- Обеспечение требуемой точности машины. Тема 4

Содержание
- 2. ООКМ ДГТУ АСМ Формирование показателей второй группы точности машины (точность взаимного расположения ИП и точность их
- 3. ООКМ ДГТУ АСМ Задача достижения точности замыкающего звена размерной цепи решается на всех этапах создания машины
- 4. ООКМ ДГТУ АСМ Под методом достижения точности замыкающего звена размерной цепи понимают совокупность последовательных действий Конструктора,
- 5. ООКМ ДГТУ АСМ В теории и практике машиностроения применяются шесть методов достижения точности замыкающего звена РЦ:
- 6. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости
- 7. ООКМ ДГТУ АСМ
- 8. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Метод полной взаимозаменяемости – это метод, при котором требуемая точность
- 9. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости При использовании метода полной взаимозаменяемости требуемая точность размерных связей в
- 10. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости К основным достоинствам метода относятся: Наибольшая простота достижения заданной точности
- 11. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости К основным достоинствам метода относятся: 3. Относительная простота механизации и
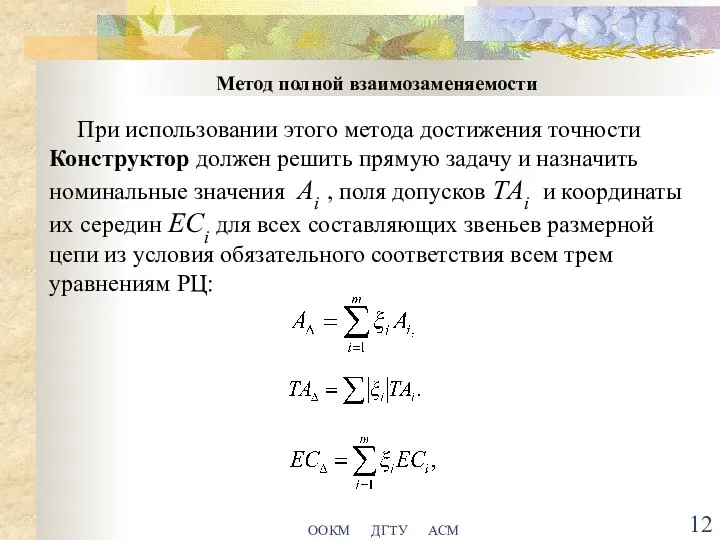
- 12. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости При использовании этого метода достижения точности Конструктор должен решить прямую
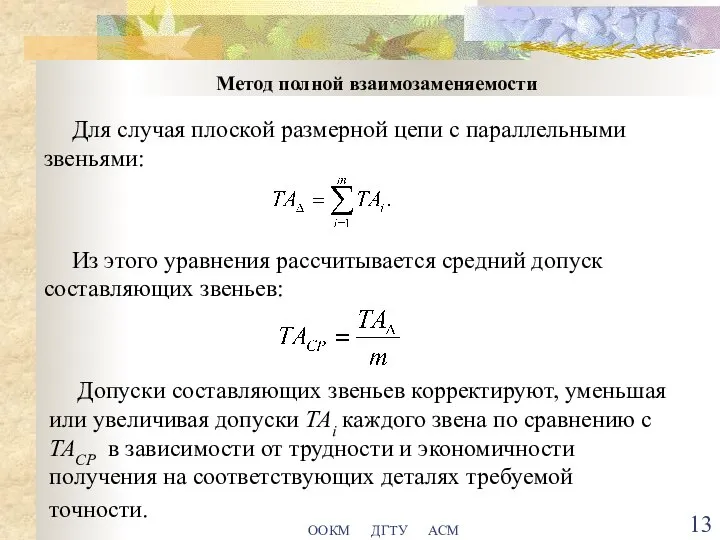
- 13. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Для случая плоской размерной цепи с параллельными звеньями: Из этого
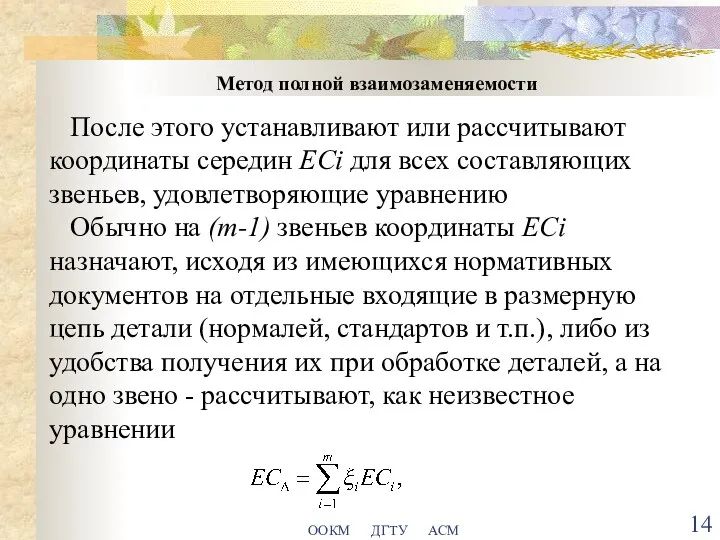
- 14. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости После этого устанавливают или рассчитывают координаты середин ECi для всех
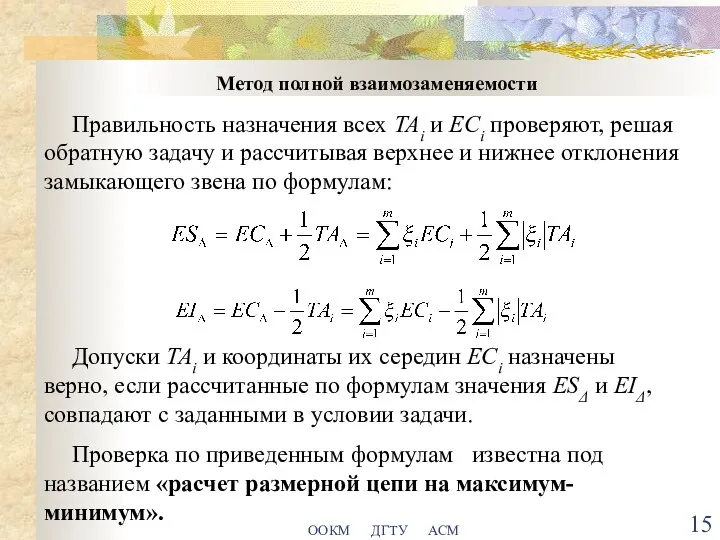
- 15. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Правильность назначения всех TAi и ECi проверяют, решая обратную задачу
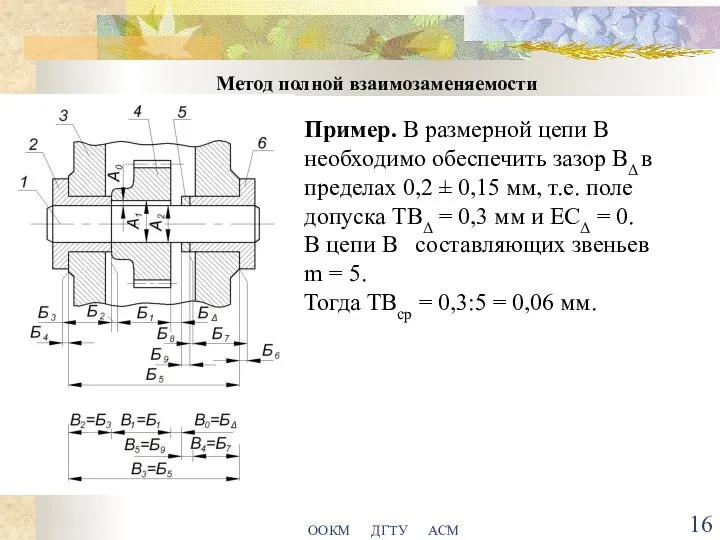
- 16. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Пример. В размерной цепи В необходимо обеспечить зазор ВΔ в
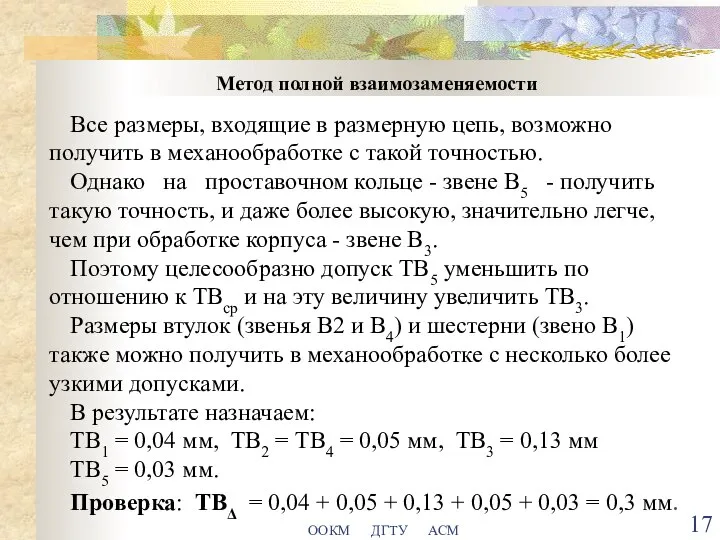
- 17. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Все размеры, входящие в размерную цепь, возможно получить в механообработке
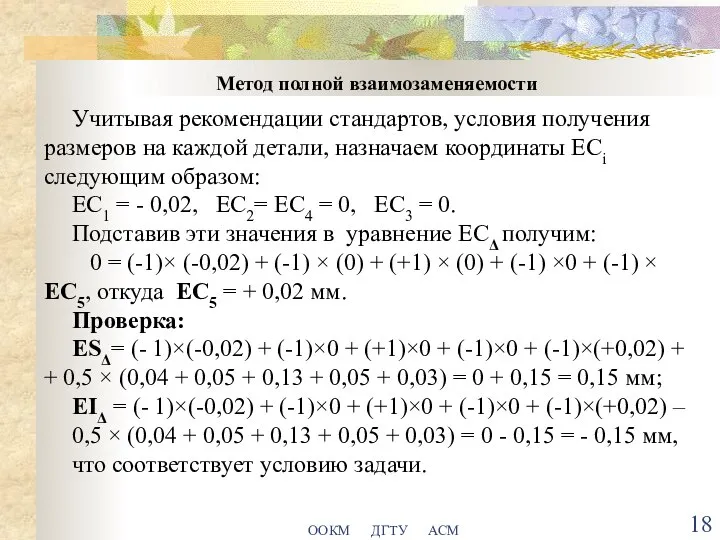
- 18. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Учитывая рекомендации стандартов, условия получения размеров на каждой детали, назначаем
- 19. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Использованная в примере методика назначения допусков составляющих звеньев базируется на
- 20. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Если же размеры звеньев сильно отличаются по номиналу, используют принцип
- 21. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости В практике же обычно поступают следующим образом. Вначале выделяют звенья-размеры
- 22. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Технолог для реализации при изготовлении машины заложенного Конструктором метода полной
- 23. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Полученные при изготовлении координаты середин полей рассеяния должны все вместе
- 24. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости К технологическим процессам предъявляется дополнительное требование – стабильность во времени.
