- Управление станками и станочными комплексами

Содержание
- 2. Этапы создания и совершенствования систем программного управления
- 3. Управление станками и станочными комплексами – это совокупность воздействий на их механизмы, обеспечивающих выполнение этими механизмами
- 4. Ручное управление основывается на том, что решения об использовании тех или иных элементов рабочего цикла принимает
- 5. Автоматическое управление заключается в том, что решения об исполнении элементов рабочего цикла принимает система управления без
- 6. По функциональному назначению автоматическое управление делится следующим образом:
- 9. С некоторой долей допущения появление программного управления в примитивном варианте можно датировать второй половиной восемнадцатого века.
- 10. Пример рисунка, полученного на ткацком станке
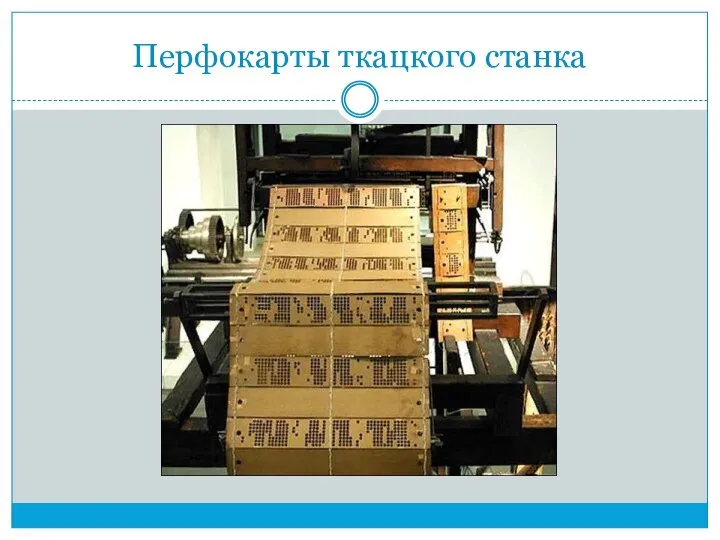
- 11. Перфокарты ткацкого станка
- 12. Станок Фалькона, 1728 год
- 13. Перфолента
- 14. Перфолента
- 15. Появившиеся на определённом этапе развития металлорежущие станки-автоматы и полуавтоматы с кулачковыми и копирными системами управления так
- 16. Системы управления с распределительными валами В данных системах управления за счет применения дисковых и цилиндрических кулачков,
- 17. Системы управления с распределительными валами Системы управления с распределительными валами подразделяют на три группы по принципу
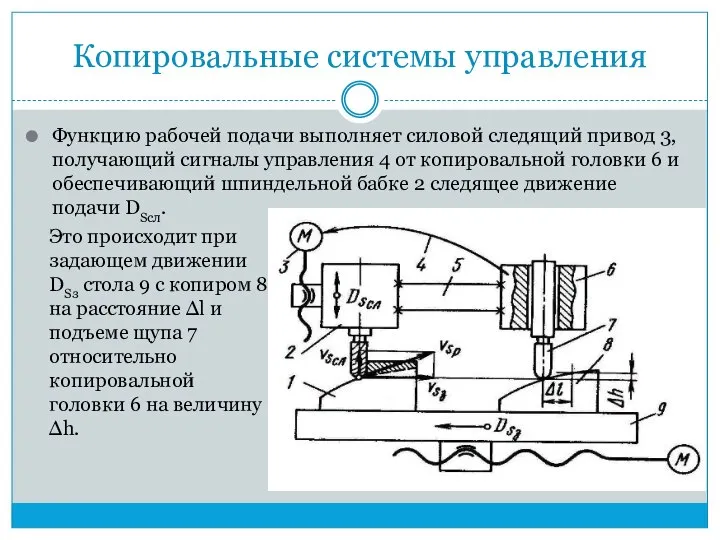
- 18. Копировальные системы управления В механических копировальных системах копир выполняет функции управления и подачи режущего инструмента, воспринимая
- 19. Копировальные системы управления Функцию рабочей подачи выполняет силовой следящий привод 3, получающий сигналы управления 4 от
- 20. История ЧПУ 1808 год Жозеф Мари Жаккар считается изобретателем сменных носителей данных. Он использовал перфорированные жестяные
- 21. История ЧПУ 1952 год В Массачусетском технологическом институте был запущен первый численно управляемый станок . Оснащенная
- 22. История ЧПУ 1957 год В лабораториях ВВС США были установлены первые ЧПУ фрезеры. 1958 год Изобретен
- 23. История ЧПУ с 1960 года Устаревшие станки отправляются на реконструкцию и оснащаются численным программным управлением. Практическое
- 24. История ЧПУ с 1968 года Решающий прорыв ЧПУ технологиями был совершен благодаря развитию современной электроники. Интегрированные
- 25. Этапы развития станков с ЧПУ 1 этап – начало промышленного выпуска станков с ЧПУ и опробование
- 26. Этапы развития станков с ЧПУ Исходная информация ЭВМ Интерполятор УЧПУ ПЛ МЛ В промышленных конструкциях систем
- 27. Этапы развития станков с ЧПУ На этом этапе конструкция станка практически не изменилась по сравнению с
- 28. Этапы развития станков с ЧПУ Достоинства 1-го этапа Дешевизна Простота
- 29. Этапы развития станков с ЧПУ Недостатки 1-го этапа низкая точность ограниченные технологические возможности из-за работы одним
- 30. Этапы развития станков с ЧПУ 2 этап – широкое внедрение в промышленность станков с автономными устройствами
- 31. Этапы развития станков с ЧПУ Исходная информация ЭВМ УЧПУ + интерполятор ПЛ Интерполятор встроен в УЧПУ,
- 32. Этапы развития станков с ЧПУ Станки с ЧПУ второго поколения работают в автоматическом режиме (следящий привод,
