- Уровни моделирования

Содержание
- 2. ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВАРКИ Выделим три особенности процессов при сварке как объектов расчета: Неоднородность среды
- 3. ТИПОВЫЕ ЗАДАЧИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИИ СВАРКИ Расчет режимов сварки по геометрическим критериям размеров швов. Оценка формирования шва
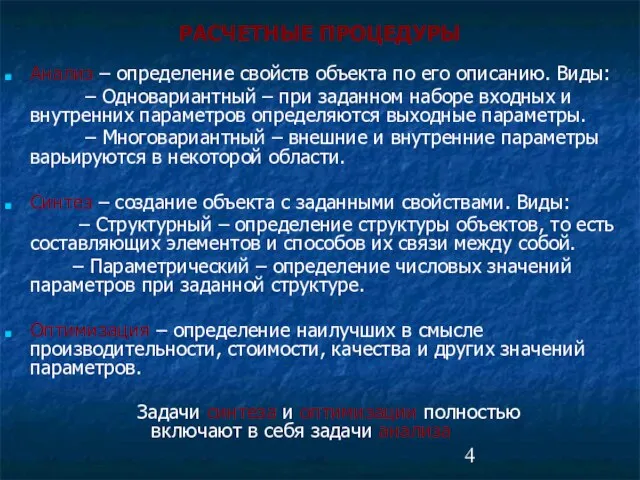
- 4. РАСЧЕТНЫЕ ПРОЦЕДУРЫ Анализ – определение свойств объекта по его описанию. Виды: – Одновариантный – при заданном
- 5. ЭТАПЫ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ Составление РС (структурная модель) Математическое описание РС Качественный анализ ММ (феноменологическая модель) Разработка
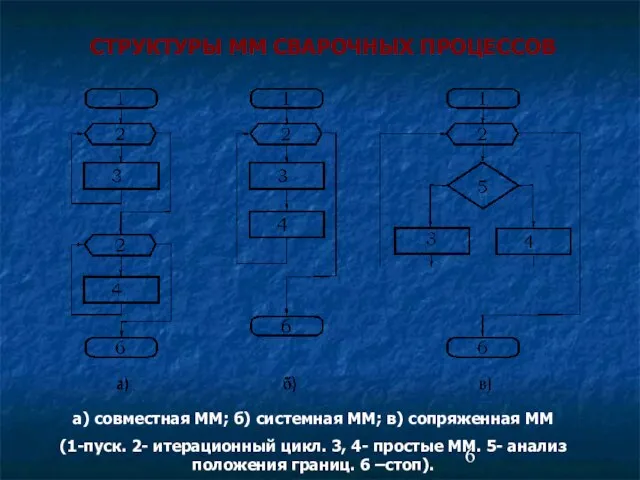
- 6. СТРУКТУРЫ ММ СВАРОЧНЫХ ПРОЦЕССОВ а) совместная ММ; б) системная ММ; в) сопряженная ММ (1-пуск. 2- итерационный
