- Технологическая оснастка для станков с ЧПУ

Содержание
- 2. Требования к приспособлениям для станков с ЧПУ 1. Обеспечивать высокую точность установки заготовок с целью минимизации
- 3. Требования к заготовкам деталей, обрабатываемым на станках с ЧПУ 1. Иметь хорошо оформленные установочные базовые поверх-ности,
- 4. универсальных станках 5. В случае отсутствия возможности базировать заготовку по трем плоскостям, применять менее точную схему
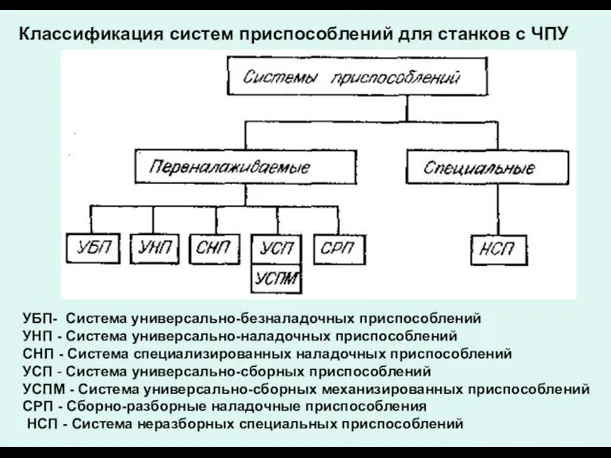
- 5. Классификация систем приспособлений для станков с ЧПУ УБП- Система универсально-безналадочных приспособлений УНП - Система универсально-наладочных приспособлений
- 6. Система универсально-безналадочных приспособлений (УБП) Конструкции УБП представляют собой законченный механизм долго-временного действия с постоянными регулируемыми (несъемны-ми)
- 7. ПАТРОН ТРЕХ КУЛАЧКОВЫЙ РЕЕЧНО-КЛИНОВОЙ БЫСТРО ПЕРЕ НАЛАЖИВАЕМЫЙ С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ 1 — корпус, 2 — втулка,
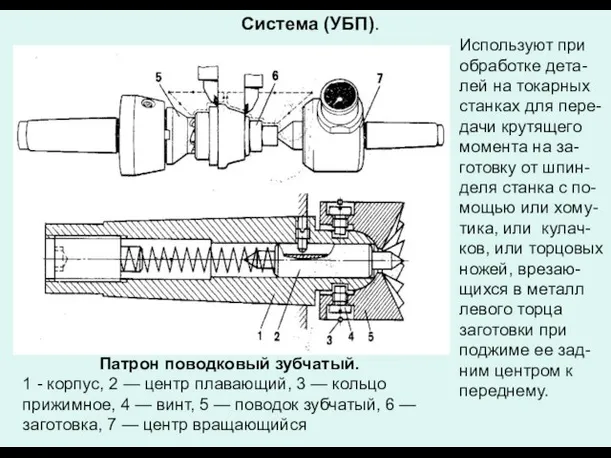
- 8. Система (УБП). Патрон поводковый зубчатый. 1 - корпус, 2 — центр плавающий, 3 — кольцо прижимное,
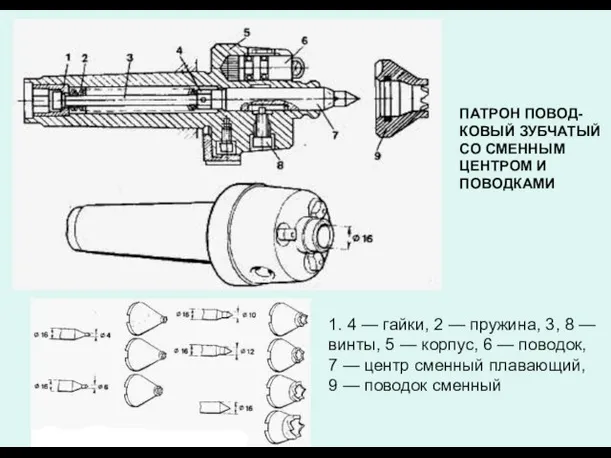
- 9. ПАТРОН ПОВОД-КОВЫЙ ЗУБЧАТЫЙ СО СМЕННЫМ ЦЕНТРОМ И ПОВОДКАМИ 1. 4 — гайки, 2 — пружина, 3,
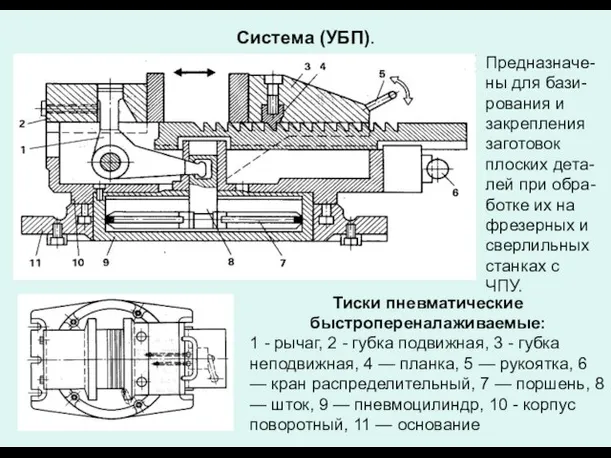
- 10. . Система (УБП). Тиски пневматические быстропереналаживаемые: 1 - рычаг, 2 - губка подвижная, 3 - губка
- 11. Система УБП ОПРАВКА ЦЕНТРОВАЯ РАЗЖИМНАЯ РУЧНАЯ Предназначена для базирования и закрепления по внутренней цилиндричес-кой поверхности заготовок
