- Т№ 7 Л №9. Техника для укладки,балластировки и выправки пути.Малый механизированный инструмент

Содержание
- 2. УЧЕБНЫЕ ВОПРОСЫ: 1.Классификация машин для путевых работ. 2.Машины для сборки звеньев рельсошпальной решетки.
- 3. Литература: 1. Соловьев С.Н. и др. Техника железнодорожных войск. – СПб.: «На страже Родины», 2004. –
- 4. Введение. Строительство верхнего строения пути (ВСП) является одной из важнейших и трудоемких составных частей всего комплекса
- 5. Поэлементный способ предусматривает вывоз всех элементов верхнего строения пути на земляное полотно и их последующую сборку,
- 6. Технологический процесс укладки путевой решетки плетями предусматривал предварительную сборку звеньев на звеносборочной базе, их установку на
- 7. Укладка звеньями стала возможной после внедрения консольных (портальных) путеукладчиков. Она позволила подавать звенья под путеукладчик на
- 8. Комбайновый способ предполагает вывоз элементов верхнего строения пути к месту укладки, загрузку их в комбайн специальной
- 9. При раздельном способе отдельные операции по сборке путевой решетки ведутся на звеносборочной базе, а остальные непосредственно
- 10. УЧЕБНЫЕ ВОПРОС №1 Классификация машин для путевых работ.
- 11. Путевые машины классифицируются: 1. По назначению: - для сборки звеньев пути; - для транспортировки звеньев; -
- 12. 4. По степени автоматизации: - не автоматизированные; - полуавтоматизированные. 5. По типу ходового оборудования: - на
- 13. УЧЕБНЫЙ ВОПРОС №2 Машины для сборки звеньев рельсошпальной решетки.
- 14. Звеносборочный стенд ЗС- 400М предназначен для сборки звеньев ж.д. пути с деревянными шпалами и рельсами от
- 15. ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-400, ЗС-400М
- 16. Звеносборочный стенд ЗС-400 представляет собой механизированную поточную линию, состоящую из взаимодействующих между собой станков и механизмов,
- 18. Схема организации площадки со звеносборочным стендом ЗС – 400М (вариант).
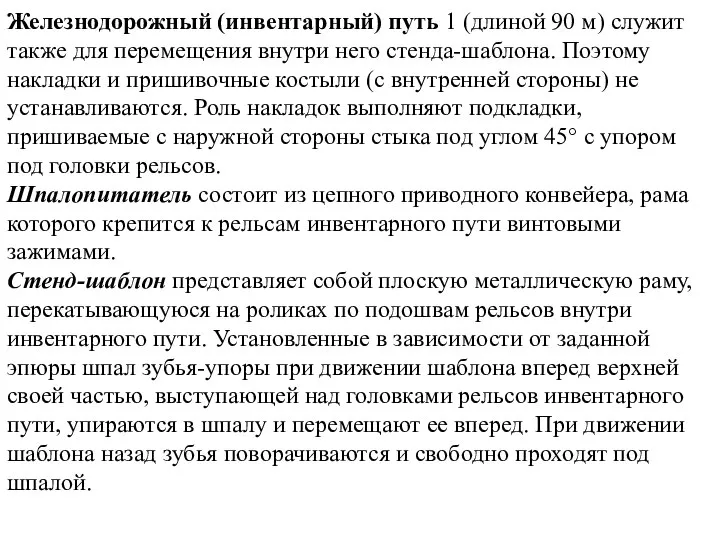
- 19. Железнодорожный (инвентарный) путь 1 (длиной 90 м) служит также для перемещения внутри него стенда-шаблона. Поэтому накладки
- 20. Сверлильный станок состоит из рамы, прикрепленной к подошвам рельс инвентарного пути, тента, двух пятишпиндельных сверлильных головок
- 21. Устройство и принцип действия звеносборочного стенда ЗС-500 и ЗС-500М.