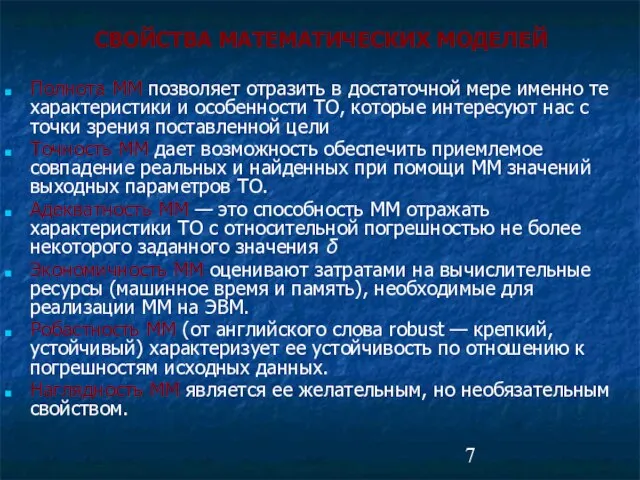
- 7. СВОЙСТВА МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ Полнота ММ позволяет отразить в достаточной мере именно те характеристики и особенности ТО,
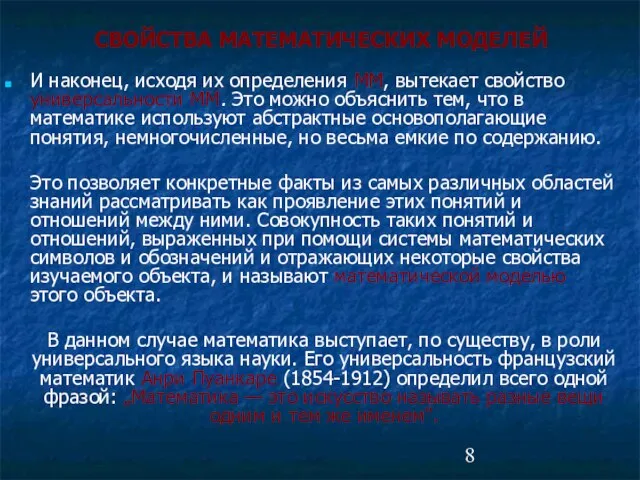
- 8. И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это можно объяснить тем, что в
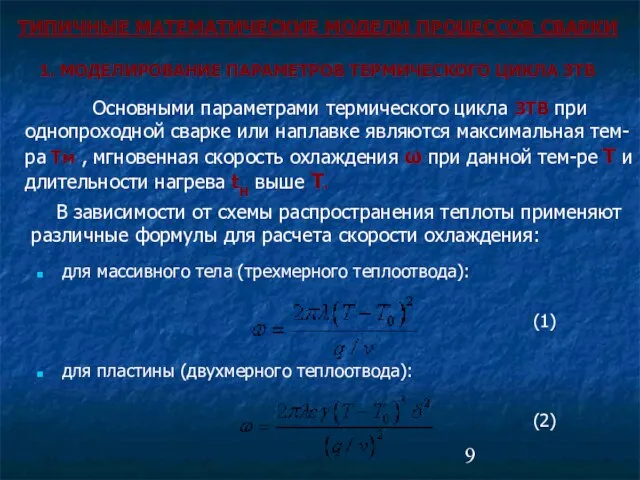
- 9. 1. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ для массивного тела (трехмерного теплоотвода): (1) для пластины (двухмерного теплоотвода):
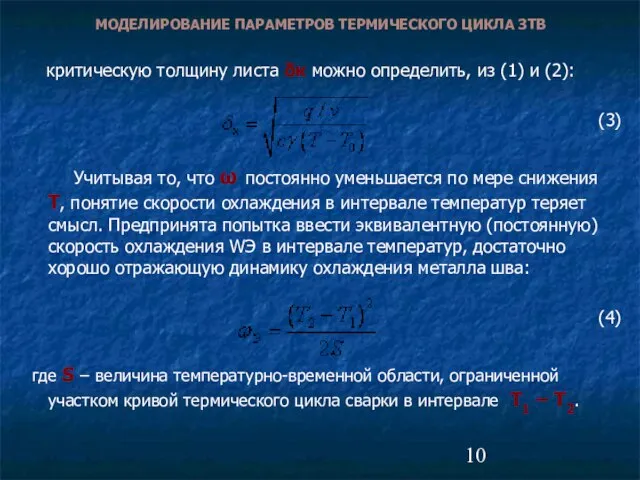
- 10. критическую толщину листа δк можно определить, из (1) и (2): (3) Учитывая то, что ω постоянно
- 11. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Для характеристики охлаждения зоны термического влияния в диапазоне температур вместо средней