- 12. Система универсально-наладочных приспособлений (УНП). УНП состоит из универсального базового агрегата и сменных наладок. Базовый агрегат представляет
- 13. ТИСКИ УНИВЕРСАЛЬНЫЕ НАЛАДОЧНЫЕ 1 — поршень, 2 - пружина тарельчатая, 3 — губка неподвижная, 4 —
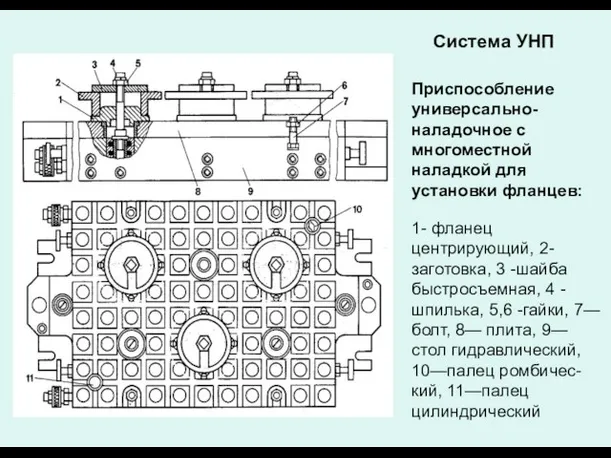
- 14. Система УНП Приспособление универсально-наладочное с многоместной наладкой для установки фланцев: 1- фланец центрирующий, 2-заготовка, 3 -шайба
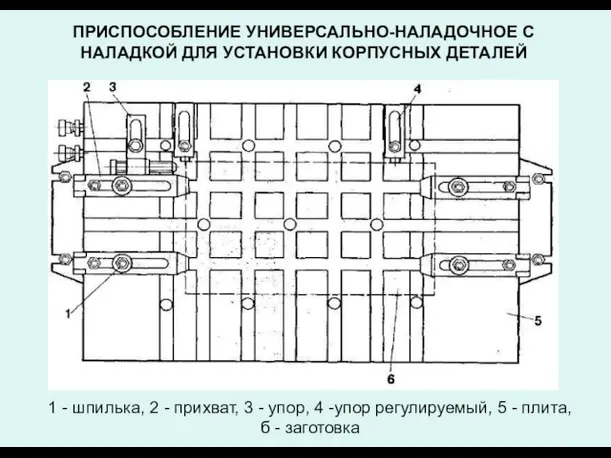
- 15. ПРИСПОСОБЛЕНИЕ УНИВЕРСАЛЬНО-НАЛАДОЧНОЕ С НАЛАДКОЙ ДЛЯ УСТАНОВКИ КОРПУСНЫХ ДЕТАЛЕЙ 1 - шпилька, 2 - прихват, 3 -
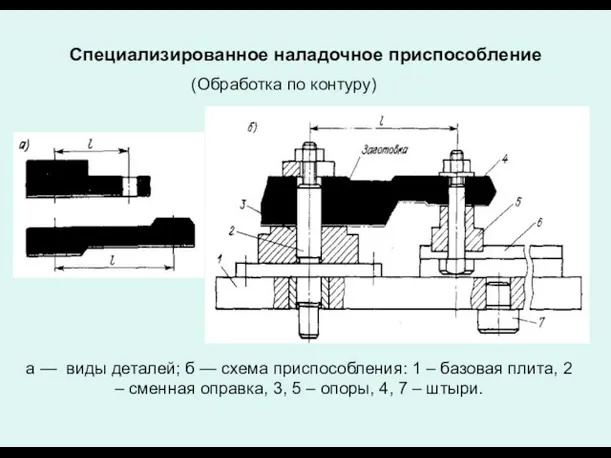
- 16. Система специализированных наладочных приспособлений (СНП). Обеспечивает базирование и закрепление типовых по конфигурации заготовок различных размеров. СНП
- 17. а — виды деталей; б — схема приспособления: 1 – базовая плита, 2 – сменная оправка,
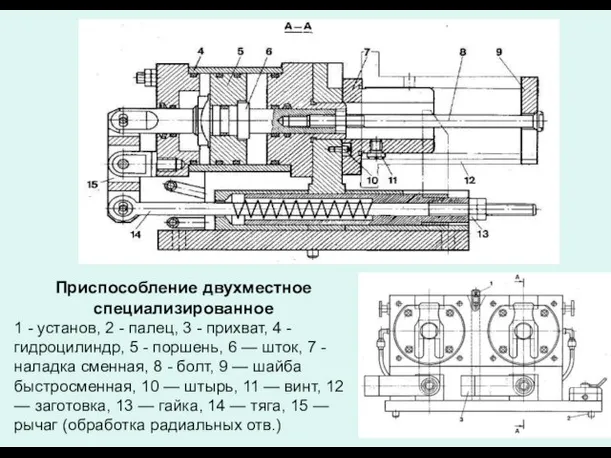
- 18. Приспособление двухместное специализированное 1 - установ, 2 - палец, 3 - прихват, 4 -гидроцилиндр, 5 -
- 19. Система универсально-сборных приспособлений (УСП). Компоновки УСП собираются из стандартных элементов, изготовленных с высокой степенью точности. В
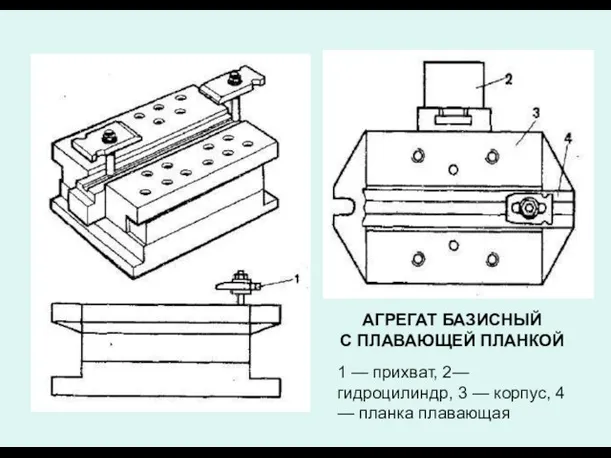
- 20. АГРЕГАТ БАЗИСНЫЙ С ПЛАВАЮЩЕЙ ПЛАНКОЙ 1 — прихват, 2— гидроцилиндр, 3 — корпус, 4 — планка
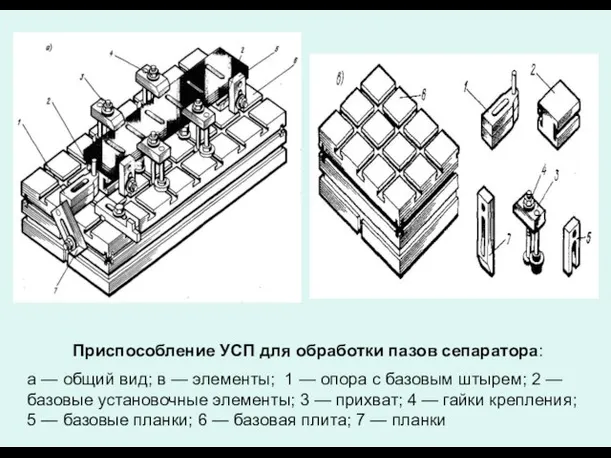
