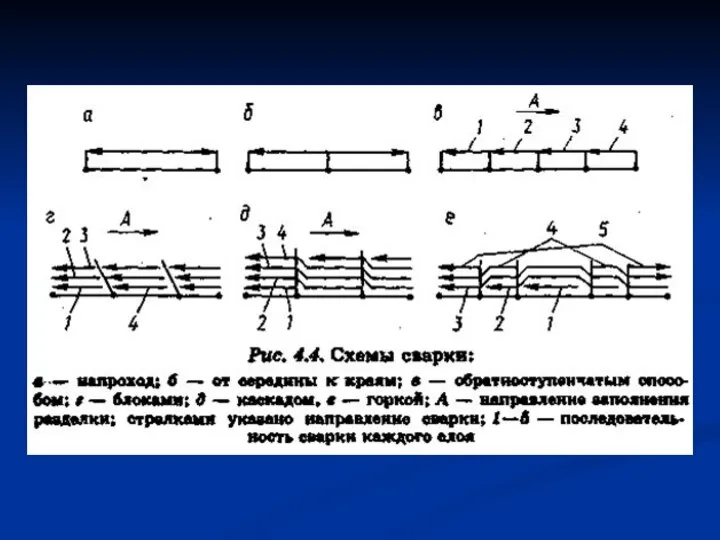
- 22. Техника выполнения длинных швов. Порядок заполнения швов имеет большое значение для обеспечения работоспособности сварной конструкции, уменьшения
- 23. По протяженности все швы условно можно разделить на три группы: короткие — до 300 мм, средние
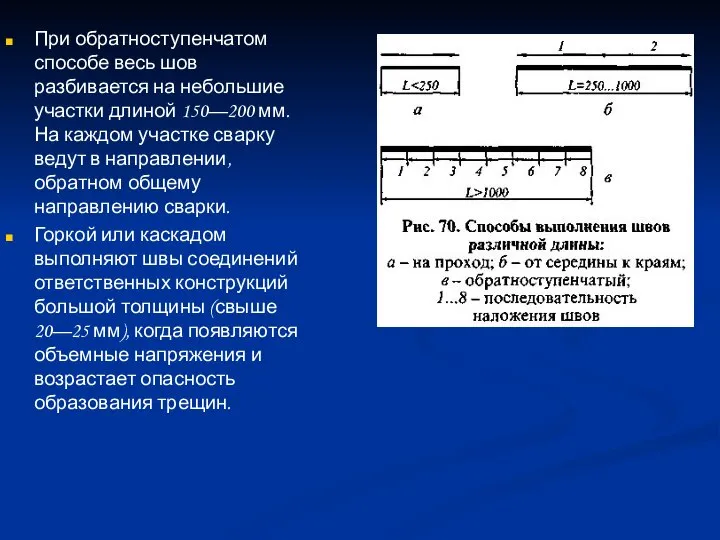
- 24. При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200 мм. На каждом участке сварку
- 25. При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой длины (200—300 мм), затем второй
- 28. Скачать презентацию
Слайд 2Свариваемость чугуна .Особенности сварки чугуна
Чугуном называется сплав железа с углеродом, содержащий углерод
Свариваемость чугуна .Особенности сварки чугуна
Чугуном называется сплав железа с углеродом, содержащий углерод
Слайд 3Виды и особенности сварки чугуна
Чугуном называется сплав железа с углеродом, содержащий углерод
Виды и особенности сварки чугуна
Чугуном называется сплав железа с углеродом, содержащий углерод
Слайд 4Серый чугун – это такой чугун, в котором большая часть углерода находится
Серый чугун – это такой чугун, в котором большая часть углерода находится
Слайд 5Высокопрочный чугун получают из серого чугуна специальной обработкой – введением в жидкий
Высокопрочный чугун получают из серого чугуна специальной обработкой – введением в жидкий
Слайд 6Способы сварки чугуна
Сварку чугуна применяют при ремонтно-восстановительных работах и для изготовления сварно-литых
Способы сварки чугуна
Сварку чугуна применяют при ремонтно-восстановительных работах и для изготовления сварно-литых
Слайд 7Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений
Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений
Слайд 8Так, для сварки электродом диаметром 8мм требуется ток 600А, а диаметром 12мм
Так, для сварки электродом диаметром 8мм требуется ток 600А, а диаметром 12мм
Слайд 9Холодная сварка чугуна
Холодная сварка электродами из никелевых сплавов. Электроды из никелевых сплавов
Холодная сварка чугуна
Холодная сварка электродами из никелевых сплавов. Электроды из никелевых сплавов
Слайд 10Холодная сварка чугуна электродами из низкоуглеродистой стали с установкой шпилек. При сварке
Холодная сварка чугуна электродами из низкоуглеродистой стали с установкой шпилек. При сварке
Слайд 11Рис Сварка чугуна с применением стальных шпилек: а - установка шпилек при
Рис Сварка чугуна с применением стальных шпилек: а - установка шпилек при
Слайд 12Выбор электродов для сварки чугуна
Электроды для сварки чугуна характеризуются по применяемому виду
Выбор электродов для сварки чугуна
Электроды для сварки чугуна характеризуются по применяемому виду
Слайд 13Электроды состоят из медно-никелевых стержней диаметром 3-4мм и специального покрытия. Находят применение
Электроды состоят из медно-никелевых стержней диаметром 3-4мм и специального покрытия. Находят применение
Слайд 14По сравнению железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки и стойкость
По сравнению железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки и стойкость
Слайд 15Сварка стальными электродами с карбидообразующими элементами в покрытии. Часто для более полного
Сварка стальными электродами с карбидообразующими элементами в покрытии. Часто для более полного
Слайд 16Сварочное пламя : способы его получения , виды пламя.
