- Инструкция по ремонту рукояти

Содержание
- 2. Для проведения ремонта оптимально использовать полуавтоматическую сварку с газом. Рекомендуемые проволоки: AWS ER70S-3 ER70S-6 Из самых
- 3. Пластина001 – 1 шт. Сталь 09Г2С
- 4. Пластина002 – 1 шт. Сталь 09Г2С
- 5. Шаг 1: Определить размер трещины A A Сечение A-A Определить размер трещины с обеих сторон и
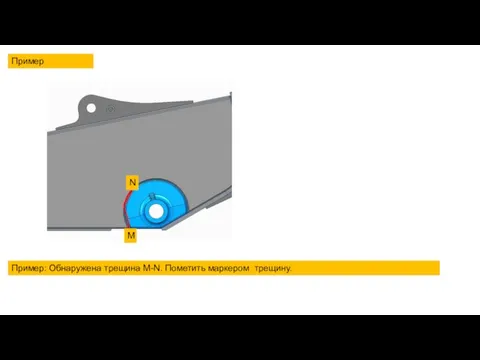
- 6. M N Пример Пример: Обнаружена трещина M-N. Пометить маркером трещину.
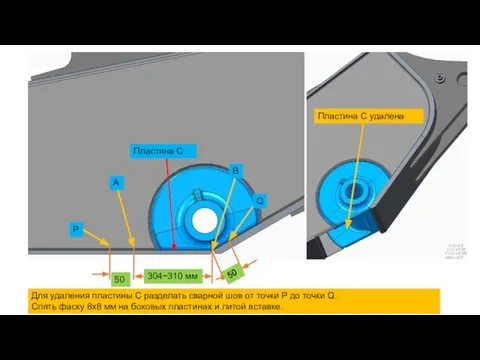
- 7. Разделать нижнюю панель по линии A и сварной шов по линии B; После удаления пластины С
- 8. Для удаления пластины С разделать сварной шов от точки P до точки Q. Спять фаску 8х8
- 9. A A B B C C Сечение C-C Сечение A-A Сечение B-B 8 8
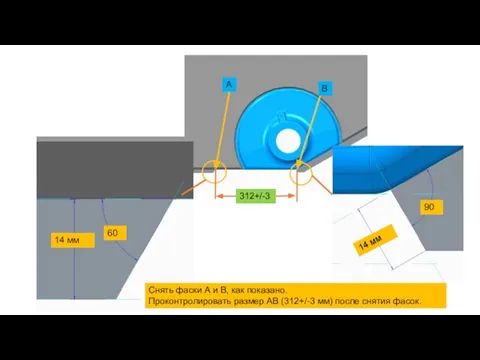
- 10. 14 мм 60 90 14 мм Снять фаски А и В, как показано. Проконтролировать размер АВ
- 11. Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить грязь. То же самое с
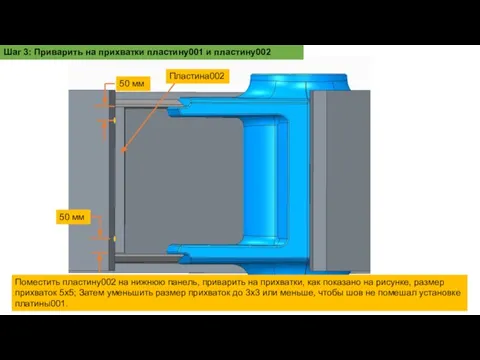
- 12. Пластина002 50 мм 50 мм Поместить пластину002 на нижнюю панель, приварить на прихватки, как показано на
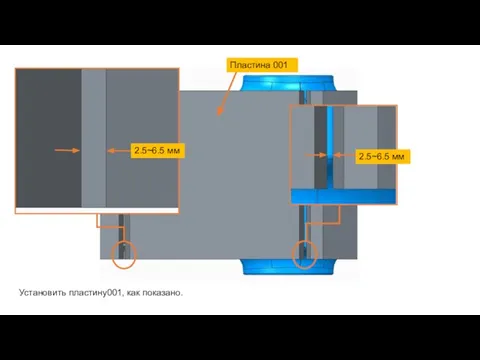
- 13. Пластина 001 2.5~6.5 мм 2.5~6.5 мм Установить пластину001, как показано.