- 33. Этапы развития станков с ЧПУ Обработка криволинейной поверхности требует выполнения большого количества вычислительных операций и значительного
- 34. Этапы развития станков с ЧПУ Совершенствование технологии производства интегральных микросхем и использование их при разработке систем
- 35. Этапы развития станков с ЧПУ Используются датчики обратной связи. Такие системы выдавали управляющее воздействие на исполнительные
- 36. Этапы развития станков с ЧПУ Совершенствование математического аппарата вычислительных машин, встраиваемых в системы программного управления, позволило
- 37. Этапы развития станков с ЧПУ Для работы на таких станках уже не требовалась высокая квалификация рабочих,
- 38. Этапы развития станков с ЧПУ 3 этап – создание устройств ЧПУ на микроЭВМ и многоцелевых станков.
- 39. Этапы развития станков с ЧПУ Функции интерполятора переданы ЭВМ. Управляющая программа записывается непосредственно с пульта управления
- 40. Этапы развития станков с ЧПУ Использование микропроцессорной техники позволило использовать программный метод реализации функций управления станком
- 41. Этапы развития станков с ЧПУ Точность выполнения заданного размера уже не зависит от точности настройки станка,
- 42. Этапы развития станков с ЧПУ Следующее поколение систем программного управления позволило отказаться от использования внешних программоносителей,
- 43. Этапы развития станков с ЧПУ Совершенствовалась система индикации и диагностики. На пульте оператора можно прочитать параметры
- 44. Этапы развития станков с ЧПУ Вносились изменения в конструкцию станков. В приводах главного движения подач устанавливаются
- 45. Этапы развития станков с ЧПУ Совокупность прогрессивных технических решений в области механики и электроники привело к
- 46. Этапы развития станков с ЧПУ 4 этап – объединение станков с ЧПУ в общую систему автоматизированного
- 47. Этапы развития станков с ЧПУ Следующее поколение систем программного управления оснащалось настолько мощным математическим аппаратом, что
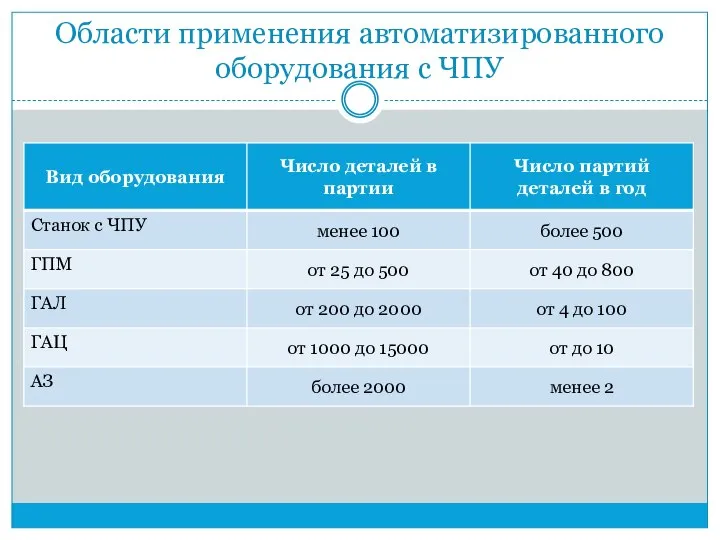
- 48. Станочные модули и станочные комплексы, созданные на базе ЧПУ, предназначенные для автоматизированной обработки деталей: ГПМ (FMM)
- 49. ГАЛ –гибкая автоматическая линия – система, включающая в себя несколько ГПМ, с общими управлением от ЭВМ,
- 50. ГПС (FMS) – гибкая производственная система – комплекс технологического оборудования и системы управления от ЭВМ, обладающий
- 51. AЗ – автоматический завод – система, состоящая из ГАЦ, в том числе цеха автоматической сборки и
- 52. Области применения автоматизированного оборудования с ЧПУ
- 53. Преимущества станков с ЧПУ Повышение точности и однородности размеров и формы получаемых деталей, полностью определяемых правильностью
- 54. Преимущества станков с ЧПУ Снижение себестоимости обработки, связанное с повышением производительности, понижением требований к квалификации станочника,
- 55. Возможности современных станков с ЧПУ дискретность позиционирования 0,5…1мкм, а в некоторых случаях и до 0,25 мкм
- 56. Возможности современных станков с ЧПУ бесступенчатое регулирование n с сохранением V=const при технологических переходах автоматические ограничители
- 57. Возможности современных станков с ЧПУ компенсацию погрешности закрепления заготовки путём коррекции её положения компенсацию погрешностей перемещений
