- Измерение диаметра. Харвестерные головки Н-серии

Содержание
- 2. Измерение диаметра - вальцы Принцип измерения Оценивается положение вальцов по отношению к внутренней части головки Цепь,
- 3. Механизм Звездочка датчика вращается цепочкой, закрепленной за реактивную тягу Датчик Новый тип HALL-датчик ? имеет больший
- 4. Проверка датчика диаметра Проверка работы датчика: Техническое ? Обслуживание ? Тест ? Харвестерная головка ? Кривая
- 5. Регулировка датчика диаметра После замены датчика или если положение датчика изменилось, он должен быть отрегулирован Регулировка
- 6. Измерение диаметра – передние ножи Принцип измерения Аналогичный принцип расчета диаметра по вписанному треугольнику как и
- 7. Конструкция Положение передних ножей определяется датчиками, установленными на валах передних ножей Валы передних ножей зафиксированы относительно
- 8. Датчик Импульсный датчик Один датчик на каждый нож 1000 импульсов/оборот, используется 360 градусов считывания. Ponsse использует
- 9. Принцип Измерение Принцип измерения такой же как и при измерении диаметра вальцами ? измеряется диаметр каждого
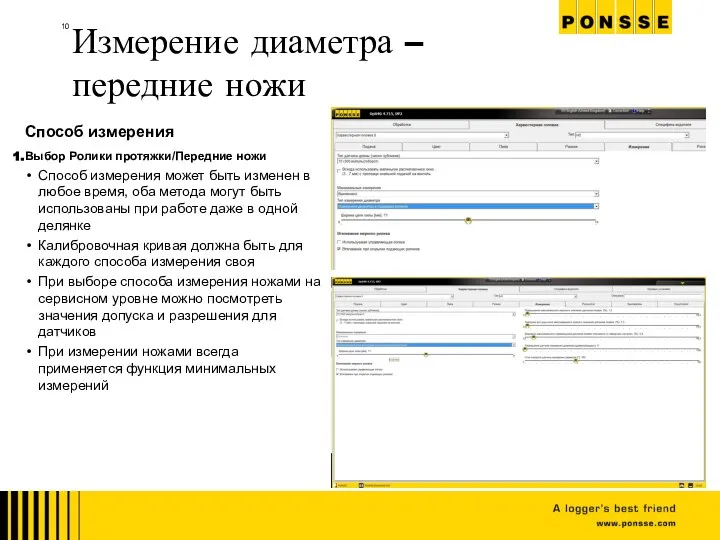
- 10. Способ измерения Выбор Ролики протяжки/Передние ножи Способ измерения может быть изменен в любое время, оба метода
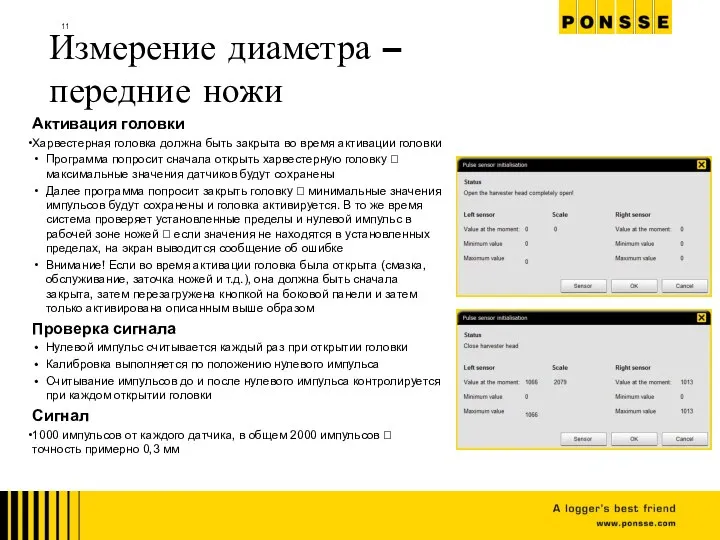