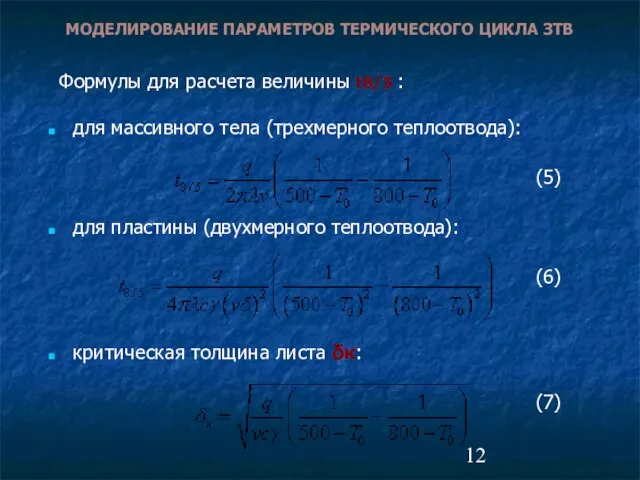
- 12. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ для массивного тела (трехмерного теплоотвода): (5) для пластины (двухмерного теплоотвода): (6)
- 13. В уравнениях (5) – (7) напряжение дуги U изменяется в вольтах, сила тока I – в
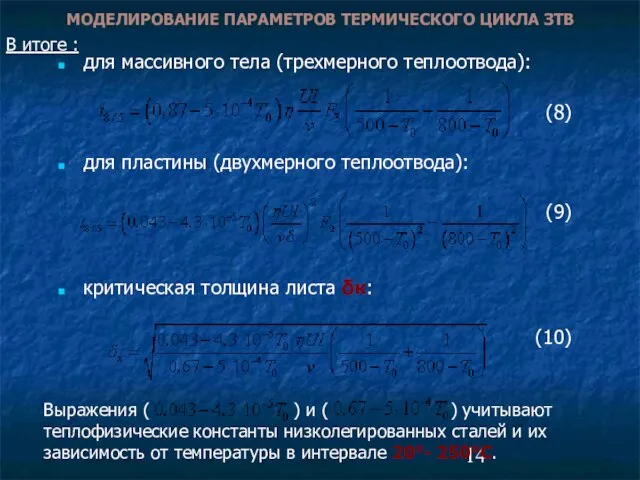
- 14. для массивного тела (трехмерного теплоотвода): (8) для пластины (двухмерного теплоотвода): (9) критическая толщина листа δк: (10)
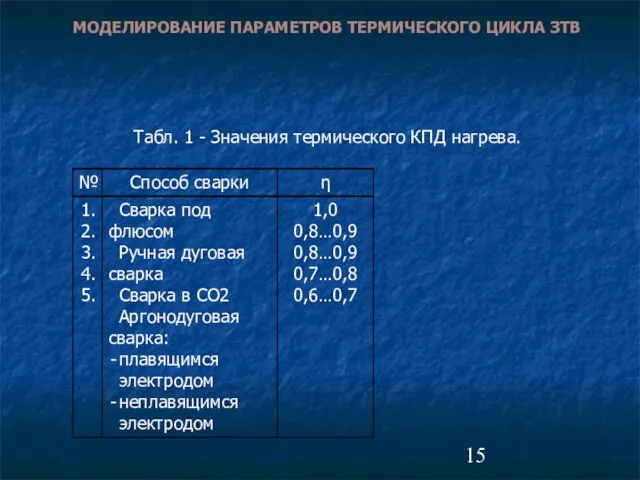
- 15. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Табл. 1 - Значения термического КПД нагрева.
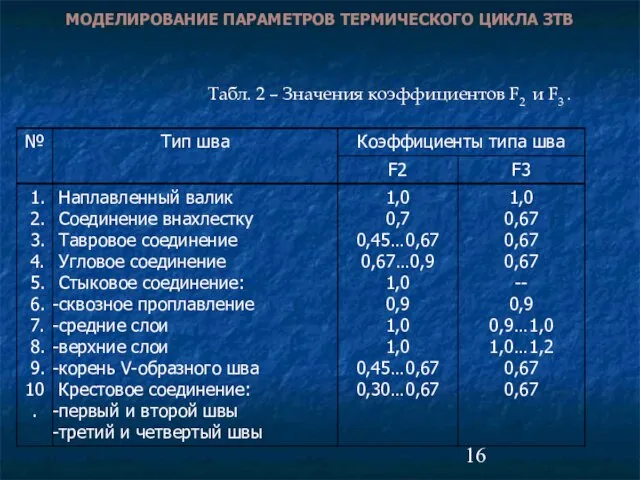
- 16. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ Табл. 2 – Значения коэффициентов F2 и F3 .
