- Сварка металлических конструкций

Содержание
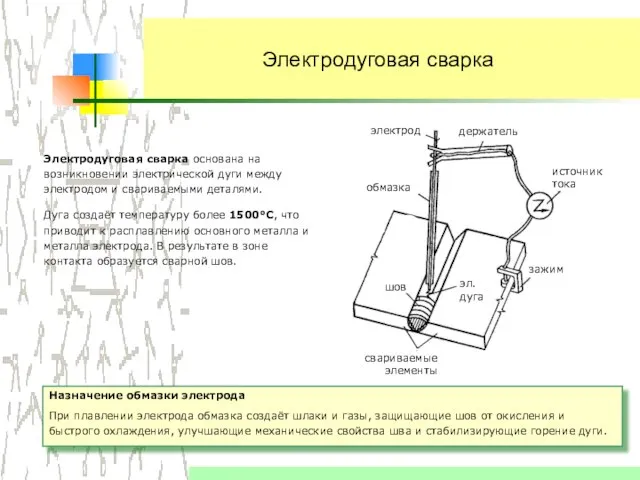
- 2. Электродуговая сварка Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми деталями. Дуга создаёт
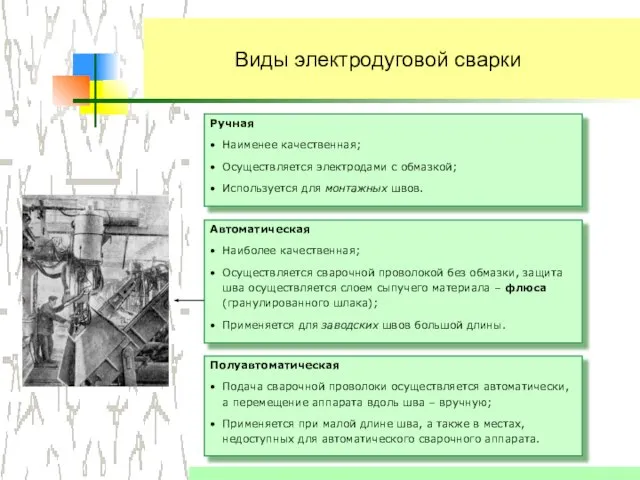
- 3. Виды электродуговой сварки Ручная Наименее качественная; Осуществляется электродами с обмазкой; Используется для монтажных швов. Автоматическая Наиболее
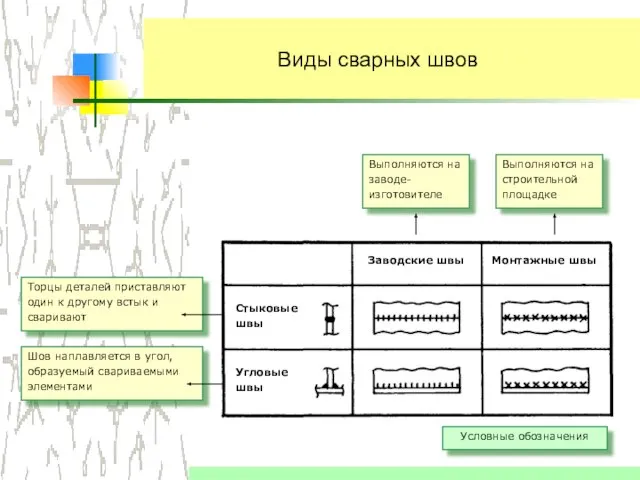
- 4. Виды сварных швов Торцы деталей приставляют один к другому встык и сваривают Условные обозначения Выполняются на
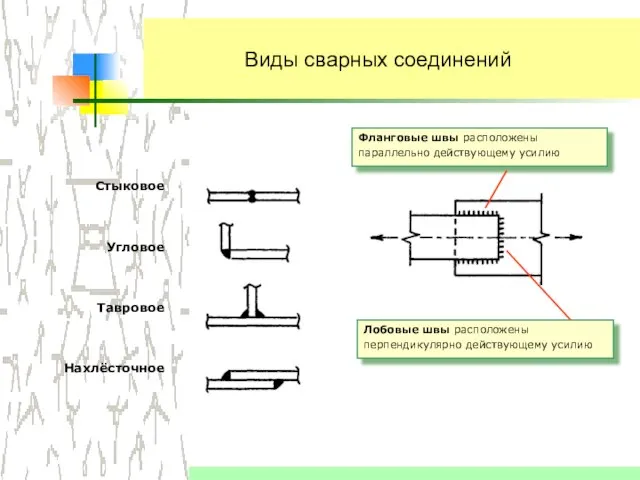
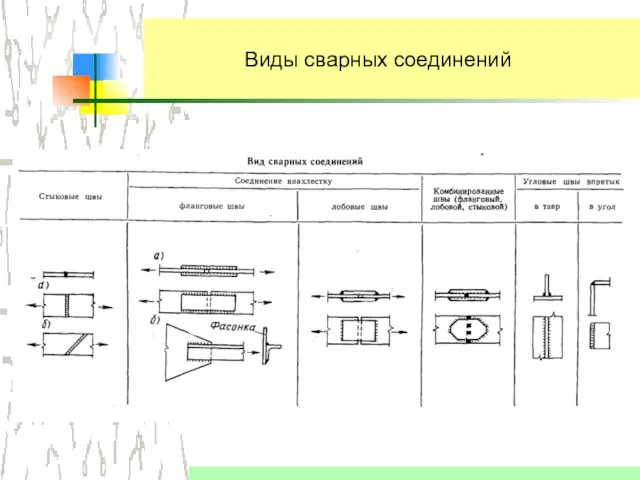
- 5. Виды сварных соединений Фланговые швы расположены параллельно действующему усилию Лобовые швы расположены перпендикулярно действующему усилию Стыковое
- 6. Виды сварных соединений
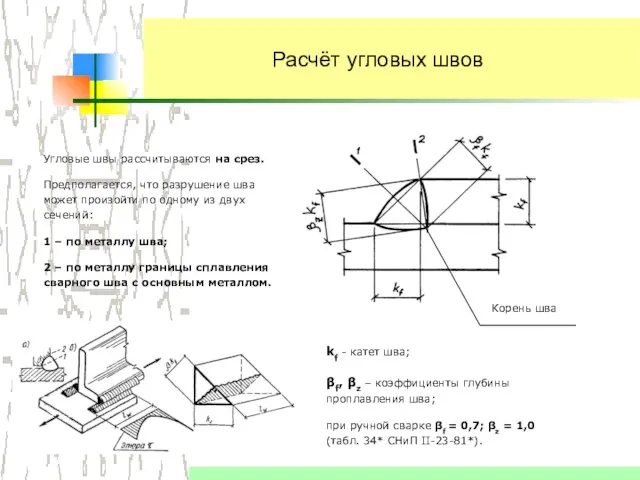
- 7. Расчёт угловых швов Корень шва Угловые швы рассчитываются на срез. Предполагается, что разрушение шва может произойти
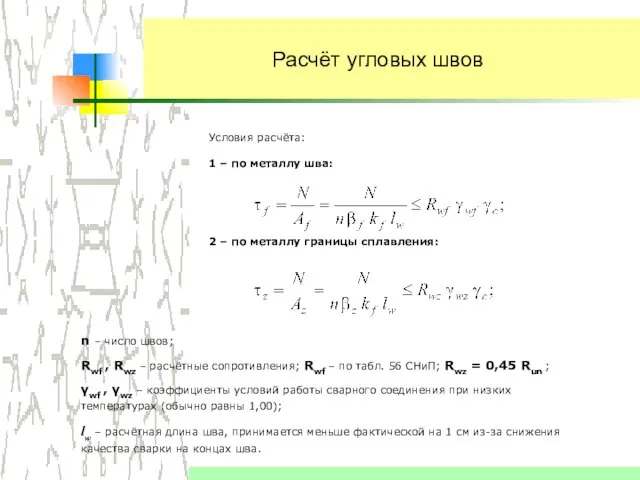
- 8. Расчёт угловых швов Условия расчёта: 1 – по металлу шва: 2 – по металлу границы сплавления:
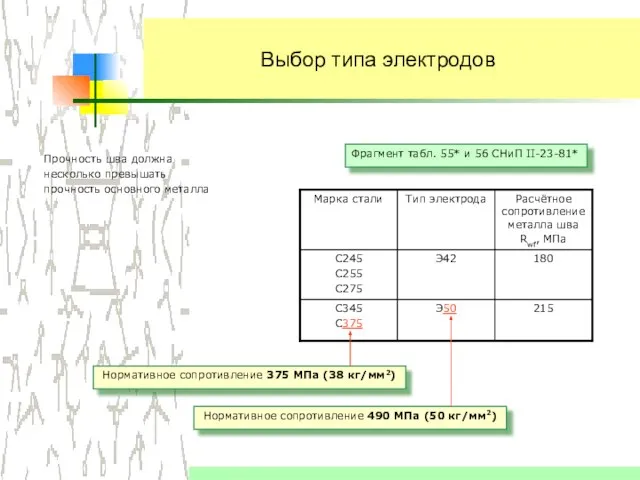
- 9. Выбор типа электродов Прочность шва должна несколько превышать прочность основного металла Нормативное сопротивление 375 МПа (38
