- Тема 1.2 Нормир.точности. продолжение

Содержание
- 2. 1.5 Квалитеты Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров данного
- 3. 1.5 Квалитеты Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых мер длины. Квалитеты
- 4. 1.5 Квалитеты Квалитеты 7, 8 являются наиболее распространенными. Они предусмотрены для размеров точных ответственных соединений в
- 5. 1.5 Квалитеты Квалитеты 11, 12 предназначены для нормирования точности размеров деталей, образующих неответственные соединения, в которых
- 6. 1.5 Квалитеты Допуск квалитета условно обозначают прописными латинскими буквами IT с номером квалитета, например: IT6 –
- 7. 1.6 Система отверстия и система вала. Обозначение посадок Сочетание основного отклонения и квалитета образует поле допуска
- 8. 1.6.1 Система отверстия Система посадок основного отверстия или просто система отверстия – это совокупность посадок, в
- 9. 1.6.1 Система отверстия Основное отверстие – это отверстие, которое обозначается буквой H и у которого нижнее
- 10. 1.6.2 Система вала Система посадок основного вала или просто система вала – это совокупность посадок, в
- 11. 1.6.2 Система вала Основной вал – это вал, который обозначается буквой «h» и у которого верхнее
- 12. 1.6.3 Комбинированные Любое сочетание полей допусков отверстий и валов, например: E8/m6 ; D10/f 8 – называют
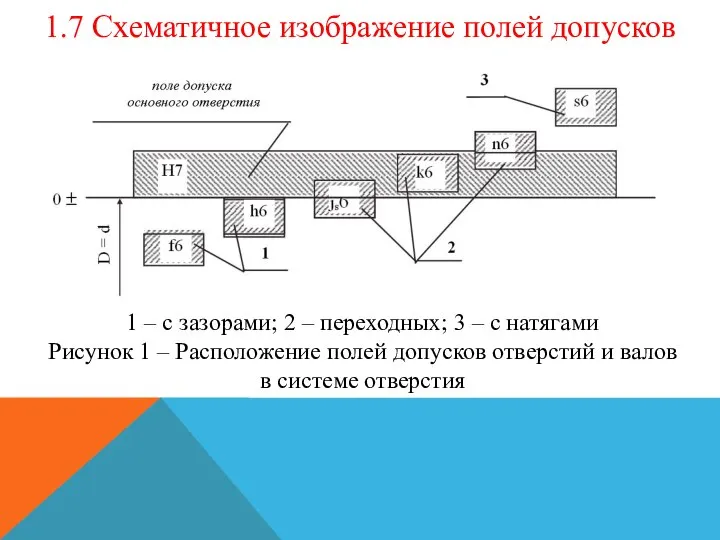
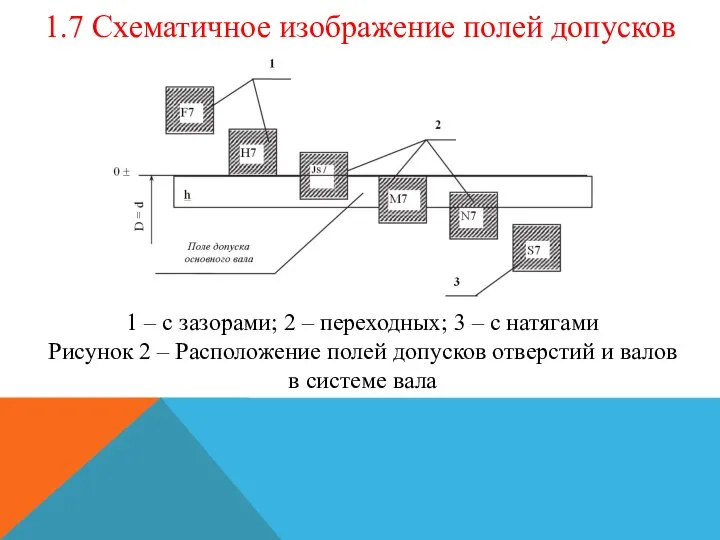