- 17. Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между характеристиками плавления металла электродной проволоки: αр
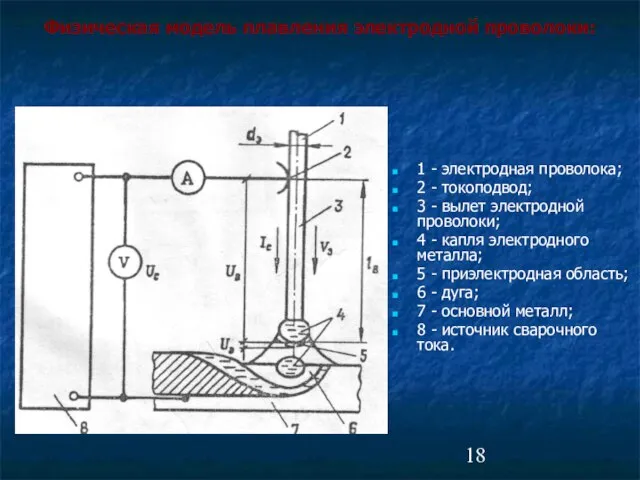
- 18. 1 - электродная проволока; 2 - токоподвод; 3 - вылет электродной проволоки; 4 - капля электродного
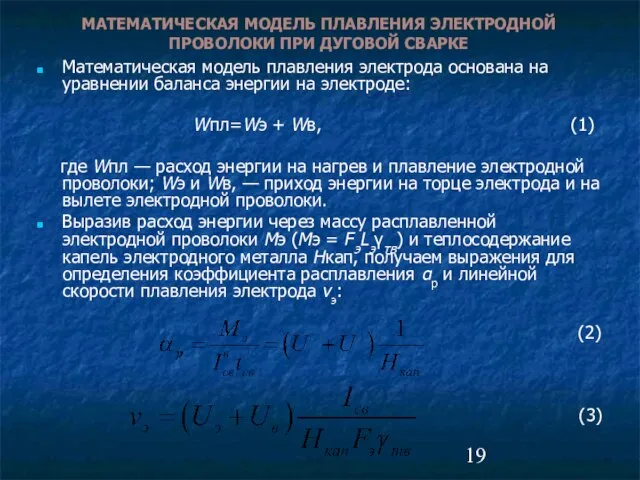
- 19. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ Математическая модель плавления электрода основана на уравнении баланса
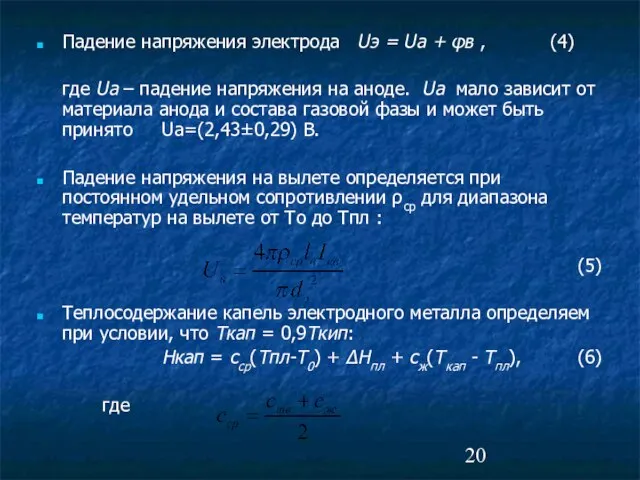
- 20. Падение напряжения электрода Uэ = Uа + φв , (4) где Uа – падение напряжения на
- 22. Скачать презентацию
Слайд 2ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВАРКИ
Выделим три особенности процессов при сварке как
ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВАРКИ
Выделим три особенности процессов при сварке как
Слайд 3ТИПОВЫЕ ЗАДАЧИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИИ СВАРКИ
Расчет режимов сварки по геометрическим критериям размеров
ТИПОВЫЕ ЗАДАЧИ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИИ СВАРКИ
Расчет режимов сварки по геометрическим критериям размеров
Слайд 4РАСЧЕТНЫЕ ПРОЦЕДУРЫ
Анализ – определение свойств объекта по его описанию. Виды:
–
РАСЧЕТНЫЕ ПРОЦЕДУРЫ
Анализ – определение свойств объекта по его описанию. Виды:
–
Слайд 5
ЭТАПЫ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ
Составление РС (структурная модель)
Математическое описание РС
Качественный
ЭТАПЫ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ
Составление РС (структурная модель)
Математическое описание РС
Качественный

Слайд 6СТРУКТУРЫ ММ СВАРОЧНЫХ ПРОЦЕССОВ
а) совместная ММ; б) системная ММ; в) сопряженная
СТРУКТУРЫ ММ СВАРОЧНЫХ ПРОЦЕССОВ
а) совместная ММ; б) системная ММ; в) сопряженная
Слайд 7СВОЙСТВА МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ
Полнота ММ позволяет отразить в достаточной мере именно те
СВОЙСТВА МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ
Полнота ММ позволяет отразить в достаточной мере именно те
Слайд 8И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это можно
И наконец, исходя их определения ММ, вытекает свойство универсальности ММ. Это можно
Слайд 91. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(1)
для пластины
1. МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(1)
для пластины
Слайд 10 критическую толщину листа δк можно определить, из (1) и (2):
(3)
критическую толщину листа δк можно определить, из (1) и (2):
(3)
Слайд 11МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Для характеристики охлаждения зоны термического влияния в
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Для характеристики охлаждения зоны термического влияния в
Слайд 12МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(5)
для пластины (двухмерного теплоотвода):
(6)
критическая
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
для массивного тела (трехмерного теплоотвода):
(5)
для пластины (двухмерного теплоотвода):
(6)
критическая
Слайд 13 В уравнениях (5) – (7) напряжение дуги U изменяется в вольтах,
В уравнениях (5) – (7) напряжение дуги U изменяется в вольтах,
Слайд 14для массивного тела (трехмерного теплоотвода):
(8)
для пластины (двухмерного теплоотвода):
(9)
критическая толщина листа δк:
(10)
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ
для массивного тела (трехмерного теплоотвода):
(8)
для пластины (двухмерного теплоотвода):
(9)
критическая толщина листа δк:
(10)
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ
Слайд 15МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 1 - Значения термического КПД нагрева.
