- Основы взаимозаменяемости и технические измерения

Содержание
- 2. Лекция 2. ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ И ТОЧНОСТИ В МАШИНОСТРОЕНИИ Учебные вопросы: 1. Основы взаимозаменяемости 2.
- 3. ЛИТЕРАТУРА: Основная 1.Радкевич Я.М. и др. Метрология, стандартизация и сертификация: Учеб. Для вузов.3-е изд. Перераб. и
- 4. 1. Основы взаимозаменяемости Взаимозаменяемость — свойство независимо изготовленных с заданной точностью деталей (сборочных единиц) обеспечивать возможность
- 5. ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ Полная взаимозаменяемость — это взаимозаменяемость, при которой обеспечивается выполнение всех видов параметров с точностью,
- 6. Продолжение 1 вопроса Рис. 2.1. Драгунское ружье 18 века Рис. 2.2. а) автомобиль ВАЗ – 2107;
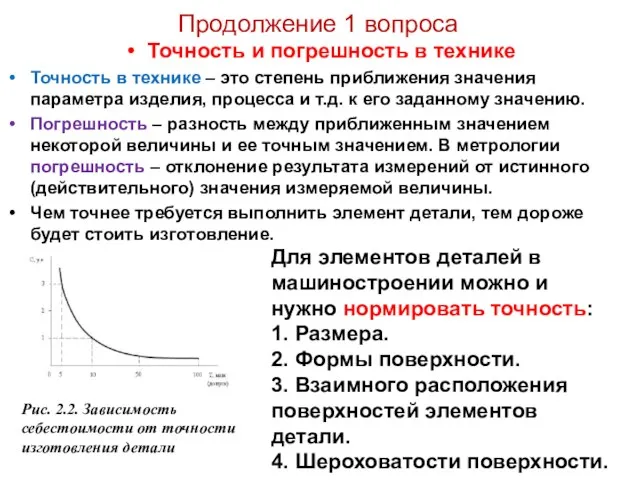
- 7. Продолжение 1 вопроса Точность и погрешность в технике Точность в технике – это степень приближения значения
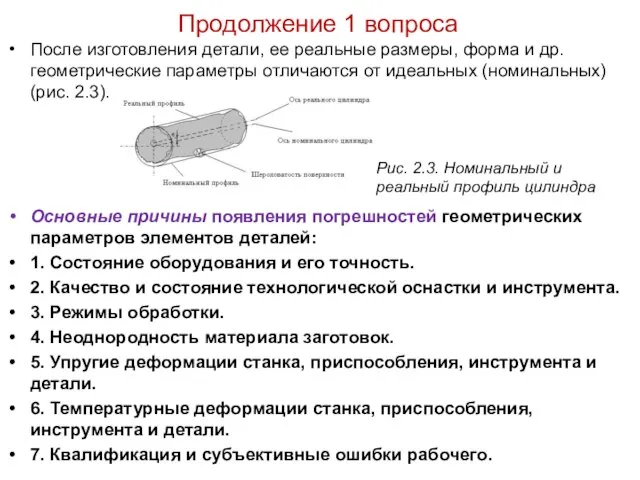
- 8. Продолжение 1 вопроса После изготовления детали, ее реальные размеры, форма и др. геометрические параметры отличаются от