- 13. 1.7 Схематичное изображение полей допусков Поле допуска – пространство, ограниченное двумя линиями, соответствующими наибольшему и наименьшему
- 14. 1.7 Схематичное изображение полей допусков 1 – с зазорами; 2 – переходных; 3 – с натягами
- 15. 1.7 Схематичное изображение полей допусков 1 – с зазорами; 2 – переходных; 3 – с натягами
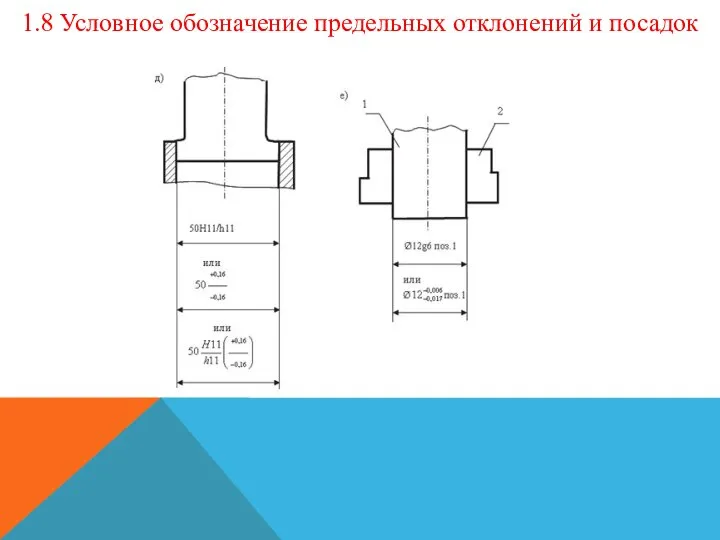
- 16. 1.8 Условное обозначение предельных отклонений и посадок На чертежах неуказанные предельные отклонения размеров задаются текстом в
- 17. 1.8 Условное обозначение предельных отклонений и посадок
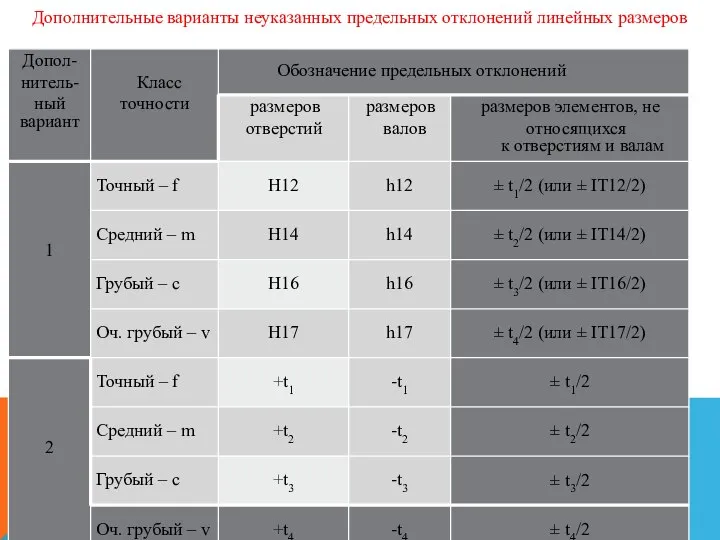
- 18. Дополнительные варианты неуказанных предельных отклонений линейных размеров
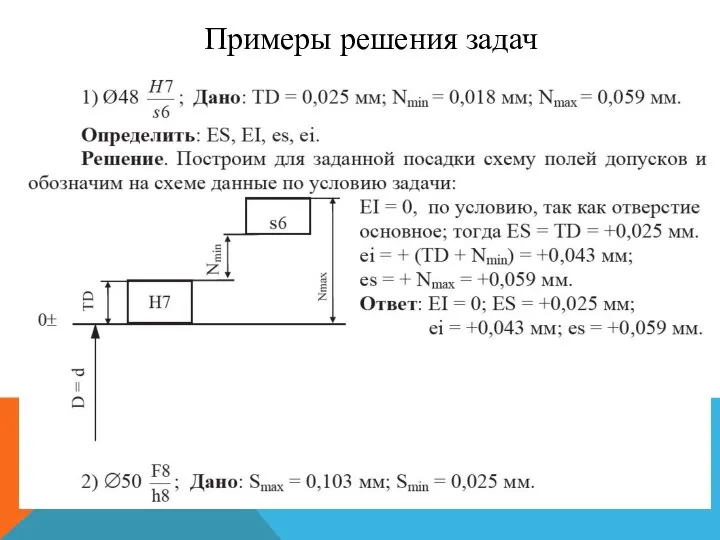
- 19. Примеры решения задач
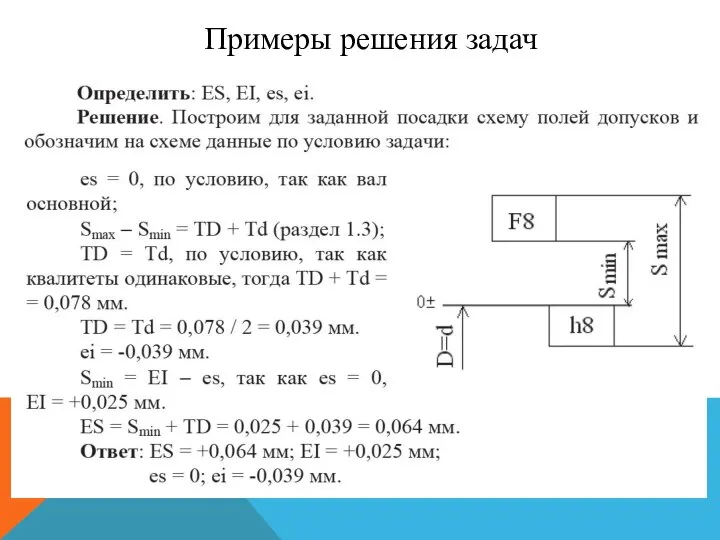
- 20. Примеры решения задач
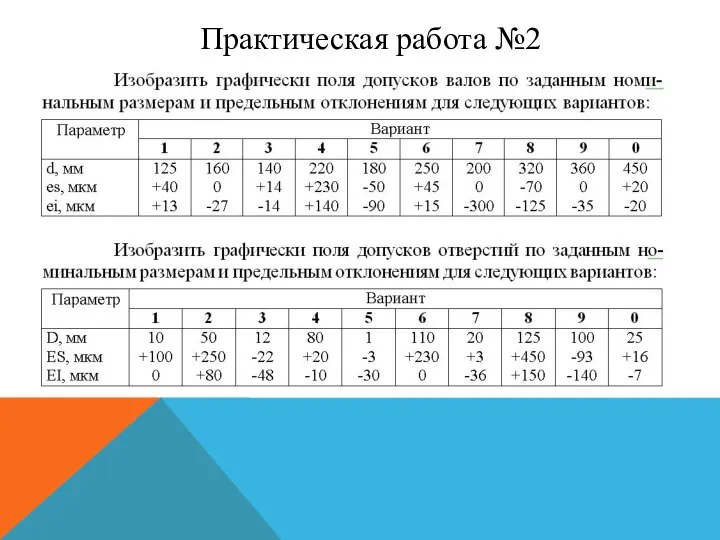
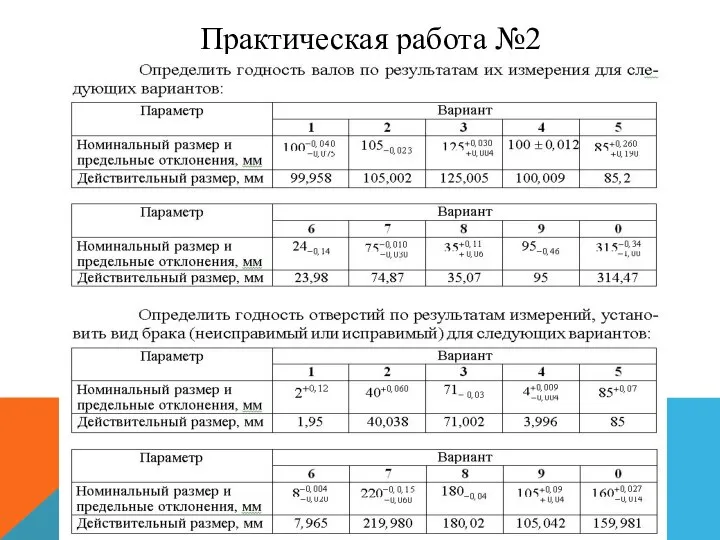
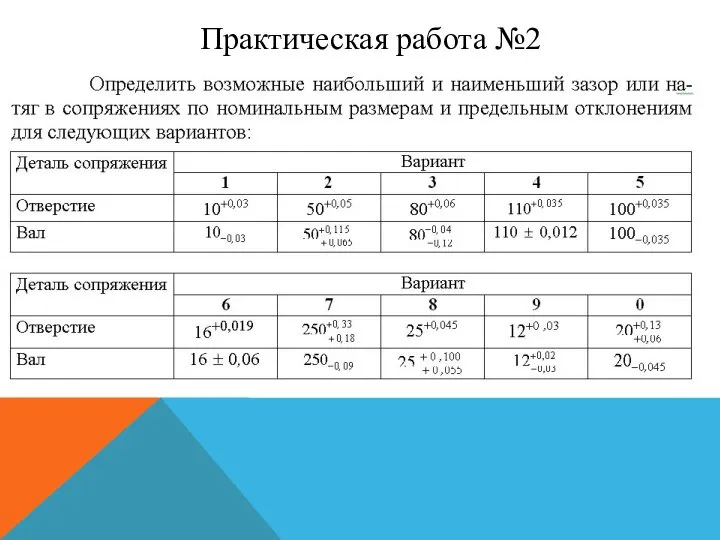
- 21. Практическая работа №2
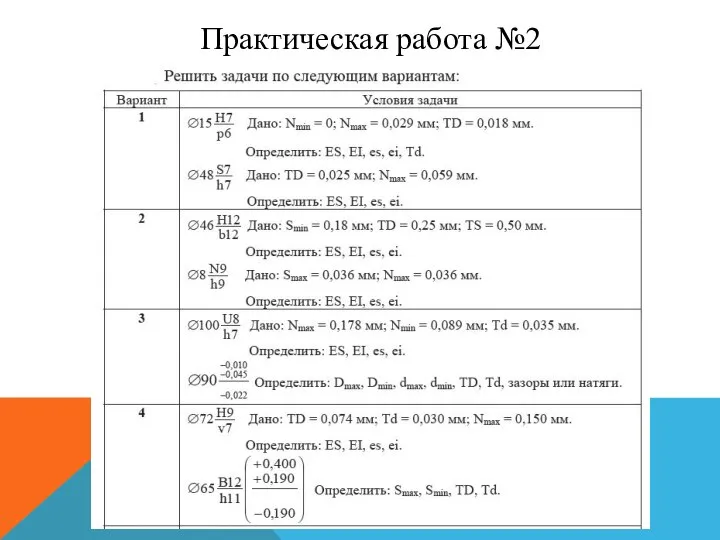
- 22. Практическая работа №2
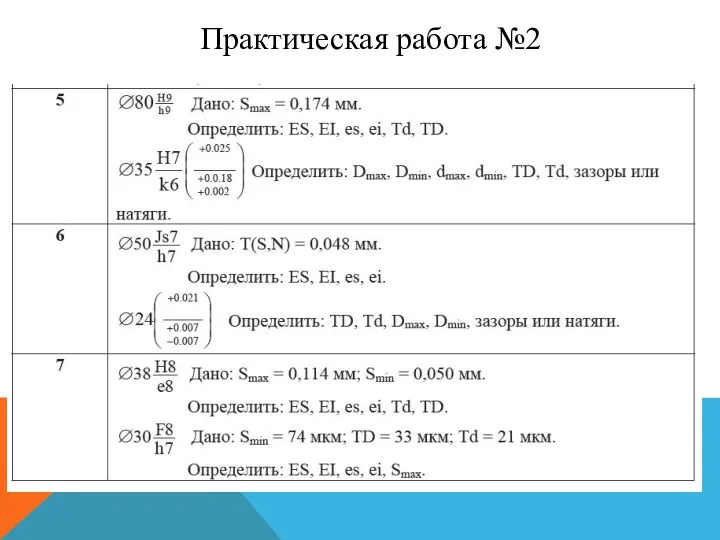
- 23. Практическая работа №2
- 24. Практическая работа №2
- 25. Практическая работа №2
- 27. Скачать презентацию
Слайд 21.5 Квалитеты
Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех
1.5 Квалитеты
Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех
Слайд 31.5 Квалитеты
Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых
1.5 Квалитеты
Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых
Слайд 41.5 Квалитеты
Квалитеты 7, 8 являются наиболее распространенными. Они предусмотрены для размеров точных
1.5 Квалитеты
Квалитеты 7, 8 являются наиболее распространенными. Они предусмотрены для размеров точных
Слайд 51.5 Квалитеты
Квалитеты 11, 12 предназначены для нормирования точности размеров деталей, образующих неответственные
1.5 Квалитеты
Квалитеты 11, 12 предназначены для нормирования точности размеров деталей, образующих неответственные
Слайд 61.5 Квалитеты
Допуск квалитета условно обозначают прописными латинскими буквами IT с номером квалитета,
1.5 Квалитеты
Допуск квалитета условно обозначают прописными латинскими буквами IT с номером квалитета,
Слайд 71.6 Система отверстия и система вала. Обозначение посадок
Сочетание основного отклонения и квалитета
1.6 Система отверстия и система вала. Обозначение посадок
Сочетание основного отклонения и квалитета
Слайд 81.6.1 Система отверстия
Система посадок основного отверстия или просто система отверстия – это
1.6.1 Система отверстия
Система посадок основного отверстия или просто система отверстия – это
Слайд 91.6.1 Система отверстия
Основное отверстие – это отверстие, которое обозначается буквой H и
1.6.1 Система отверстия
Основное отверстие – это отверстие, которое обозначается буквой H и
Слайд 101.6.2 Система вала
