- Трудности при сварке чугуна

Содержание
- 2. (I) ТРУДНОСТИ ПРИ СВАРКЕ ЧУГУНА 1. Низкая пластичность приводит к появлению трещин при сварочных напряжениях. Трещины
- 3. 2. Склонность чугуна при высоких скоростях охлаждения закаливаться с образованием закалочных структур (мартенсита, бейнита, троостита). В
- 4. 3. Способность чугуна к отбеливанию при быстром охлаждении места сварки обычно приводит к образованию тонкой отбеленной
- 5. 4. Чугуны не имеют тестообразного состояния при переходе от жидкого к твердому. Это свойство чугуна затрудняет
- 6. 5. Склонность к образованию пористости, что объясняется низкой температурой плавления (промышленные чугуны обычно имеют Тпл =
- 7. 6. Разнородность чугунных изделий по химическому составу, термической обработке и структуре, что требует разнообразной технологии и
- 8. Чугун обрабатывается сваркой, сварко-пайкой и пайкой. Этими видами обработки могут устраняться внешние пороки в отливках, выполняться
- 9. (II) ГОРЯЧАЯ СВАРКА ЧУГУНА Горячую сварку можно применять для изделий ограниченных размеров и массы, практически до
- 10. Горячая сварка чугуна выполняется в такой последовательности. 1. Подготовка к сварке. Раковины и шлаковые включения полностью
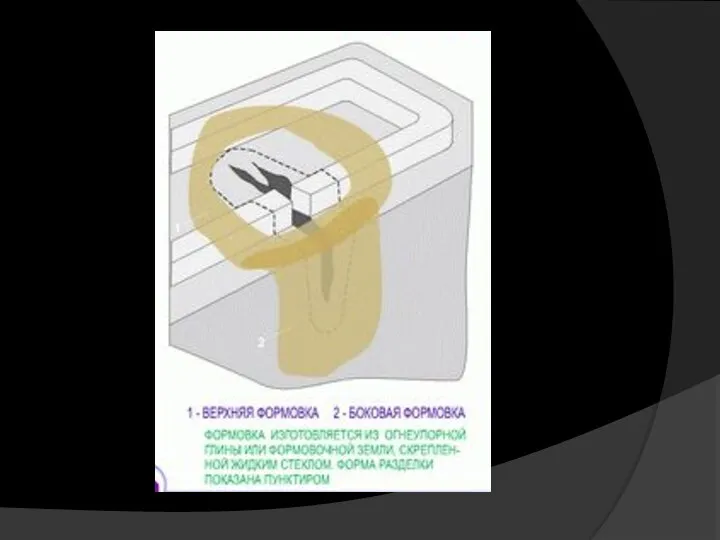
- 11. Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка должна исключить возможность вытекания
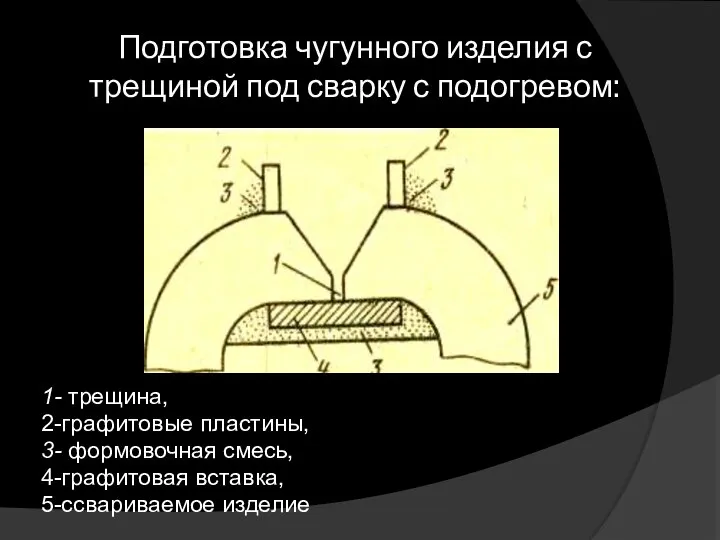
- 12. Подготовка чугунного изделия с трещиной под сварку с подогревом: 1- трещина, 2-графитовые пластины, 3- формовочная смесь,
- 14. 2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура нагрева при газовой сварке
- 15. Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б в которых графитизация углерода
- 16. 3. Выполнение сварки. Газовая сварка производится нормальным пламенем горелкой с наконечниками № 5-7. Допускается сварка науглероживающим
- 17. Флюс ФСЧ-1 (рекомендует ВНИИавтогенмаш) состоит из 23% прокаленной буры, 27% углекислого натрия и 50% азотнокислого натрия.