- 25. ООКМ ДГТУ АСМ Метод полной взаимозаменяемости Метролог смещает акцент с контроля всех изготовленных изделий на контроль
- 26. ООКМ ДГТУ АСМ Поскольку точность замыкающих звеньев на сборке достигается автоматически, то выборочный контроль достаточен и
- 27. ООКМ ДГТУ АСМ Недостаток метода – ограниченная область применения. Ограничения вытекают из формулы среднего допуска составляющего
- 28. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости
- 29. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Метод неполной (частичной) взаимозаменяемости – это метод, при котором
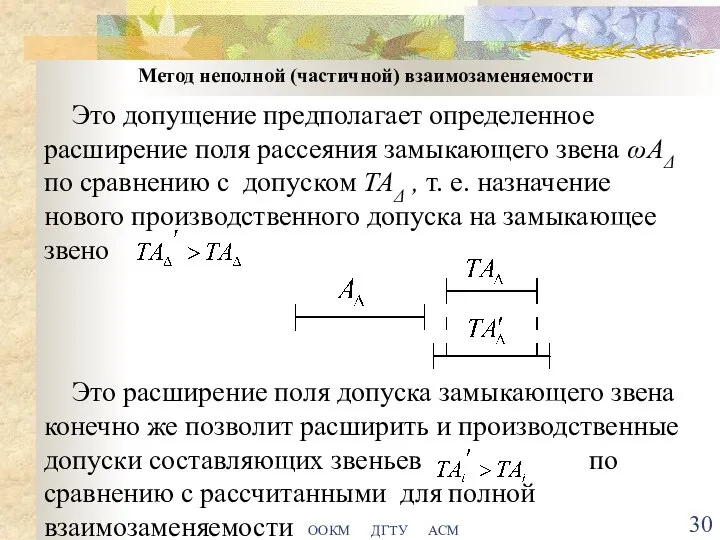
- 30. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Это допущение предполагает определенное расширение поля рассеяния замыкающего звена
- 31. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости В методе полной взаимозаменяемости совершенно не учитывается явление рассеяния
- 32. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Степень расширения производственных допусков и а, следовательно, и допускаемое
- 33. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Такая постановка задачи требует от Конструктора других расчетов для
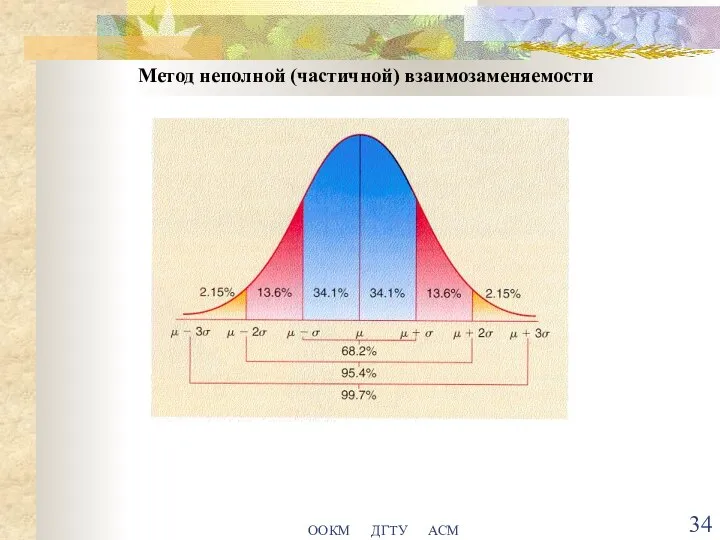
- 34. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости
- 35. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости При сборке партии изделий случаи сочетания в одном изделии
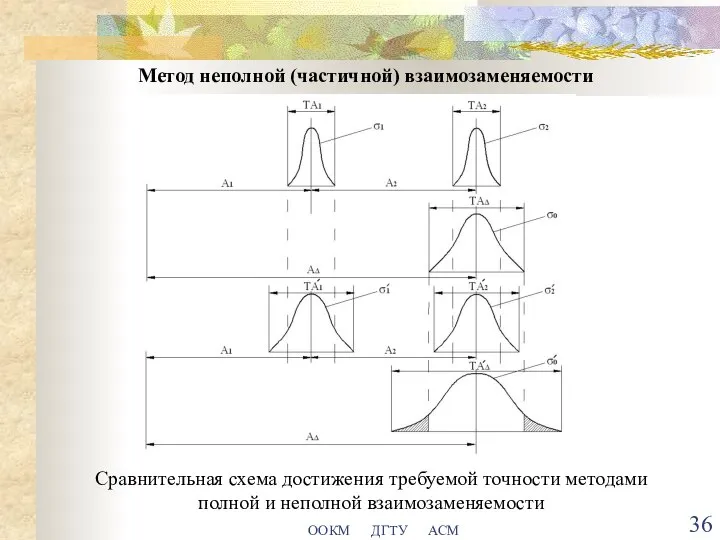
- 36. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Сравнительная схема достижения требуемой точности методами полной и неполной
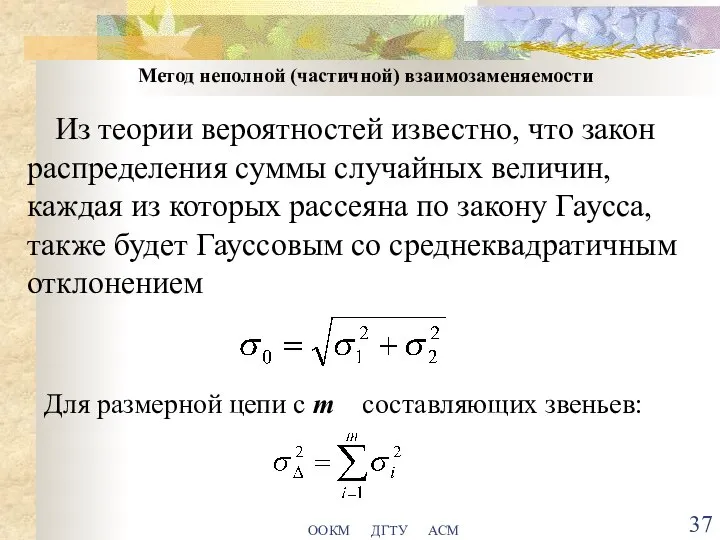
- 37. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Из теории вероятностей известно, что закон распределения суммы случайных
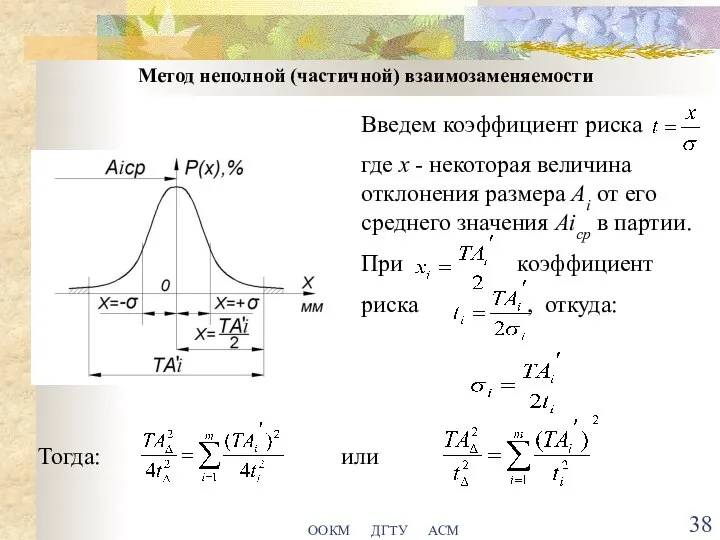
- 38. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Введем коэффициент риска где x - некоторая величина отклонения
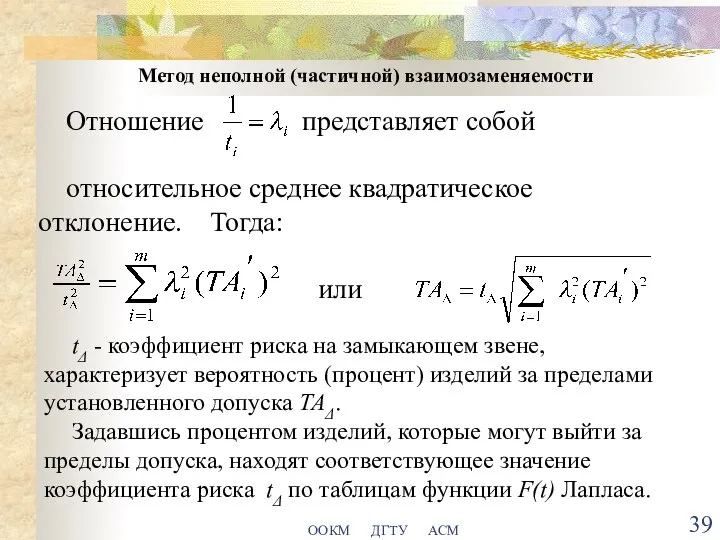
- 39. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Отношение представляет собой относительное среднее квадратическое отклонение. Тогда: или
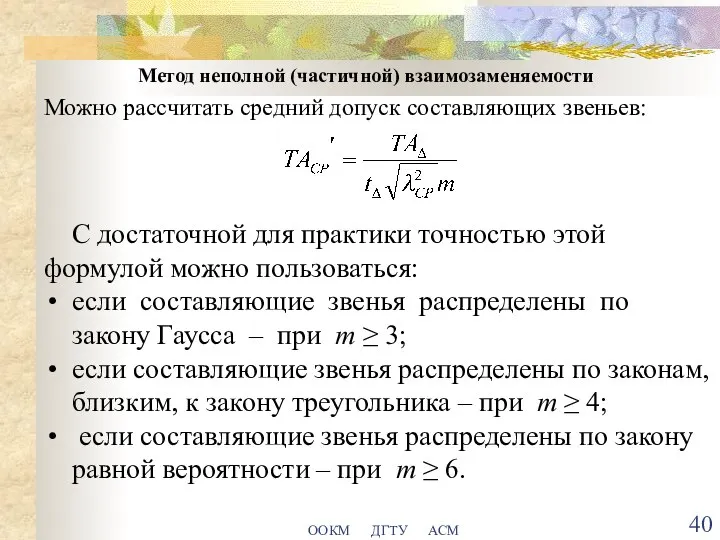
- 40. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Можно рассчитать средний допуск составляющих звеньев: С достаточной для
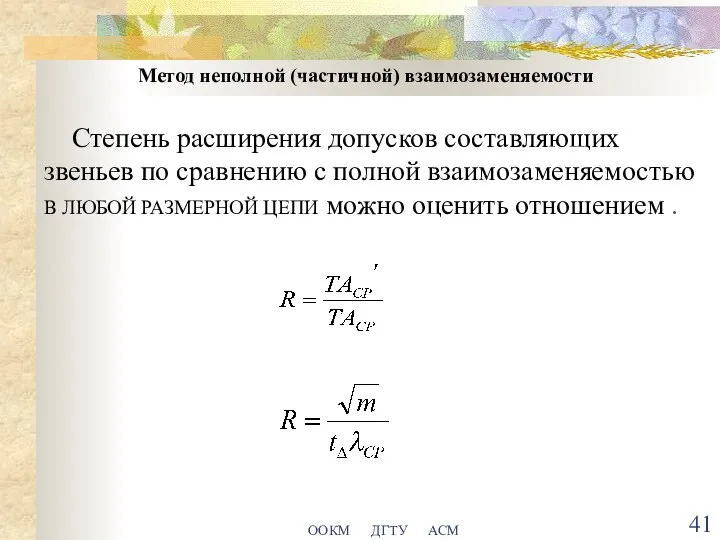
- 41. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Степень расширения допусков составляющих звеньев по сравнению с полной
- 42. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Пример. В размерной цепи с m = 6 требуется
- 43. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости В индивидуальном или мелко-серийном производствах и если ничего не
- 44. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости В серийном производстве обычно считают, что составляющие звенья рассеяны
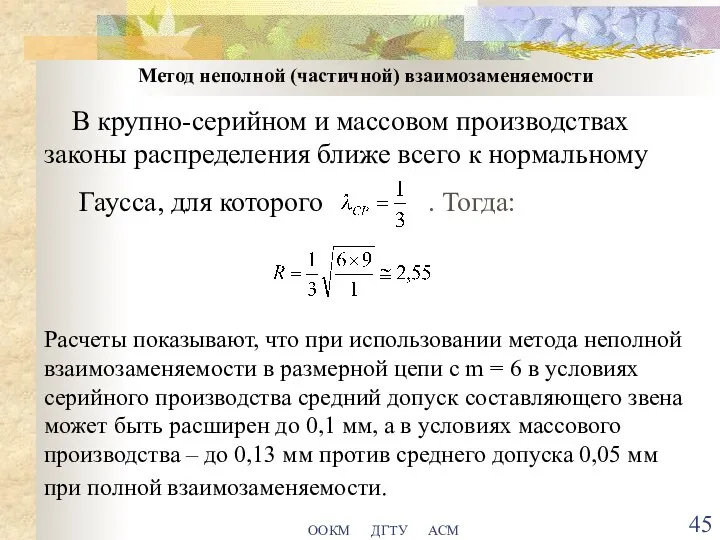
- 45. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости В крупно-серийном и массовом производствах законы распределения ближе всего
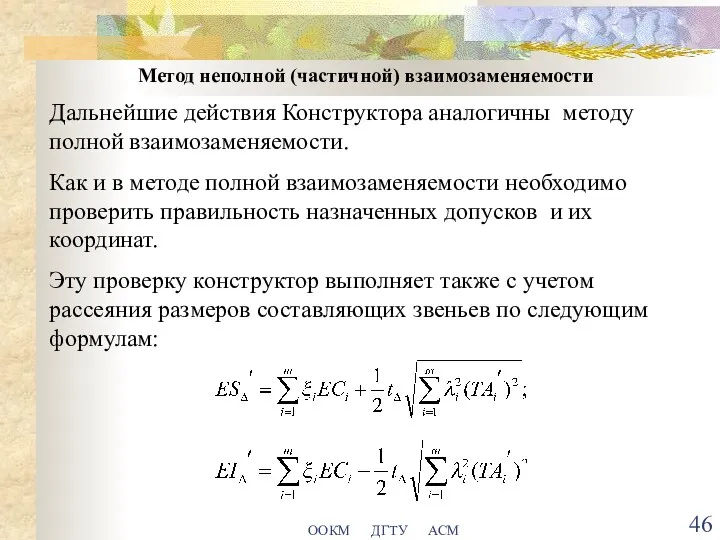
- 46. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Дальнейшие действия Конструктора аналогичны методу полной взаимозаменяемости. Как и