Система посадок основного вала или просто система вала – это
1.6.2 Система вала
Система посадок основного вала или просто система вала – это
Слайд 111.6.2 Система вала
Основной вал – это вал, который обозначается буквой «h» и
1.6.2 Система вала
Основной вал – это вал, который обозначается буквой «h» и
Слайд 121.6.3 Комбинированные
Любое сочетание полей допусков отверстий и валов, например:
E8/m6 ; D10/f 8
–
1.6.3 Комбинированные
Любое сочетание полей допусков отверстий и валов, например:
E8/m6 ; D10/f 8
–
Слайд 131.7 Схематичное изображение полей допусков
Поле допуска – пространство, ограниченное двумя линиями, соответствующими
1.7 Схематичное изображение полей допусков
Поле допуска – пространство, ограниченное двумя линиями, соответствующими
Слайд 141.7 Схематичное изображение полей допусков
1 – с зазорами; 2 – переходных; 3
1.7 Схематичное изображение полей допусков
1 – с зазорами; 2 – переходных; 3
Слайд 151.7 Схематичное изображение полей допусков
1 – с зазорами; 2 – переходных; 3
1.7 Схематичное изображение полей допусков
1 – с зазорами; 2 – переходных; 3
Слайд 161.8 Условное обозначение предельных отклонений и посадок
На чертежах неуказанные предельные отклонения
1.8 Условное обозначение предельных отклонений и посадок
На чертежах неуказанные предельные отклонения

Слайд 171.8 Условное обозначение предельных отклонений и посадок
1.8 Условное обозначение предельных отклонений и посадок
