- Технологическое оборудование для щитовых заготовок. Лекция 263

Содержание
- 2. Тема: Оборудование для изготовления пленочных облицовочных материалов Цель занятия: изучить технологическое оборудование для щитовых заготовок. Содержание
- 3. Изготовление синтетических облицовочных материалов Изготовление пленок на основе пропитанных бумаг Процесс изготовления пропиточных бумаг состоит из
- 4. Пропитка бумаги. Для пропитки, сушки и резки синтетических облицовочных материалов применяют установки: вертикальные; горизонтальные. Горизонтальные установки
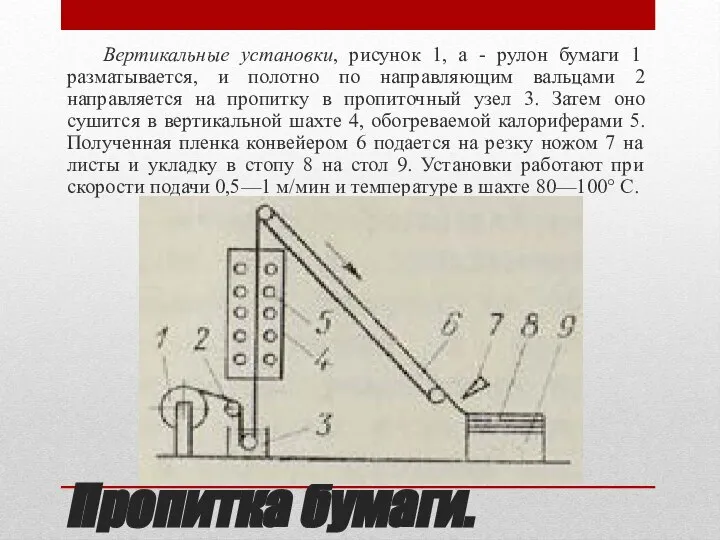
- 5. Пропитка бумаги. Вертикальные установки, рисунок 1, а - рулон бумаги 1 разматывается, и полотно по направляющим
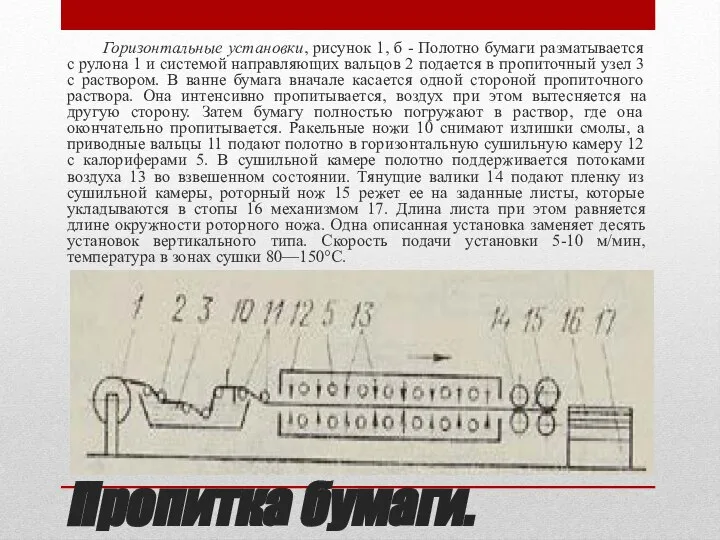
- 7. Пропитка бумаги. Горизонтальные установки, рисунок 1, б - Полотно бумаги разматывается с рулона 1 и системой
- 9. Пропитка бумаги. Для изготовления рулонных облицовочных материалов операцию раскроя пленки заменяют на установки с намоткой пленки
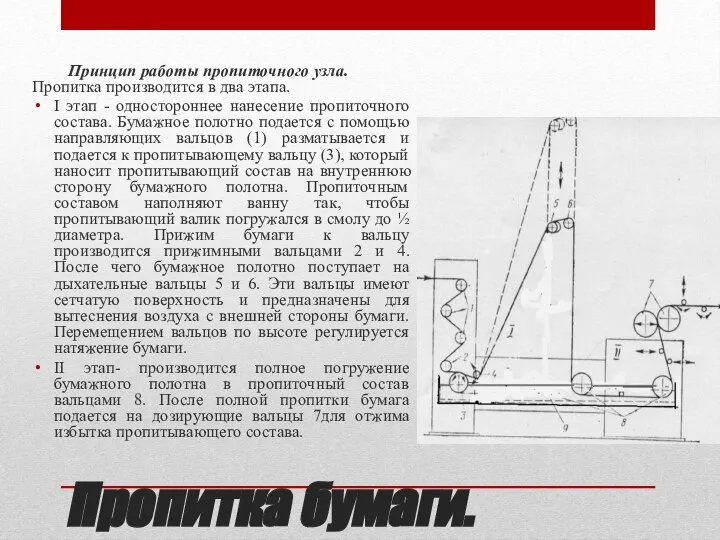
- 10. Пропитка бумаги. Принцип работы пропиточного узла. Пропитка производится в два этапа. I этап - одностороннее нанесение
- 11. Сушка Сушка пропитанной бумаги производится в конвективных сушилках по зонам. Распределение температур по зонам зависит от