- 21. Приспособление УСП для обработки пазов сепаратора: а — общий вид; в — элементы; 1 — опора
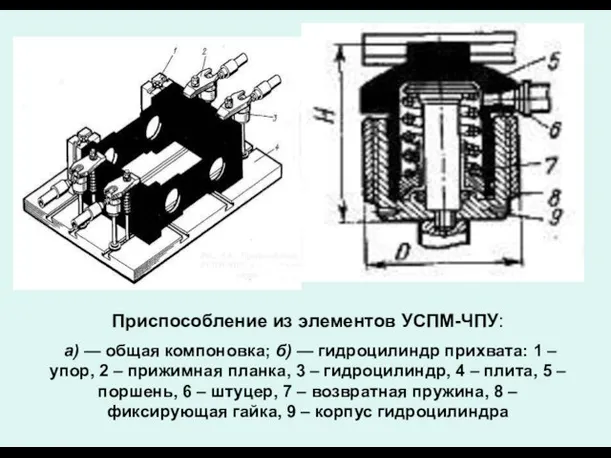
- 22. Система универсально-сборных механизированных приспособлений для станков с ЧПУ (УСПМ-ЧПУ) Является развитием УСП. Компоновки УСПМ-ЧПУ предназначены для
- 23. Приспособление из элементов УСПМ-ЧПУ: а) — общая компоновка; б) — гидроцилиндр прихвата: 1 – упор, 2
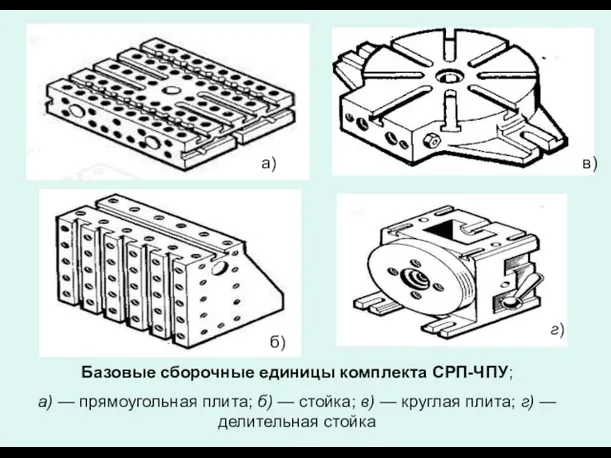
- 24. Сборно-разборные наладочные приспособления (СРП). Приспособления специально предназначены для оснащения фрезерных станков с ЧПУ (их можно также
- 25. Базовые сборочные единицы комплекта СРП-ЧПУ; а) — прямоугольная плита; б) — стойка; в) — круглая плита;
- 26. Прихваты, входящие в комплект СРП-ЧПУ: а) – качающийся, б) – гидравлический передвижной с регулируемой опорой, в)
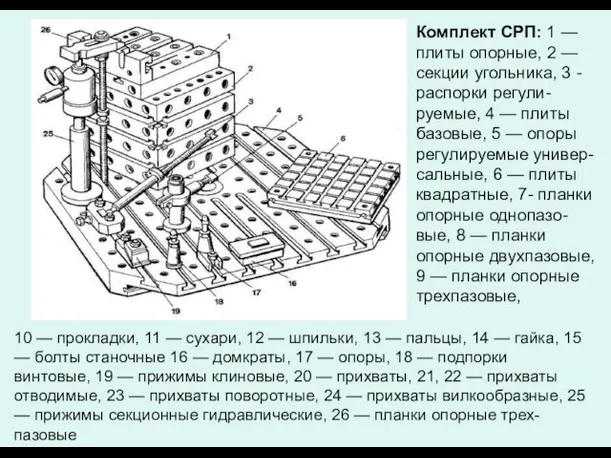
- 27. 10 — прокладки, 11 — сухари, 12 — шпильки, 13 — пальцы, 14 — гайка, 15
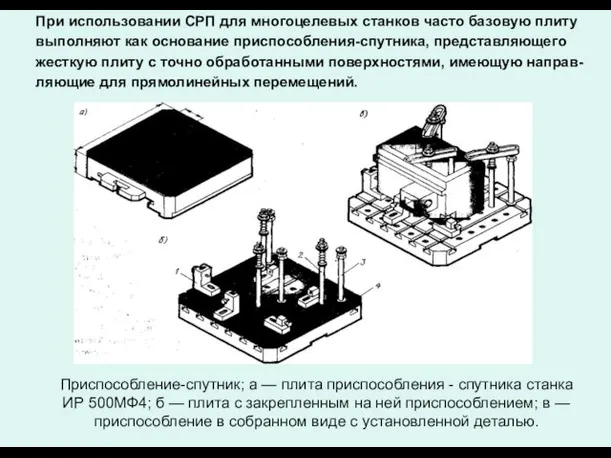
- 28. При использовании СРП для многоцелевых станков часто базовую плиту выполняют как основание приспособления-спутника, представляющего жесткую плиту
- 29. Система неразборных специальных приспособлений (НСП) НСП используют в условиях массового и крупносерийного производства. Приспособления этой системы
- 30. ПОВОРОТНЫЕ СТОЛЫ Поворотные и поворотно-наклонные столы позволяют добавить одну или две контролируемые оси к существующему станку.
- 31. Поворотный стол с возможностью наклона вручную от 0° до 90° Поворотно-наклонный стол NIKKEN (5-и осевой поворотный