Слайд 18Дополнительные варианты неуказанных предельных отклонений линейных размеров
Дополнительные варианты неуказанных предельных отклонений линейных размеров
Слайд 19Примеры решения задач
Примеры решения задач
Слайд 20Примеры решения задач
Примеры решения задач
Слайд 21Практическая работа №2
Практическая работа №2
Слайд 22Практическая работа №2
Практическая работа №2
Слайд 23Практическая работа №2
Практическая работа №2
Слайд 24Практическая работа №2
Практическая работа №2
Слайд 25Практическая работа №2
Практическая работа №2
 Состав ядра. Ядерные силы
Состав ядра. Ядерные силы Постоянные магниты
Постоянные магниты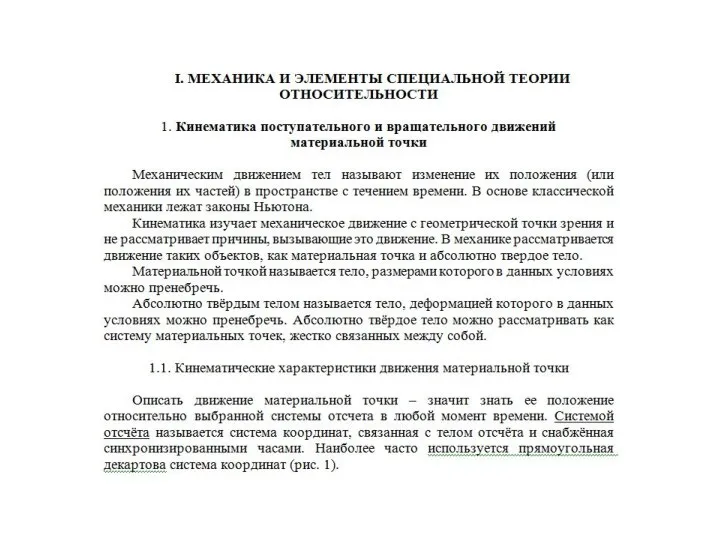 Механика и элементы специальной теории относительности. Лекция 1
Механика и элементы специальной теории относительности. Лекция 1 Сила трения
Сила трения Презентация на тему Тест по теме «Электрический ток в разных средах»
Презентация на тему Тест по теме «Электрический ток в разных средах»  Движение и силы
Движение и силы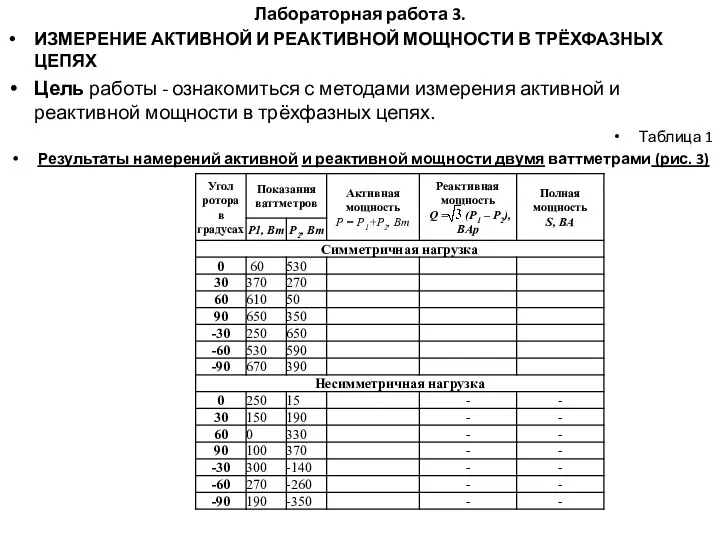 Измерение активной и реактивной мощности в трёхфазных цепях
Измерение активной и реактивной мощности в трёхфазных цепях Понятие цвета в исследованиях И. Ньютона
Понятие цвета в исследованиях И. Ньютона Принцип Гюйгенса. Закон отражения света. Плоские и сферические зеркала. Закон преломления света. Полное внутреннее отражение