- 58. Возможности современных станков с ЧПУ возможность углового позиционирования шпинделя для ориентированной установки в патрон несимметричной заготовки,
- 59. Возможности современных станков с ЧПУ автоматические устройства для контроля состояния режущего инструмента, программная смена режущего инструмента
- 61. Скачать презентацию
Слайд 3Управление станками и станочными комплексами – это совокупность воздействий на их механизмы,
Управление станками и станочными комплексами – это совокупность воздействий на их механизмы,
Слайд 4Ручное управление основывается на том, что решения об использовании тех или иных
Ручное управление основывается на том, что решения об использовании тех или иных
Слайд 5Автоматическое управление заключается в том, что решения об исполнении элементов рабочего цикла
Автоматическое управление заключается в том, что решения об исполнении элементов рабочего цикла
Слайд 6По функциональному назначению автоматическое управление делится следующим образом:
По функциональному назначению автоматическое управление делится следующим образом:
Слайд 9С некоторой долей допущения появление программного управления в примитивном варианте можно датировать
С некоторой долей допущения появление программного управления в примитивном варианте можно датировать
Слайд 10Пример рисунка, полученного на ткацком станке
Пример рисунка, полученного на ткацком станке

Слайд 11Перфокарты ткацкого станка
Перфокарты ткацкого станка
Слайд 12Станок Фалькона, 1728 год
Станок Фалькона, 1728 год

Слайд 13Перфолента
Перфолента

Слайд 14Перфолента
Перфолента

Слайд 15Появившиеся на определённом этапе развития металлорежущие станки-автоматы и полуавтоматы с кулачковыми и
Появившиеся на определённом этапе развития металлорежущие станки-автоматы и полуавтоматы с кулачковыми и
Слайд 16Системы управления с распределительными валами
В данных системах управления за счет применения дисковых
Системы управления с распределительными валами
В данных системах управления за счет применения дисковых
Слайд 17Системы управления с распределительными валами
Системы управления с распределительными валами подразделяют на три
Системы управления с распределительными валами
Системы управления с распределительными валами подразделяют на три

Слайд 18Копировальные системы управления
В механических копировальных системах копир выполняет функции управления и подачи
Копировальные системы управления
В механических копировальных системах копир выполняет функции управления и подачи
Слайд 19Копировальные системы управления
Функцию рабочей подачи выполняет силовой следящий привод 3, получающий сигналы
Копировальные системы управления
Функцию рабочей подачи выполняет силовой следящий привод 3, получающий сигналы
Слайд 20История ЧПУ
1808 год
Жозеф Мари Жаккар считается изобретателем сменных носителей данных. Он использовал
История ЧПУ
1808 год
Жозеф Мари Жаккар считается изобретателем сменных носителей данных. Он использовал

Слайд 21История ЧПУ
1952 год
В Массачусетском технологическом институте был запущен первый численно управляемый станок
История ЧПУ
1952 год
В Массачусетском технологическом институте был запущен первый численно управляемый станок
Слайд 22История ЧПУ
1957 год
В лабораториях ВВС США были установлены первые ЧПУ фрезеры.