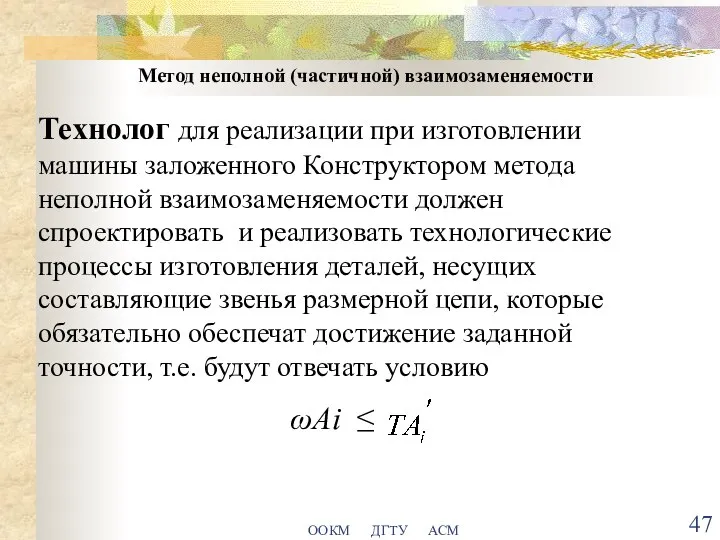
- 47. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Технолог для реализации при изготовлении машины заложенного Конструктором метода
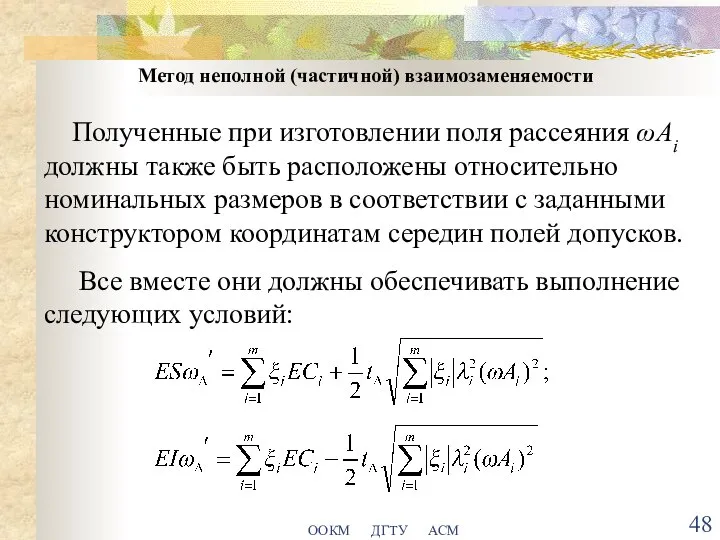
- 48. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Полученные при изготовлении поля рассеяния ωАi должны также быть
- 49. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Состав действий Метролога по контролю технологических процессов изготовления деталей
- 50. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Затраты на "исправление" выбракованных изделий, сводятся к затратам на
- 51. ООКМ ДГТУ АСМ Метод неполной (частичной) взаимозаменяемости Неполная взаимозаменяемость имеет свои ограничения области применения: объем выпуска
- 52. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости
- 53. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Сущность метода заключается в том, что требуемая точность замыкающего звена
- 54. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Для реализации этого метода Конструктор должен: рассчитать и назначить расширенные
- 55. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Конструктор: рассчитывает средний допуск составляющих звеньев по формуле для метода
- 56. ООКМ ДГТУ АСМ
- 57. ООКМ ДГТУ АСМ
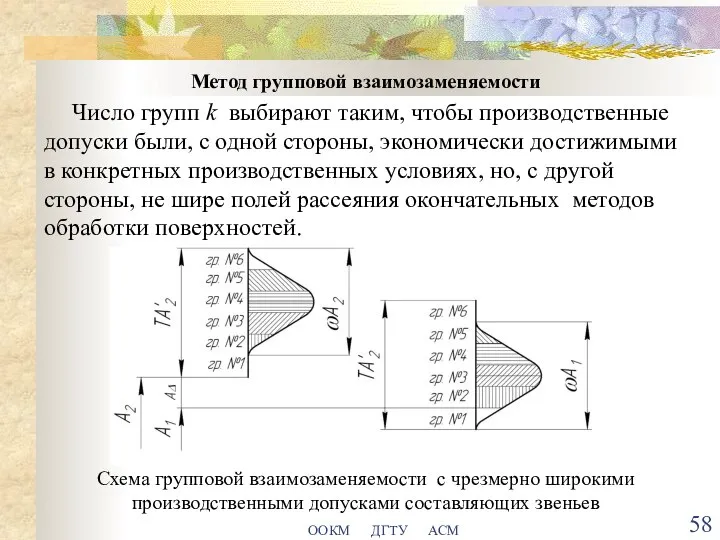
- 58. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Число групп k выбирают таким, чтобы производственные допуски были, с
- 59. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Чрезмерное расширение полей производственных допусков сверх экономически достижимых приводит к
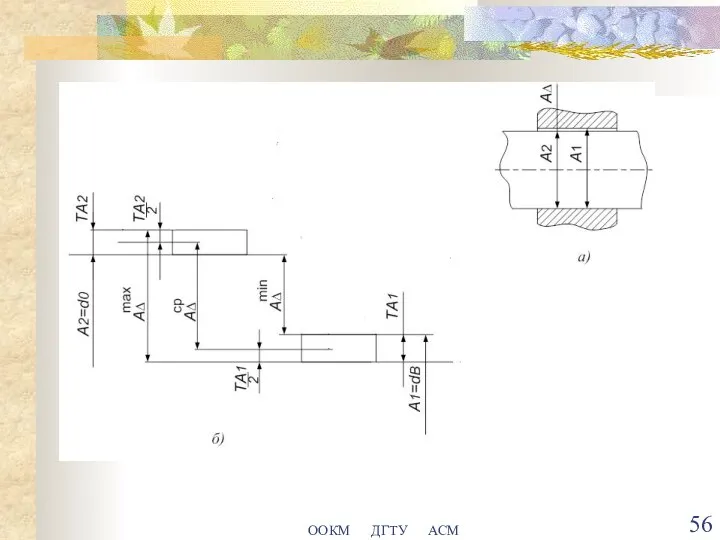
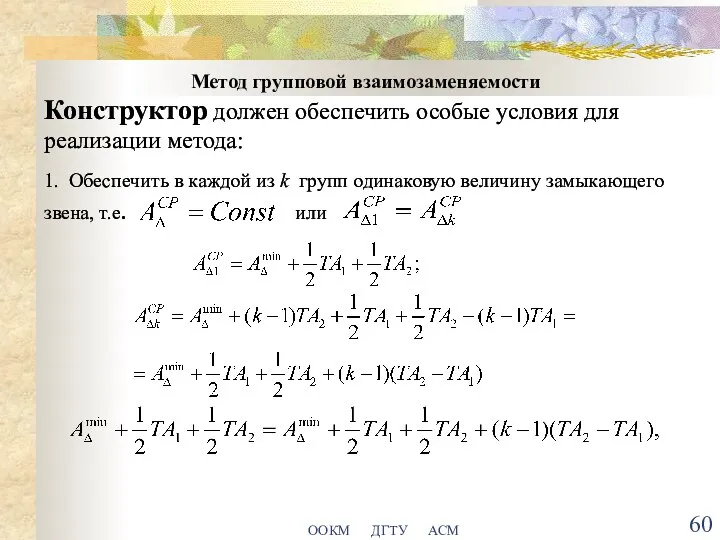
- 60. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Конструктор должен обеспечить особые условия для реализации метода: 1. Обеспечить
- 61. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости
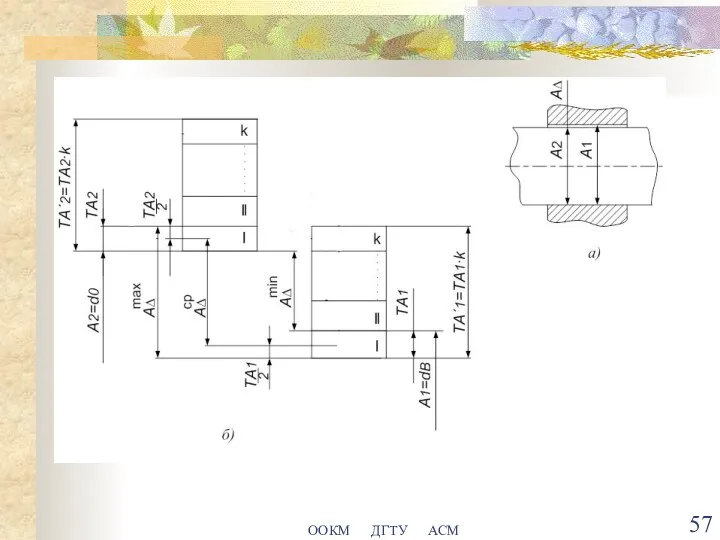
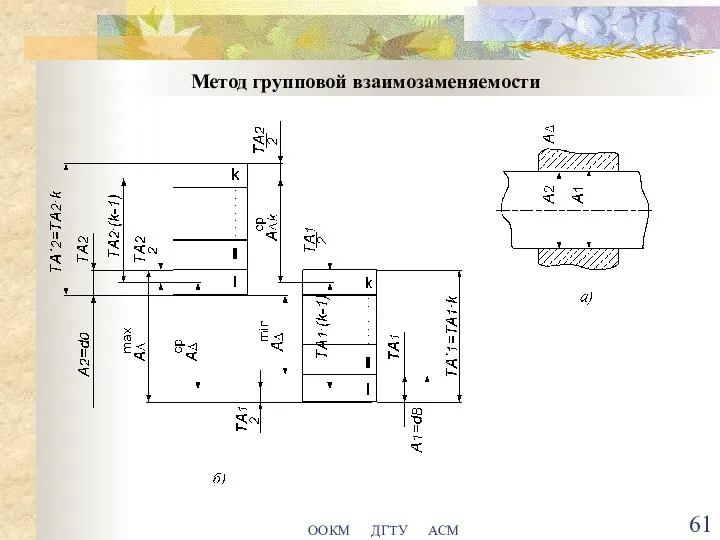
- 62. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости или: При k > 1 равенство справедливо, если ТА1 =
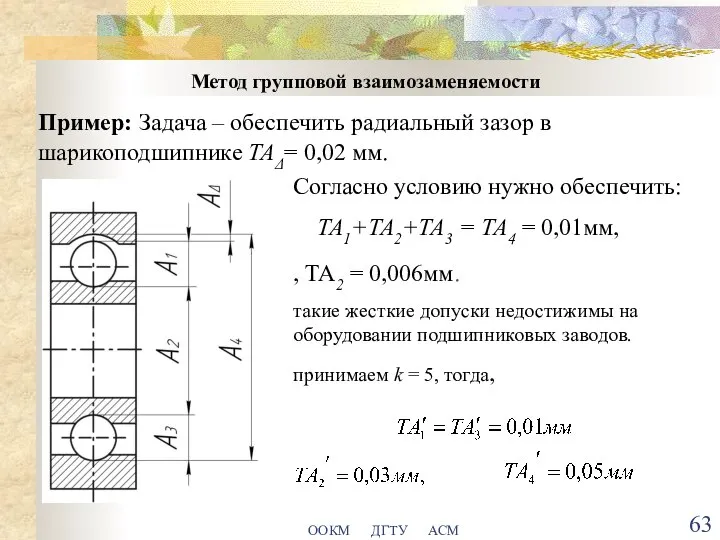
- 63. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Пример: Задача – обеспечить радиальный зазор в шарикоподшипнике ТАΔ= 0,02
- 64. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Конструктор должен обеспечить особые условия для реализации метода: 2. допустимые
- 65. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Технолог при организации групповой взаимозаменяемости должен: спроектировать и реализовать технологические
- 66. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Технолог при организации групповой взаимозаменяемости должен: при реализации техпроцесса сборки
- 67. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Метролог при групповой взаимозаменяемости должен организовать не только 100%-ный контроль
- 68. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости Экономическую эффективность групповой взаимозаменяемости ограничивают дополнительные расходы, необходимые для точного