- 32. Технические условия на проектирование приспособлений ТУ на разработку приспособления составляются при наличии РТК, в которой уже
- 33. 3. Перечень обрабатываемых поверхностей; тип приспособления, вид привода и особые требования к зажимным устройствам; 4 Габаритные
- 34. Требования к режущему инструменту для станков с ЧПУ Режущий инструмент для станков с ЧПУ должен удовлетворять
- 35. Требования к резцам Резцы для станков с ЧПУ имеют определенные типовые конструкции. Все. они являются сборными
- 36. 5) предусматривать применение в левом исполнении; 6) обеспечивать повышенную точность инструмента, особенно резцовых вставок, по сравнению
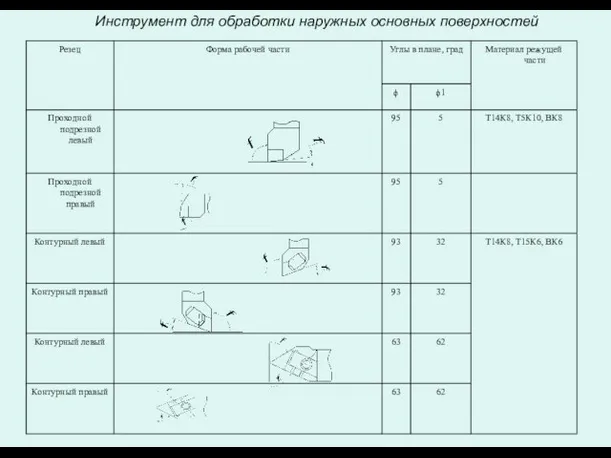
- 37. Инструмент для обработки наружных основных поверхностей
- 38. Концевые фрезы. Наиболее распространенный инструмент для фрезерных станков с ЧПУ. Материал рабочей части фрез — быстрорежущие
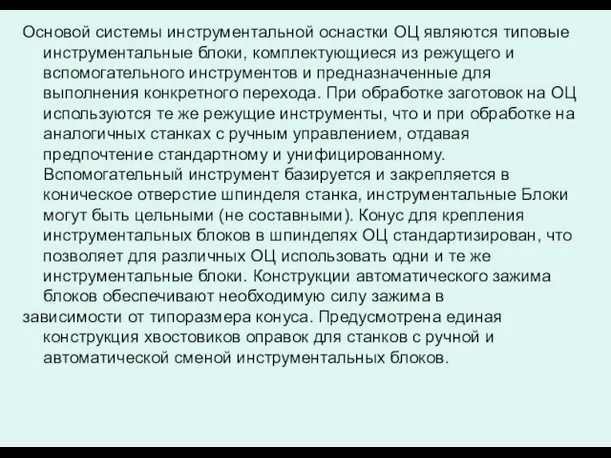
- 39. Основой системы инструментальной оснастки ОЦ являются типовые инструментальные блоки, комплектующиеся из режущего и вспомогательного инструментов и
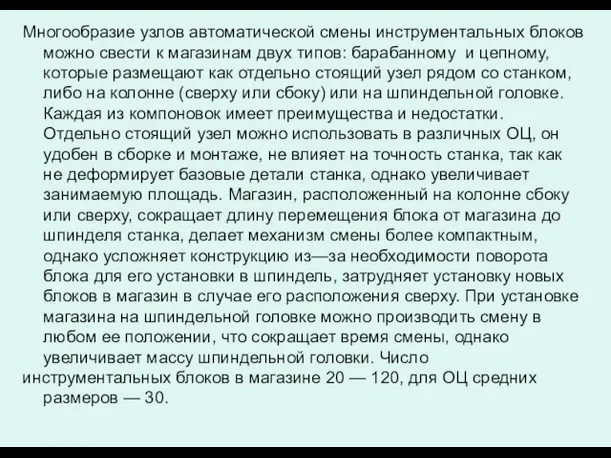
- 40. Многообразие узлов автоматической смены инструментальных блоков можно свести к магазинам двух типов: барабанному и цепному, которые
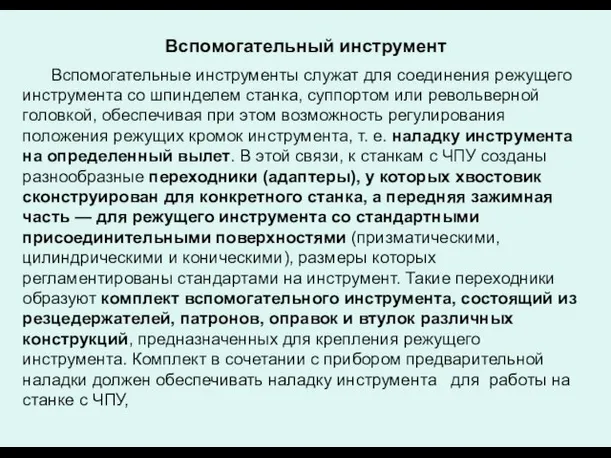
- 41. Вспомогательный инструмент Вспомогательные инструменты служат для соединения режущего инструмента со шпинделем станка, суппортом или револьверной головкой,