- 11. Активация головки Харвестерная головка должна быть закрыта во время активации головки Программа попросит сначала открыть харвестерную
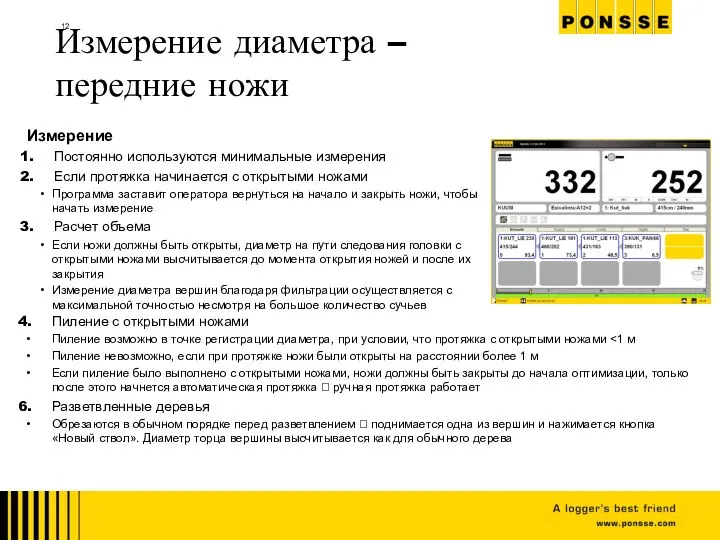
- 12. Измерение Постоянно используются минимальные измерения Если протяжка начинается с открытыми ножами Программа заставит оператора вернуться на
- 13. Настройка давления Передние ножи Давление передних ножей должно быть достаточно высоким для того, чтобы ножи постоянно
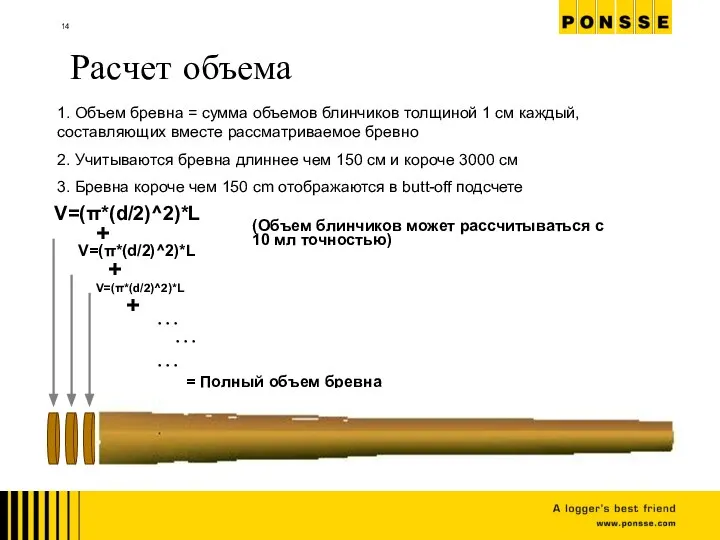
- 14. Расчет объема
- 15. Кривая ствола Формирование Торец Диаметр ниже 1,3 м длины высчитывается математически по специальному алгоритму. Ствол После
- 16. Импульсы датчиков и контроль Нулевой импульс должен находится как можно ближе к центру рабочей зоны ножа
- 17. Установка механических ограничителей в Opti 4G После замены одного или двух датчиков механические ограничители новых датчиков
- 19. Скачать презентацию
Слайд 2Измерение диаметра - вальцы
Принцип измерения
Оценивается положение вальцов по отношению к внутренней части
Измерение диаметра - вальцы
Принцип измерения
Оценивается положение вальцов по отношению к внутренней части

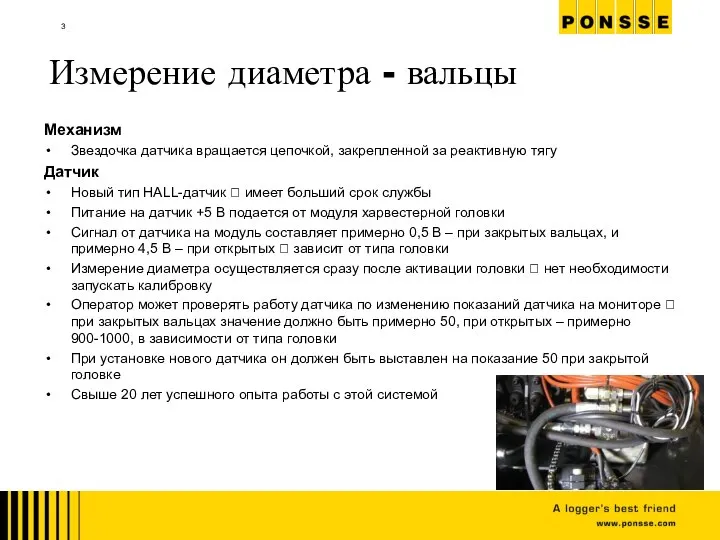
Слайд 3Механизм
Звездочка датчика вращается цепочкой, закрепленной за реактивную тягу
Датчик
Новый тип HALL-датчик ? имеет
Механизм
Звездочка датчика вращается цепочкой, закрепленной за реактивную тягу
Датчик
Новый тип HALL-датчик ? имеет