Сварочное пламя образуется при
Сварочное пламя : способы его получения , виды пламя.
Сварочное пламя образуется при
Слайд 17Виды пламени.
Нормальное (восстановительное) пламя получается при соотношении кислорода и ацетилена В =
Виды пламени.
Нормальное (восстановительное) пламя получается при соотношении кислорода и ацетилена В =
Слайд 18Виды пламени.
Окислительное пламя получается при избытке кислорода, т.е. при соотношении кислорода и
Виды пламени.
Окислительное пламя получается при избытке кислорода, т.е. при соотношении кислорода и
Слайд 19Виды пламени.
Науглероживающее пламя получается при избытке ацетилена, т.е. при соотношении кислорода и
Виды пламени.
Науглероживающее пламя получается при избытке ацетилена, т.е. при соотношении кислорода и
Слайд 20Тепловая мощность
Важным показателем сварочного пламени является его тепловая мощность, которая определяется расходом
Тепловая мощность
Важным показателем сварочного пламени является его тепловая мощность, которая определяется расходом
Слайд 21Расход ацетилена в л/час, приходящийся на 1 мм толщины свариваемого металла —
Расход ацетилена в л/час, приходящийся на 1 мм толщины свариваемого металла —
Слайд 22Техника выполнения длинных швов.
Порядок заполнения швов имеет большое значение для обеспечения
Техника выполнения длинных швов.
Порядок заполнения швов имеет большое значение для обеспечения
Слайд 23По протяженности все швы условно можно разделить на три группы: короткие —
По протяженности все швы условно можно разделить на три группы: короткие —
Слайд 24При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200 мм.
При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200 мм.
Слайд 25При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой длины
При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой длины
 СИСТЕМА ВЕДЕНИЯ АГРОПРОМЫШЛЕННОГО ПРОИЗВОДСТВА В РЕСПУБЛИКЕ БАШКОРТОСТАН
СИСТЕМА ВЕДЕНИЯ АГРОПРОМЫШЛЕННОГО ПРОИЗВОДСТВА В РЕСПУБЛИКЕ БАШКОРТОСТАН Презентация на тему Многообразие голосеменных растений
Презентация на тему Многообразие голосеменных растений Операционная система Назначение и состав
Операционная система Назначение и состав  Задание: Соедини пары.
Задание: Соедини пары. Центр международных связей Министерства образования Республики Беларусь Центр международных исследований (CfiS) Приглашает студен
Центр международных связей Министерства образования Республики Беларусь Центр международных исследований (CfiS) Приглашает студен E-business models
E-business models Презентация на тему Осанка. Предупреждение плоскостопия
Презентация на тему Осанка. Предупреждение плоскостопия  Информационное оснащение аптек. Плакат «Сегодня узнала, что беременна…» Буклет «Незапланированная беременнос
Информационное оснащение аптек. Плакат «Сегодня узнала, что беременна…» Буклет «Незапланированная беременнос Общие требования, предъявляемые к эксплуатации электроустановок коммунального хозяйства
Общие требования, предъявляемые к эксплуатации электроустановок коммунального хозяйства Форма Земли. Горизонт. Стороны горизонта
Форма Земли. Горизонт. Стороны горизонта Тема: «Введение» урок №1
Тема: «Введение» урок №1 Народные Волнения В 1660-1670-е годы
Народные Волнения В 1660-1670-е годы Презентация на тему Сатурн властелин колец.
Презентация на тему Сатурн властелин колец.  Среднее арифметическое
Среднее арифметическое Множественность денежных единиц
Множественность денежных единиц Услуги эвакуатора. Автоэвакуатор. Эвакуатор. Транспортировка авто
Услуги эвакуатора. Автоэвакуатор. Эвакуатор. Транспортировка авто Презентация на тему Разработка электронного дидактического пособия
Презентация на тему Разработка электронного дидактического пособия СОЗДАНИЕ СЛОЖНЫХ АНИМИРОВАННЫХ РИСУНКОВ В POWER POINT, С ИСПОЛЬЗОВАНИЕМ ПРОСТЫХ АНИМИРОВАННЫХ ЭФФЕКТОВ
СОЗДАНИЕ СЛОЖНЫХ АНИМИРОВАННЫХ РИСУНКОВ В POWER POINT, С ИСПОЛЬЗОВАНИЕМ ПРОСТЫХ АНИМИРОВАННЫХ ЭФФЕКТОВ Презентация на тему Изложение. Пример аккуратности 3 класс
Презентация на тему Изложение. Пример аккуратности 3 класс Новые блюда mafia
Новые блюда mafia Презентация на тему Зачем люди осваивают космос
Презентация на тему Зачем люди осваивают космос Произноси правильно
Произноси правильно Живопись импрессионизма
Живопись импрессионизма Конфликты. Формы и виды
Конфликты. Формы и виды Многообразие рыб
Многообразие рыб Презентация на тему Русское военное искусство
Презентация на тему Русское военное искусство Использование технологии критического мышления на уроках русского языка и литературы (из опыта работы учителя гимназии № 505 Кол
Использование технологии критического мышления на уроках русского языка и литературы (из опыта работы учителя гимназии № 505 Кол Развитие регионального сегмента ЕИАС в Санкт-Петербурге
Развитие регионального сегмента ЕИАС в Санкт-Петербурге