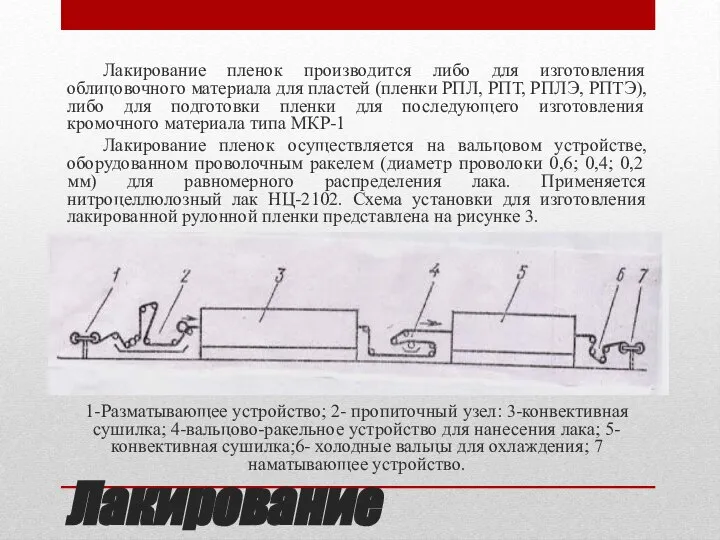
- 12. Лакирование Лакирование пленок производится либо для изготовления облицовочного материала для пластей (пленки РПЛ, РПТ, РПЛЭ, РПТЭ),
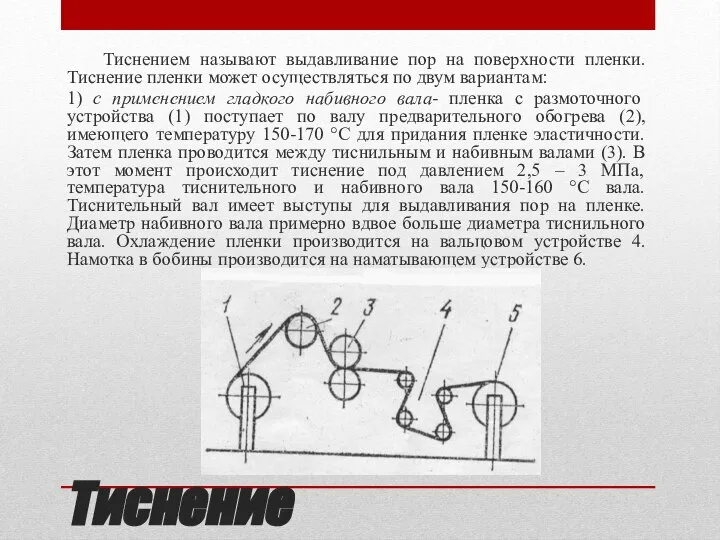
- 13. Тиснение Тиснением называют выдавливание пор на поверхности пленки. Тиснение пленки может осуществляться по двум вариантам: 1)
- 15. Скачать презентацию
Слайд 2Тема: Оборудование для изготовления пленочных облицовочных материалов
Цель занятия: изучить технологическое оборудование для
Тема: Оборудование для изготовления пленочных облицовочных материалов
Цель занятия: изучить технологическое оборудование для
Слайд 3Изготовление синтетических облицовочных материалов
Изготовление пленок на основе пропитанных бумаг
Процесс изготовления пропиточных бумаг
Изготовление синтетических облицовочных материалов
Изготовление пленок на основе пропитанных бумаг
Процесс изготовления пропиточных бумаг
Слайд 4Пропитка бумаги.
Для пропитки, сушки и резки синтетических облицовочных материалов применяют установки:
вертикальные;
горизонтальные.
Пропитка бумаги.
Для пропитки, сушки и резки синтетических облицовочных материалов применяют установки:
вертикальные;
горизонтальные.