- 42. Хвостовик инструментального блока конусностью 7:24 для ОЦ
- 43. Модульные расточные системы Расточные головки для растачивания
- 44. Адапторы для сверлиль-ных цанговых патронов Сверлильные цанговые патроны BT-NPU Фрезерный патрон Резьбонарезной патрон
- 45. Оправка со сквозной подачей СОЖ Оправка с подачей СОЖ через фланец Фрезерный патрон с подачей СОЖ
- 46. К системе вспомогательного инструмента предъявляют следующие требования: 1. номенклатура и стоимость инструмента, входящего в систему, должны
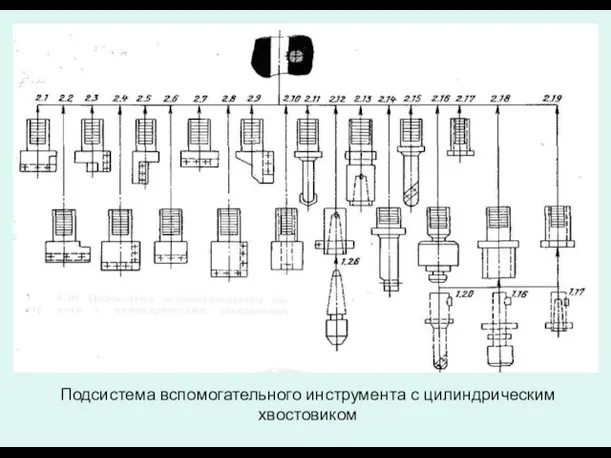
- 47. Подсистема вспомогательного инструмента с цилиндрическим хвостовиком
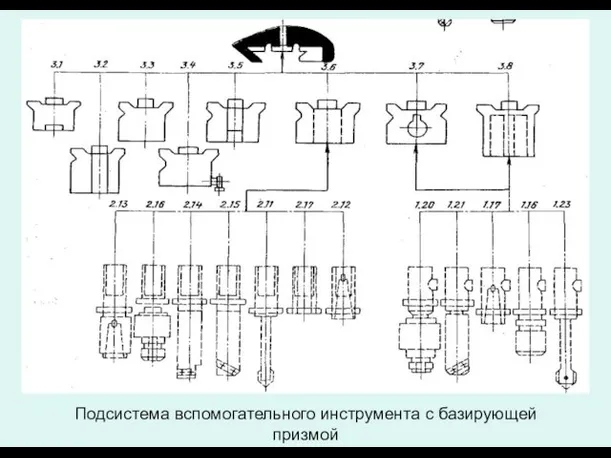
- 48. Подсистема вспомогательного инструмента с базирующей призмой
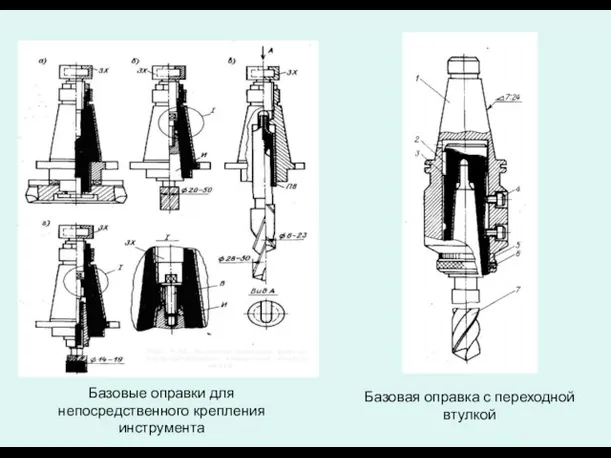
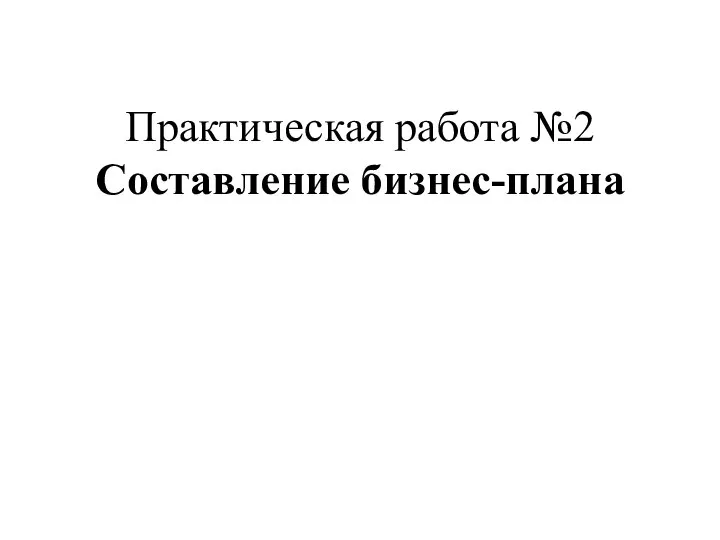
- 49. Базовые оправки для непосредственного крепления инструмента Базовая оправка с переходной втулкой
- 51. Скачать презентацию
Слайд 3Требования к заготовкам деталей, обрабатываемым на станках с ЧПУ
1. Иметь хорошо
Требования к заготовкам деталей, обрабатываемым на станках с ЧПУ
1. Иметь хорошо
Слайд 4универсальных станках
5. В случае отсутствия возможности базировать заготовку по трем плоскостям,
универсальных станках
5. В случае отсутствия возможности базировать заготовку по трем плоскостям,
Слайд 5Классификация систем приспособлений для станков с ЧПУ
УБП- Система универсально-безналадочных приспособлений
УНП - Система
Классификация систем приспособлений для станков с ЧПУ
