- Проходження практки на виробництві компанії MasterForM

Содержание
- 2. План демонстрації презентації Коротка історія створення і місцезнаходження компанії «MasterforM» Коротке ознайомлення з терміном Контрольно –
- 3. Загальна відомість Компанія знаходиться по адресі: Вул. Mikulicza 6a, 58-160 Świebodzice (Свієбодзіце) у країні Польщі Робота
- 4. Контрольно – пропускна система Так як компанія MasterforM спеціалізується на виробництві деталей різного спектру, для різних
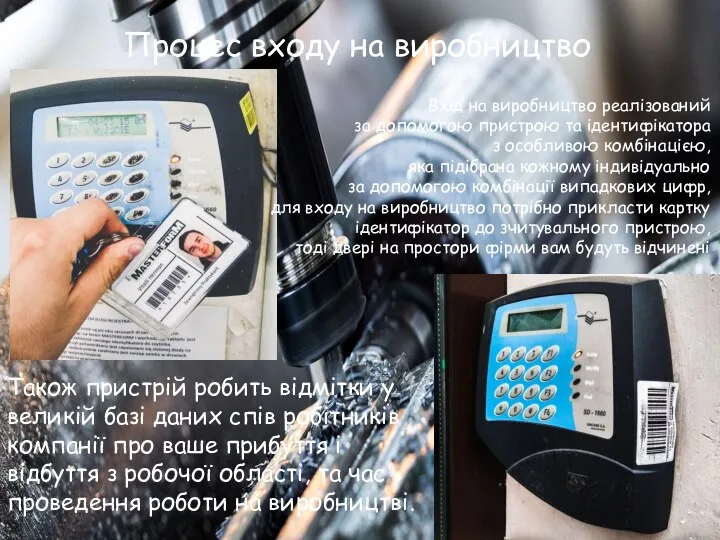
- 5. Процес входу на виробництво Вхід на виробництво реалізований за допомогою пристрою та ідентифікатора з особливою комбінацією,
- 6. Відділ Автоматизації В основі данного відділу стоять машини (автомати) котрі самостійно без втручання людського фактору виконують
- 7. Устаткування відділу автоматизації Токарно фрезерний автомат Марка: STAR SB – 20R type G Основні функції: Точіння,
- 8. Відділ Монтажу Відділ монтажу в свою чергу поділяється на 3-и основні робочі частини: 1. Мийка; 2.
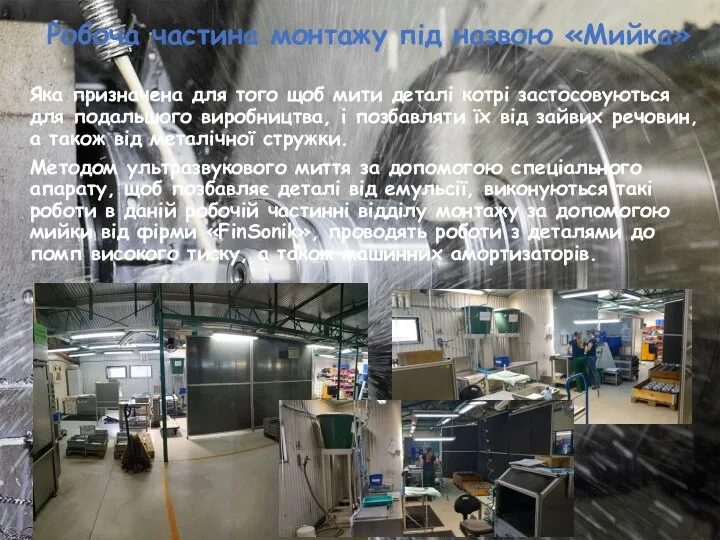
- 9. Робоча частина монтажу під назвою «Мийка» Яка призначена для того щоб мити деталі котрі застосовуються для
- 10. Робоча частина монтажу під назвою «Обробка» На даній робочій частині виконуються роботи по обробці деталей за
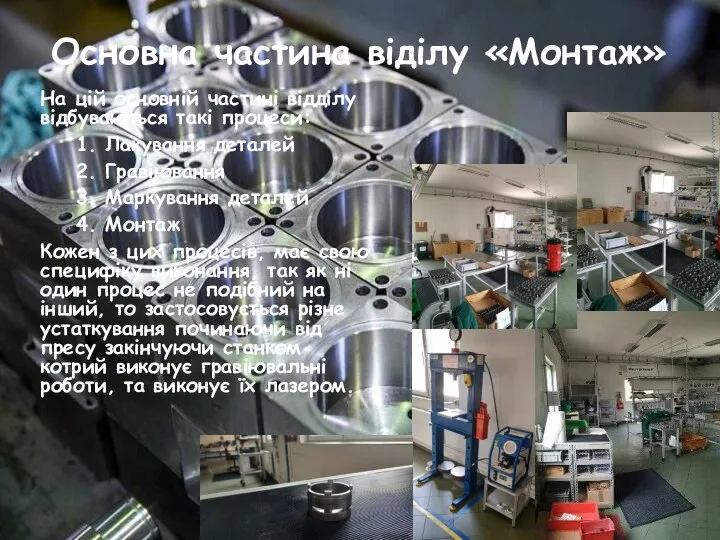
- 11. Основна частина віділу «Монтаж» На цій основній частині відділу відбуваються такі процеси: 1. Лакування деталей 2.
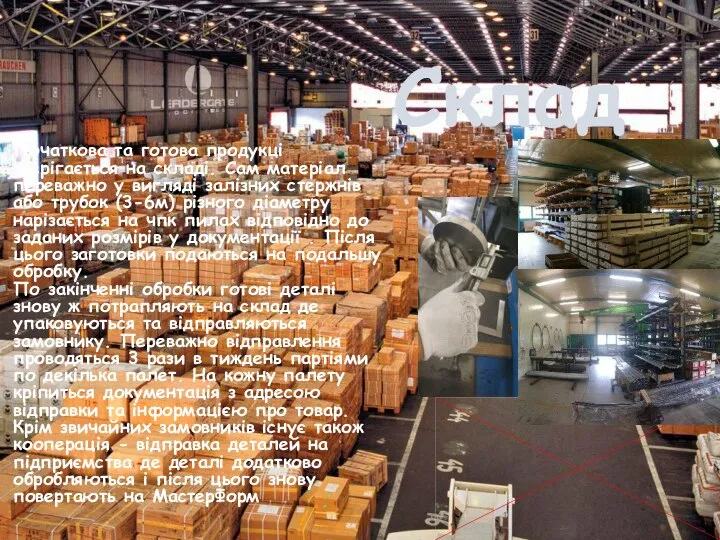
- 12. Склад Початкова та готова продукці зберігається на складі. Сам матеріал переважно у вигляді залізних стержнів або