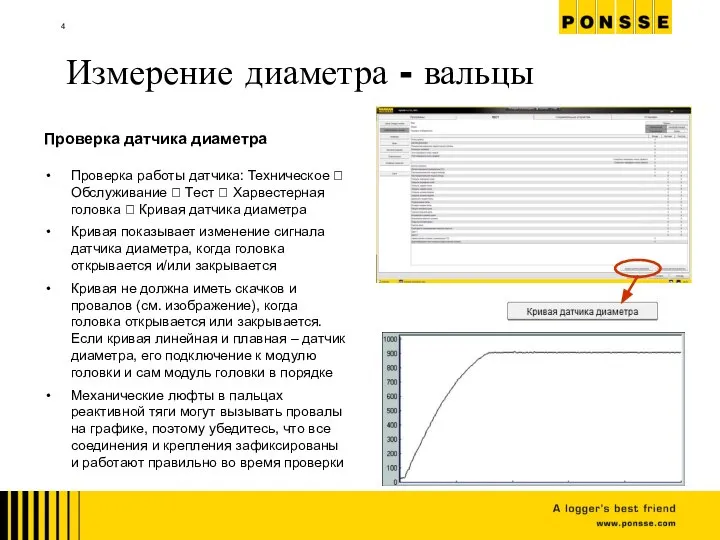
Слайд 4Проверка датчика диаметра
Проверка работы датчика: Техническое ? Обслуживание ? Тест ? Харвестерная
Проверка датчика диаметра
Проверка работы датчика: Техническое ? Обслуживание ? Тест ? Харвестерная
Слайд 5Регулировка датчика диаметра
После замены датчика или если положение датчика изменилось, он должен
Регулировка датчика диаметра
После замены датчика или если положение датчика изменилось, он должен

Слайд 6Измерение диаметра –
передние ножи
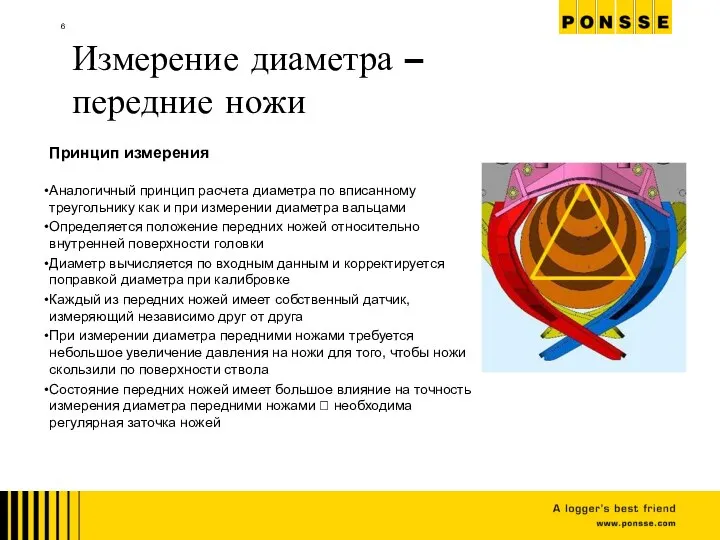
Принцип измерения
Аналогичный принцип расчета диаметра по вписанному треугольнику как
Измерение диаметра –
передние ножи
Принцип измерения
Аналогичный принцип расчета диаметра по вписанному треугольнику как
Слайд 7Конструкция
Положение передних ножей определяется датчиками, установленными на валах передних ножей
Валы передних ножей
Конструкция
Положение передних ножей определяется датчиками, установленными на валах передних ножей
Валы передних ножей

Слайд 8Датчик
Импульсный датчик
Один датчик на каждый нож
1000 импульсов/оборот, используется 360 градусов считывания. Ponsse
Датчик
Импульсный датчик
Один датчик на каждый нож
1000 импульсов/оборот, используется 360 градусов считывания. Ponsse

Слайд 9Принцип
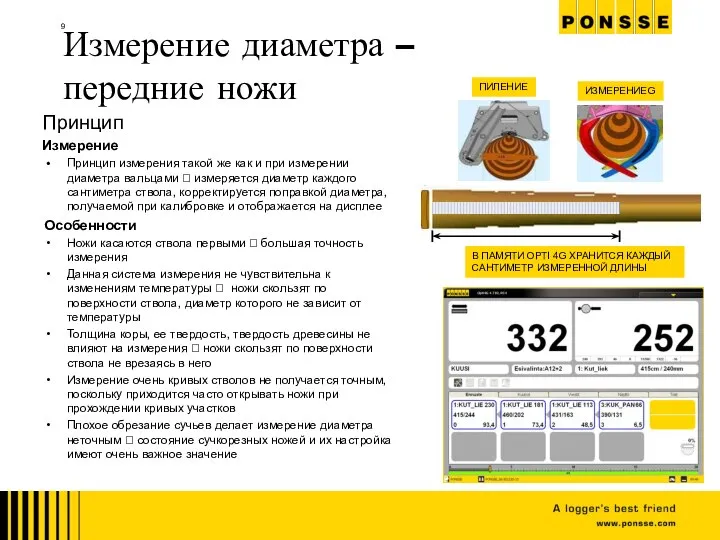
Измерение
Принцип измерения такой же как и при измерении диаметра вальцами ? измеряется
