- Устройство ЧПУ токарно-фрезерного станка

Содержание
- 2. ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК ПО МЕТАЛЛУ
- 3. Токарно-фрезерные станки имеют общие технические характеристики: мощность; размеры заготовок; потребляемое напряжение; обрабатываемый материал;
- 4. ТИП СВЕРЛИЛЬНО-ФРЕЗЕРНОГО ШПИНДЕЛЯ; РАССТОЯНИЕ МЕЖДУ ЦЕНТРАМИ; МАКСИМАЛЬНЫЙ ХОД ФРЕЗЕРНОГО СУППОРТА; МАКСИМАЛЬНЫЙ ДИАМЕТР ОБРАБОТКИ НАД СТАНИНОЙ И
- 5. ВЫПУСКАТЬ НЕБОЛЬШОЕ КОЛИЧЕСТВО ЗАПЧАСТЕЙ МОЖНО НА ПРОСТОМ ОБОРУДОВАНИИ ВЕСОМ МЕНЕЕ 1 Т. ВЕРСТАЧНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК ПРИ
- 6. НАРЕЗКА РЕЗЬБЫ; ФРЕЗЕРОВКА ПАЗОВ И ШЛИЦОВ; РАСТАЧИВАНИЕ; ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ И ГРАНЕЙ; ШЛИФОВКА КРУГЛАЯ И ПЛОСКАЯ. ОБРАБАТЫВАТЬ
- 7. Станина изделия
- 8. ДЛЯ ПЕРЕМЕЩЕНИЯ УЗЛОВ СТАНКА НА СТАНИНЕ ИМЕЮТСЯ НАПРАВЛЯЮЩИЕ. СТАНИНУ ИЗГОТАВЛИВАЮТ ИЗ ЧУГУНА МЕТОДОМ ЛИТЬЯ ИЛИ СВАРИВАЮТ
- 9. СТАНИНА ОТЛИТАЯ ИЗ ЧУГУНА ОБРАЗУЕТ ОСТАТОЧНОЕ НАПРЯЖЕНИЕ КОТОРОЕ ПРИВОДИТ КОРОБЛЕНИЮ СТАНИНЫ И НАРУШЕНИЮ ТОЧНОСТИ СТАНКА. ОНА
- 11. Скачать презентацию

Слайд 3Токарно-фрезерные станки имеют общие технические характеристики:
мощность;
размеры заготовок;
потребляемое напряжение;
обрабатываемый материал;
Токарно-фрезерные станки имеют общие технические характеристики:
мощность;
размеры заготовок;
потребляемое напряжение;
обрабатываемый материал;

Слайд 4
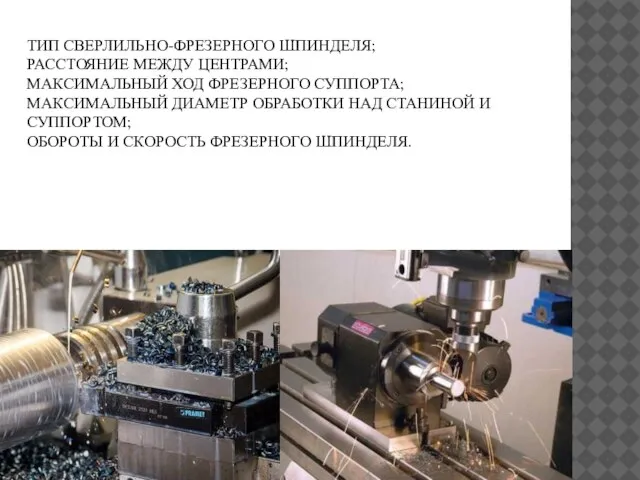
ТИП СВЕРЛИЛЬНО-ФРЕЗЕРНОГО ШПИНДЕЛЯ;
РАССТОЯНИЕ МЕЖДУ ЦЕНТРАМИ;
МАКСИМАЛЬНЫЙ ХОД ФРЕЗЕРНОГО СУППОРТА;
МАКСИМАЛЬНЫЙ ДИАМЕТР ОБРАБОТКИ НАД СТАНИНОЙ
ТИП СВЕРЛИЛЬНО-ФРЕЗЕРНОГО ШПИНДЕЛЯ; РАССТОЯНИЕ МЕЖДУ ЦЕНТРАМИ; МАКСИМАЛЬНЫЙ ХОД ФРЕЗЕРНОГО СУППОРТА; МАКСИМАЛЬНЫЙ ДИАМЕТР ОБРАБОТКИ НАД СТАНИНОЙ
Слайд 5ВЫПУСКАТЬ НЕБОЛЬШОЕ КОЛИЧЕСТВО ЗАПЧАСТЕЙ МОЖНО НА ПРОСТОМ ОБОРУДОВАНИИ ВЕСОМ МЕНЕЕ 1 Т.
ВЫПУСКАТЬ НЕБОЛЬШОЕ КОЛИЧЕСТВО ЗАПЧАСТЕЙ МОЖНО НА ПРОСТОМ ОБОРУДОВАНИИ ВЕСОМ МЕНЕЕ 1 Т.