- 69. ООКМ ДГТУ АСМ Метод групповой взаимозаменяемости В некоторых случаях групповая взаимозаменяемость является единственной возможностью достигнуть высокую
- 70. ООКМ ДГТУ АСМ МЕТОД ПРИГОНКИ
- 71. ООКМ ДГТУ АСМ Метод пригонки Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена
- 72. ООКМ ДГТУ АСМ Метод пригонки При пригонке Конструктор назначает номинальные размеры, допуски и их координаты середин
- 73. ООКМ ДГТУ АСМ Метод пригонки Излишнюю погрешность замыкающего звена называют величиной компенсации: Излишнюю погрешность удаляют из
- 74. ООКМ ДГТУ АСМ Метод пригонки В задачу Конструктора входит: во-первых, выбор детали-компенсатора, во-вторых, обеспечение на ней
- 75. ООКМ ДГТУ АСМ Метод пригонки При выборе компенсирующего звена руководствуются двумя соображениями: I. Компенсирующим не может
- 76. ООКМ ДГТУ АСМ Метод пригонки
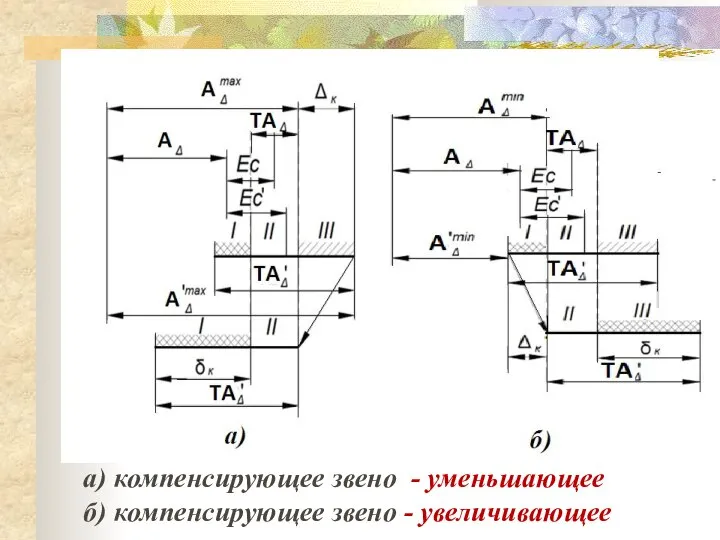
- 77. а) компенсирующее звено - уменьшающее б) компенсирующее звено - увеличивающее
- 78. Если компенсирующее звено уменьшающее: Если компенсирующее звено увеличивающее: Рассчитанную поправку вносят в координату середины поля допуска
- 79. ООКМ ДГТУ АСМ Метод пригонки Достоинство метода пригонки : на замыкающем звене любой размерной цепи (т.е.
- 80. ООКМ ДГТУ АСМ Метод пригонки Недостатки, которые ограничивают область применения метода пригонки: I. Необходимость частичной разборки
- 81. ООКМ ДГТУ АСМ Метод пригонки Недостатки, которые ограничивают область применения метода пригонки: 2. Необходимость иметь в
- 82. ООКМ ДГТУ АСМ Метод пригонки Недостатки, которые ограничивают область применения метода пригонки: 3. Разная величина припуска
- 83. ООКМ ДГТУ АСМ МЕТОД РЕГУЛИРОВАНИЯ
- 84. ООКМ ДГТУ АСМ Метод регулирования Сущность метода заключается в том, что требуемая точность замыкающего звена размерной
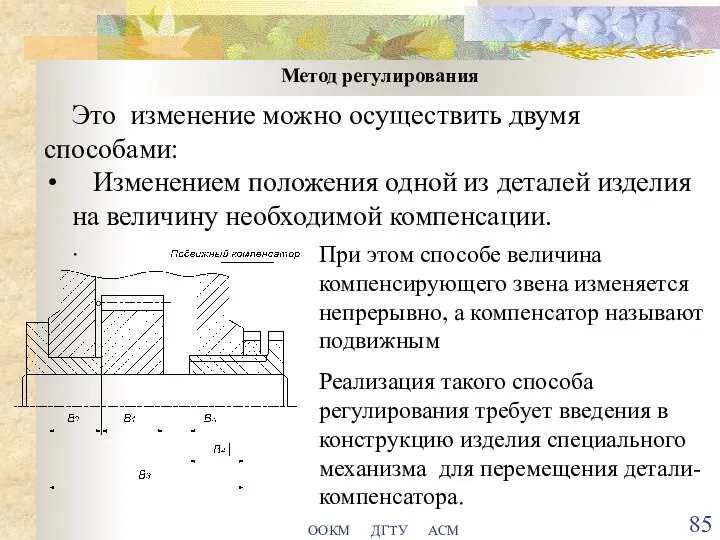
- 85. ООКМ ДГТУ АСМ Метод регулирования Это изменение можно осуществить двумя способами: Изменением положения одной из деталей
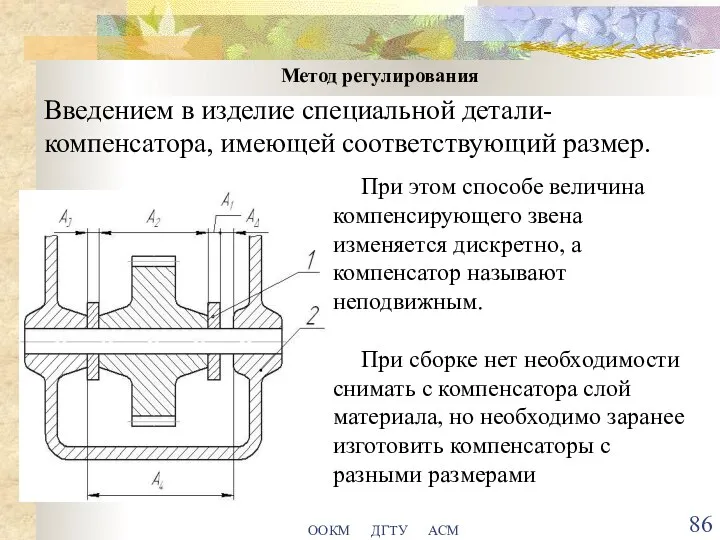
- 86. ООКМ ДГТУ АСМ Метод регулирования Введением в изделие специальной детали-компенсатора, имеющей соответствующий размер. При этом способе
- 87. ООКМ ДГТУ АСМ Метод регулирования При использовании метода регулирования Конструктор: назначает номинальные значения, допуски и координаты
- 88. ООКМ ДГТУ АСМ Метод регулирования При регулировании подвижным компенсатором в регулировочном механизме предусматривает возможность перемещения компенсатора
- 89. ООКМ ДГТУ АСМ Метод регулирования При регулировании неподвижным компенсатором: в конструкцию вводит специальную деталь-компенсатор и, следовательно,
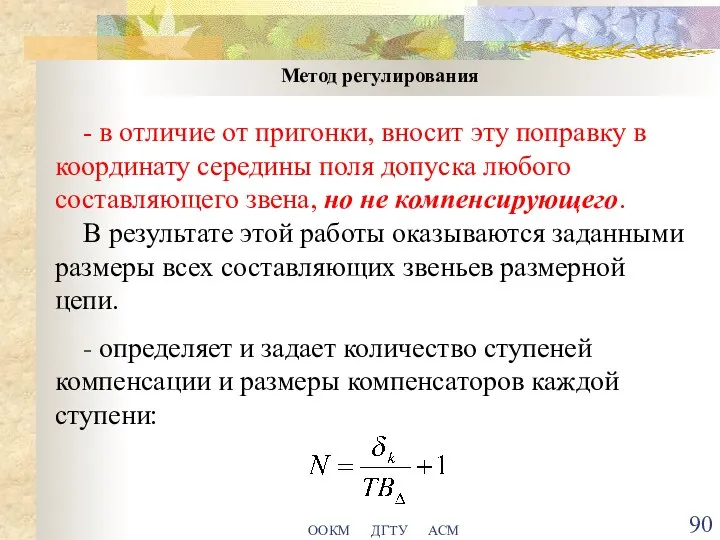
- 90. ООКМ ДГТУ АСМ Метод регулирования - в отличие от пригонки, вносит эту поправку в координату середины
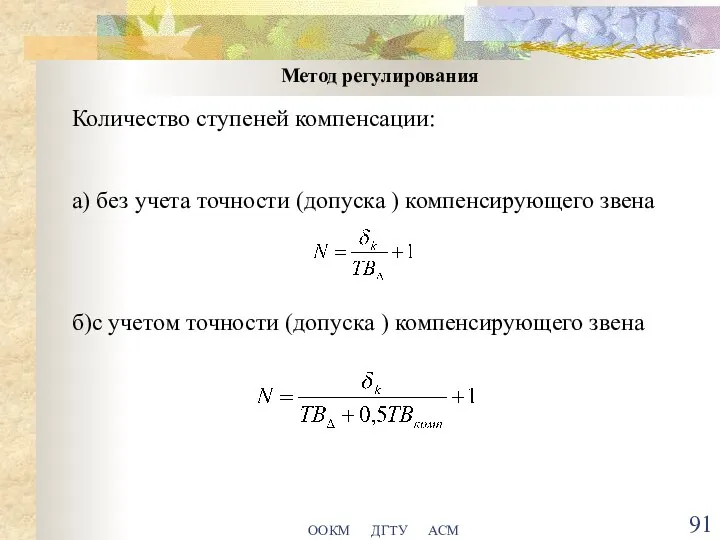
- 91. ООКМ ДГТУ АСМ Метод регулирования Количество ступеней компенсации: а) без учета точности (допуска ) компенсирующего звена
- 92. ООКМ ДГТУ АСМ Метод регулирования
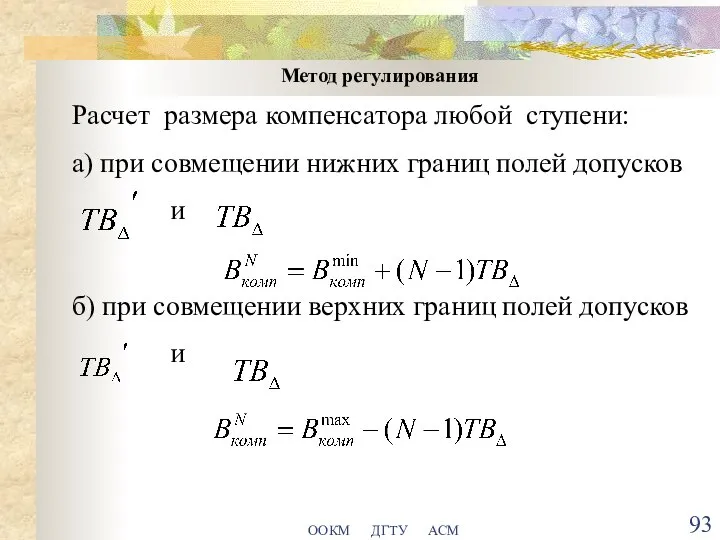
- 93. ООКМ ДГТУ АСМ Метод регулирования Расчет размера компенсатора любой ступени: а) при совмещении нижних границ полей