- 13. Токарний відділ Одним з найбільш широко застосовуваних методів обробки металів різанням є точіння, тобто отримання деталей,
- 14. Устаткування токарного відділу Токарський станок: Модель: Mazak Quick turn Nexus 350 Мова програмування: Mazatrol Matrix Основні
- 15. Устаткування токарного відділу Токарський станок: Модель: Doosan Mynx 6500 Мова програмування: Mazatrol Matrix Основні функції: Точіння,
- 16. Приклад роботи Doosan Mynx 6500 Заміна робочого інструменту Приклад роботи даного станка
- 17. Фрезерувальний відділ Фрезерування - один з найпродуктивніших методів обробки. Головний рух (рух різання) під час фрезерування
- 18. Устаткування фрезерувального відділу Фрезерувальний станок: Модель: DMG 635V Eco line Мова програмування: Sinuveric Основні функції: Точіння,
- 19. Додаток Автоматична лінія транспортування з елементвами контрорльно – вимірювальних приладів
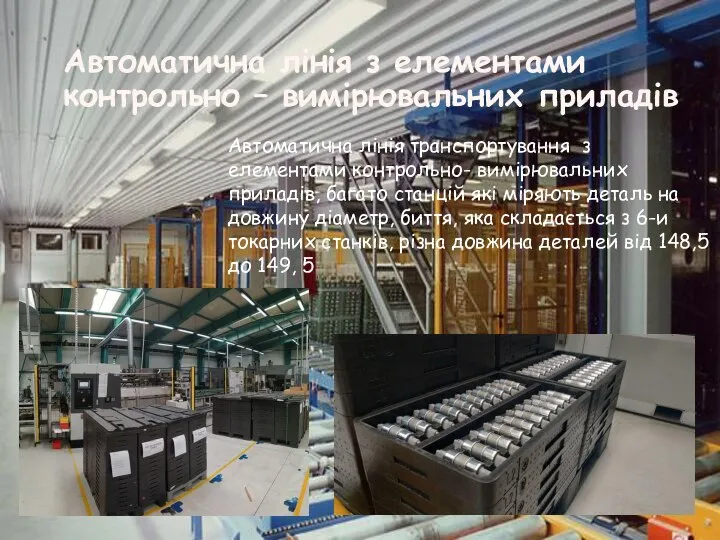
- 20. Автоматична лінія з елементами контрольно – вимірювальних приладів Автоматична лінія транспортування з елементами контрольно- вимірювальних приладів,
- 21. Процес Вантажний блок в який потрібно ставити касету у спеціальних коробках, всі мають різну довжину, йде
- 23. Скачать презентацию
Слайд 2План демонстрації презентації
Коротка історія створення і місцезнаходження компанії «MasterforM»
Коротке ознайомлення з терміном
План демонстрації презентації
Коротка історія створення і місцезнаходження компанії «MasterforM»
Коротке ознайомлення з терміном
Слайд 3Загальна відомість
Компанія знаходиться по адресі:
Вул. Mikulicza 6a,
58-160 Świebodzice (Свієбодзіце)
у країні Польщі
Загальна відомість
Компанія знаходиться по адресі:
Вул. Mikulicza 6a,
58-160 Świebodzice (Свієбодзіце)
у країні Польщі