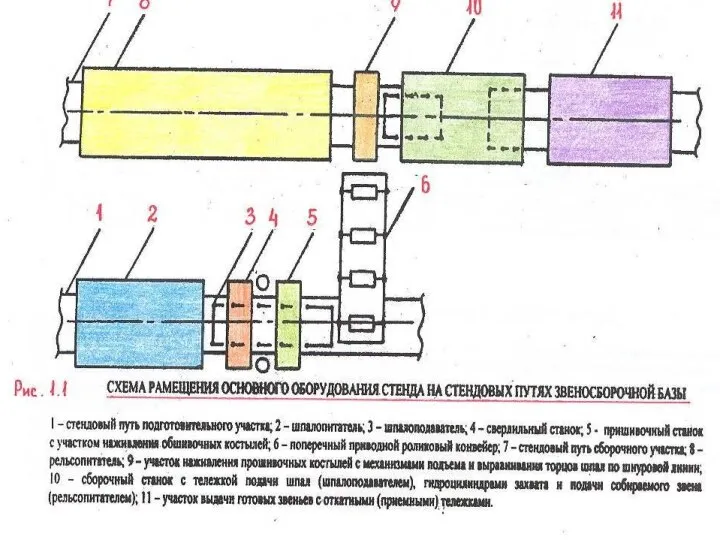
- 22. Звеносборочный стенд ЗС-500 представляет собой комплекс специальных станков и механизмов, размещаемых на двух параллельных стендовых путях
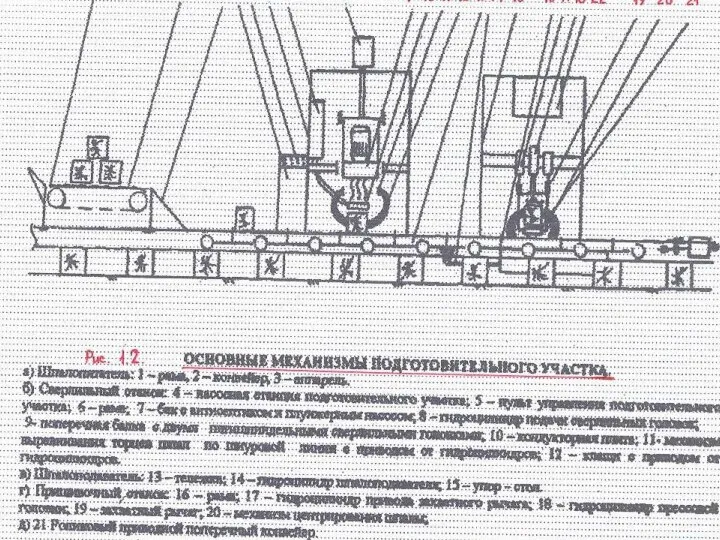
- 23. На подготовительном участке осуществляется подача шпал от шпалопитателя на поперечный конвейер, сверление шпал и антисептирование отверстий
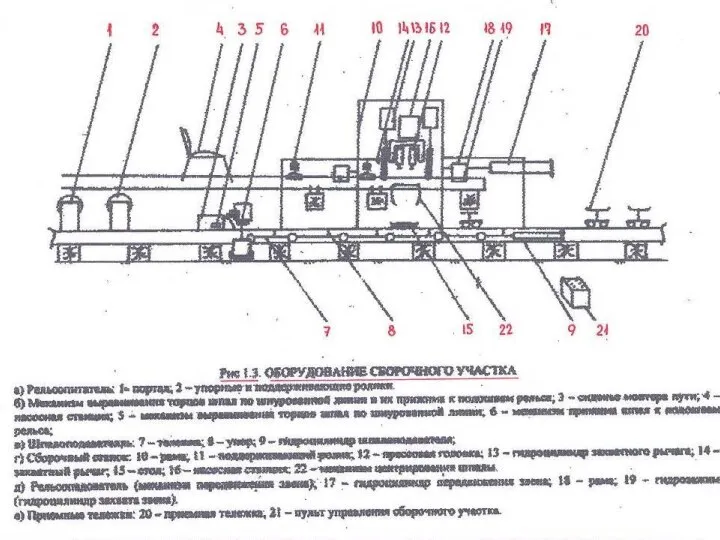
- 24. На сборочном участке производится наживление пришивочных костылей, подача шпал в сборочный станок, подача собираемого звена согласно
- 25. ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-500
- 26. ВОЕННО-ТРАНСПОРТНЫЙ УНИВЕРСИТЕТ ЖЕЛЕЗНОДОРОЖНЫХ ВОЙСК Кафедра Техники железнодорожных войск Дисциплина: Путевые машины и машины непрерывного транспорта ТЕМА
- 28. Шпалопитатель
- 32. Конвейер
- 36. ЗВЕНОСБОРОЧНЫЙ СТЕНД 3С-500М
- 37. Звеносборочный стенд 3С-500М представляет собой полуавтоматическую поточную линию, из двух взаимодействующих между собой модулей, смонтированных на