Слайд 6НАРЕЗКА РЕЗЬБЫ;
ФРЕЗЕРОВКА ПАЗОВ И ШЛИЦОВ;
РАСТАЧИВАНИЕ;
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ И ГРАНЕЙ;
ШЛИФОВКА КРУГЛАЯ И ПЛОСКАЯ.
ОБРАБАТЫВАТЬ МОЖНО
НАРЕЗКА РЕЗЬБЫ; ФРЕЗЕРОВКА ПАЗОВ И ШЛИЦОВ; РАСТАЧИВАНИЕ; ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ И ГРАНЕЙ; ШЛИФОВКА КРУГЛАЯ И ПЛОСКАЯ. ОБРАБАТЫВАТЬ МОЖНО

Слайд 7Станина изделия
Станина изделия

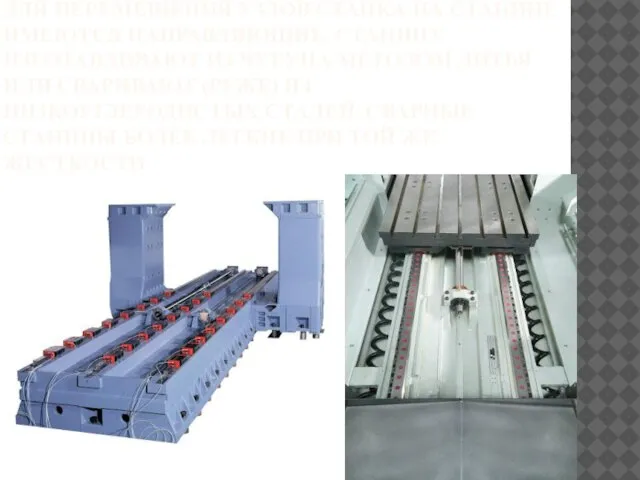
Слайд 8ДЛЯ ПЕРЕМЕЩЕНИЯ УЗЛОВ СТАНКА НА СТАНИНЕ ИМЕЮТСЯ НАПРАВЛЯЮЩИЕ. СТАНИНУ ИЗГОТАВЛИВАЮТ ИЗ ЧУГУНА МЕТОДОМ ЛИТЬЯ ИЛИ
ДЛЯ ПЕРЕМЕЩЕНИЯ УЗЛОВ СТАНКА НА СТАНИНЕ ИМЕЮТСЯ НАПРАВЛЯЮЩИЕ. СТАНИНУ ИЗГОТАВЛИВАЮТ ИЗ ЧУГУНА МЕТОДОМ ЛИТЬЯ ИЛИ
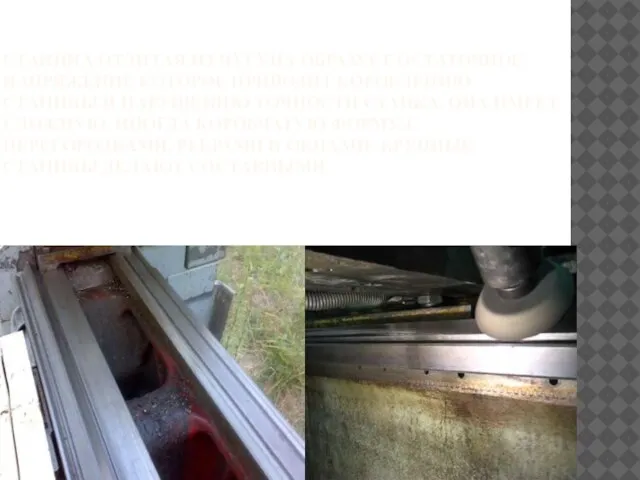
Слайд 9СТАНИНА ОТЛИТАЯ ИЗ ЧУГУНА ОБРАЗУЕТ ОСТАТОЧНОЕ НАПРЯЖЕНИЕ КОТОРОЕ ПРИВОДИТ КОРОБЛЕНИЮ СТАНИНЫ И
СТАНИНА ОТЛИТАЯ ИЗ ЧУГУНА ОБРАЗУЕТ ОСТАТОЧНОЕ НАПРЯЖЕНИЕ КОТОРОЕ ПРИВОДИТ КОРОБЛЕНИЮ СТАНИНЫ И
 В братской семье ХОРДОВЫХ…
В братской семье ХОРДОВЫХ… Семья Железовских
Семья Железовских Eğitim Temel Kavramlar
Eğitim Temel Kavramlar ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012
ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012 X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов!
X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов! Держим сайт в тонусе
Держим сайт в тонусе БОП и ключевые сроки
БОП и ключевые сроки Телевизионный брендинг
Телевизионный брендинг Скоро ЕГЭ
Скоро ЕГЭ Обобщение знаний по теме "Имя существительное"
Обобщение знаний по теме "Имя существительное" Понятие и виды социального предпринимательства
Понятие и виды социального предпринимательства Царица Кузбасских гор
Царица Кузбасских гор MS Excel
MS Excel ptc creo 2.0 m010 installation guide
ptc creo 2.0 m010 installation guide 25 августа 2006 года
25 августа 2006 года Мои_одногруппники_как_мемы_с_котами
Мои_одногруппники_как_мемы_с_котами Топливосбережение в промышленных котельных
Топливосбережение в промышленных котельных Валеологические рекомендации к оформлению презентации
Валеологические рекомендации к оформлению презентации ул. Замковая 25, 27а
ул. Замковая 25, 27а Самоорганизация населения как покупателя ЖКУ
Самоорганизация населения как покупателя ЖКУ Повесть о настоящем человеке
Повесть о настоящем человеке International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS
International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS Презентация на тему Мясо и мясные продукты
Презентация на тему Мясо и мясные продукты  Конкурс Цветик-семицветик
Конкурс Цветик-семицветик Презентация на тему Что мне выбрать в мире ценностей
Презентация на тему Что мне выбрать в мире ценностей 2010
2010 Современные методы клинической психологии
Современные методы клинической психологии Лекция 4. Профессия - лингвист
Лекция 4. Профессия - лингвист