- 18. Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка (А и Б), так
- 19. При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до полного заполнения дефекта или
- 20. Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны. Выпуклая поверхность
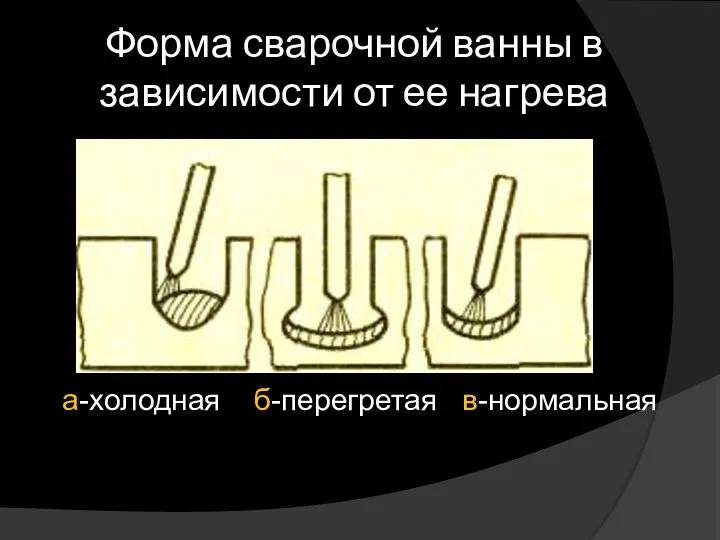
- 21. Форма сварочной ванны в зависимости от ее нагрева а-холодная б-перегретая в-нормальная
- 22. Многослойная сварка чугуна применяется редко и лишь в тех случаях, когда невозможно поддерживать всю ванну в
- 23. (III) ХОЛОДНАЯ СВАРКА ЧУГУНА При холодной сварке чугуна требуются специальные меры, чтобы получить соединение без трещин
- 24. Главный процесс, формирующий структуру чугуна - это процесс графитизации т.е. процесс выделения углерода в чугуне. Процесс
- 25. Все химические элементы в чугуне делятся на две группы: а) графитизаторы (способствующие графитизации) – С, Si,
- 26. Применяя электроды из различных сплавов с покрытиями разного состава, можно получить металл шва с нужной прочностью
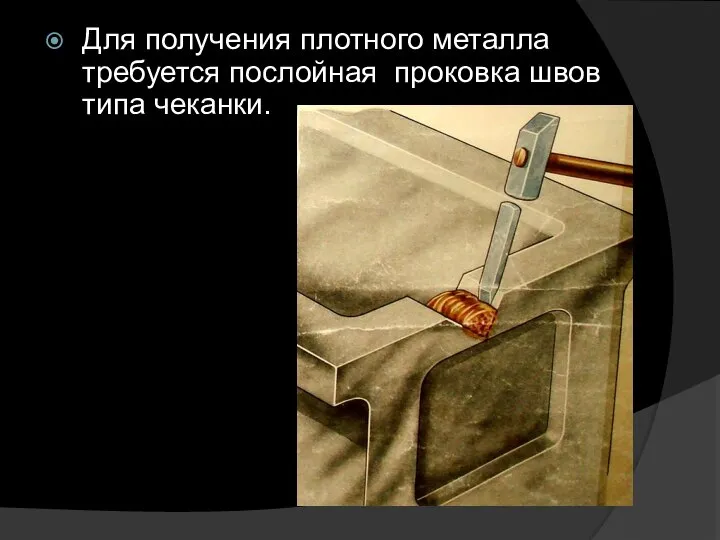
- 27. Для получения плотного металла требуется послойная проковка швов типа чеканки.