УБП- Система универсально-безналадочных приспособлений
УНП - Система
Слайд 6Система универсально-безналадочных приспособлений (УБП)
Конструкции УБП представляют собой законченный механизм долго-временного действия с
Система универсально-безналадочных приспособлений (УБП)
Конструкции УБП представляют собой законченный механизм долго-временного действия с
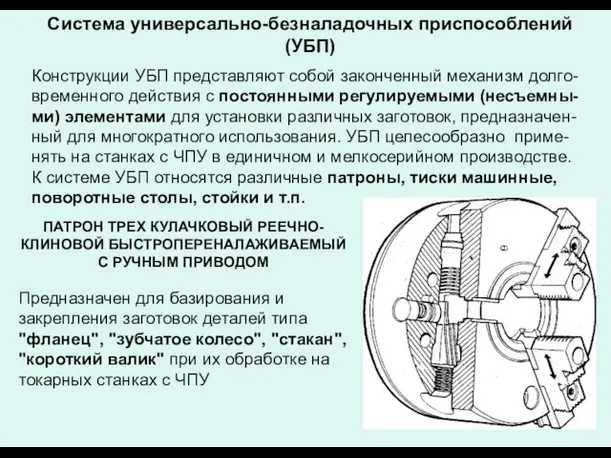
Слайд 7ПАТРОН ТРЕХ КУЛАЧКОВЫЙ РЕЕЧНО-КЛИНОВОЙ БЫСТРО ПЕРЕ НАЛАЖИВАЕМЫЙ С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ
1 —
ПАТРОН ТРЕХ КУЛАЧКОВЫЙ РЕЕЧНО-КЛИНОВОЙ БЫСТРО ПЕРЕ НАЛАЖИВАЕМЫЙ С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ
1 —

Слайд 8Система (УБП).
Патрон поводковый зубчатый.
1 - корпус, 2 — центр плавающий,
Система (УБП).
Патрон поводковый зубчатый.
1 - корпус, 2 — центр плавающий,
Слайд 9ПАТРОН ПОВОД-КОВЫЙ ЗУБЧАТЫЙ СО СМЕННЫМ ЦЕНТРОМ И ПОВОДКАМИ
1. 4 — гайки,
ПАТРОН ПОВОД-КОВЫЙ ЗУБЧАТЫЙ СО СМЕННЫМ ЦЕНТРОМ И ПОВОДКАМИ
1. 4 — гайки,
Слайд 10.
Система (УБП).
Тиски пневматические быстропереналаживаемые:
1 - рычаг, 2 - губка
.
Система (УБП).
Тиски пневматические быстропереналаживаемые:
1 - рычаг, 2 - губка
Слайд 11Система УБП
ОПРАВКА ЦЕНТРОВАЯ РАЗЖИМНАЯ РУЧНАЯ
Предназначена для базирования и закрепления по внутренней
Система УБП
ОПРАВКА ЦЕНТРОВАЯ РАЗЖИМНАЯ РУЧНАЯ
Предназначена для базирования и закрепления по внутренней

Слайд 12Система универсально-наладочных приспособлений
(УНП).
УНП состоит из универсального базового агрегата и
Система универсально-наладочных приспособлений
(УНП).
