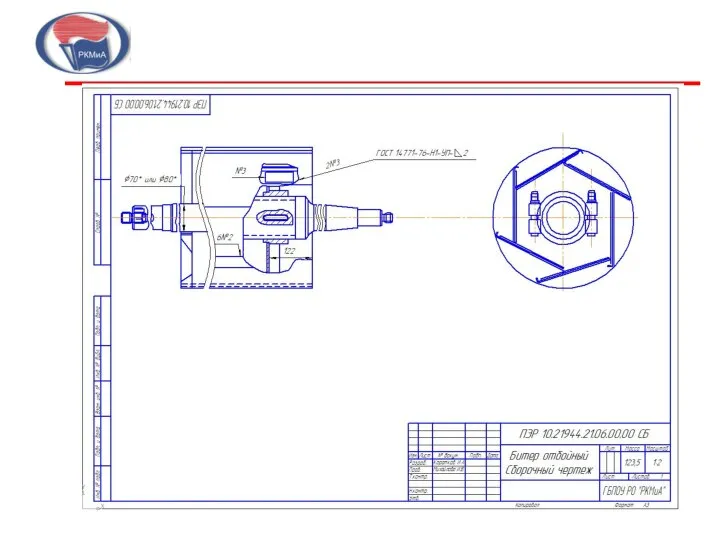
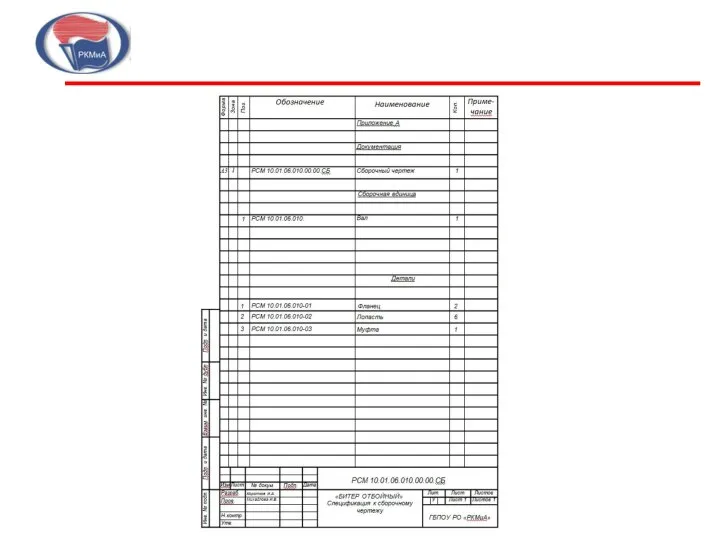
- Технологический процесс сборки и сварки узла Битер отбойный

Содержание
- 2. наННн Назначение узла «Битер»
- 5. Сборка-сварка изделия выполняется по технологическому процессу в следующей последовательности: 1. Изучить чертеж. 2.Транспортировать сборочные единицы 1
- 6. 12.Подрихтовать деталь 2 (4-5 ударами). 13.Прихватить деталь 2 двумя прихватками. Править деталь поз.2(2 удара). 14.Включением двух
- 7. Электротехническое оборудование Технические характеристики на Сварочный полуавтомат KEMPPI
- 9. Скачать презентацию

Слайд 5
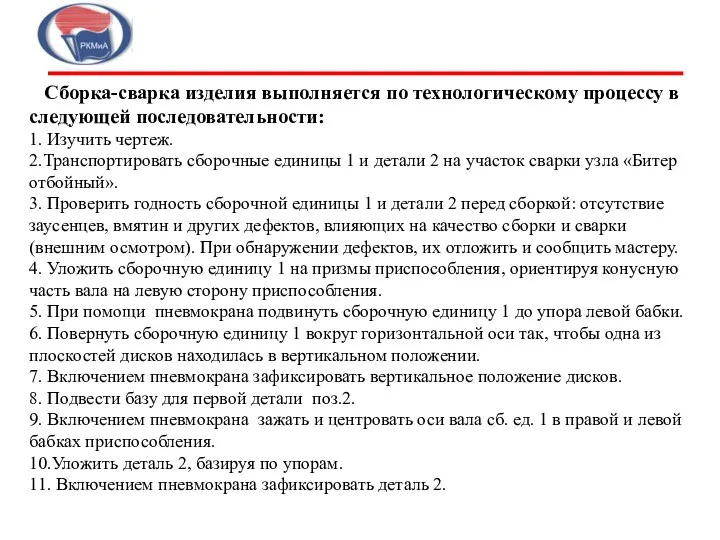
Сборка-сварка изделия выполняется по технологическому процессу в следующей последовательности:
1. Изучить чертеж.
2.Транспортировать
Сборка-сварка изделия выполняется по технологическому процессу в следующей последовательности:
1. Изучить чертеж.
2.Транспортировать
Слайд 6
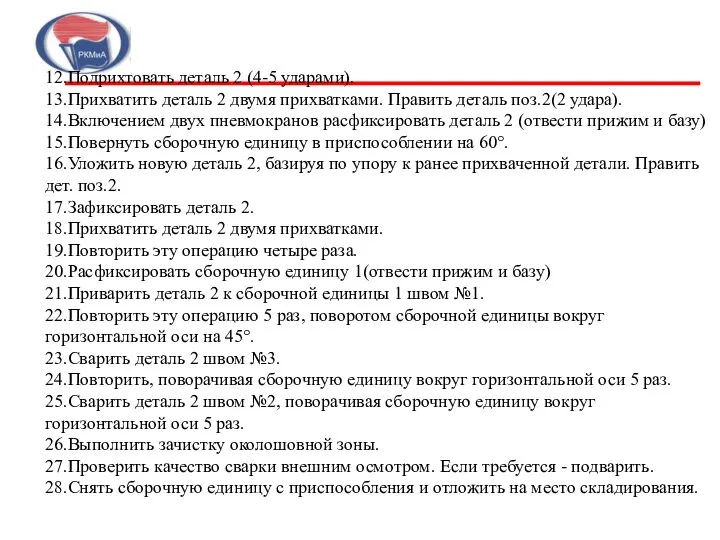
12.Подрихтовать деталь 2 (4-5 ударами).
13.Прихватить деталь 2 двумя прихватками. Править деталь поз.2(2
12.Подрихтовать деталь 2 (4-5 ударами). 13.Прихватить деталь 2 двумя прихватками. Править деталь поз.2(2
Слайд 7
Электротехническое оборудование
Технические характеристики на Сварочный полуавтомат KEMPPI
Электротехническое оборудование
Технические характеристики на Сварочный полуавтомат KEMPPI