- 28. Используют железомедные, железоникелевые и медноникелевые электроды. Такие электроды делают составными – стержень из цветного металла, а
- 29. Медно-никелевые электроды МНЧ-1 состоят из проволоки монельметалла или из константановой проволоки (40% никеля, 1,5% марганца, остальное
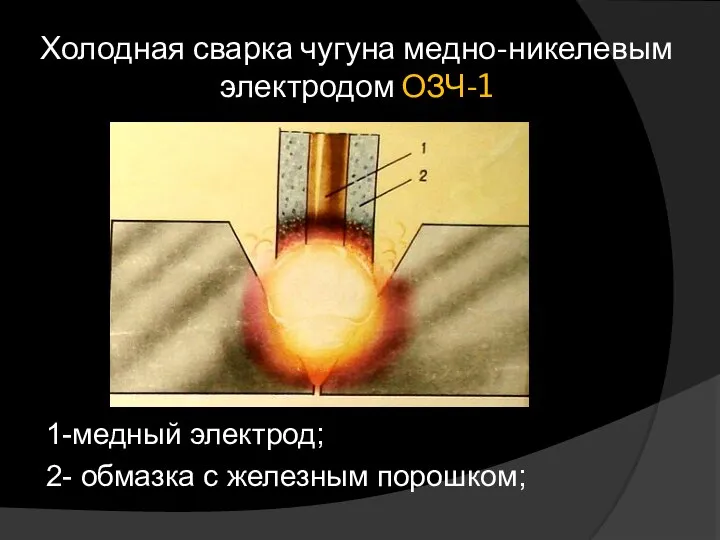
- 30. Холодная сварка чугуна медно-никелевым электродом ОЗЧ-1 1-медный электрод; 2- обмазка с железным порошком;
- 31. Полуавтоматическая сварка. Институт электросварки им. Е. О. Патона для заварки дефектов чугунного литья в холодном состоянии
- 32. (2) Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется при ремонте крупногабаритных чугунных
- 33. При изломе изделия с толщиной стенки до 12 мм шпильки могут ввертываться без разделки кромок. При
- 34. Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества чугуна, нагрузки, которую несет
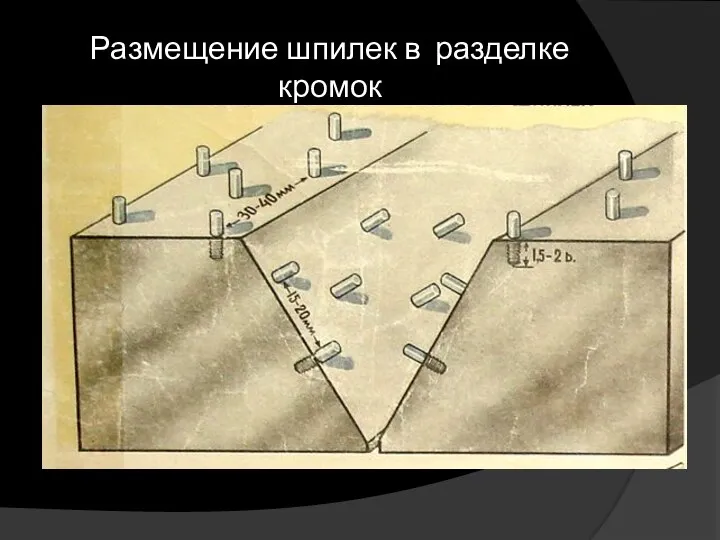
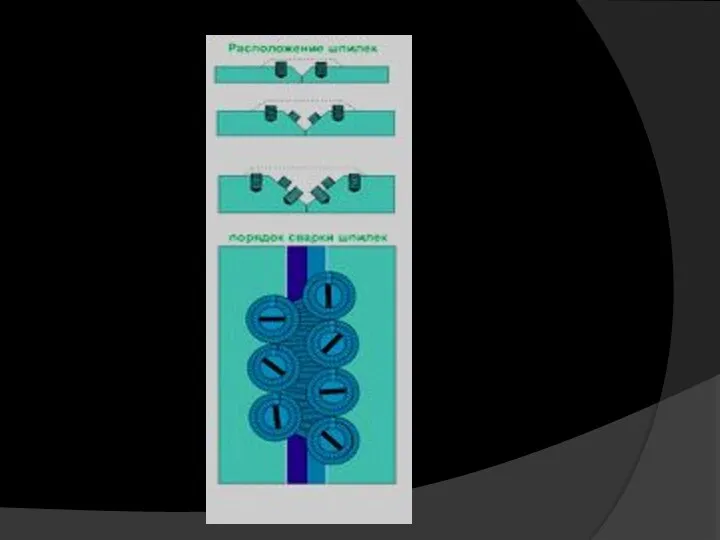
- 35. Размещение шпилек в разделке кромок
- 36. При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть ввернуты до упора. Лучшие
- 37. Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс для равномерного нагревания детали.