УНП состоит из универсального базового агрегата и
Слайд 13ТИСКИ УНИВЕРСАЛЬНЫЕ НАЛАДОЧНЫЕ
1 — поршень, 2 - пружина тарельчатая, 3 — губка
ТИСКИ УНИВЕРСАЛЬНЫЕ НАЛАДОЧНЫЕ
1 — поршень, 2 - пружина тарельчатая, 3 — губка

Слайд 14Система УНП
Приспособление универсально-наладочное с многоместной наладкой для установки фланцев:
1- фланец центрирующий,
Система УНП
Приспособление универсально-наладочное с многоместной наладкой для установки фланцев:
1- фланец центрирующий,
Слайд 15ПРИСПОСОБЛЕНИЕ УНИВЕРСАЛЬНО-НАЛАДОЧНОЕ С НАЛАДКОЙ ДЛЯ УСТАНОВКИ КОРПУСНЫХ ДЕТАЛЕЙ
1 - шпилька, 2
ПРИСПОСОБЛЕНИЕ УНИВЕРСАЛЬНО-НАЛАДОЧНОЕ С НАЛАДКОЙ ДЛЯ УСТАНОВКИ КОРПУСНЫХ ДЕТАЛЕЙ
1 - шпилька, 2
Слайд 16Система специализированных наладочных приспособлений (СНП).
Обеспечивает базирование и закрепление типовых по
Система специализированных наладочных приспособлений (СНП).
Обеспечивает базирование и закрепление типовых по
Слайд 17а — виды деталей; б — схема приспособления: 1 – базовая плита,
а — виды деталей; б — схема приспособления: 1 – базовая плита,
Слайд 18Приспособление двухместное специализированное
1 - установ, 2 - палец, 3 - прихват, 4
Приспособление двухместное специализированное
1 - установ, 2 - палец, 3 - прихват, 4
Слайд 19Система универсально-сборных приспособлений (УСП).
Компоновки УСП собираются из стандартных элементов, изготовленных
Система универсально-сборных приспособлений (УСП).
Компоновки УСП собираются из стандартных элементов, изготовленных
Слайд 20АГРЕГАТ БАЗИСНЫЙ
С ПЛАВАЮЩЕЙ ПЛАНКОЙ
1 — прихват, 2— гидроцилиндр, 3 — корпус,
АГРЕГАТ БАЗИСНЫЙ
С ПЛАВАЮЩЕЙ ПЛАНКОЙ
1 — прихват, 2— гидроцилиндр, 3 — корпус,
Слайд 21Приспособление УСП для обработки пазов сепаратора:
а — общий вид; в —
Приспособление УСП для обработки пазов сепаратора:
а — общий вид; в —
Слайд 22Система универсально-сборных механизированных приспособлений для станков с ЧПУ (УСПМ-ЧПУ)
Является развитием
Система универсально-сборных механизированных приспособлений для станков с ЧПУ (УСПМ-ЧПУ)
Является развитием
Слайд 23Приспособление из элементов УСПМ-ЧПУ:
а) — общая компоновка; б) — гидроцилиндр прихвата:
Приспособление из элементов УСПМ-ЧПУ:
а) — общая компоновка; б) — гидроцилиндр прихвата:
Слайд 24 Сборно-разборные наладочные приспособления (СРП).
Приспособления специально предназначены для оснащения фрезерных
Сборно-разборные наладочные приспособления (СРП).
Приспособления специально предназначены для оснащения фрезерных
Слайд 25Базовые сборочные единицы комплекта СРП-ЧПУ;
а) — прямоугольная плита; б) — стойка;
Базовые сборочные единицы комплекта СРП-ЧПУ;
а) — прямоугольная плита; б) — стойка;
Слайд 26Прихваты, входящие в комплект СРП-ЧПУ:
а) – качающийся, б) – гидравлический передвижной
Прихваты, входящие в комплект СРП-ЧПУ:
а) – качающийся, б) – гидравлический передвижной

Слайд 2710 — прокладки, 11 — сухари, 12 — шпильки, 13 — пальцы,
10 — прокладки, 11 — сухари, 12 — шпильки, 13 — пальцы,
Слайд 28При использовании СРП для многоцелевых станков часто базовую плиту
выполняют как основание
При использовании СРП для многоцелевых станков часто базовую плиту
выполняют как основание
Слайд 29Система неразборных специальных приспособлений (НСП)
НСП используют в условиях массового и крупносерийного
Система неразборных специальных приспособлений (НСП)
НСП используют в условиях массового и крупносерийного
Слайд 30 ПОВОРОТНЫЕ СТОЛЫ
Поворотные и поворотно-наклонные столы позволяют добавить
одну или две
ПОВОРОТНЫЕ СТОЛЫ
Поворотные и поворотно-наклонные столы позволяют добавить
одну или две

Слайд 31Поворотный стол с возможностью наклона вручную от 0° до 90°
Поворотно-наклонный стол
Поворотный стол с возможностью наклона вручную от 0° до 90°
Поворотно-наклонный стол

Слайд 32Технические условия на проектирование приспособлений
ТУ на разработку приспособления составляются при
Технические условия на проектирование приспособлений
ТУ на разработку приспособления составляются при
Слайд 333. Перечень обрабатываемых поверхностей; тип приспособления, вид привода и особые требования к
Слайд 34 Требования к режущему инструменту для станков с ЧПУ
Режущий инструмент для
Требования к режущему инструменту для станков с ЧПУ
Режущий инструмент для
Слайд 35Требования к резцам
Резцы для станков с ЧПУ имеют определенные типовые
Требования к резцам
Резцы для станков с ЧПУ имеют определенные типовые
Слайд 36 5) предусматривать применение в левом исполнении;
6) обеспечивать повышенную точность инструмента,
5) предусматривать применение в левом исполнении;
6) обеспечивать повышенную точность инструмента,
Слайд 37Инструмент для обработки наружных основных поверхностей
Инструмент для обработки наружных основных поверхностей
Слайд 38Концевые фрезы. Наиболее распространенный инструмент для фрезерных станков с ЧПУ. Материал рабочей