Принцип
Измерение
Принцип измерения такой же как и при измерении диаметра вальцами ? измеряется
Слайд 10Способ измерения
Выбор Ролики протяжки/Передние ножи
Способ измерения может быть изменен в любое время,
Способ измерения
Выбор Ролики протяжки/Передние ножи
Способ измерения может быть изменен в любое время,
Слайд 11Активация головки
Харвестерная головка должна быть закрыта во время активации головки
Программа попросит сначала
Активация головки
Харвестерная головка должна быть закрыта во время активации головки
Программа попросит сначала
Слайд 12Измерение
Постоянно используются минимальные измерения
Если протяжка начинается с открытыми ножами
Программа заставит оператора вернуться
Измерение
Постоянно используются минимальные измерения
Если протяжка начинается с открытыми ножами
Программа заставит оператора вернуться
Слайд 13Настройка давления
Передние ножи
Давление передних ножей должно быть достаточно высоким для того, чтобы
Настройка давления
Передние ножи
Давление передних ножей должно быть достаточно высоким для того, чтобы

Слайд 14Расчет объема
Расчет объема
Слайд 15Кривая ствола
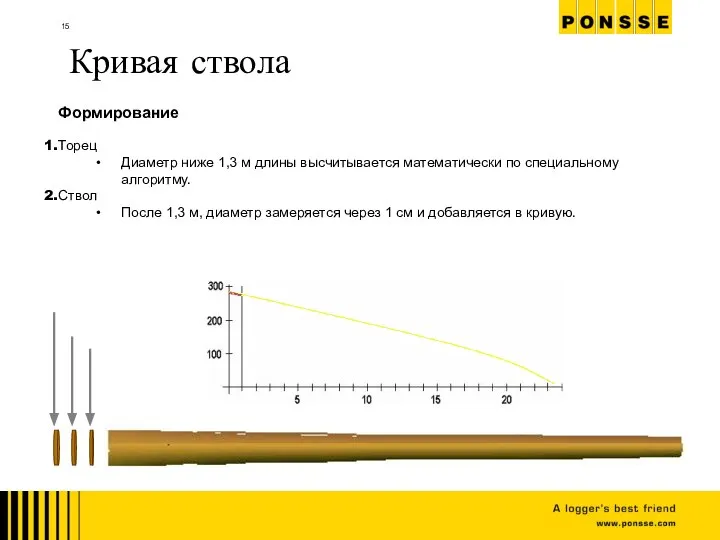
Формирование
Торец
Диаметр ниже 1,3 м длины высчитывается математически по специальному алгоритму.
Ствол
После 1,3
Кривая ствола
Формирование
Торец
Диаметр ниже 1,3 м длины высчитывается математически по специальному алгоритму.