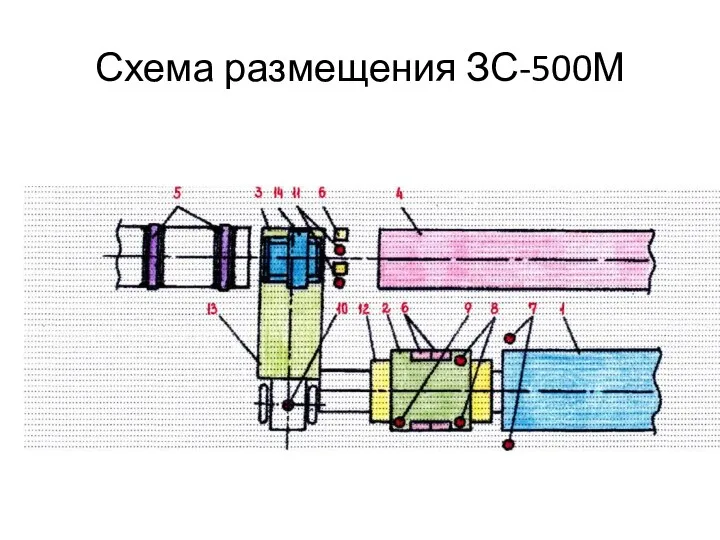
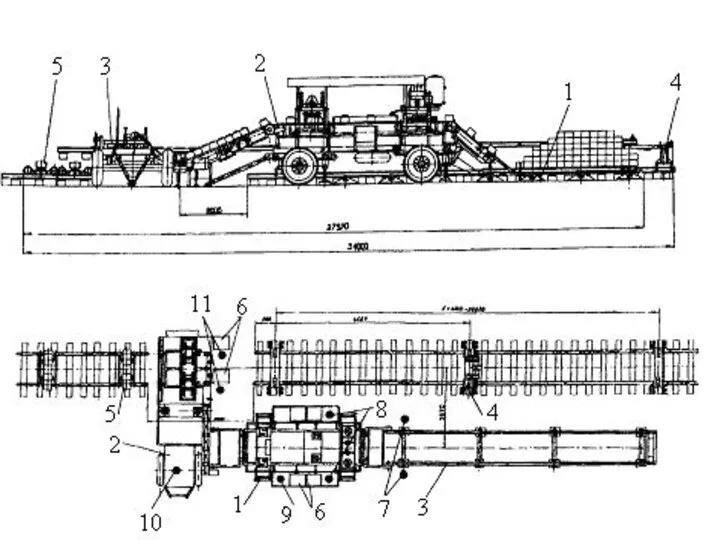
- 38. В состав стенда входят шпалопитатель 1, пришивочный модуль 2, сборочный модуль 3, рельсопитатель 4, четыре откатные
- 39. Схема размещения ЗС-500М
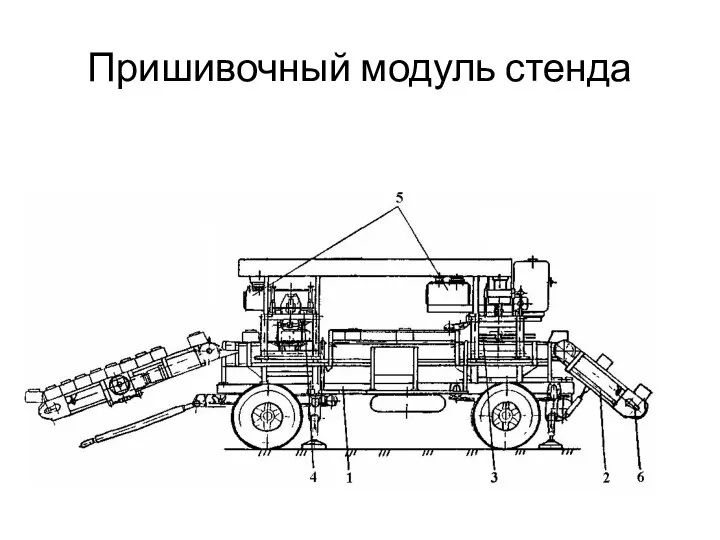
- 41. Пришивочный модуль
- 44. Пришивочный модуль стенда
- 45. Сборочный модуль стенда
- 46. Сборочный модуль
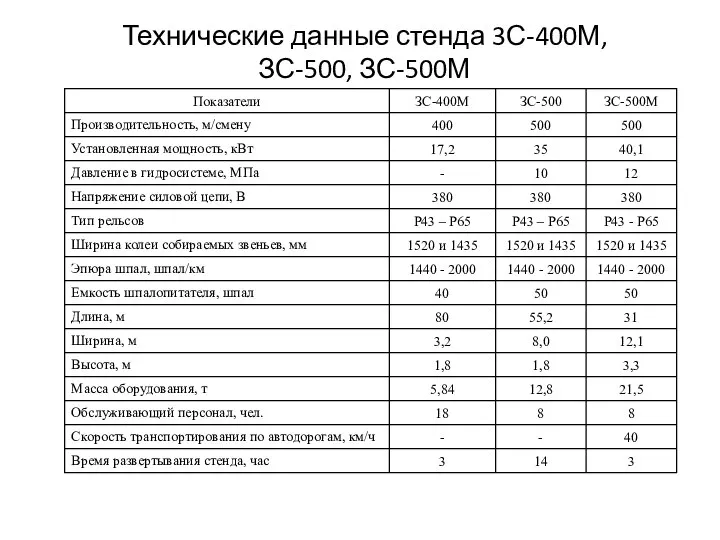
- 49. Технические данные стенда 3С-400М, ЗС-500, ЗС-500М
- 51. Скачать презентацию
Слайд 2УЧЕБНЫЕ ВОПРОСЫ:
1.Классификация машин для путевых работ.
2.Машины для сборки звеньев рельсошпальной решетки.
УЧЕБНЫЕ ВОПРОСЫ:
1.Классификация машин для путевых работ.
2.Машины для сборки звеньев рельсошпальной решетки.
Слайд 3Литература:
1. Соловьев С.Н. и др. Техника железнодорожных войск. – СПб.: «На страже
Литература:
1. Соловьев С.Н. и др. Техника железнодорожных войск. – СПб.: «На страже
Слайд 4Введение.
Строительство верхнего строения пути (ВСП) является одной из важнейших и трудоемких составных
Строительство верхнего строения пути (ВСП) является одной из важнейших и трудоемких составных
Слайд 5Поэлементный способ предусматривает вывоз всех элементов верхнего строения пути на земляное полотно
Поэлементный способ предусматривает вывоз всех элементов верхнего строения пути на земляное полотно
Слайд 6Технологический процесс укладки путевой решетки плетями предусматривал предварительную сборку звеньев на звеносборочной
Технологический процесс укладки путевой решетки плетями предусматривал предварительную сборку звеньев на звеносборочной
Слайд 7Укладка звеньями стала возможной после внедрения консольных (портальных) путеукладчиков.
Она позволила подавать
Укладка звеньями стала возможной после внедрения консольных (портальных) путеукладчиков.
