- Технология изготовления створки ворот правой 674 кг

Содержание
- 2. ТЕМА Технология изготовления створки ворот правой 674кг
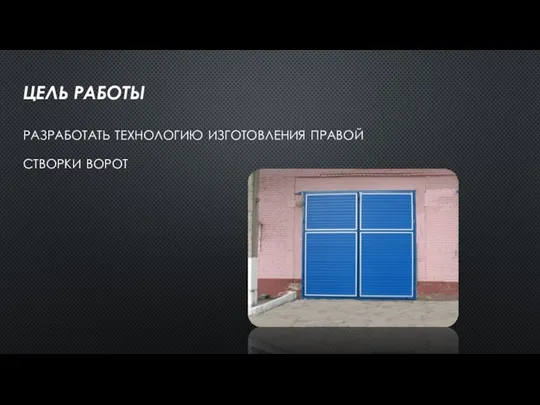
- 3. ЦЕЛЬ РАБОТЫ разработать технологию изготовления правой створки ворот
- 4. ЗАДАЧИ: - проанализировать существующую литературу по данной теме; - изучить технологию изготовления данной конструкции; - подобрать
- 5. НАЗНАЧЕНИЕ КОНСТРУКЦИИ Створка ворот правая является частью металлоконструкции – гаражных ворот. Ворота предназначены для въезда грузового
- 6. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ Данная конструкция изготовлена из углеродистой стали марки Ст3сп5. Ст3сп - сталь
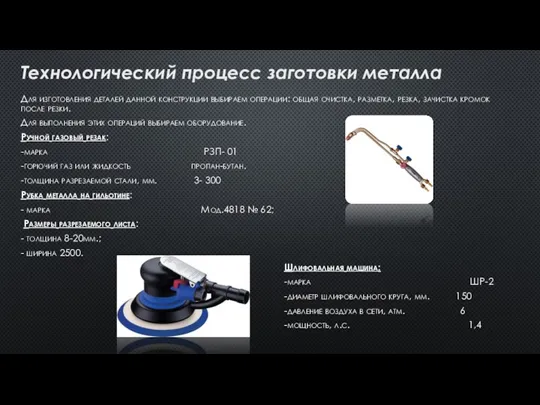
- 7. Технологический процесс заготовки металла Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка, резка, зачистка
- 8. ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно удовлетворять следующим
- 9. СВАРОЧНЫЙ ТРАНСФОРМАТОР: -марка ТДМ 401У2 -номинальный ток, А. 400 -пределы регулирования, А. 70- 460 -номинальное рабочие
- 10. ВЫБОР ВИДА СВАРКИ Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки зрения метод сварки
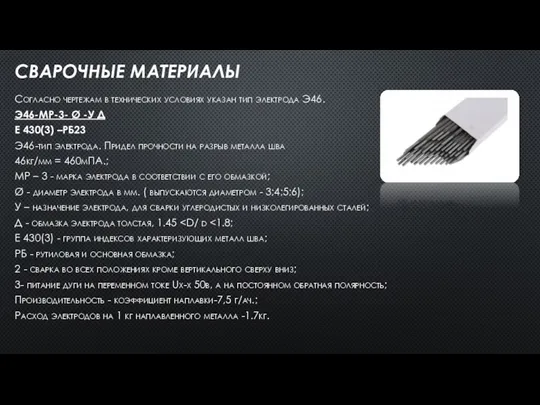
- 11. СВАРОЧНЫЕ МАТЕРИАЛЫ Согласно чертежам в технических условиях указан тип электрода Э46. Э46-МР-3- Ø -У Д E
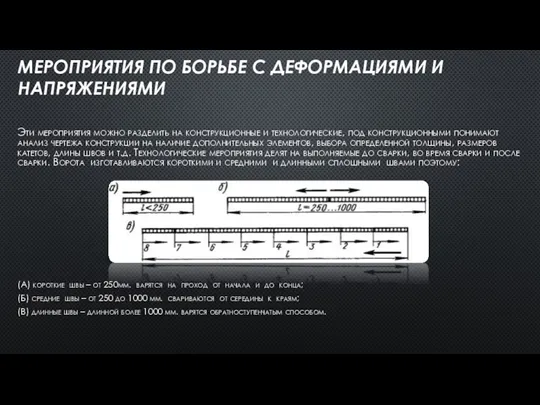
- 12. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
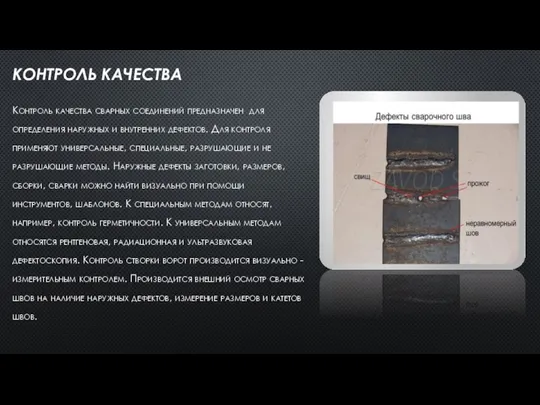
- 13. КОНТРОЛЬ КАЧЕСТВА Контроль качества сварных соединений предназначен для определения наружных и внутренних дефектов. Для контроля применяют
- 14. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ Согласно сборочно-сварочного чертежа конструкция выполнена из металла толщиной 4 мм
- 15. РАСЧЕТ НОРМ ВРЕМЕНИ Согласно чертежу вес наплавленного металла в чертеже не указан, поэтому принимается 1,5% от
- 16. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ Расчет расхода электродов принято производить по формуле: G эл.= Gнм. • P, кг.
- 17. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ Расчет производится по формуле: Q = Gнм. • А, кВт/ч G нм.-вес наплавленного
- 18. ТЕХНИКА БЕЗОПАСНОСТИ
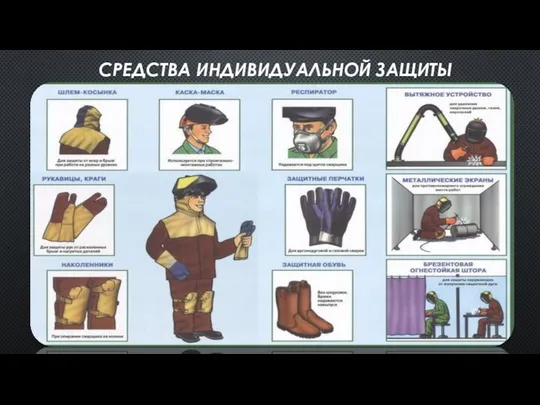
- 19. СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
- 20. ЭКОЛОГИЯ В перечне экологических параметров профессии «Сварщик» значатся: загазованность; промышленная пыль; производственный шум; температура; влажность; освещенность;
- 22. Скачать презентацию