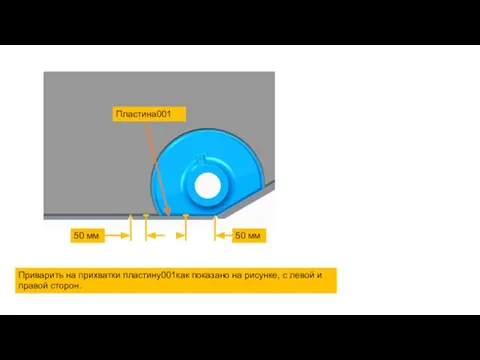
- 14. 50 мм 50 мм Пластина001 Приварить на прихватки пластину001как показано на рисунке, с левой и правой
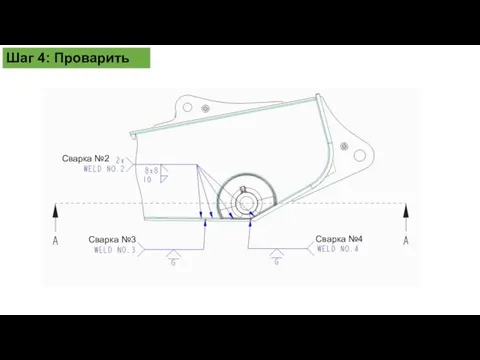
- 15. Шаг 4: Проварить Сварка №2 Сварка №3 Сварка №4
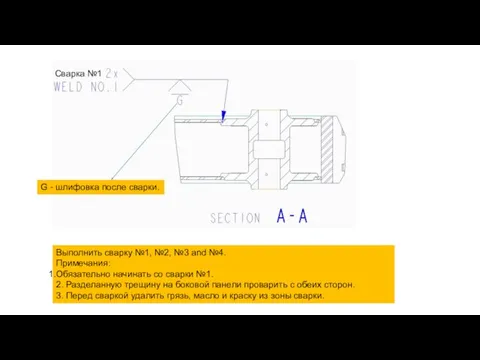
- 16. Выполнить сварку №1, №2, №3 and №4. Примечания: Обязательно начинать со сварки №1. 2. Разделанную трещину
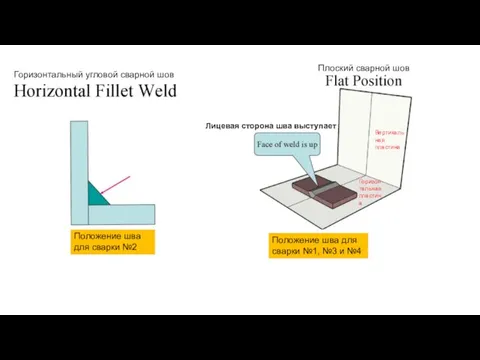
- 17. Положение шва для сварки №2 Положение шва для сварки №1, №3 и №4 Вертикальная пластина Горизонтальная
- 19. Скачать презентацию
Слайд 2Для проведения ремонта оптимально использовать полуавтоматическую сварку с газом.
Рекомендуемые проволоки:
AWS ER70S-3
ER70S-6
Из
Рекомендуемые проволоки:
AWS ER70S-3
ER70S-6
Из
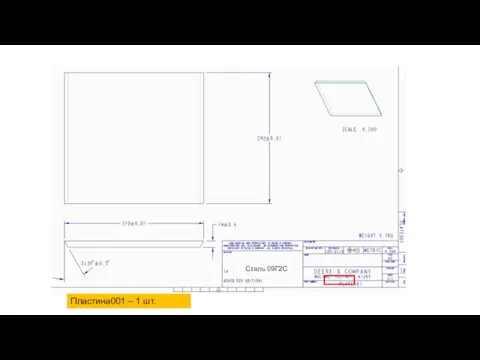
Слайд 3Пластина001 – 1 шт.
Сталь 09Г2С
Пластина001 – 1 шт.
Сталь 09Г2С
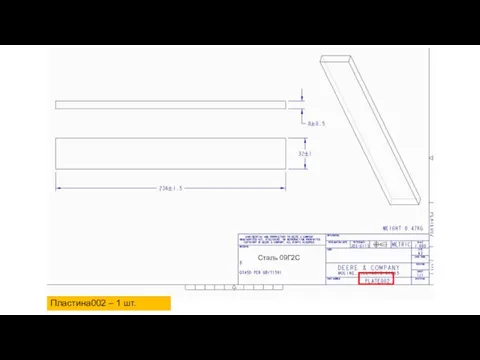
Слайд 4Пластина002 – 1 шт.
Сталь 09Г2С
Пластина002 – 1 шт.