- 38. Для ускорения заварки трещины в изделии толщиной более 10 мм вводят дополнительные стальные связи. Связи и
- 39. Сварка чугуна со шпильками
- 41. (IV) СВАРКА-ПАЙКА ЧУГУНА Пайка представляет собой процесс соединения деталей нагревом до температуры плавления припоя, заполняющего зазор
- 42. В качестве припоев используют специальные материалы: чугунные материалы (НЧ-1, НЧ-2, УНЧ-2) (низкотемпературная заварка литейных дефектов); латунные
- 43. (1) Подготовленная под пайку поверхность подогревается пламенем газовой горелки до температуры плавления чугунного или латунного припоя
- 44. Присадочный стержень покрывают снаружи флюсом-пастой. Сварку ведут справа налево, после окончания заварки дефекта деталь медленно охлаждают
- 45. При нагреве чугуна до температуры выше 800ºС происходит необратимое увеличение объема чугуна, это может стать причиной
- 46. (2) Пайка латунным припоем производится при меньшей температуре нагрева (650-750°С), чем пайка чугуном. Снижение температуры плавления
- 47. Для лучшего сцепления чугуна с латунью графит с поверхности кромок предварительно выжигают газовым пламенем с избытком
- 48. (3) Пайка легкоплавкими оловянисто-свин-цовыми и цинковыми припоями находит ограниченное применение при устранении дефектов в чугунных деталях.
- 49. Участок горячей сварки чугуна должен быть оборудован дополнительным к приточно-вытяжной вентиляций специальным отсасывающим устройством для удаления
- 51. Скачать презентацию
Слайд 32. Склонность чугуна при высоких скоростях охлаждения закаливаться с образованием закалочных структур
2. Склонность чугуна при высоких скоростях охлаждения закаливаться с образованием закалочных структур
Слайд 43. Способность чугуна к отбеливанию при быстром охлаждении места сварки обычно приводит
3. Способность чугуна к отбеливанию при быстром охлаждении места сварки обычно приводит
Слайд 54. Чугуны не имеют тестообразного состояния при переходе от жидкого к твердому.
4. Чугуны не имеют тестообразного состояния при переходе от жидкого к твердому.
Слайд 65. Склонность к образованию пористости, что объясняется низкой температурой плавления (промышленные чугуны
5. Склонность к образованию пористости, что объясняется низкой температурой плавления (промышленные чугуны
Слайд 76. Разнородность чугунных изделий по химическому составу, термической обработке и структуре, что
6. Разнородность чугунных изделий по химическому составу, термической обработке и структуре, что
Слайд 8Чугун обрабатывается сваркой, сварко-пайкой и пайкой.
Этими видами обработки могут устраняться внешние
Чугун обрабатывается сваркой, сварко-пайкой и пайкой.
Этими видами обработки могут устраняться внешние
Слайд 9(II) ГОРЯЧАЯ СВАРКА ЧУГУНА
Горячую сварку можно применять для изделий ограниченных размеров и
(II) ГОРЯЧАЯ СВАРКА ЧУГУНА
Горячую сварку можно применять для изделий ограниченных размеров и
Слайд 10Горячая сварка чугуна выполняется в такой последовательности.