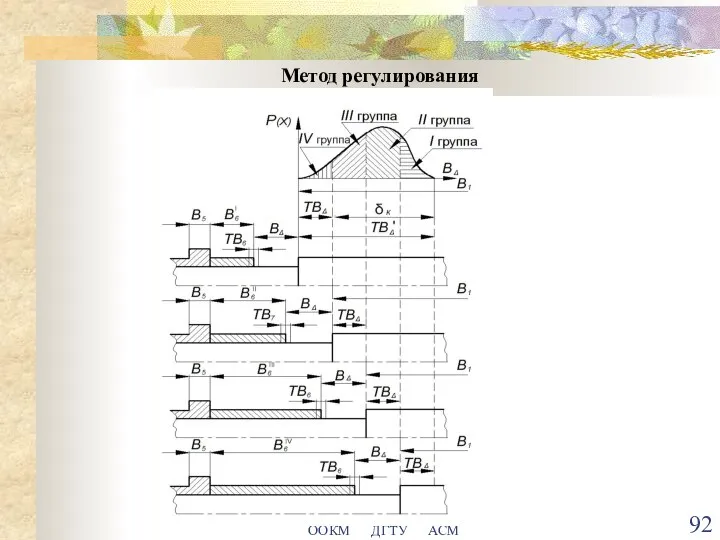
- 94. ООКМ ДГТУ АСМ Метод регулирования Количество компенсаторов одного размера (одной ступени компенсации) пропорционально площади под кривой
- 95. ООКМ ДГТУ АСМ Метод регулирования Регулирование неподвижным компенсатором целесообразно использовать в крупносерийном или массовом производстве, когда
- 96. ООКМ ДГТУ АСМ Метод регулирования Целесообразность применения регулирования подвижным компенсатором может быть ограничена только экономическими соображениями,
- 97. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев
- 98. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев Сущность метода заключается в том, что требуемая точность замыкающего
- 99. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев Теоретически метод основан на механизме образования отклонения замыкающего звена
- 100. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев Реализация этой принципиальной возможности сопряжена с огромными организационно- экономическими
- 101. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев Реализация этого метода на практике становится возможной с внедрением
- 102. ООКМ ДГТУ АСМ Метод подбора составляющих звеньев Метод требует разработки специального программного обеспечения, создания систем автоматизации
- 104. Скачать презентацию
Слайд 2ООКМ ДГТУ АСМ
Формирование показателей второй группы точности машины (точность взаимного расположения
ООКМ ДГТУ АСМ
Формирование показателей второй группы точности машины (точность взаимного расположения
Слайд 3ООКМ ДГТУ АСМ
Задача достижения точности замыкающего звена размерной цепи решается на
ООКМ ДГТУ АСМ
Задача достижения точности замыкающего звена размерной цепи решается на
Слайд 4ООКМ ДГТУ АСМ
Под методом достижения точности замыкающего звена размерной цепи понимают
ООКМ ДГТУ АСМ
Под методом достижения точности замыкающего звена размерной цепи понимают
Слайд 5ООКМ ДГТУ АСМ
В теории и практике машиностроения применяются шесть методов достижения
ООКМ ДГТУ АСМ
В теории и практике машиностроения применяются шесть методов достижения
Слайд 6ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Слайд 7ООКМ ДГТУ АСМ
ООКМ ДГТУ АСМ
Слайд 8ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Метод полной взаимозаменяемости – это метод,
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Метод полной взаимозаменяемости – это метод,
Слайд 9ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
При использовании метода полной взаимозаменяемости требуемая
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
При использовании метода полной взаимозаменяемости требуемая
Слайд 10ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К основным достоинствам метода относятся:
Наибольшая простота
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К основным достоинствам метода относятся:
Наибольшая простота
Слайд 11ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К основным достоинствам метода относятся:
3. Относительная
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К основным достоинствам метода относятся:
3. Относительная
Слайд 12ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