Концевые фрезы. Наиболее распространенный инструмент для фрезерных станков с ЧПУ. Материал рабочей

Слайд 39Основой системы инструментальной оснастки ОЦ являются типовые инструментальные блоки, комплектующиеся из режущего
Основой системы инструментальной оснастки ОЦ являются типовые инструментальные блоки, комплектующиеся из режущего
Слайд 40Многообразие узлов автоматической смены инструментальных блоков можно свести к магазинам двух типов:
Многообразие узлов автоматической смены инструментальных блоков можно свести к магазинам двух типов:
Слайд 41Вспомогательный инструмент
Вспомогательные инструменты служат для соединения режущего инструмента со шпинделем
Вспомогательный инструмент
Вспомогательные инструменты служат для соединения режущего инструмента со шпинделем
Слайд 42Хвостовик инструментального блока конусностью 7:24 для ОЦ
Хвостовик инструментального блока конусностью 7:24 для ОЦ

Слайд 43Модульные расточные системы
Расточные головки для растачивания
Модульные расточные системы
Расточные головки для растачивания

Слайд 44Адапторы для сверлиль-ных цанговых патронов
Сверлильные цанговые патроны BT-NPU
Фрезерный патрон
Резьбонарезной
Адапторы для сверлиль-ных цанговых патронов
Сверлильные цанговые патроны BT-NPU
Фрезерный патрон
Резьбонарезной

Слайд 45Оправка со сквозной подачей СОЖ
Оправка с подачей СОЖ через фланец
Фрезерный
Оправка со сквозной подачей СОЖ
Оправка с подачей СОЖ через фланец
Фрезерный

Слайд 46 К системе вспомогательного инструмента предъявляют следующие требования:
1. номенклатура и стоимость
К системе вспомогательного инструмента предъявляют следующие требования:
1. номенклатура и стоимость
Слайд 47Подсистема вспомогательного инструмента с цилиндрическим хвостовиком
Подсистема вспомогательного инструмента с цилиндрическим хвостовиком
Слайд 48Подсистема вспомогательного инструмента с базирующей призмой
Подсистема вспомогательного инструмента с базирующей призмой
Слайд 49Базовые оправки для непосредственного крепления инструмента
Базовая оправка с переходной втулкой
Базовые оправки для непосредственного крепления инструмента
Базовая оправка с переходной втулкой
 Бизнес-план (практическая работа №2)
Бизнес-план (практическая работа №2) Сложные эфиры
Сложные эфиры Периоды раннего детского возраста от 1 года до 3 лет
Периоды раннего детского возраста от 1 года до 3 лет Как представить четырехмерное пространство главных компонентв анализе данных “Политического Атласа Современности”?
Как представить четырехмерное пространство главных компонентв анализе данных “Политического Атласа Современности”? Организация работы по отборку кадров
Организация работы по отборку кадров Анализ итогов первого Всероссийского конкурсана лучший коллективный договор
Анализ итогов первого Всероссийского конкурсана лучший коллективный договор Развитие познавательной активности на уроках русского языка в начальной школе
Развитие познавательной активности на уроках русского языка в начальной школе Деловая игра «Выборы Президента Российской Федерации»
Деловая игра «Выборы Президента Российской Федерации» Математическое моделирование
Математическое моделирование Многомерный анализ данных на основе Oracle Essbase
Многомерный анализ данных на основе Oracle Essbase Супрематизм Казимира Малевича
Супрематизм Казимира Малевича Воронка продаж. Посадочная страница
Воронка продаж. Посадочная страница Если хочешь быть здоров (1-2 класс)
Если хочешь быть здоров (1-2 класс) Дәріс1. Основы обеспечения информационной безопасности каз
Дәріс1. Основы обеспечения информационной безопасности каз 20171022_uslugi_geografiya
20171022_uslugi_geografiya Синтетические моющие средства или химия в ванной
Синтетические моющие средства или химия в ванной Hotels in Great Britain
Hotels in Great Britain Смартфон Iphone
Смартфон Iphone С днем рождения!!!
С днем рождения!!! Иванова Варвара (о Яренске)
Иванова Варвара (о Яренске) Снять усталость ощутимо Сможет кресло Takasima Takasima.Ru - Санкт-Петербург, Дровяная ул., д. 9
Снять усталость ощутимо Сможет кресло Takasima Takasima.Ru - Санкт-Петербург, Дровяная ул., д. 9 Производство и технологии
Производство и технологии Ландшафтный дизайн участка
Ландшафтный дизайн участка Лекция 4. Машины для содержания автомобильных дорог и искуссвенных сооружений
Лекция 4. Машины для содержания автомобильных дорог и искуссвенных сооружений Космическая станция МКС
Космическая станция МКС Родительские собрания в группах
Родительские собрания в группах Теории личностного самосовершенствования
Теории личностного самосовершенствования Презентация на тему простейшие задачи в координатах 9 класс
Презентация на тему простейшие задачи в координатах 9 класс