1. Подготовка к сварке. Раковины и
Горячая сварка чугуна выполняется в такой последовательности.
1. Подготовка к сварке. Раковины и
Слайд 11Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка
Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка
Слайд 12Подготовка чугунного изделия с трещиной под сварку с подогревом:
1- трещина,
2-графитовые пластины,
3-
Подготовка чугунного изделия с трещиной под сварку с подогревом:
1- трещина,
2-графитовые пластины,
3-
Слайд 142. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура
2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура
Слайд 15Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б
Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б
Слайд 163. Выполнение сварки.
Газовая сварка производится нормальным пламенем горелкой с наконечниками №
3. Выполнение сварки.
Газовая сварка производится нормальным пламенем горелкой с наконечниками №
Слайд 17Флюс ФСЧ-1 (рекомендует ВНИИавтогенмаш) состоит из 23% прокаленной буры, 27% углекислого натрия
Флюс ФСЧ-1 (рекомендует ВНИИавтогенмаш) состоит из 23% прокаленной буры, 27% углекислого натрия
Слайд 18Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка
Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка
Слайд 19При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до
При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до
Слайд 20Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой
Слайд 21Форма сварочной ванны в зависимости от ее нагрева
а-холодная б-перегретая в-нормальная
Форма сварочной ванны в зависимости от ее нагрева
а-холодная б-перегретая в-нормальная
Слайд 22Многослойная сварка чугуна применяется редко и лишь в тех случаях, когда невозможно
Многослойная сварка чугуна применяется редко и лишь в тех случаях, когда невозможно
Слайд 23(III) ХОЛОДНАЯ СВАРКА ЧУГУНА
При холодной сварке чугуна требуются специальные меры, чтобы получить
(III) ХОЛОДНАЯ СВАРКА ЧУГУНА
При холодной сварке чугуна требуются специальные меры, чтобы получить
Слайд 24 Главный процесс, формирующий структуру чугуна - это процесс графитизации т.е. процесс
Главный процесс, формирующий структуру чугуна - это процесс графитизации т.е. процесс
Слайд 25 Все химические элементы в чугуне делятся на две группы:
а) графитизаторы (способствующие
Все химические элементы в чугуне делятся на две группы:
а) графитизаторы (способствующие
Слайд 26Применяя электроды из различных сплавов с покрытиями разного состава, можно получить металл
Применяя электроды из различных сплавов с покрытиями разного состава, можно получить металл
Слайд 27Для получения плотного металла требуется послойная проковка швов типа чеканки.
Для получения плотного металла требуется послойная проковка швов типа чеканки.
Слайд 28Используют железомедные, железоникелевые и медноникелевые электроды. Такие электроды делают составными – стержень
Используют железомедные, железоникелевые и медноникелевые электроды. Такие электроды делают составными – стержень
Слайд 29Медно-никелевые электроды МНЧ-1 состоят из проволоки монельметалла или из константановой проволоки (40%
Медно-никелевые электроды МНЧ-1 состоят из проволоки монельметалла или из константановой проволоки (40%
Слайд 30Холодная сварка чугуна медно-никелевым электродом ОЗЧ-1
1-медный электрод;
2- обмазка с железным порошком;
Холодная сварка чугуна медно-никелевым электродом ОЗЧ-1
1-медный электрод;
2- обмазка с железным порошком;
Слайд 31Полуавтоматическая сварка. Институт электросварки им. Е. О. Патона для заварки дефектов чугунного
Полуавтоматическая сварка. Институт электросварки им. Е. О. Патона для заварки дефектов чугунного
Слайд 32(2) Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется
(2) Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется
Слайд 33При изломе изделия с толщиной стенки до 12 мм шпильки могут ввертываться
При изломе изделия с толщиной стенки до 12 мм шпильки могут ввертываться
Слайд 34Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества
Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества
Слайд 35Размещение шпилек в разделке кромок
Размещение шпилек в разделке кромок
Слайд 36При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть
При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть
Слайд 37Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс
Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс
Слайд 38Для ускорения заварки трещины в изделии толщиной более 10 мм вводят дополнительные
Для ускорения заварки трещины в изделии толщиной более 10 мм вводят дополнительные
Слайд 39Сварка чугуна со шпильками
Сварка чугуна со шпильками

Слайд 41(IV) СВАРКА-ПАЙКА ЧУГУНА
Пайка представляет собой процесс соединения деталей нагревом до температуры плавления
(IV) СВАРКА-ПАЙКА ЧУГУНА
Пайка представляет собой процесс соединения деталей нагревом до температуры плавления
Слайд 42В качестве припоев используют специальные материалы:
чугунные материалы (НЧ-1, НЧ-2, УНЧ-2) (низкотемпературная заварка
В качестве припоев используют специальные материалы:
чугунные материалы (НЧ-1, НЧ-2, УНЧ-2) (низкотемпературная заварка
Слайд 43(1) Подготовленная под пайку поверхность подогревается пламенем газовой горелки до температуры плавления
(1) Подготовленная под пайку поверхность подогревается пламенем газовой горелки до температуры плавления
Слайд 44Присадочный стержень покрывают снаружи флюсом-пастой. Сварку ведут справа налево, после окончания заварки
Присадочный стержень покрывают снаружи флюсом-пастой. Сварку ведут справа налево, после окончания заварки
Слайд 45 При нагреве чугуна до температуры выше 800ºС происходит необратимое увеличение объема
При нагреве чугуна до температуры выше 800ºС происходит необратимое увеличение объема
Слайд 46(2) Пайка латунным припоем производится при меньшей температуре нагрева (650-750°С), чем пайка
(2) Пайка латунным припоем производится при меньшей температуре нагрева (650-750°С), чем пайка
Слайд 47Для лучшего сцепления чугуна с латунью графит с поверхности кромок предварительно выжигают
Для лучшего сцепления чугуна с латунью графит с поверхности кромок предварительно выжигают
Слайд 48(3) Пайка легкоплавкими оловянисто-свин-цовыми и цинковыми припоями находит ограниченное применение при устранении
(3) Пайка легкоплавкими оловянисто-свин-цовыми и цинковыми припоями находит ограниченное применение при устранении
Слайд 49Участок горячей сварки чугуна должен быть оборудован дополнительным к приточно-вытяжной вентиляций специальным
Участок горячей сварки чугуна должен быть оборудован дополнительным к приточно-вытяжной вентиляций специальным
 Numbers
Numbers Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений
Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений Дети блокадного Ленинграда
Дети блокадного Ленинграда Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass
Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass Презентация на тему Осенние и зимние явления в жизни растений
Презентация на тему Осенние и зимние явления в жизни растений  Puzanova Natalia AlexandrovnaCognitive approach to synonymy.
Puzanova Natalia AlexandrovnaCognitive approach to synonymy. Гимнастика. История возникновения и развития спортивной гимнастики
Гимнастика. История возникновения и развития спортивной гимнастики Принятие к учету по КФО 2
Принятие к учету по КФО 2 VIII общешкольная конференция «Учись учиться»
VIII общешкольная конференция «Учись учиться» Paint Tool SAI
Paint Tool SAI Классификация таймфреймов
Классификация таймфреймов Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба
Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба 5_Obrazovanie_i_nauka_19_veka (1)
5_Obrazovanie_i_nauka_19_veka (1) Презентация на тему Пьер Огюстен Карон де Бомарше
Презентация на тему Пьер Огюстен Карон де Бомарше Транснационализация мировой экономики
Транснационализация мировой экономики Виды письменных источников
Виды письменных источников Воспитательная программа
Воспитательная программа Что мы знаем о мёде
Что мы знаем о мёде Население России
Население России Природный и попутные нефтяные газы
Природный и попутные нефтяные газы 9
9 Zielony zakątek
Zielony zakątek Рождение Иисуса и его версии
Рождение Иисуса и его версии Николай Егорович Жуковский
Николай Егорович Жуковский Тыва сактаан далганны кылырынын чуруму
Тыва сактаан далганны кылырынын чуруму Logo Project Status and Notification
Logo Project Status and Notification Виды квалификации преступлений
Виды квалификации преступлений Presentation Title Your company information
Presentation Title Your company information