1958 год
Изобретен
История ЧПУ
1957 год
В лабораториях ВВС США были установлены первые ЧПУ фрезеры.
1958 год
Изобретен
Слайд 23История ЧПУ
с 1960 года
Устаревшие станки отправляются на реконструкцию и оснащаются численным программным
История ЧПУ
с 1960 года
Устаревшие станки отправляются на реконструкцию и оснащаются численным программным
Слайд 24История ЧПУ
с 1968 года
Решающий прорыв ЧПУ технологиями был совершен благодаря развитию современной
История ЧПУ
с 1968 года
Решающий прорыв ЧПУ технологиями был совершен благодаря развитию современной
Слайд 25Этапы развития станков с ЧПУ
1 этап – начало промышленного выпуска станков с
Этапы развития станков с ЧПУ
1 этап – начало промышленного выпуска станков с
Слайд 26Этапы развития станков с ЧПУ
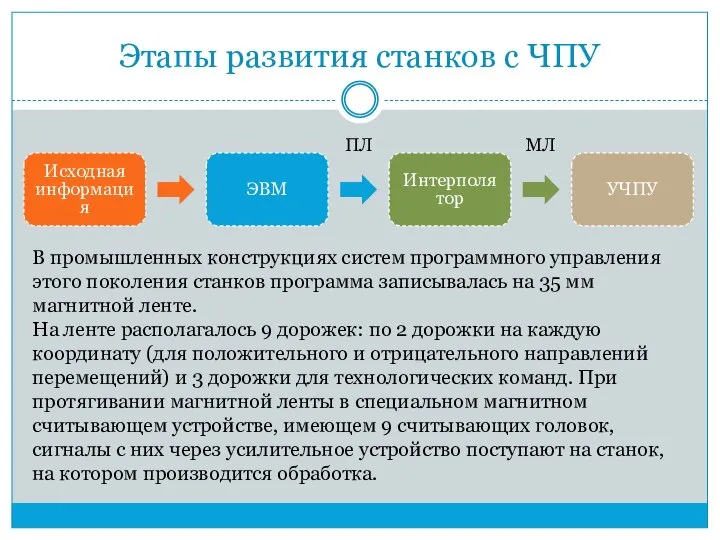
Исходная информация
ЭВМ
Интерполятор
УЧПУ
ПЛ
МЛ
В промышленных конструкциях систем программного управления этого
Этапы развития станков с ЧПУ
Исходная информация
ЭВМ
Интерполятор
УЧПУ
ПЛ
МЛ
В промышленных конструкциях систем программного управления этого
Слайд 27Этапы развития станков с ЧПУ
На этом этапе конструкция станка практически не изменилась
Этапы развития станков с ЧПУ
На этом этапе конструкция станка практически не изменилась
Слайд 28Этапы развития станков с ЧПУ
Достоинства 1-го этапа
Дешевизна
Простота
Этапы развития станков с ЧПУ
Достоинства 1-го этапа
Дешевизна
Простота
Слайд 29Этапы развития станков с ЧПУ
Недостатки 1-го этапа
низкая точность
ограниченные технологические возможности из-за работы
Этапы развития станков с ЧПУ
Недостатки 1-го этапа
низкая точность
ограниченные технологические возможности из-за работы
Слайд 30Этапы развития станков с ЧПУ
2 этап – широкое внедрение в промышленность станков
Этапы развития станков с ЧПУ
2 этап – широкое внедрение в промышленность станков
Слайд 31Этапы развития станков с ЧПУ
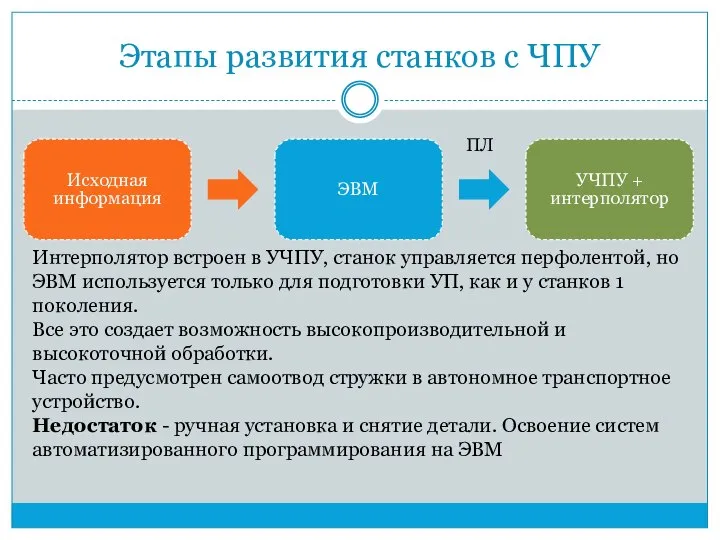
Исходная информация
ЭВМ
УЧПУ + интерполятор
ПЛ
Интерполятор встроен в УЧПУ, станок
Этапы развития станков с ЧПУ
Исходная информация
ЭВМ
УЧПУ + интерполятор
ПЛ
Интерполятор встроен в УЧПУ, станок
Слайд 32Этапы развития станков с ЧПУ
Станки с ЧПУ второго поколения работают в автоматическом
Этапы развития станков с ЧПУ
Станки с ЧПУ второго поколения работают в автоматическом
Слайд 33Этапы развития станков с ЧПУ
Обработка криволинейной поверхности требует выполнения большого количества вычислительных
Этапы развития станков с ЧПУ
Обработка криволинейной поверхности требует выполнения большого количества вычислительных
Слайд 34Этапы развития станков с ЧПУ
Совершенствование технологии производства интегральных микросхем и использование их
Этапы развития станков с ЧПУ
Совершенствование технологии производства интегральных микросхем и использование их
Слайд 35Этапы развития станков с ЧПУ
Используются датчики обратной связи. Такие системы выдавали управляющее
Этапы развития станков с ЧПУ
Используются датчики обратной связи. Такие системы выдавали управляющее
Слайд 36Этапы развития станков с ЧПУ
Совершенствование математического аппарата вычислительных машин, встраиваемых в системы
Этапы развития станков с ЧПУ
Совершенствование математического аппарата вычислительных машин, встраиваемых в системы