Ствол
После 1,3
Слайд 16Импульсы датчиков и контроль
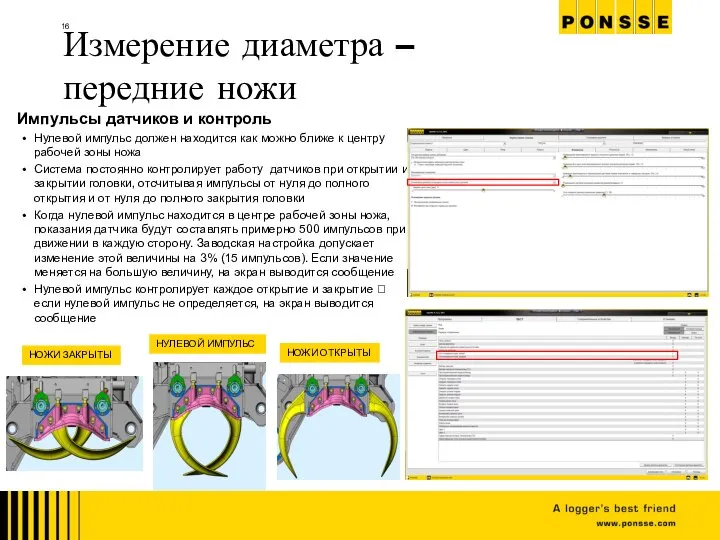
Нулевой импульс должен находится как можно ближе к центру
Импульсы датчиков и контроль
Нулевой импульс должен находится как можно ближе к центру
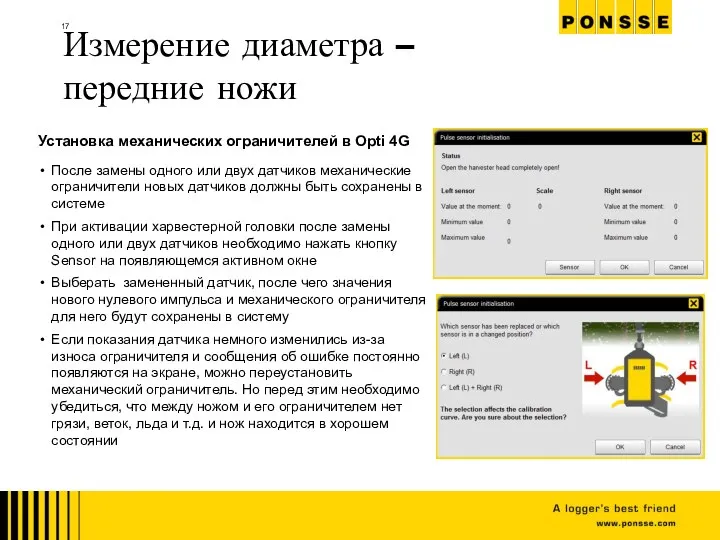
Слайд 17Установка механических ограничителей в Opti 4G
После замены одного или двух датчиков механические
Установка механических ограничителей в Opti 4G
После замены одного или двух датчиков механические
 Планирование разработки программного обеспечения (лекция 3)
Планирование разработки программного обеспечения (лекция 3) Циклические алгоритмы
Циклические алгоритмы Курс 6231A. Поддержка Microsoft®. SQL Server® 2008. Database
Курс 6231A. Поддержка Microsoft®. SQL Server® 2008. Database Документооборот
Документооборот Engagement Rate
Engagement Rate Учебник Adobe Photoshop. Первое знакомство
Учебник Adobe Photoshop. Первое знакомство Викторина для самых умных (4 класс)
Викторина для самых умных (4 класс) Ознайомлення з поняттям алгоритму. (2 клас)
Ознайомлення з поняттям алгоритму. (2 клас) МПСвЭПиТК. Передача данных
МПСвЭПиТК. Передача данных Компьютерные сети
Компьютерные сети Интеллектуальный марафон
Интеллектуальный марафон Линейное программирование