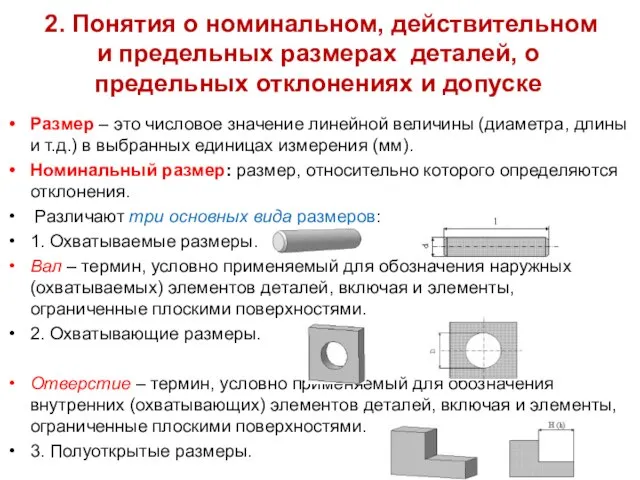
- 9. 2. Понятия о номинальном, действительном и предельных размерах деталей, о предельных отклонениях и допуске Размер –
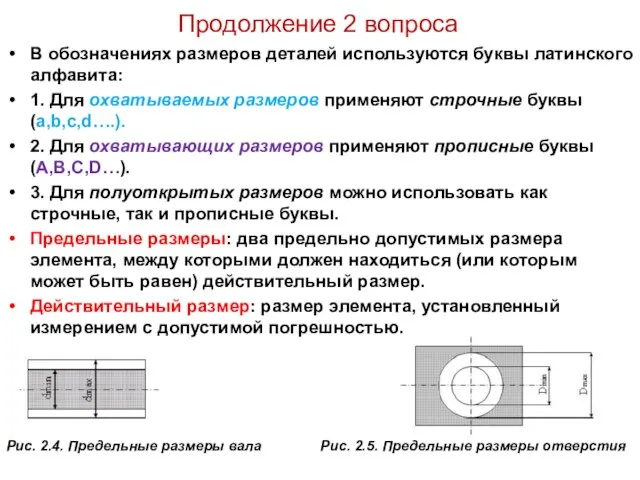
- 10. Продолжение 2 вопроса В обозначениях размеров деталей используются буквы латинского алфавита: 1. Для охватываемых размеров применяют
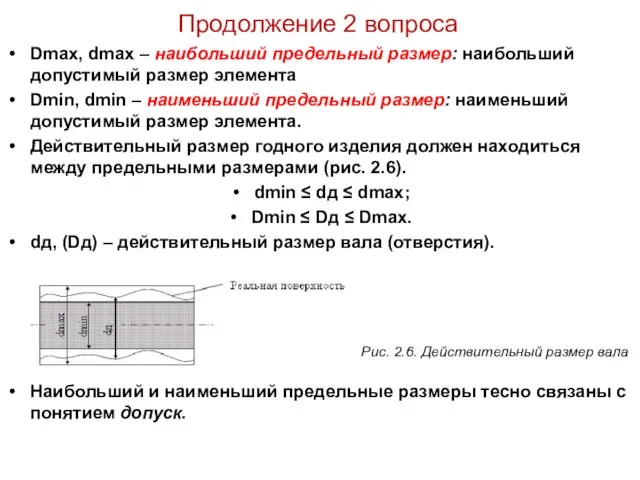
- 11. Продолжение 2 вопроса Dmax, dmax – наибольший предельный размер: наибольший допустимый размер элемента Dmin, dmin –
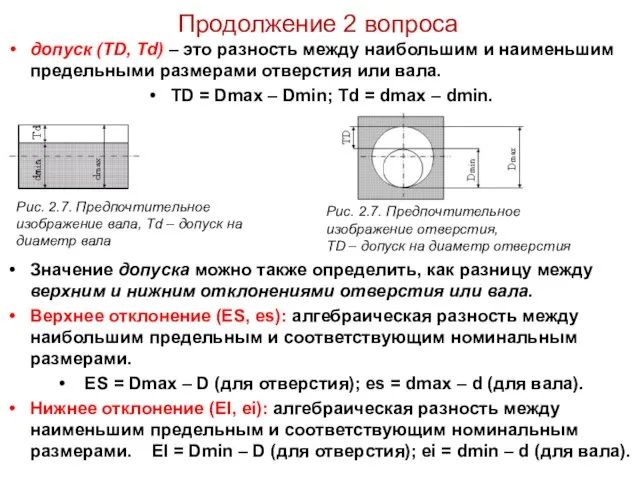
- 12. Продолжение 2 вопроса допуск (ТD, Td) – это разность между наибольшим и наименьшим предельными размерами отверстия
- 13. Продолжение 2 вопроса Значение допуска для отверстия: TD = ES – EI; для вала: Td =
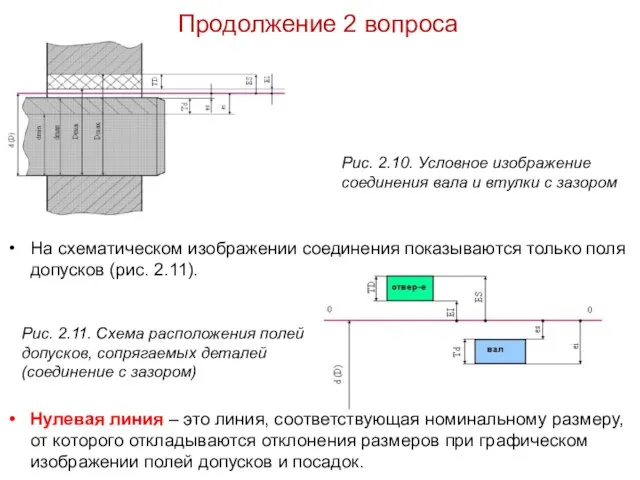
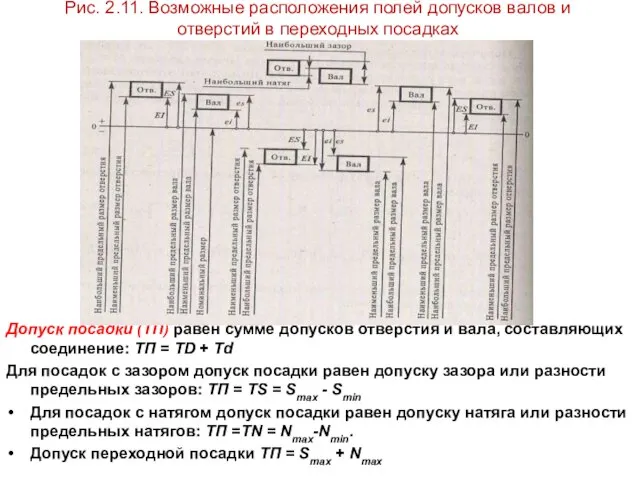
- 14. Продолжение 2 вопроса На схематическом изображении соединения показываются только поля допусков (рис. 2.11). Нулевая линия –
- 17. 3. Виды посадок сопрягаемых элементов деталей Две или несколько неподвижно или подвижно соединяемых деталей называют сопрягаемыми.