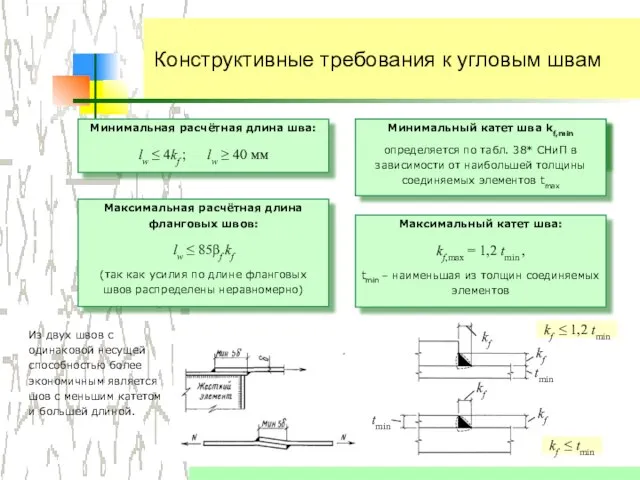
- 10. Конструктивные требования к угловым швам Из двух швов с одинаковой несущей способностью более экономичным является шов
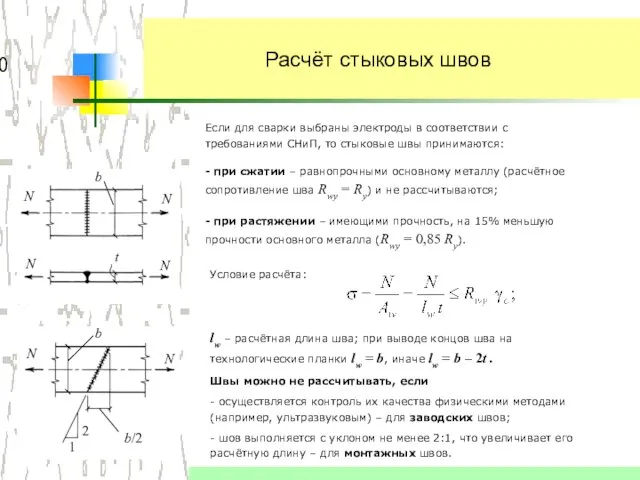
- 11. Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые швы принимаются: - при
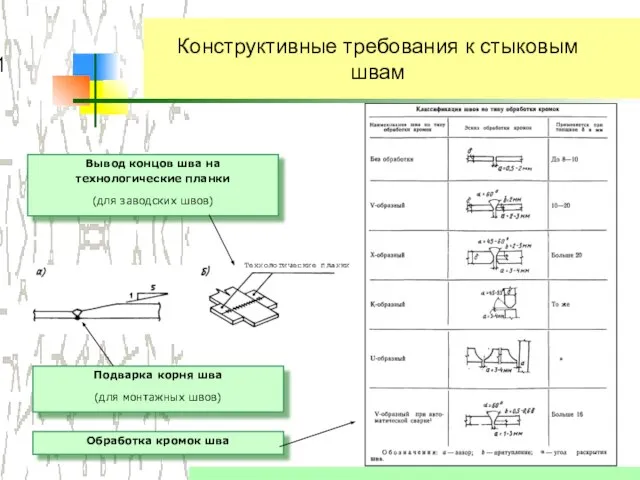
- 12. Конструктивные требования к стыковым швам Подварка корня шва (для монтажных швов) Вывод концов шва на технологические
- 13. Сварочные деформации Последовательность сварки монтажного стыка Продольная усадка угловых швов (или почему невозможно изготовить сварной профиль
- 15. Скачать презентацию
Слайд 2Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми
Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми
Слайд 3Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется сварочной
Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется сварочной
Слайд 4Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные обозначения
Выполняются
Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные обозначения
Выполняются
Слайд 5Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно действующему
Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно действующему
Слайд 6Виды сварных соединений
Виды сварных соединений
Слайд 7Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва может
Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва может
Слайд 8Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу границы
Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу границы
Слайд 9Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление 375
Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление 375
Слайд 10Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью более
Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью более
Слайд 11Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые
Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые
Слайд 12Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва на
Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва на
Слайд 13Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить сварной
Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить сварной

 Современные технологии в приготовлении блюд
Современные технологии в приготовлении блюд Смешанные и широколиственные леса
Смешанные и широколиственные леса Псалом 113, возращения
Псалом 113, возращения Учитель России!