Линейное программирование Интернет – площадка Агрохолл
Интернет – площадка Агрохолл Архивация данных
Архивация данных На каких трех китах держится информатика? Логика, алгоритмы и программа
На каких трех китах держится информатика? Логика, алгоритмы и программа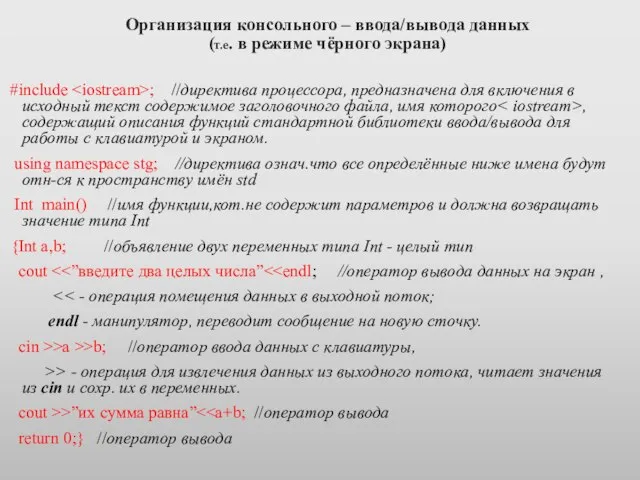 с++ полная (1)
с++ полная (1) Сервисы Интернета
Сервисы Интернета Деревья. Обход всего дерева. (Лекция 2)
Деревья. Обход всего дерева. (Лекция 2) Data science. Кластеризация
Data science. Кластеризация Использование Google forms в работе с родителями ДОУ
Использование Google forms в работе с родителями ДОУ WHILE … WEND ЦИКЛ
WHILE … WEND ЦИКЛ Роль информатики и информационных технологий в современном мире
Роль информатики и информационных технологий в современном мире Линейные списки
Линейные списки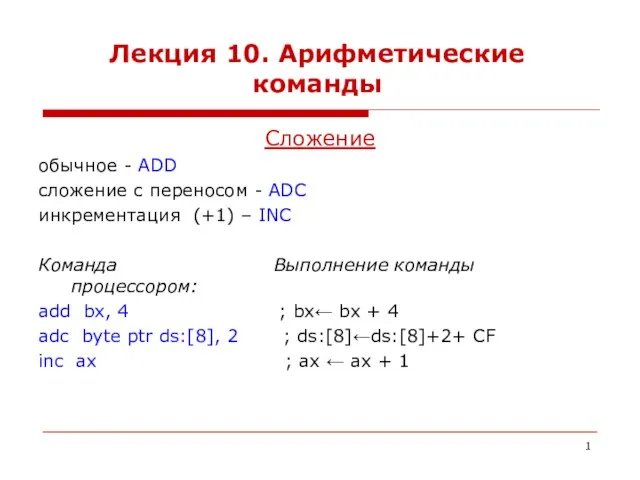 Арифметические команды. (Лекция 10)
Арифметические команды. (Лекция 10) АрхКС _rus лекция1 (1)
АрхКС _rus лекция1 (1) Виджеты. Занятие 10
Виджеты. Занятие 10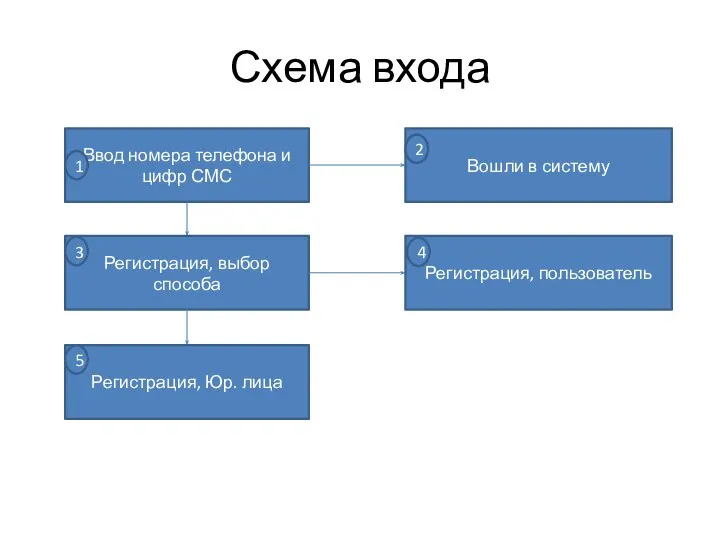 Залогинивание
Залогинивание Создание программы для шифрования и дешифрования текста на языке Pascal
Создание программы для шифрования и дешифрования текста на языке Pascal