Она позволила подавать
Слайд 8Комбайновый способ предполагает вывоз элементов верхнего строения пути к месту укладки, загрузку
Комбайновый способ предполагает вывоз элементов верхнего строения пути к месту укладки, загрузку
Слайд 9При раздельном способе отдельные операции по сборке путевой решетки ведутся на звеносборочной
При раздельном способе отдельные операции по сборке путевой решетки ведутся на звеносборочной
Слайд 10УЧЕБНЫЕ ВОПРОС №1
Классификация машин для путевых работ.
УЧЕБНЫЕ ВОПРОС №1
Классификация машин для путевых работ.
Слайд 11Путевые машины классифицируются:
1. По назначению:
- для сборки звеньев пути;
- для транспортировки звеньев;
-
1. По назначению:
- для сборки звеньев пути;
- для транспортировки звеньев;
-
Слайд 124. По степени автоматизации:
- не автоматизированные;
- полуавтоматизированные.
5. По типу ходового оборудования:
- на
- не автоматизированные;
- полуавтоматизированные.
5. По типу ходового оборудования:
- на
Слайд 13УЧЕБНЫЙ ВОПРОС №2
Машины для сборки звеньев рельсошпальной решетки.
УЧЕБНЫЙ ВОПРОС №2
Машины для сборки звеньев рельсошпальной решетки.
Слайд 14Звеносборочный стенд ЗС- 400М предназначен для сборки звеньев ж.д. пути с деревянными
Звеносборочный стенд ЗС- 400М предназначен для сборки звеньев ж.д. пути с деревянными
Слайд 15ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-400,
ЗС-400М
ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-400,
ЗС-400М

Слайд 16Звеносборочный стенд ЗС-400 представляет собой механизированную поточную линию, состоящую из взаимодействующих между
Звеносборочный стенд ЗС-400 представляет собой механизированную поточную линию, состоящую из взаимодействующих между
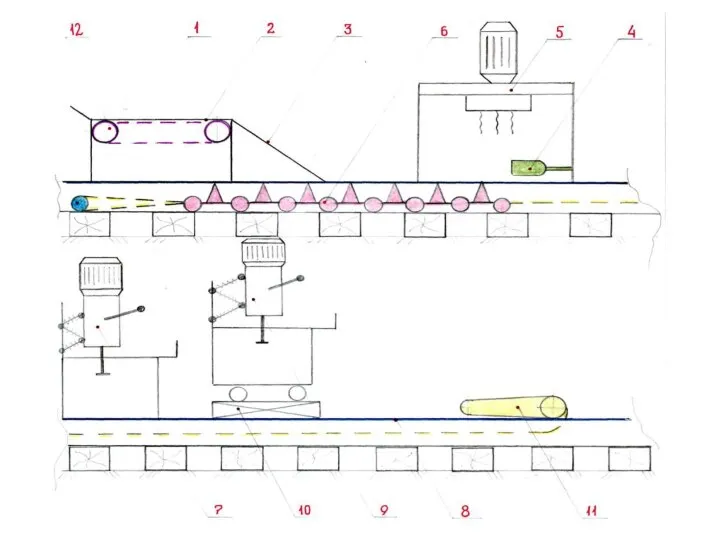
Слайд 18Схема организации площадки со звеносборочным стендом ЗС – 400М (вариант).
Схема организации площадки со звеносборочным стендом ЗС – 400М (вариант).

Слайд 19Железнодорожный (инвентарный) путь 1 (длиной 90 м) служит также для перемещения внутри
Железнодорожный (инвентарный) путь 1 (длиной 90 м) служит также для перемещения внутри
Слайд 20Сверлильный станок состоит из рамы, прикрепленной к подошвам рельс инвентарного пути, тента,
Слайд 21 Устройство и принцип действия звеносборочного стенда ЗС-500 и ЗС-500М.
Устройство и принцип действия звеносборочного стенда ЗС-500 и ЗС-500М.