 Сказка о том, откуда возникла наука Информатика
Сказка о том, откуда возникла наука Информатика "Последний звонок" - 2011
"Последний звонок" - 2011 Динозавры
Динозавры Boyko_Prezentatsiya_2_0
Boyko_Prezentatsiya_2_0 Натюрморт
Натюрморт Последняя миля BI проекта:визуализация и анализ данных
Последняя миля BI проекта:визуализация и анализ данных Степи Кубани
Степи Кубани Презентация на тему Энерготраты человека и пищевой рацион
Презентация на тему Энерготраты человека и пищевой рацион “Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу
“Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу Презентация на тему Понятие о систематике растений (6 класс)
Презентация на тему Понятие о систематике растений (6 класс) СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА
СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА техника безоп
техника безоп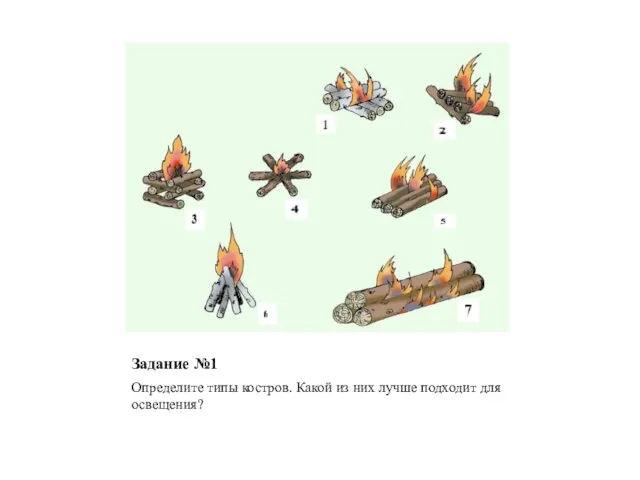 Типы костров
Типы костров Токарь профессия
Токарь профессия Светлейший князь Григорий Александрович Потемкин-Таврический
Светлейший князь Григорий Александрович Потемкин-Таврический Акробатические элементы. Упражнения на гибкость, растяжка, координация
Акробатические элементы. Упражнения на гибкость, растяжка, координация Древнейшая Греция
Древнейшая Греция Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства
Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства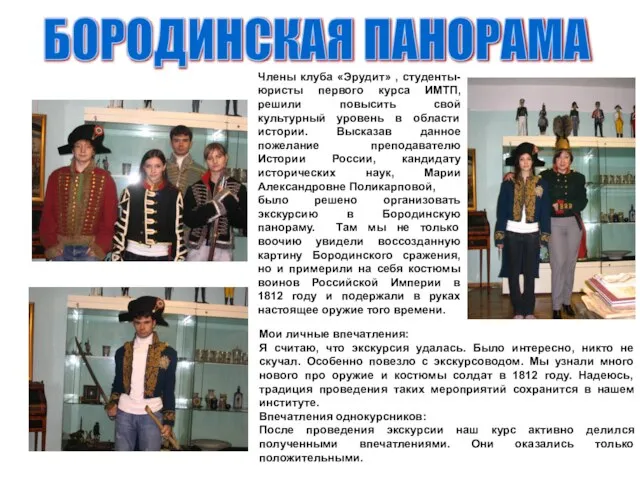 БОРОДИНСКАЯ ПАНОРАМА
БОРОДИНСКАЯ ПАНОРАМА Колебания
Колебания Сбор и подготовка нефти, газа и воды Грековского месторождения
Сбор и подготовка нефти, газа и воды Грековского месторождения NEW BEGINNING
NEW BEGINNING  Конфликты
Конфликты И это тоже Профсоюз!
И это тоже Профсоюз!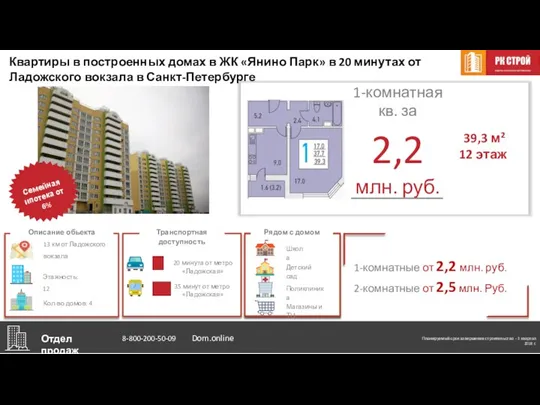 Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге
Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге Тема презентации. Размер презентации
Тема презентации. Размер презентации Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР
Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР Запоминающие устройства
Запоминающие устройства