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 1 - Значения термического КПД нагрева.
Слайд 16МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 2 – Значения коэффициентов F2 и F3
МОДЕЛИРОВАНИЕ ПАРАМЕТРОВ ТЕРМИЧЕСКОГО ЦИКЛА ЗТВ
Табл. 2 – Значения коэффициентов F2 и F3
Слайд 17 Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между характеристиками
Математическая модель плавления электродной проволоки должна устанавливать детерминированные взаимосвязи между характеристиками
Слайд 181 - электродная проволока;
2 - токоподвод;
3 - вылет электродной проволоки;
2 - токоподвод;
3 - вылет электродной проволоки;
Слайд 19МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ
Математическая модель плавления электрода основана
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЛАВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ ДУГОВОЙ СВАРКЕ
Математическая модель плавления электрода основана
Слайд 20Падение напряжения электрода Uэ = Uа + φв , (4)
где Uа –
Падение напряжения электрода Uэ = Uа + φв , (4)
где Uа –
 Аналитика результатов рекламной кампании. Подготовка отчетности
Аналитика результатов рекламной кампании. Подготовка отчетности Коммуникация и общество
Коммуникация и общество Поиск информации в интернете. 11 класс
Поиск информации в интернете. 11 класс Использование 3D max для создания домика
Использование 3D max для создания домика Решение логической задачи соки. Рабочая тетрадь №41 стр.36
Решение логической задачи соки. Рабочая тетрадь №41 стр.36 Прерывания
Прерывания 52025.pptx (1)
52025.pptx (1) Определение количества информации
Определение количества информации Декларация независимости киберпространства Дж.Д.Барлоу
Декларация независимости киберпространства Дж.Д.Барлоу DZ Python
DZ Python Компьютерная память. Внутренняя память
Компьютерная память. Внутренняя память Базы данных. Запрос параметров
Базы данных. Запрос параметров Автоматические установщики для ПК/ноутбуков Msoft и смартфонов Яндекс.Addapter
Автоматические установщики для ПК/ноутбуков Msoft и смартфонов Яндекс.Addapter анализ конкурентов презентация
анализ конкурентов презентация Иконография. Детство – какое оно
Иконография. Детство – какое оно Введение в базовый синтаксис
Введение в базовый синтаксис Методы борьбы с legacy-кодом на примере GitLab
Методы борьбы с legacy-кодом на примере GitLab Зачем компьютеру программное обеспечение
Зачем компьютеру программное обеспечение Графический интерфейс операционной системы Linux
Графический интерфейс операционной системы Linux Анализ поверхности
Анализ поверхности O Python. Лекция 1
O Python. Лекция 1 Руководство программиста
Руководство программиста Инструкция для обучающихся КазНМУ по тестированию с прокторингом
Инструкция для обучающихся КазНМУ по тестированию с прокторингом Персональный компьютер (часть 1)
Персональный компьютер (часть 1) Word мәтіндік редакторында кесте тұру турлендіру
Word мәтіндік редакторында кесте тұру турлендіру Примеры использования инноваций в подготовке специалистов по техническим специальностям
Примеры использования инноваций в подготовке специалистов по техническим специальностям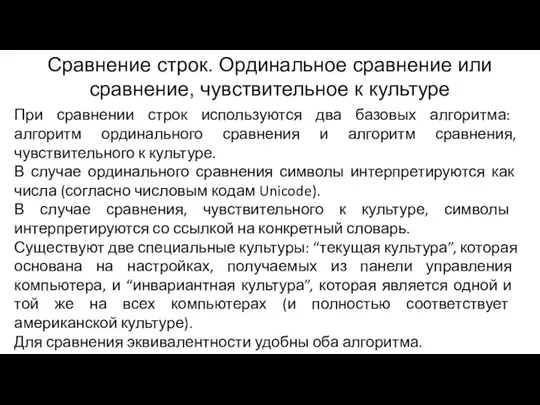 Сравнение строк в C#
Сравнение строк в C# Вирусное ПО
Вирусное ПО