Слайд 3ЦЕЛЬ РАБОТЫ
разработать технологию изготовления правой
створки ворот
ЦЕЛЬ РАБОТЫ
разработать технологию изготовления правой
створки ворот
Слайд 4ЗАДАЧИ:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной конструкции;
-
ЗАДАЧИ:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной конструкции;
-
Слайд 5 НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Створка ворот правая является частью металлоконструкции – гаражных ворот. Ворота
НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Створка ворот правая является частью металлоконструкции – гаражных ворот. Ворота
Слайд 6ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Данная конструкция изготовлена из углеродистой стали марки Ст3сп5.
Ст3сп
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Данная конструкция изготовлена из углеродистой стали марки Ст3сп5.
Ст3сп
Слайд 7Технологический процесс заготовки металла
Для изготовления деталей данной конструкции выбираем операции: общая очистка,
Технологический процесс заготовки металла
Для изготовления деталей данной конструкции выбираем операции: общая очистка,
Слайд 8ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно
ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно
Слайд 9СВАРОЧНЫЙ ТРАНСФОРМАТОР:
-марка ТДМ 401У2
-номинальный ток, А. 400
-пределы регулирования, А. 70- 460
-номинальное рабочие
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
-марка ТДМ 401У2
-номинальный ток, А. 400
-пределы регулирования, А. 70- 460
-номинальное рабочие

Слайд 10ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки
Слайд 11СВАРОЧНЫЕ МАТЕРИАЛЫ
Согласно чертежам в технических условиях указан тип электрода Э46.
Э46-МР-3- Ø
СВАРОЧНЫЕ МАТЕРИАЛЫ
Согласно чертежам в технических условиях указан тип электрода Э46.
Э46-МР-3- Ø
Слайд 12МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на конструкционные
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на конструкционные
Слайд 13КОНТРОЛЬ КАЧЕСТВА
Контроль качества сварных соединений предназначен для определения наружных и внутренних дефектов.
КОНТРОЛЬ КАЧЕСТВА
Контроль качества сварных соединений предназначен для определения наружных и внутренних дефектов.
Слайд 14РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно сборочно-сварочного чертежа конструкция выполнена из
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно сборочно-сварочного чертежа конструкция выполнена из
Слайд 15РАСЧЕТ НОРМ ВРЕМЕНИ
Согласно чертежу вес наплавленного металла в чертеже не указан, поэтому
РАСЧЕТ НОРМ ВРЕМЕНИ
Согласно чертежу вес наплавленного металла в чертеже не указан, поэтому
Слайд 16РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электродов принято производить по формуле:
G эл.= Gнм.
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет расхода электродов принято производить по формуле:
G эл.= Gнм.
Слайд 17РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q = Gнм. • А, кВт/ч
G
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q = Gнм. • А, кВт/ч
G
Слайд 18ТЕХНИКА БЕЗОПАСНОСТИ
ТЕХНИКА БЕЗОПАСНОСТИ

Слайд 19СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Слайд 20ЭКОЛОГИЯ
В перечне экологических параметров профессии «Сварщик» значатся:
загазованность;
промышленная пыль;
производственный шум;
температура;
влажность;
освещенность;
объем и площадь
ЭКОЛОГИЯ
В перечне экологических параметров профессии «Сварщик» значатся:
загазованность;
промышленная пыль;
производственный шум;
температура;
влажность;
освещенность;
объем и площадь
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура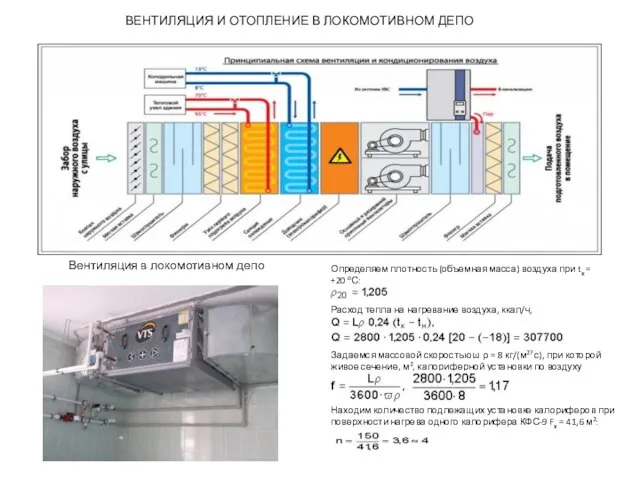 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!