- 18. Продолжение 3 вопроса В зависимости от возможности относительного перемещения сопрягаемых деталей или степени сопротивления их взаимному
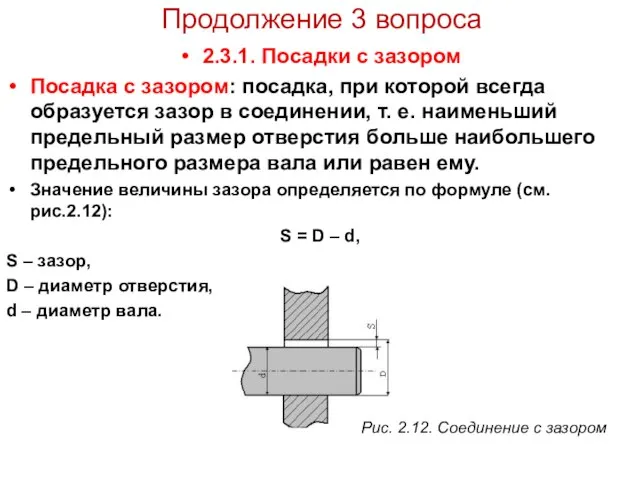
- 19. Продолжение 3 вопроса 2.3.1. Посадки с зазором Посадка с зазором: посадка, при которой всегда образуется зазор
- 20. Продолжение 3 вопроса Наименьший зазор: разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала
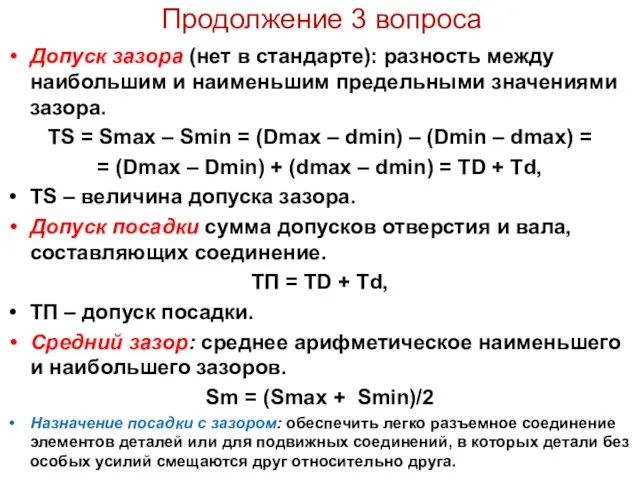
- 21. Продолжение 3 вопроса Допуск зазора (нет в стандарте): разность между наибольшим и наименьшим предельными значениями зазора.
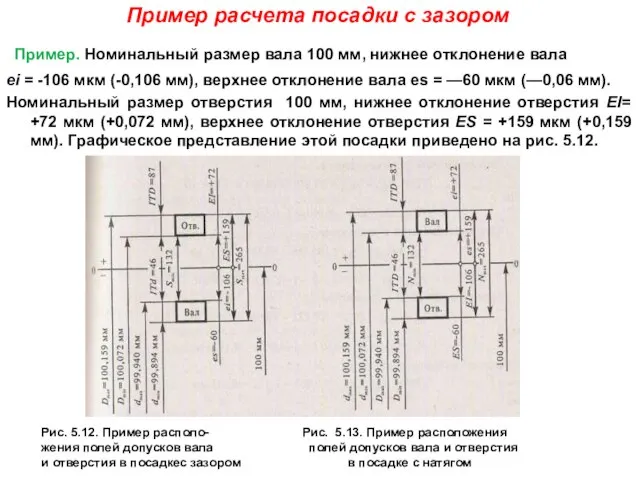
- 22. Пример расчета посадки с зазором Пример. Номинальный размер вала 100 мм, нижнее отклонение вала ei =
- 23. Продолжение Решение. Наибольший предельный размер вала dmax= d+es= 100 + (-0,060) = 99,940 мм. Наименьший предельный
- 24. Продолжение 3 вопроса 2.3.2. Посадки с натягом Посадка с натягом: посадка, при которой всегда образуется натяг
- 25. Продолжение 3 вопроса Наименьший натяг: разность между наименьшим предельным размером валаи наибольшим предельным размером отверстия до