Слайд 5Пропитка бумаги.
Вертикальные установки, рисунок 1, а - рулон бумаги 1 разматывается, и
Пропитка бумаги.
Вертикальные установки, рисунок 1, а - рулон бумаги 1 разматывается, и

Слайд 7Пропитка бумаги.
Горизонтальные установки, рисунок 1, б - Полотно бумаги разматывается с рулона
Пропитка бумаги.
Горизонтальные установки, рисунок 1, б - Полотно бумаги разматывается с рулона

Слайд 9Пропитка бумаги.
Для изготовления рулонных облицовочных материалов операцию раскроя пленки заменяют на установки
Пропитка бумаги.
Для изготовления рулонных облицовочных материалов операцию раскроя пленки заменяют на установки

Слайд 10Пропитка бумаги.
Принцип работы пропиточного узла. Пропитка производится в два этапа.
I этап
Пропитка бумаги.
Принцип работы пропиточного узла. Пропитка производится в два этапа.
I этап
Слайд 11Сушка
Сушка пропитанной бумаги производится в конвективных сушилках по зонам. Распределение температур по
Сушка
Сушка пропитанной бумаги производится в конвективных сушилках по зонам. Распределение температур по

Слайд 12Лакирование
Лакирование пленок производится либо для изготовления облицовочного материала для пластей (пленки РПЛ,
Лакирование
Лакирование пленок производится либо для изготовления облицовочного материала для пластей (пленки РПЛ,
Слайд 13Тиснение
Тиснением называют выдавливание пор на поверхности пленки. Тиснение пленки может осуществляться по
Тиснение
Тиснением называют выдавливание пор на поверхности пленки. Тиснение пленки может осуществляться по
 Великая Китайская Стена Презентацию подготовила Чикаева Дарья ученица 7 класса «А»
Великая Китайская Стена Презентацию подготовила Чикаева Дарья ученица 7 класса «А» Презентация на тему Расти здоровый, малыш!
Презентация на тему Расти здоровый, малыш! Презентация на тему А.С. Пушкин «Евгений Онегин
Презентация на тему А.С. Пушкин «Евгений Онегин Формирование у обучающихся коммуникативных компетенций на занятиях по ДООП
Формирование у обучающихся коммуникативных компетенций на занятиях по ДООП Презентация подготовила ученица 9»б» класса Павлова Екатерина
Презентация подготовила ученица 9»б» класса Павлова Екатерина Поделки из помпонов
Поделки из помпонов Финансирование высшего образования в Великобритании
Финансирование высшего образования в Великобритании Дружба – чудесное слово!
Дружба – чудесное слово! Экологическая игра-викторина «В гостях у леса»
Экологическая игра-викторина «В гостях у леса» Наука в XX веке
Наука в XX веке Из истории светового микроскопа
Из истории светового микроскопа Портфолио ученика- как часть профориентационной работы в школе
Портфолио ученика- как часть профориентационной работы в школе Презентация на тему Троянская война в поэме Гомера "Илиада"
Презентация на тему Троянская война в поэме Гомера "Илиада"  Ионизирующие излучения и радиационная защита
Ионизирующие излучения и радиационная защита Тенденции в злоупотреблении психоактивными веществами среди молодёжи города Москвы(за 1999 – 2011 годы)
Тенденции в злоупотреблении психоактивными веществами среди молодёжи города Москвы(за 1999 – 2011 годы) Автомобиль - не средство передвижения, а роскошь!
Автомобиль - не средство передвижения, а роскошь! Волонтерский отряд «Свои люди»
Волонтерский отряд «Свои люди» Практика ГБОУ №73, школа
Практика ГБОУ №73, школа Парейдолии
Парейдолии Тема урока:
Тема урока: Встречи до родов и после
Встречи до родов и после Царское село. Пушкин
Царское село. Пушкин Weihnachtskarten. Dezember feiern die Deutschen Weihnachten. An diesem Tag ist Jesus Christus geboren
Weihnachtskarten. Dezember feiern die Deutschen Weihnachten. An diesem Tag ist Jesus Christus geboren ProQuest Dissertations and Theses: уникальная база данных научных диссертаций Можно ли сделать свою диссертацию доступной мировому научному со
ProQuest Dissertations and Theses: уникальная база данных научных диссертаций Можно ли сделать свою диссертацию доступной мировому научному со Дополнительный_материал_22.50_05.10.2022_e01b120f
Дополнительный_материал_22.50_05.10.2022_e01b120f МЧС России
МЧС России ОП
ОП Управление проектами. Лекция № 1. Введение. Основы управления проектами преподаватель
Управление проектами. Лекция № 1. Введение. Основы управления проектами преподаватель