Принцип Гюйгенса. Закон отражения света. Плоские и сферические зеркала. Закон преломления света. Полное внутреннее отражение Автоматическая блокировка постоянного тока
Автоматическая блокировка постоянного тока Lect__НСО
Lect__НСО Презентация на тему Майкл Фарадей
Презентация на тему Майкл Фарадей  Путеукладчик укладочный кран УК 25. Конструктор
Путеукладчик укладочный кран УК 25. Конструктор Презентация на тему Внутренняя энергия. Способы изменения внутренней энергии
Презентация на тему Внутренняя энергия. Способы изменения внутренней энергии  Уравнение состояния идеального газа
Уравнение состояния идеального газа ЦАП Цифро-аналоговый преобразователь
ЦАП Цифро-аналоговый преобразователь Ремонт портальных мостов. Учебное пособие
Ремонт портальных мостов. Учебное пособие Линзы. Формула тонкой линзы
Линзы. Формула тонкой линзы Выталкивающая сила. Закон Архимеда
Выталкивающая сила. Закон Архимеда Звездный колейдоскоп
Звездный колейдоскоп Электроемкость. Конденсаторы
Электроемкость. Конденсаторы Роль гидрогазодинамики в учебном процессе
Роль гидрогазодинамики в учебном процессе Колебания. Колебательные системы
Колебания. Колебательные системы Радиация
Радиация Опыты И. Ньютона и корпускулярная теория цвета
Опыты И. Ньютона и корпускулярная теория цвета Презентация на тему Свойства твёрдых тел
Презентация на тему Свойства твёрдых тел  Законы сохранения в механике
Законы сохранения в механике Плавание тел
Плавание тел