При использовании этого метода достижения точности
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
При использовании этого метода достижения точности
Слайд 13ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Для случая плоской размерной цепи с
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Для случая плоской размерной цепи с
Слайд 14ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
После этого устанавливают или рассчитывают координаты
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
После этого устанавливают или рассчитывают координаты
Слайд 15ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Правильность назначения всех TAi и ECi
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Правильность назначения всех TAi и ECi
Слайд 16ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Пример. В размерной цепи В
необходимо
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Пример. В размерной цепи В
необходимо
Слайд 17ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Все размеры, входящие в размерную цепь,
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Все размеры, входящие в размерную цепь,
Слайд 18ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Учитывая рекомендации стандартов, условия получения размеров
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Учитывая рекомендации стандартов, условия получения размеров
Слайд 19ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Использованная в примере методика назначения допусков
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Использованная в примере методика назначения допусков
Слайд 20ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Если же размеры звеньев сильно отличаются
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Если же размеры звеньев сильно отличаются
Слайд 21ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
В практике же обычно поступают следующим
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
В практике же обычно поступают следующим
Слайд 22ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Технолог для реализации при изготовлении машины
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Технолог для реализации при изготовлении машины
Слайд 23ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Полученные при изготовлении координаты середин
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Полученные при изготовлении координаты середин
Слайд 24ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К технологическим процессам предъявляется дополнительное
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
К технологическим процессам предъявляется дополнительное
Слайд 25ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Метролог смещает акцент с контроля всех
ООКМ ДГТУ АСМ
Метод полной взаимозаменяемости
Метролог смещает акцент с контроля всех
Слайд 26ООКМ ДГТУ АСМ
Поскольку точность замыкающих звеньев на сборке достигается автоматически, то
ООКМ ДГТУ АСМ
Поскольку точность замыкающих звеньев на сборке достигается автоматически, то
Слайд 27ООКМ ДГТУ АСМ
Недостаток метода – ограниченная область применения.