- 26. Пример расчета посадки с натягом Пример. Номинальный размер вала 100 мм, нижнее отклонение вала ei =
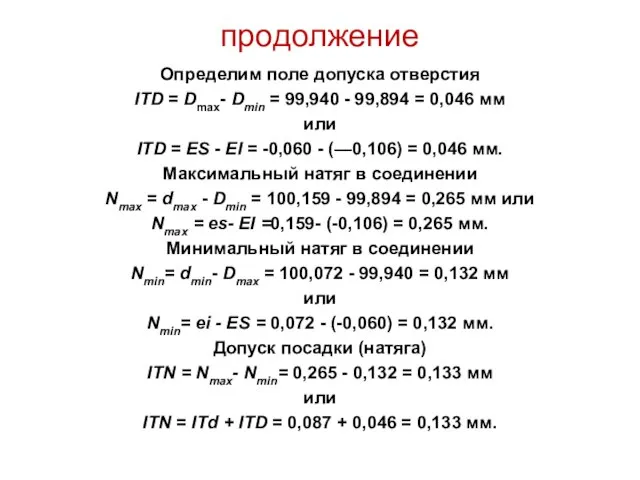
- 27. продолжение Определим поле допуска отверстия ITD = Dmax- Dmin = 99,940 - 99,894 = 0,046 мм
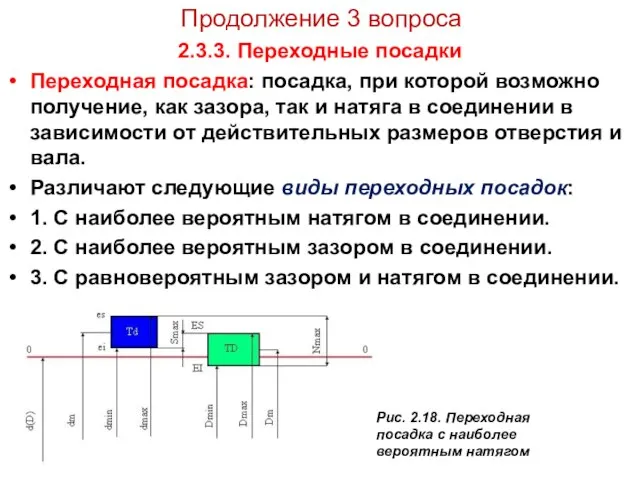
- 28. Продолжение 3 вопроса 2.3.3. Переходные посадки Переходная посадка: посадка, при которой возможно получение, как зазора, так
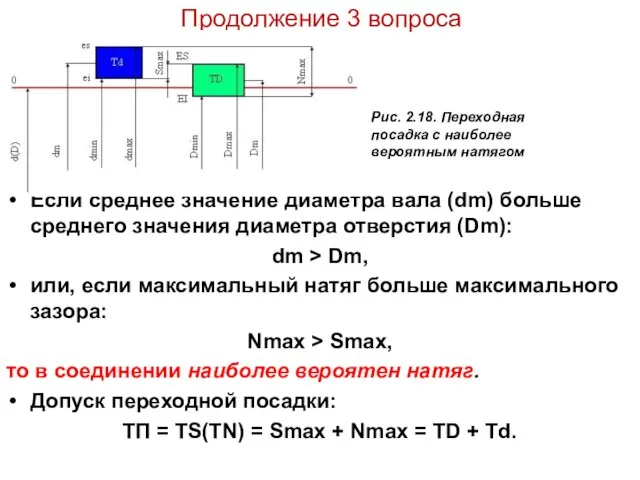
- 29. Продолжение 3 вопроса Если среднее значение диаметра вала (dm) больше среднего значения диаметра отверстия (Dm): dm
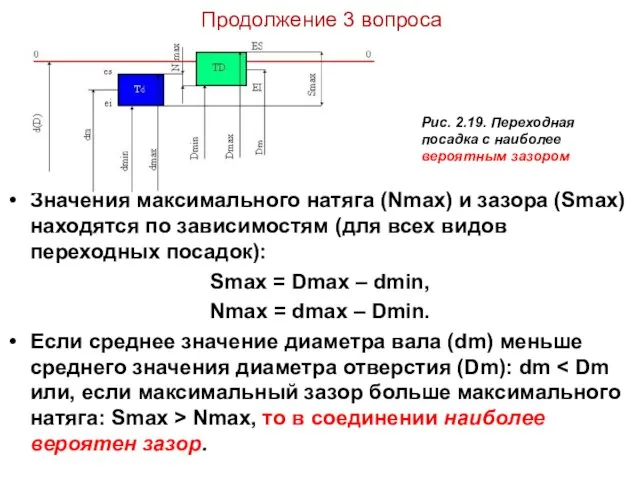
- 30. Продолжение 3 вопроса Значения максимального натяга (Nmax) и зазора (Smax) находятся по зависимостям (для всех видов
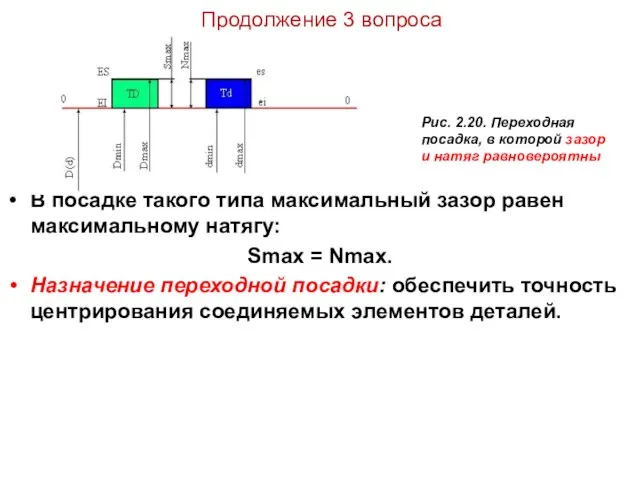
- 31. Продолжение 3 вопроса В посадке такого типа максимальный зазор равен максимальному натягу: Smax = Nmax. Назначение
- 32. Рис. 2.11. Возможные расположения полей допусков валов и отверстий в переходных посадках Допуск посадки (TП) равен