Слайд 22Звеносборочный стенд ЗС-500 представляет собой комплекс специальных станков и механизмов, размещаемых на
Звеносборочный стенд ЗС-500 представляет собой комплекс специальных станков и механизмов, размещаемых на
Слайд 23На подготовительном участке осуществляется подача шпал от шпалопитателя на поперечный конвейер, сверление
На подготовительном участке осуществляется подача шпал от шпалопитателя на поперечный конвейер, сверление
Слайд 24На сборочном участке производится наживление пришивочных костылей, подача шпал в сборочный станок,
На сборочном участке производится наживление пришивочных костылей, подача шпал в сборочный станок,
Слайд 25ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-500
ЗВЕНОСБОРОЧНЫЙ СТЕНД ЗС-500

Слайд 26ВОЕННО-ТРАНСПОРТНЫЙ УНИВЕРСИТЕТ
ЖЕЛЕЗНОДОРОЖНЫХ ВОЙСК
Кафедра Техники железнодорожных войск
Дисциплина: Путевые машины и машины
ВОЕННО-ТРАНСПОРТНЫЙ УНИВЕРСИТЕТ
ЖЕЛЕЗНОДОРОЖНЫХ ВОЙСК
Кафедра Техники железнодорожных войск
Дисциплина: Путевые машины и машины
Слайд 28Шпалопитатель
Шпалопитатель




Слайд 32Конвейер
Конвейер



Слайд 36ЗВЕНОСБОРОЧНЫЙ СТЕНД 3С-500М
ЗВЕНОСБОРОЧНЫЙ СТЕНД 3С-500М

Слайд 37Звеносборочный стенд 3С-500М представляет собой полуавтоматическую поточную линию, из двух взаимодействующих между
Звеносборочный стенд 3С-500М представляет собой полуавтоматическую поточную линию, из двух взаимодействующих между
Слайд 38В состав стенда входят шпалопитатель 1, пришивочный модуль 2, сборочный модуль 3,
В состав стенда входят шпалопитатель 1, пришивочный модуль 2, сборочный модуль 3,
Слайд 39Схема размещения ЗС-500М
Схема размещения ЗС-500М
Слайд 41Пришивочный модуль
Пришивочный модуль



Слайд 44Пришивочный модуль стенда
Пришивочный модуль стенда
Слайд 45Сборочный модуль стенда
Сборочный модуль стенда
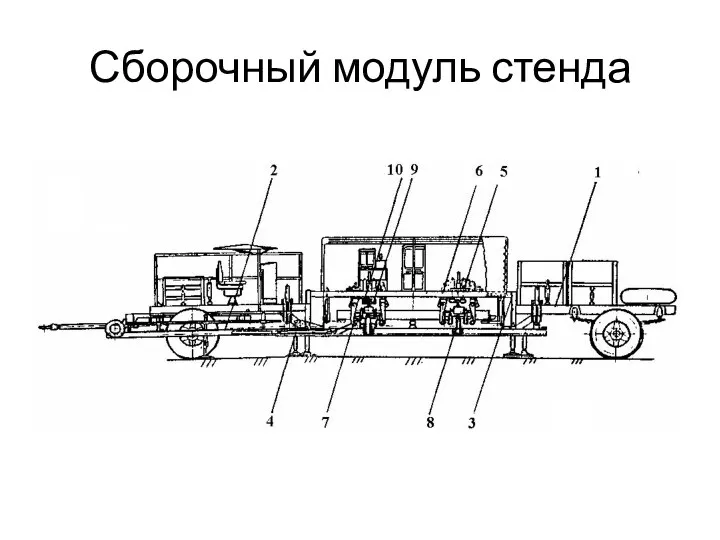
Слайд 46Сборочный модуль
Сборочный модуль



Слайд 49Технические данные стенда 3С-400М,
ЗС-500, ЗС-500М
Технические данные стенда 3С-400М,
ЗС-500, ЗС-500М
 Семинар классных руководителей Тема: «Педагогическое общение как особый вид творчества»
Семинар классных руководителей Тема: «Педагогическое общение как особый вид творчества» Какие 2 суперотрасли права принято выделять? По какому критерию относят к каждой из них отрасли права?