Учитель России! Начните работу с этой кнопки
Начните работу с этой кнопки Почему нужно чистить зубы и мыть руки
Почему нужно чистить зубы и мыть руки У р о к г о р о д а «Комсомольская юность моих земляков»
У р о к г о р о д а «Комсомольская юность моих земляков» Презентация на тему Мировое сообщество государств
Презентация на тему Мировое сообщество государств  Несколько примеров референтного оружия из вселенной
Несколько примеров референтного оружия из вселенной Музыкальные вечера на территории общежитий МГУ Вольница
Музыкальные вечера на территории общежитий МГУ Вольница ТЕЧЕНИЕ И СВОЙСТВА ЖИДКОСТЕЙ
ТЕЧЕНИЕ И СВОЙСТВА ЖИДКОСТЕЙ Возникновение и развитие социологии как самостоятельной науки
Возникновение и развитие социологии как самостоятельной науки Мутации и отбор
Мутации и отбор Коты Племени Луны
Коты Племени Луны М. А. Шолохов
М. А. Шолохов What is Public Relation
What is Public Relation Проект переработки творожной сыворотки в ООО Молоко п. Торбеево
Проект переработки творожной сыворотки в ООО Молоко п. Торбеево Расчет теплоусвоения внутренней поверхности полов
Расчет теплоусвоения внутренней поверхности полов Who doesn’t love watching dreams
Who doesn’t love watching dreams На помощь сказкам. Квест–игра
На помощь сказкам. Квест–игра Presentation Title My name contact information or project description
Presentation Title My name contact information or project description  Путешествие в страну математика
Путешествие в страну математика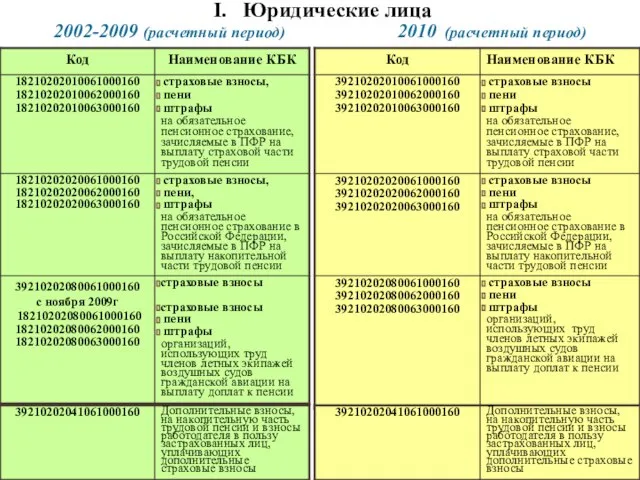 I. Юридические лица 2002-2009 (расчетный период) 2010 (расчетный период)
I. Юридические лица 2002-2009 (расчетный период) 2010 (расчетный период) Растения Чувашской республики
Растения Чувашской республики Источники финансирования малого бизнеса
Источники финансирования малого бизнеса Презентация на тему Популяция. Генетический состав популяций
Презентация на тему Популяция. Генетический состав популяций Сделай правильный выбор
Сделай правильный выбор Презентация на тему Защита компьютера и файлов
Презентация на тему Защита компьютера и файлов