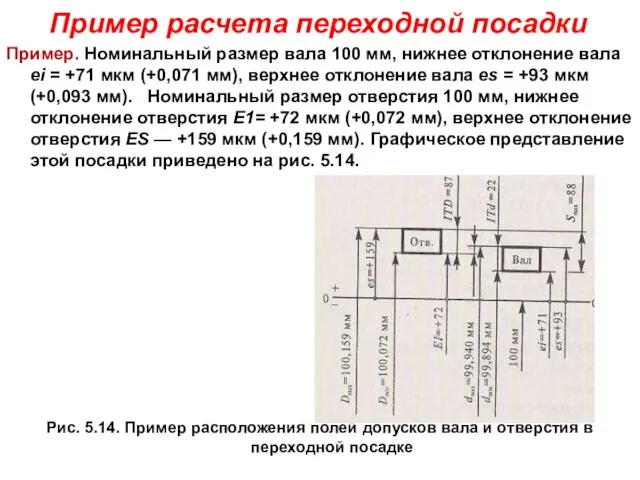
- 33. Пример расчета переходной посадки Пример. Номинальный размер вала 100 мм, нижнее отклонение вала ei = +71
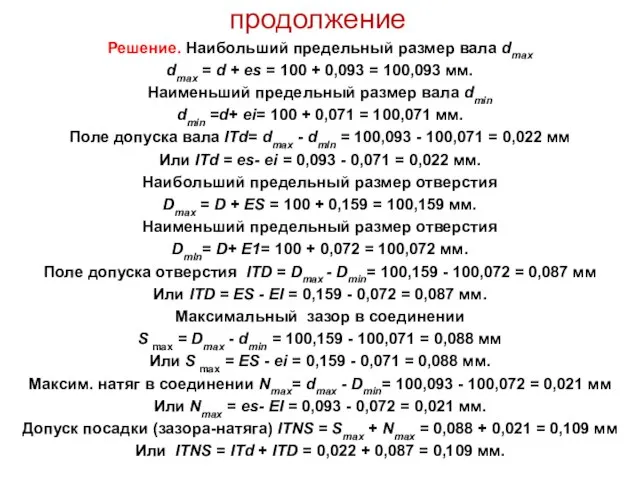
- 34. продолжение Решение. Наибольший предельный размер вала dmax dmax = d + es = 100 + 0,093
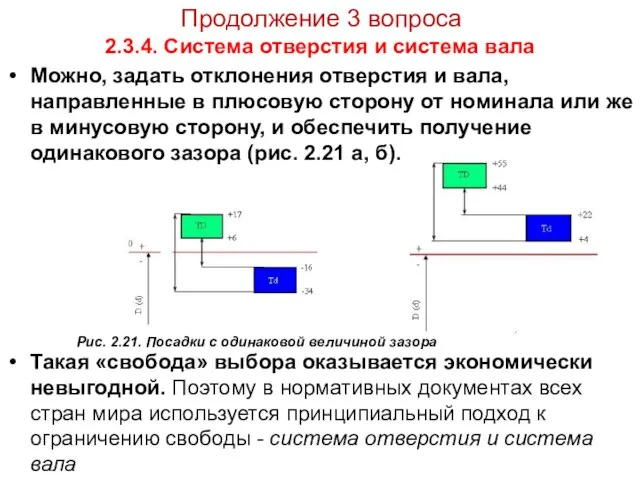
- 35. Продолжение 3 вопроса 2.3.4. Система отверстия и система вала Можно, задать отклонения отверстия и вала, направленные
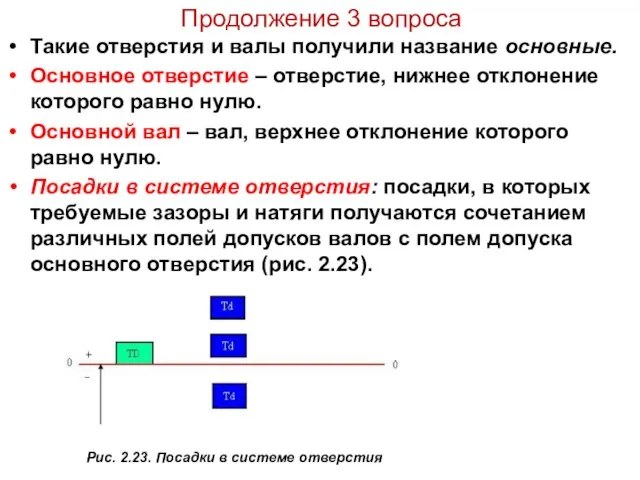
- 36. Продолжение 3 вопроса Такие отверстия и валы получили название основные. Основное отверстие – отверстие, нижнее отклонение
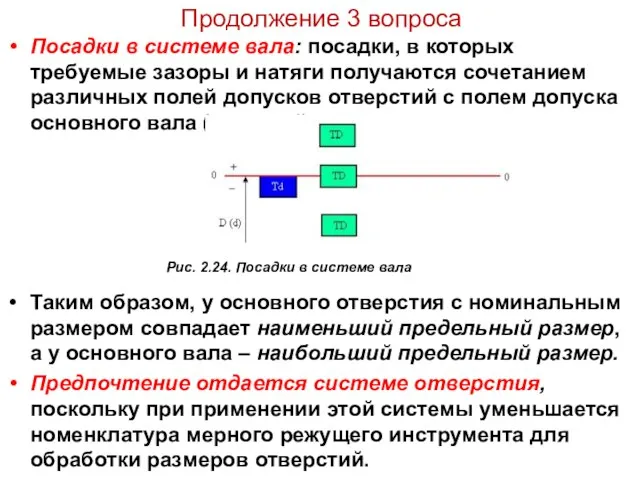
- 37. Продолжение 3 вопроса Посадки в системе вала: посадки, в которых требуемые зазоры и натяги получаются сочетанием
- 39. Скачать презентацию
Слайд 2Лекция 2. ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ И
ТОЧНОСТИ В МАШИНОСТРОЕНИИ
Учебные вопросы:
1.
Лекция 2. ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ И
ТОЧНОСТИ В МАШИНОСТРОЕНИИ
Учебные вопросы:
1.