Ограничения вытекают из
ООКМ ДГТУ АСМ
Недостаток метода – ограниченная область применения.
Ограничения вытекают из
Слайд 28ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Слайд 29ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Метод неполной (частичной) взаимозаменяемости – это
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Метод неполной (частичной) взаимозаменяемости – это
Слайд 30ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Это допущение предполагает определенное расширение поля
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Это допущение предполагает определенное расширение поля
Слайд 31ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В методе полной взаимозаменяемости совершенно не
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В методе полной взаимозаменяемости совершенно не
Слайд 32ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Степень расширения производственных допусков и а,
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Степень расширения производственных допусков и а,
Слайд 33ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Такая постановка задачи требует от Конструктора
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Такая постановка задачи требует от Конструктора
Слайд 34ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Слайд 35ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
При сборке партии изделий случаи сочетания
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
При сборке партии изделий случаи сочетания
Слайд 36ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Сравнительная схема достижения требуемой точности методами
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Сравнительная схема достижения требуемой точности методами
Слайд 37ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Из теории вероятностей известно, что закон
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Из теории вероятностей известно, что закон
Слайд 38ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Введем коэффициент риска
где x -
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Введем коэффициент риска
где x -
Слайд 39ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Отношение представляет собой
относительное среднее квадратическое
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Отношение представляет собой
относительное среднее квадратическое
Слайд 40ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Можно рассчитать средний допуск составляющих звеньев:
С
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Можно рассчитать средний допуск составляющих звеньев:
С
Слайд 41ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Степень расширения допусков составляющих звеньев по
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Степень расширения допусков составляющих звеньев по
Слайд 42ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Пример.
В размерной цепи с
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Пример.
В размерной цепи с
Слайд 43ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В индивидуальном или мелко-серийном производствах и
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В индивидуальном или мелко-серийном производствах и
Слайд 44ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В серийном производстве обычно считают, что
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В серийном производстве обычно считают, что
Слайд 45ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В крупно-серийном и массовом производствах законы
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
В крупно-серийном и массовом производствах законы
Слайд 46ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Дальнейшие действия Конструктора аналогичны методу полной
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Дальнейшие действия Конструктора аналогичны методу полной
Слайд 47ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Технолог для реализации при изготовлении машины
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Технолог для реализации при изготовлении машины
Слайд 48ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Полученные при изготовлении поля рассеяния ωАi
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Полученные при изготовлении поля рассеяния ωАi
Слайд 49ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Состав действий Метролога по контролю технологических
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Состав действий Метролога по контролю технологических
Слайд 50ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Затраты на "исправление" выбракованных изделий, сводятся
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Затраты на "исправление" выбракованных изделий, сводятся
Слайд 51ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Неполная взаимозаменяемость имеет свои ограничения области
ООКМ ДГТУ АСМ
Метод неполной (частичной) взаимозаменяемости
Неполная взаимозаменяемость имеет свои ограничения области
Слайд 52ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Слайд 53ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Сущность метода заключается в том, что требуемая
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Сущность метода заключается в том, что требуемая
Слайд 54ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Для реализации этого метода Конструктор должен:
рассчитать
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Для реализации этого метода Конструктор должен:
рассчитать
Слайд 55ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор:
рассчитывает средний допуск составляющих звеньев по
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор:
рассчитывает средний допуск составляющих звеньев по
Слайд 56ООКМ ДГТУ АСМ
ООКМ ДГТУ АСМ
Слайд 57ООКМ ДГТУ АСМ
ООКМ ДГТУ АСМ
Слайд 58ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Число групп k выбирают таким, чтобы производственные
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Число групп k выбирают таким, чтобы производственные
Слайд 59ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Чрезмерное расширение полей производственных допусков сверх экономически
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Чрезмерное расширение полей производственных допусков сверх экономически
Слайд 60ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор должен обеспечить особые условия для реализации
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор должен обеспечить особые условия для реализации
Слайд 61ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Слайд 62ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
или:
При k > 1 равенство справедливо, если
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
или:
При k > 1 равенство справедливо, если
Слайд 63ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Пример: Задача – обеспечить радиальный зазор в
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Пример: Задача – обеспечить радиальный зазор в
Слайд 64ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор должен обеспечить особые условия для реализации
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Конструктор должен обеспечить особые условия для реализации
Слайд 65ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Технолог при организации групповой взаимозаменяемости должен:
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Технолог при организации групповой взаимозаменяемости должен:
Слайд 66ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Технолог при организации групповой взаимозаменяемости должен:
при
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Технолог при организации групповой взаимозаменяемости должен:
при
Слайд 67ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Метролог при групповой взаимозаменяемости должен
организовать не
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Метролог при групповой взаимозаменяемости должен
организовать не
Слайд 68ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Экономическую эффективность групповой взаимозаменяемости ограничивают дополнительные расходы,
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
Экономическую эффективность групповой взаимозаменяемости ограничивают дополнительные расходы,
Слайд 69ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
В некоторых случаях групповая взаимозаменяемость является единственной
ООКМ ДГТУ АСМ
Метод групповой взаимозаменяемости
В некоторых случаях групповая взаимозаменяемость является единственной
Слайд 70ООКМ ДГТУ АСМ
МЕТОД ПРИГОНКИ
ООКМ ДГТУ АСМ
МЕТОД ПРИГОНКИ
Слайд 71ООКМ ДГТУ АСМ
Метод пригонки
Сущность метода пригонки заключается в том, что требуемая
ООКМ ДГТУ АСМ
Метод пригонки
Сущность метода пригонки заключается в том, что требуемая
Слайд 72ООКМ ДГТУ АСМ
Метод пригонки
При пригонке Конструктор назначает номинальные размеры, допуски и
ООКМ ДГТУ АСМ
Метод пригонки
При пригонке Конструктор назначает номинальные размеры, допуски и
Слайд 73ООКМ ДГТУ АСМ
Метод пригонки
Излишнюю погрешность замыкающего звена называют величиной компенсации:
Излишнюю
ООКМ ДГТУ АСМ
Метод пригонки
Излишнюю погрешность замыкающего звена называют величиной компенсации:
Излишнюю
Слайд 74ООКМ ДГТУ АСМ
Метод пригонки
В задачу Конструктора входит:
во-первых, выбор детали-компенсатора,
во-вторых, обеспечение на
ООКМ ДГТУ АСМ
Метод пригонки
В задачу Конструктора входит:
во-первых, выбор детали-компенсатора,
во-вторых, обеспечение на
Слайд 75ООКМ ДГТУ АСМ
Метод пригонки
При выборе компенсирующего звена руководствуются двумя соображениями:
I. Компенсирующим
ООКМ ДГТУ АСМ
Метод пригонки
При выборе компенсирующего звена руководствуются двумя соображениями:
I. Компенсирующим
Слайд 76ООКМ ДГТУ АСМ
Метод пригонки
ООКМ ДГТУ АСМ
Метод пригонки
Слайд 77а) компенсирующее звено - уменьшающее
б) компенсирующее звено - увеличивающее
а) компенсирующее звено - уменьшающее
б) компенсирующее звено - увеличивающее
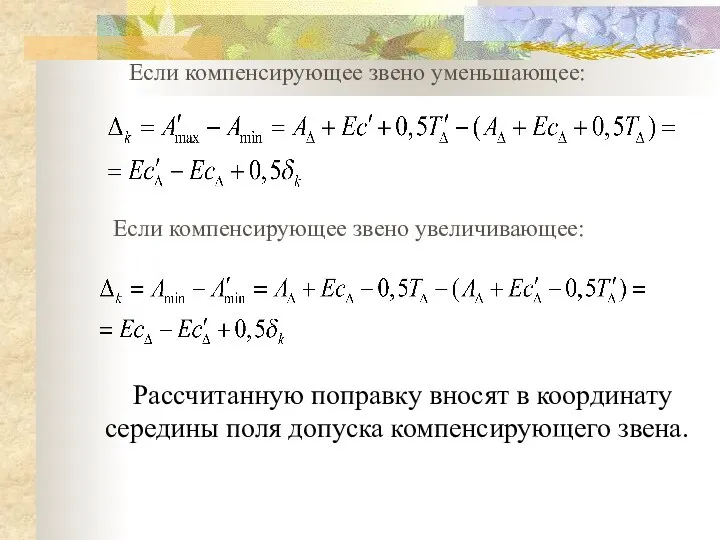
Слайд 78Если компенсирующее звено уменьшающее:
Если компенсирующее звено увеличивающее:
Рассчитанную поправку вносят в координату середины
Если компенсирующее звено уменьшающее:
Если компенсирующее звено увеличивающее:
Рассчитанную поправку вносят в координату середины
Слайд 79ООКМ ДГТУ АСМ
Метод пригонки
Достоинство метода пригонки :
на замыкающем звене любой
ООКМ ДГТУ АСМ
Метод пригонки
Достоинство метода пригонки :
на замыкающем звене любой
Слайд 80ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
I. Необходимость
ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
I. Необходимость
Слайд 81ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
2. Необходимость
ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
2. Необходимость
Слайд 82ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
3. Разная
ООКМ ДГТУ АСМ
Метод пригонки
Недостатки, которые ограничивают область применения метода пригонки:
3. Разная
Слайд 83ООКМ ДГТУ АСМ
МЕТОД
РЕГУЛИРОВАНИЯ
ООКМ ДГТУ АСМ
МЕТОД
РЕГУЛИРОВАНИЯ
Слайд 84ООКМ ДГТУ АСМ
Метод регулирования
Сущность метода заключается в том, что требуемая точность
ООКМ ДГТУ АСМ
Метод регулирования
Сущность метода заключается в том, что требуемая точность
Слайд 85ООКМ ДГТУ АСМ
Метод регулирования
Это изменение можно осуществить двумя способами:
Изменением положения
ООКМ ДГТУ АСМ
Метод регулирования
Это изменение можно осуществить двумя способами:
Изменением положения
Слайд 86ООКМ ДГТУ АСМ
Метод регулирования
Введением в изделие специальной детали-компенсатора, имеющей соответствующий размер.