Слайд 37Этапы развития станков с ЧПУ
Для работы на таких станках уже не требовалась
Этапы развития станков с ЧПУ
Для работы на таких станках уже не требовалась
Слайд 38Этапы развития станков с ЧПУ
3 этап – создание устройств ЧПУ на микроЭВМ
Этапы развития станков с ЧПУ
3 этап – создание устройств ЧПУ на микроЭВМ
Слайд 39Этапы развития станков с ЧПУ
Функции интерполятора переданы ЭВМ. Управляющая программа записывается непосредственно
Этапы развития станков с ЧПУ
Функции интерполятора переданы ЭВМ. Управляющая программа записывается непосредственно
Слайд 40Этапы развития станков с ЧПУ
Использование микропроцессорной техники позволило использовать программный метод реализации
Этапы развития станков с ЧПУ
Использование микропроцессорной техники позволило использовать программный метод реализации
Слайд 41Этапы развития станков с ЧПУ
Точность выполнения заданного размера уже не зависит от
Этапы развития станков с ЧПУ
Точность выполнения заданного размера уже не зависит от
Слайд 42Этапы развития станков с ЧПУ
Следующее поколение систем программного управления позволило отказаться от
Этапы развития станков с ЧПУ
Следующее поколение систем программного управления позволило отказаться от
Слайд 43Этапы развития станков с ЧПУ
Совершенствовалась система индикации и диагностики. На пульте оператора
Этапы развития станков с ЧПУ
Совершенствовалась система индикации и диагностики. На пульте оператора
Слайд 44Этапы развития станков с ЧПУ
Вносились изменения в конструкцию станков. В приводах главного
Этапы развития станков с ЧПУ
Вносились изменения в конструкцию станков. В приводах главного
Слайд 45Этапы развития станков с ЧПУ
Совокупность прогрессивных технических решений в области механики и
Этапы развития станков с ЧПУ
Совокупность прогрессивных технических решений в области механики и
Слайд 46Этапы развития станков с ЧПУ
4 этап – объединение станков с ЧПУ в
Этапы развития станков с ЧПУ
4 этап – объединение станков с ЧПУ в
Слайд 47Этапы развития станков с ЧПУ
Следующее поколение систем программного управления оснащалось настолько мощным
Этапы развития станков с ЧПУ
Следующее поколение систем программного управления оснащалось настолько мощным
Слайд 48Станочные модули и станочные комплексы, созданные на базе ЧПУ, предназначенные для автоматизированной
Станочные модули и станочные комплексы, созданные на базе ЧПУ, предназначенные для автоматизированной
Слайд 49ГАЛ –гибкая автоматическая линия – система, включающая в себя несколько ГПМ, с
ГАЛ –гибкая автоматическая линия – система, включающая в себя несколько ГПМ, с
Слайд 50ГПС (FMS) – гибкая производственная система – комплекс технологического оборудования и системы
ГПС (FMS) – гибкая производственная система – комплекс технологического оборудования и системы
Слайд 51AЗ – автоматический завод – система, состоящая из ГАЦ, в том числе
AЗ – автоматический завод – система, состоящая из ГАЦ, в том числе
Слайд 52Области применения автоматизированного оборудования с ЧПУ
Области применения автоматизированного оборудования с ЧПУ
Слайд 53Преимущества станков с ЧПУ
Повышение точности и однородности размеров и формы получаемых деталей,
Преимущества станков с ЧПУ