Слайд 3
ЛИТЕРАТУРА:
Основная
1.Радкевич Я.М. и др. Метрология, стандартизация и сертификация: Учеб. Для вузов.3-е
ЛИТЕРАТУРА:
Основная
1.Радкевич Я.М. и др. Метрология, стандартизация и сертификация: Учеб. Для вузов.3-е
Слайд 41. Основы взаимозаменяемости
Взаимозаменяемость — свойство независимо изготовленных с заданной точностью деталей (сборочных
1. Основы взаимозаменяемости
Взаимозаменяемость — свойство независимо изготовленных с заданной точностью деталей (сборочных
Слайд 5
ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Полная взаимозаменяемость — это взаимозаменяемость, при которой обеспечивается выполнение всех видов
ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Полная взаимозаменяемость — это взаимозаменяемость, при которой обеспечивается выполнение всех видов
Слайд 6Продолжение 1 вопроса
Рис. 2.1. Драгунское ружье 18 века
Рис. 2.2. а) автомобиль ВАЗ
Продолжение 1 вопроса
Рис. 2.1. Драгунское ружье 18 века
Рис. 2.2. а) автомобиль ВАЗ

Слайд 7Продолжение 1 вопроса
Точность и погрешность в технике
Точность в технике – это степень
Продолжение 1 вопроса
Точность и погрешность в технике
Точность в технике – это степень
Слайд 8Продолжение 1 вопроса
После изготовления детали, ее реальные размеры, форма и др. геометрические
Продолжение 1 вопроса
После изготовления детали, ее реальные размеры, форма и др. геометрические
Слайд 9
2. Понятия о номинальном, действительном и предельных размерах деталей, о предельных
2. Понятия о номинальном, действительном и предельных размерах деталей, о предельных
Слайд 10
Продолжение 2 вопроса
В обозначениях размеров деталей используются буквы латинского алфавита:
1. Для
Продолжение 2 вопроса
В обозначениях размеров деталей используются буквы латинского алфавита:
1. Для
Слайд 11
Продолжение 2 вопроса
Dmax, dmax – наибольший предельный размер: наибольший допустимый размер
Продолжение 2 вопроса
Dmax, dmax – наибольший предельный размер: наибольший допустимый размер
Слайд 12
Продолжение 2 вопроса
допуск (ТD, Td) – это разность между наибольшим и
Продолжение 2 вопроса
допуск (ТD, Td) – это разность между наибольшим и
Слайд 13
Продолжение 2 вопроса
Значение допуска для отверстия: TD = ES – EI;
Продолжение 2 вопроса
Значение допуска для отверстия: TD = ES – EI;

Слайд 14
Продолжение 2 вопроса
На схематическом изображении соединения показываются только поля допусков (рис.
Продолжение 2 вопроса
На схематическом изображении соединения показываются только поля допусков (рис.


Слайд 17
3. Виды посадок сопрягаемых элементов деталей
Две или несколько неподвижно или подвижно соединяемых
3. Виды посадок сопрягаемых элементов деталей
Две или несколько неподвижно или подвижно соединяемых
Слайд 18
Продолжение 3 вопроса
В зависимости от возможности относительного перемещения сопрягаемых деталей
Продолжение 3 вопроса
В зависимости от возможности относительного перемещения сопрягаемых деталей
Слайд 19
Продолжение 3 вопроса
2.3.1. Посадки с зазором
Посадка с зазором: посадка, при
Продолжение 3 вопроса
2.3.1. Посадки с зазором
Посадка с зазором: посадка, при
Слайд 20
Продолжение 3 вопроса
Наименьший зазор: разность между наименьшим предельным размером отверстия
Продолжение 3 вопроса
Наименьший зазор: разность между наименьшим предельным размером отверстия

Слайд 21
Продолжение 3 вопроса
Допуск зазора (нет в стандарте): разность между наибольшим
Продолжение 3 вопроса
Допуск зазора (нет в стандарте): разность между наибольшим
Слайд 22
Пример расчета посадки с зазором
Пример. Номинальный размер вала 100 мм, нижнее отклонение
Пример расчета посадки с зазором
Пример. Номинальный размер вала 100 мм, нижнее отклонение
Слайд 23Продолжение
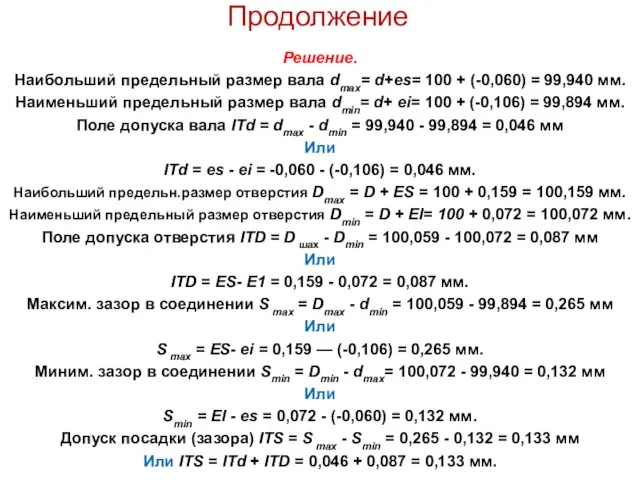
Решение.
Наибольший предельный размер вала dmax= d+es= 100 + (-0,060) = 99,940
Продолжение
Решение.