При
ООКМ ДГТУ АСМ
Метод регулирования
Введением в изделие специальной детали-компенсатора, имеющей соответствующий размер.
При
Слайд 87ООКМ ДГТУ АСМ
Метод регулирования
При использовании метода регулирования Конструктор:
назначает номинальные значения,
ООКМ ДГТУ АСМ
Метод регулирования
При использовании метода регулирования Конструктор:
назначает номинальные значения,
Слайд 88ООКМ ДГТУ АСМ
Метод регулирования
При регулировании подвижным компенсатором в регулировочном механизме предусматривает
ООКМ ДГТУ АСМ
Метод регулирования
При регулировании подвижным компенсатором в регулировочном механизме предусматривает
Слайд 89ООКМ ДГТУ АСМ
Метод регулирования
При регулировании неподвижным компенсатором:
в конструкцию вводит специальную
ООКМ ДГТУ АСМ
Метод регулирования
При регулировании неподвижным компенсатором:
в конструкцию вводит специальную
Слайд 90ООКМ ДГТУ АСМ
Метод регулирования
- в отличие от пригонки, вносит эту поправку
ООКМ ДГТУ АСМ
Метод регулирования
- в отличие от пригонки, вносит эту поправку
Слайд 91ООКМ ДГТУ АСМ
Метод регулирования
Количество ступеней компенсации:
а) без учета точности (допуска )
ООКМ ДГТУ АСМ
Метод регулирования
Количество ступеней компенсации:
а) без учета точности (допуска )
Слайд 92ООКМ ДГТУ АСМ
Метод регулирования
ООКМ ДГТУ АСМ
Метод регулирования
Слайд 93ООКМ ДГТУ АСМ
Метод регулирования
Расчет размера компенсатора любой ступени:
а) при совмещении нижних
ООКМ ДГТУ АСМ
Метод регулирования
Расчет размера компенсатора любой ступени:
а) при совмещении нижних
Слайд 94ООКМ ДГТУ АСМ
Метод регулирования
Количество компенсаторов одного размера (одной ступени компенсации) пропорционально
ООКМ ДГТУ АСМ
Метод регулирования
Количество компенсаторов одного размера (одной ступени компенсации) пропорционально
Слайд 95ООКМ ДГТУ АСМ
Метод регулирования
Регулирование неподвижным компенсатором целесообразно использовать в крупносерийном или
ООКМ ДГТУ АСМ
Метод регулирования
Регулирование неподвижным компенсатором целесообразно использовать в крупносерийном или
Слайд 96ООКМ ДГТУ АСМ
Метод регулирования
Целесообразность применения регулирования подвижным компенсатором может быть ограничена
ООКМ ДГТУ АСМ
Метод регулирования
Целесообразность применения регулирования подвижным компенсатором может быть ограничена
Слайд 97ООКМ ДГТУ АСМ
Метод подбора
составляющих звеньев
ООКМ ДГТУ АСМ
Метод подбора
составляющих звеньев
Слайд 98ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Сущность метода заключается в том,
ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Сущность метода заключается в том,
Слайд 99ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Теоретически метод основан на механизме
ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Теоретически метод основан на механизме
Слайд 100ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Реализация этой принципиальной возможности сопряжена
ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Реализация этой принципиальной возможности сопряжена
Слайд 101ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Реализация этого метода на практике
ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Реализация этого метода на практике
Слайд 102ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Метод требует разработки специального программного
ООКМ ДГТУ АСМ
Метод подбора составляющих звеньев
Метод требует разработки специального программного
 Фотометрия Бугера, Ламберта, Бера
Фотометрия Бугера, Ламберта, Бера Тестирование ОВ. Измерение потерь на оптоволоконных соединениях
Тестирование ОВ. Измерение потерь на оптоволоконных соединениях Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии
Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии Валоповоротное устройство турбины
Валоповоротное устройство турбины Методы исследование структуры. Часть 1
Методы исследование структуры. Часть 1 Итоговая контрольная работа. (7 класс)
Итоговая контрольная работа. (7 класс) Технология ТО и ремонта трансмиссии автомобиля
Технология ТО и ремонта трансмиссии автомобиля Электрические заряды. Электрические токи
Электрические заряды. Электрические токи Самое интересное о звуке, инфразвуке и ультразвуке. Игра
Самое интересное о звуке, инфразвуке и ультразвуке. Игра Магнітне поле (Лекція 1)
Магнітне поле (Лекція 1) Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока
Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока Плоское зеркало
Плоское зеркало Задачи на массу и плотность
Задачи на массу и плотность Авиационная связь
Авиационная связь Фотоны. Давление света. Корпускулярно-волновой дуализм
Фотоны. Давление света. Корпускулярно-волновой дуализм Архимедова сила. Плавание тел
Архимедова сила. Плавание тел Расчет давления и атомных напряжений в МД
Расчет давления и атомных напряжений в МД Колебательный контур. ЕГЭ №18
Колебательный контур. ЕГЭ №18 Презентация на тему Свет и его законы
Презентация на тему Свет и его законы  Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы
Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы Презентация на тему Шкала электромагнитных излучений (11 класс)
Презентация на тему Шкала электромагнитных излучений (11 класс)  Дефлектор
Дефлектор Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики
Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики Движение твердых тел
Движение твердых тел Вещества в электрическом поле
Вещества в электрическом поле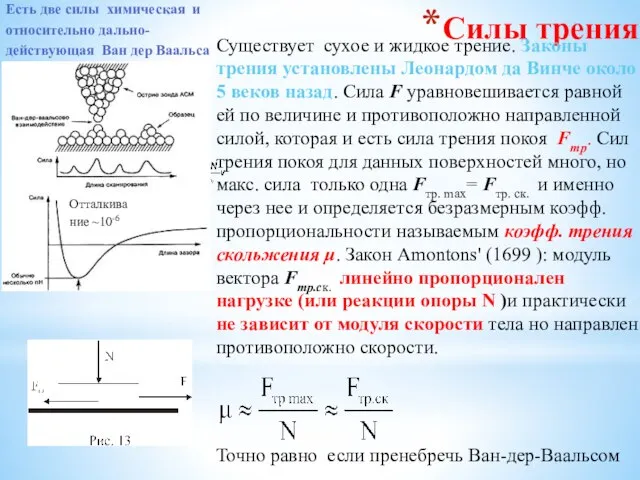 Силы трения
Силы трения Тезаурус
Тезаурус Электрические явления. Заряд
Электрические явления. Заряд