Сталь 09Г2С
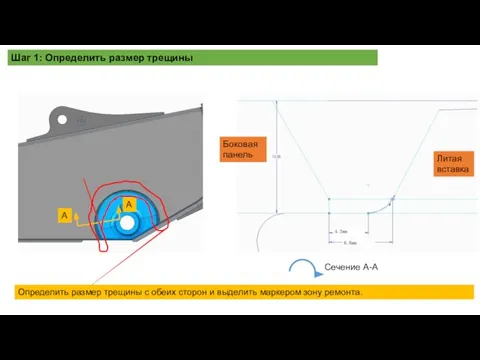
Слайд 5Шаг 1: Определить размер трещины
A
A
Сечение A-A
Определить размер трещины с обеих сторон и
Шаг 1: Определить размер трещины
A
A
Сечение A-A
Определить размер трещины с обеих сторон и
Слайд 6M
N
Пример
Пример: Обнаружена трещина M-N. Пометить маркером трещину.
M
N
Пример
Пример: Обнаружена трещина M-N. Пометить маркером трещину.
Слайд 7Разделать нижнюю панель по линии A и сварной шов по линии B;
После
Разделать нижнюю панель по линии A и сварной шов по линии B;
После

Слайд 8Для удаления пластины С разделать сварной шов от точки P до точки
Для удаления пластины С разделать сварной шов от точки P до точки
Слайд 9A
A
B
B
C
C
Сечение C-C
Сечение A-A
Сечение B-B
8
8
A
A
B
B
C
C
Сечение C-C
Сечение A-A
Сечение B-B
8
8

Слайд 1014 мм
60
90
14 мм
Снять фаски А и В, как показано.
Проконтролировать размер АВ (312+/-3
14 мм
60
90
14 мм
Снять фаски А и В, как показано.
Проконтролировать размер АВ (312+/-3
Слайд 11Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить грязь.
То
Произвести разделку трещины по шву (M-N), удалить сварной шов , удалить грязь.
То

Слайд 12Пластина002
50 мм
50 мм
Поместить пластину002 на нижнюю панель, приварить на прихватки, как показано
Пластина002
50 мм
50 мм
Поместить пластину002 на нижнюю панель, приварить на прихватки, как показано
Слайд 13Пластина 001
2.5~6.5 мм
2.5~6.5 мм
Установить пластину001, как показано.
Пластина 001
2.5~6.5 мм
2.5~6.5 мм
Установить пластину001, как показано.
Слайд 1450 мм
50 мм
Пластина001
Приварить на прихватки пластину001как показано на рисунке, с левой и
50 мм
50 мм
Пластина001
Приварить на прихватки пластину001как показано на рисунке, с левой и
Слайд 15Шаг 4: Проварить
Сварка №2
Сварка №3
Сварка №4
Шаг 4: Проварить
Сварка №2
Сварка №3
Сварка №4
Слайд 16Выполнить сварку №1, №2, №3 and №4.
Примечания:
Обязательно начинать со сварки №1.
2. Разделанную
Выполнить сварку №1, №2, №3 and №4.
Примечания:
Обязательно начинать со сварки №1.
2. Разделанную
Слайд 17Положение шва для сварки №2
Положение шва для сварки №1, №3 и №4
Вертикальная
Положение шва для сварки №2
Положение шва для сварки №1, №3 и №4
Вертикальная
 Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения
Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения Червячная передача
Червячная передача Причины не включения компрессора на электропоезде ЭТ2М
Причины не включения компрессора на электропоезде ЭТ2М Реактивное движение