Наибольший предельный размер вала dmax= d+es= 100 + (-0,060) = 99,940
Слайд 24
Продолжение 3 вопроса
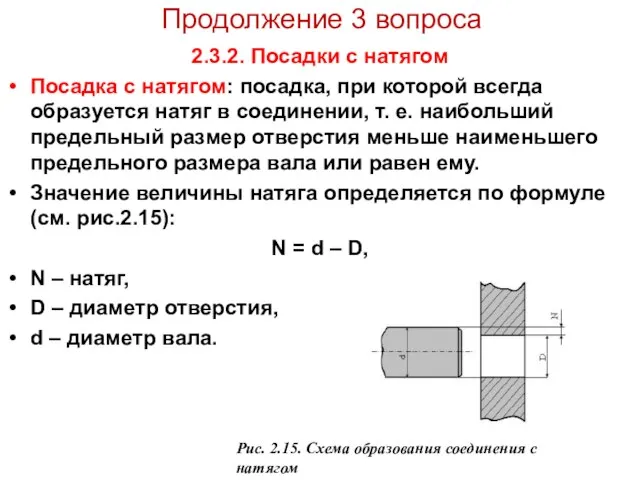
2.3.2. Посадки с натягом
Посадка с натягом: посадка, при
Продолжение 3 вопроса
2.3.2. Посадки с натягом
Посадка с натягом: посадка, при
Слайд 25
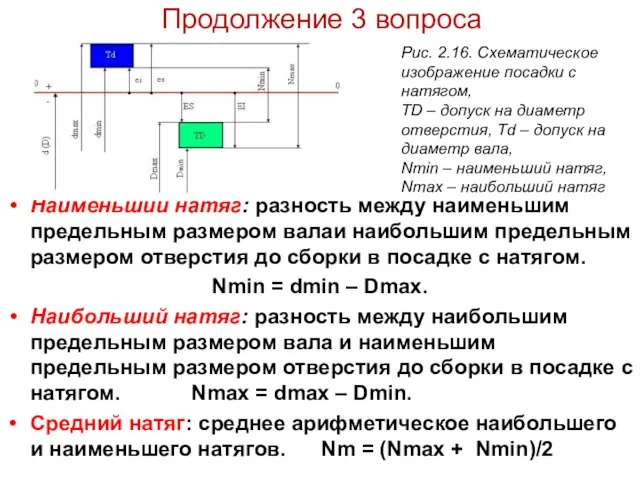
Продолжение 3 вопроса
Наименьший натяг: разность между наименьшим предельным размером валаи
Продолжение 3 вопроса
Наименьший натяг: разность между наименьшим предельным размером валаи
Слайд 26
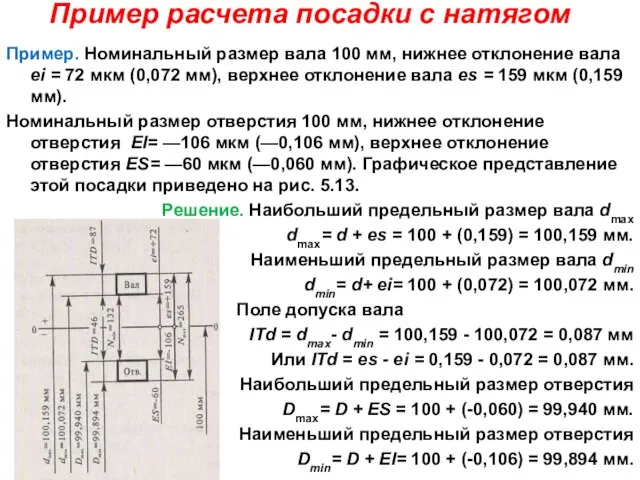
Пример расчета посадки с натягом
Пример. Номинальный размер вала 100 мм, нижнее отклонение
Пример расчета посадки с натягом
Пример. Номинальный размер вала 100 мм, нижнее отклонение
Слайд 27продолжение
Определим поле допуска отверстия
ITD = Dmax- Dmin = 99,940 - 99,894 =
продолжение
Определим поле допуска отверстия
ITD = Dmax- Dmin = 99,940 - 99,894 =
Слайд 28 Продолжение 3 вопроса
2.3.3. Переходные посадки
Переходная посадка: посадка, при которой возможно
Продолжение 3 вопроса
2.3.3. Переходные посадки
Переходная посадка: посадка, при которой возможно
Слайд 29 Продолжение 3 вопроса
Если среднее значение диаметра вала (dm) больше среднего
Продолжение 3 вопроса
Если среднее значение диаметра вала (dm) больше среднего
Слайд 30 Продолжение 3 вопроса
Значения максимального натяга (Nmax) и зазора (Smax) находятся
Продолжение 3 вопроса
Значения максимального натяга (Nmax) и зазора (Smax) находятся
Слайд 31 Продолжение 3 вопроса
В посадке такого типа максимальный зазор равен максимальному
Продолжение 3 вопроса
В посадке такого типа максимальный зазор равен максимальному
Слайд 32
Рис. 2.11. Возможные расположения полей допусков валов и отверстий в переходных посадках
Допуск
Рис. 2.11. Возможные расположения полей допусков валов и отверстий в переходных посадках
Допуск
Слайд 33
Пример расчета переходной посадки
Пример. Номинальный размер вала 100 мм, нижнее отклонение вала
Пример расчета переходной посадки
Пример. Номинальный размер вала 100 мм, нижнее отклонение вала
Слайд 34продолжение
Решение. Наибольший предельный размер вала dmax
dmax = d + es = 100
продолжение
Решение. Наибольший предельный размер вала dmax
dmax = d + es = 100
Слайд 35 Продолжение 3 вопроса
2.3.4. Система отверстия и система вала
Можно, задать отклонения
Продолжение 3 вопроса
2.3.4. Система отверстия и система вала
Можно, задать отклонения
Слайд 36 Продолжение 3 вопроса
Такие отверстия и валы получили название основные.