Какие 2 суперотрасли права принято выделять? По какому критерию относят к каждой из них отрасли права? 186231(1)
186231(1) Блюда из овощей припущенные и тушеные
Блюда из овощей припущенные и тушеные Как стильно носить мужскую рубашку
Как стильно носить мужскую рубашку Презентация на тему Группы крови в современном мире
Презентация на тему Группы крови в современном мире спортивный праздник "Папа, мама, я – дружная семья"
спортивный праздник "Папа, мама, я – дружная семья"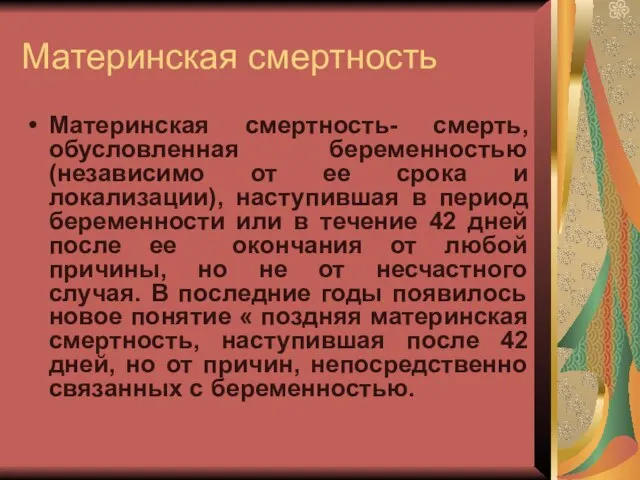 Акушерские кровотечения
Акушерские кровотечения Карандашница
Карандашница Система морально-психологического обеспечения деятельности органов внутренних дел Российской Федерации
Система морально-психологического обеспечения деятельности органов внутренних дел Российской Федерации Илларион Михайлович Прянишников (1840-1894)
Илларион Михайлович Прянишников (1840-1894) Let’s practice
Let’s practice Особенности речи юриста в ходе разбирательства гражданских и административных дел
Особенности речи юриста в ходе разбирательства гражданских и административных дел Фотограф
Фотограф Леонардо
Леонардо Интересы инноваторов и инвесторов в коммуникации с научными группами: открытость, принципы и формат сотрудничества
Интересы инноваторов и инвесторов в коммуникации с научными группами: открытость, принципы и формат сотрудничества « СПОСОБ ГРУППИРОВКИ»
« СПОСОБ ГРУППИРОВКИ» Край ты мой, родимый край! Стихи русских поэтов 19века о родной природе
Край ты мой, родимый край! Стихи русских поэтов 19века о родной природе Причины преобладания заказов иностранных производителей в бюджетах российских рекламных агентств Презентацию подготовил Студе
Причины преобладания заказов иностранных производителей в бюджетах российских рекламных агентств Презентацию подготовил Студе Исследование микропроцессорных устройств LOGO!
Исследование микропроцессорных устройств LOGO! «Я, (фамилия, имя, отчество), торжественно присягаю на верность своей Родине Российской Федерации… Клянусь достойно выполня
«Я, (фамилия, имя, отчество), торжественно присягаю на верность своей Родине Российской Федерации… Клянусь достойно выполня Корпоративная стратегия и регулирование
Корпоративная стратегия и регулирование Вернисаж Люби! Твори! Живи!
Вернисаж Люби! Твори! Живи! Автор: Копытина Н.А., учитель информатики Г(О)ОУ НПО ПУ № 17 с. Хлевное Хлевенского района Липецкой области
Автор: Копытина Н.А., учитель информатики Г(О)ОУ НПО ПУ № 17 с. Хлевное Хлевенского района Липецкой области Prezentatsia
Prezentatsia Как руководитель ищет работника
Как руководитель ищет работника У истоков механики
У истоков механики Неликвидные запасы предприятия
Неликвидные запасы предприятия