Реактивное движение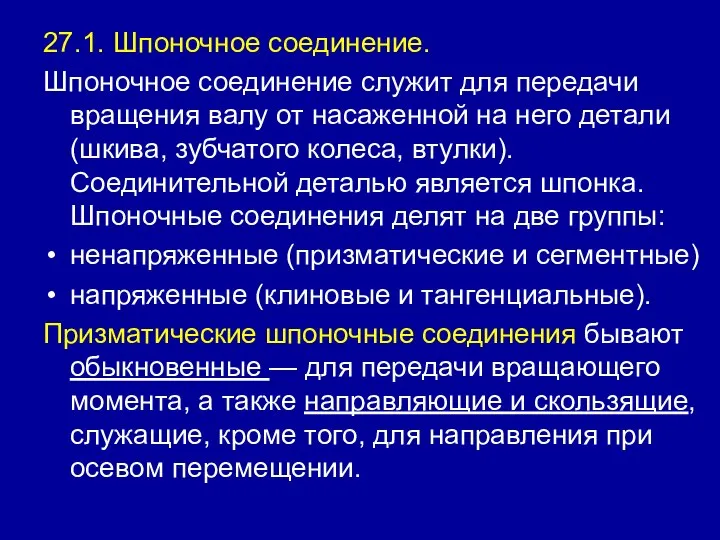 Шпоночное соединение
Шпоночное соединение Проблема метода в философии права
Проблема метода в философии права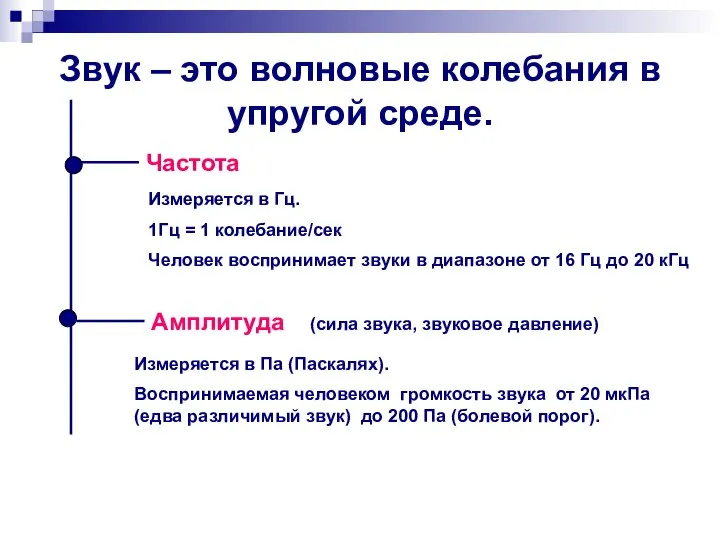 Логарифмическая шкала децибелов
Логарифмическая шкала децибелов Деформирование материалов
Деформирование материалов Неравновесные состояния и необратимые процессы. Броуновское движение
Неравновесные состояния и необратимые процессы. Броуновское движение Простые механизмы. Рычаг. Правило равновесия рычага
Простые механизмы. Рычаг. Правило равновесия рычага Ремонт трубопровода
Ремонт трубопровода Молекулярно-кинетическая теория. Закон сохранения энергии в тепловых процессах
Молекулярно-кинетическая теория. Закон сохранения энергии в тепловых процессах Измерение мощности в трехфазной цепи
Измерение мощности в трехфазной цепи Машины и оборудование для свайных работ. Машины для дробления, сортировки и мойки каменных материалов. Тема 5
Машины и оборудование для свайных работ. Машины для дробления, сортировки и мойки каменных материалов. Тема 5 Презентация на тему Роль поверхностного натяжения в жизни человека
Презентация на тему Роль поверхностного натяжения в жизни человека  физические величины измерение физических величин 6 класс презентация (1)
физические величины измерение физических величин 6 класс презентация (1) Решение задач с помощью законов Ньютона
Решение задач с помощью законов Ньютона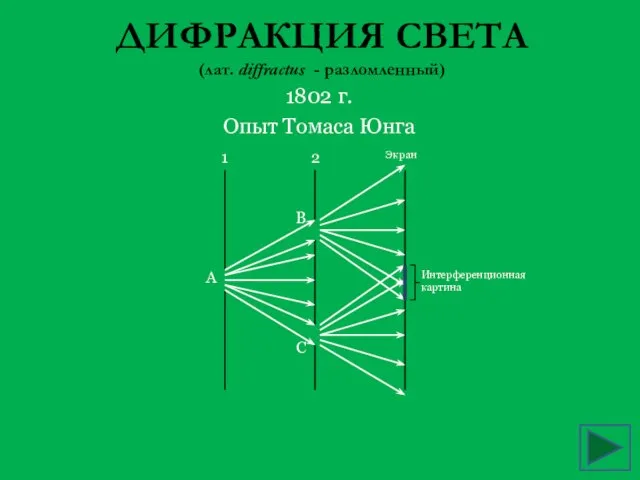 Дифракция света (лат. Diffractus - разломленный)
Дифракция света (лат. Diffractus - разломленный) Архимедова сила. Плавание тел
Архимедова сила. Плавание тел Презентация по физике "Техника безопасности в кабинете физики" -
Презентация по физике "Техника безопасности в кабинете физики" -  Электрическое поле. Напряженность электрического поля. Принцип суперпозиции полей
Электрическое поле. Напряженность электрического поля. Принцип суперпозиции полей Магнитное поле Земли
Магнитное поле Земли Расчёт расхода электроэнергии
Расчёт расхода электроэнергии Индукция магнитного поля
Индукция магнитного поля Потери давления при движении потоков двухфазных
Потери давления при движении потоков двухфазных Лестница знаний
Лестница знаний Задача по физике. Задания к открытому уроку математика + физика
Задача по физике. Задания к открытому уроку математика + физика Технология сборки машин. Способы соединения деталей
Технология сборки машин. Способы соединения деталей