Основное отверстие
Продолжение 3 вопроса
Такие отверстия и валы получили название основные.
Основное отверстие
Слайд 37 Продолжение 3 вопроса
Посадки в системе вала: посадки, в которых требуемые
Продолжение 3 вопроса
Посадки в системе вала: посадки, в которых требуемые
 Исследователи света и цвета
Исследователи света и цвета =?utf-8?B?0JrQstCw0L3RgtC+0LLRi9C1INC_0L7RgdGC0YPQu9Cw0YLRiyDQkdC+0YDQsC4ucHB0eA==?=
=?utf-8?B?0JrQstCw0L3RgtC+0LLRi9C1INC_0L7RgdGC0YPQu9Cw0YLRiyDQkdC+0YDQsC4ucHB0eA==?= Маятниковые копры
Маятниковые копры Презентация на тему Никола Тесла
Презентация на тему Никола Тесла  Свободные и вынужденные электромагнитные колебания. Колебательный контур. Превращение энергии в колебательных системах
Свободные и вынужденные электромагнитные колебания. Колебательный контур. Превращение энергии в колебательных системах Механическая работа. Единицы работы
Механическая работа. Единицы работы Преломление света. Дисперсия. Цвета тел. (6 класс)
Преломление света. Дисперсия. Цвета тел. (6 класс) Понятие вектора в пространстве
Понятие вектора в пространстве Опыт Эрстеда. Магнитное поле тока. Правило правой руки
Опыт Эрстеда. Магнитное поле тока. Правило правой руки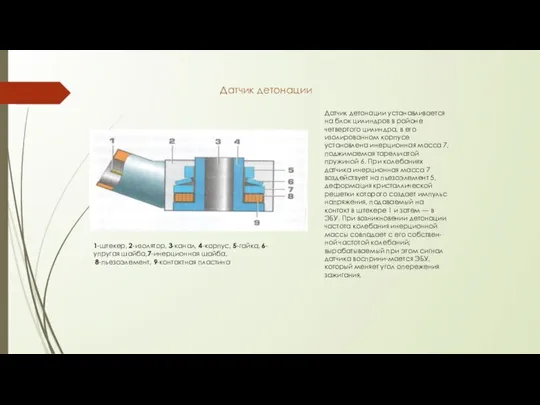 Датчик детонации с подогревом и без подогрева в автомобиле
Датчик детонации с подогревом и без подогрева в автомобиле Космические скорости. 10 класс
Космические скорости. 10 класс Электрические цепи. Тема 11
Электрические цепи. Тема 11 Тезаурус
Тезаурус Поляризация света
Поляризация света Электролиз. Удивительный мир гальваники
Электролиз. Удивительный мир гальваники Инструкция по сборке стальной рамы Prusa i3 Steel Pro для модификации 3d принтера Anet A6
Инструкция по сборке стальной рамы Prusa i3 Steel Pro для модификации 3d принтера Anet A6 Реактивная сила
Реактивная сила Шкала звуковых частот
Шкала звуковых частот Презентация на тему Сила Ампера
Презентация на тему Сила Ампера  Задания по механике
Задания по механике Физика космоса, кружок. Космология в ОТО
Физика космоса, кружок. Космология в ОТО Фейерверки. Скорость звука
Фейерверки. Скорость звука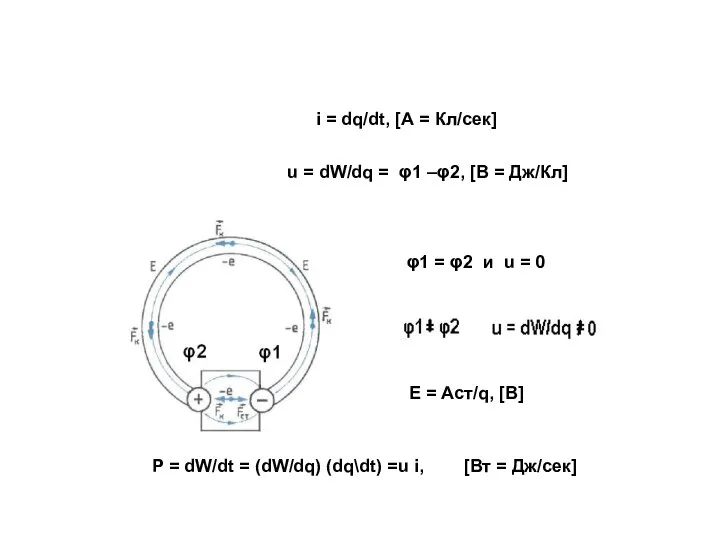 Определение тока и напряжения в идеальных элементах
Определение тока и напряжения в идеальных элементах Военные автомобили СССР
Военные автомобили СССР Люминесценция и светящиеся обои
Люминесценция и светящиеся обои Статистическая радиотехника. Узкополосный случайный процесс
Статистическая радиотехника. Узкополосный случайный процесс методичка1 - Расчет тайминга движущихся предметов
методичка1 - Расчет тайминга движущихся предметов Классификация электротехнических материалов
Классификация электротехнических материалов