Повышение точности и однородности размеров и формы получаемых деталей,
Слайд 54Преимущества станков с ЧПУ
Снижение себестоимости обработки, связанное с повышением производительности, понижением требований
Преимущества станков с ЧПУ
Снижение себестоимости обработки, связанное с повышением производительности, понижением требований
Слайд 55Возможности современных станков с ЧПУ
дискретность позиционирования 0,5…1мкм, а в некоторых случаях и
Возможности современных станков с ЧПУ
дискретность позиционирования 0,5…1мкм, а в некоторых случаях и
Слайд 56Возможности современных станков с ЧПУ
бесступенчатое регулирование n с сохранением V=const при технологических
Возможности современных станков с ЧПУ
бесступенчатое регулирование n с сохранением V=const при технологических
Слайд 57Возможности современных станков с ЧПУ
компенсацию погрешности закрепления заготовки путём коррекции её положения
компенсацию
Возможности современных станков с ЧПУ
компенсацию погрешности закрепления заготовки путём коррекции её положения
компенсацию
Слайд 58Возможности современных станков с ЧПУ
возможность углового позиционирования шпинделя для ориентированной установки в
Возможности современных станков с ЧПУ
возможность углового позиционирования шпинделя для ориентированной установки в
Слайд 59Возможности современных станков с ЧПУ
автоматические устройства для контроля состояния режущего инструмента, программная
Возможности современных станков с ЧПУ
автоматические устройства для контроля состояния режущего инструмента, программная
 Политика
Политика Доходная недвижимость
Доходная недвижимость Britain
Britain Tatjana Moisejeva
Tatjana Moisejeva  Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах
Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах Тире в бессоюзном сложном предложении - ряд упражнений
Тире в бессоюзном сложном предложении - ряд упражнений Презентация на тему Храм
Презентация на тему Храм Права и обязанности детей
Права и обязанности детей Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП
Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП Инвестиционный меморандум
Инвестиционный меморандум Пожары – страшное бедствие
Пожары – страшное бедствие Симбиоз
Симбиоз Etymological composition of the Englisg word-stock
Etymological composition of the Englisg word-stock Дракончики
Дракончики Искусство кино
Искусство кино Сахарный диабет
Сахарный диабет «Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда
«Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда Презентация на тему Языки программирования
Презентация на тему Языки программирования Эрнст Сетон - Томпсон
Эрнст Сетон - Томпсон Образ Петербурга в литературе XIX века.
Образ Петербурга в литературе XIX века. Гефест – бог огня
Гефест – бог огня ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА
ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА Продвижение проекта
Продвижение проекта Знаки препинания при однородных членах предложения
Знаки препинания при однородных членах предложения Структура ВС РФ
Структура ВС РФ Правители России 20 века
Правители России 20 века НОД и НОК Делимость чисел
НОД и НОК Делимость чисел Августовскоесовещаниепедагогическогоактива
Августовскоесовещаниепедагогическогоактива