Слайд 4Контрольно – пропускна система
Так як компанія MasterforM спеціалізується на виробництві
деталей
Контрольно – пропускна система
Так як компанія MasterforM спеціалізується на виробництві
деталей

Слайд 5Процес входу на виробництво
Вхід на виробництво реалізований
за допомогою пристрою та
Процес входу на виробництво
Вхід на виробництво реалізований
за допомогою пристрою та
Слайд 6Відділ Автоматизації
В основі данного відділу стоять машини (автомати)
котрі самостійно без втручання людського
Відділ Автоматизації
В основі данного відділу стоять машини (автомати)
котрі самостійно без втручання людського

Слайд 7Устаткування відділу автоматизації
Токарно фрезерний автомат
Марка: STAR SB – 20R type G
Основні
Устаткування відділу автоматизації
Токарно фрезерний автомат
Марка: STAR SB – 20R type G
Основні

Слайд 8Відділ Монтажу
Відділ монтажу в свою чергу поділяється на
3-и основні робочі частини:
1.
Відділ Монтажу
Відділ монтажу в свою чергу поділяється на
3-и основні робочі частини:
1.

Слайд 9Робоча частина монтажу під назвою «Мийка»
Яка призначена для того щоб мити деталі
Робоча частина монтажу під назвою «Мийка»
Яка призначена для того щоб мити деталі
Слайд 10Робоча частина монтажу під назвою «Обробка»
На даній робочій частині виконуються роботи по
Робоча частина монтажу під назвою «Обробка»
На даній робочій частині виконуються роботи по

Слайд 11Основна частина віділу «Монтаж»
На цій основній частині відділу відбуваються такі процеси:
1. Лакування
Основна частина віділу «Монтаж»
На цій основній частині відділу відбуваються такі процеси:
1. Лакування
Слайд 12Склад
Початкова та готова продукці зберігається на складі. Сам матеріал переважно у вигляді
Склад
Початкова та готова продукці зберігається на складі. Сам матеріал переважно у вигляді
Слайд 13Токарний відділ
Одним з найбільш широко застосовуваних методів обробки металів різанням є точіння,
Токарний відділ
Одним з найбільш широко застосовуваних методів обробки металів різанням є точіння,

Слайд 14Устаткування токарного відділу
Токарський станок:
Модель: Mazak Quick turn Nexus 350
Мова програмування: Mazatrol
Устаткування токарного відділу
Токарський станок:
Модель: Mazak Quick turn Nexus 350
Мова програмування: Mazatrol

Слайд 15Устаткування токарного відділу
Токарський станок:
Модель: Doosan Mynx 6500
Мова програмування: Mazatrol Matrix
Основні функції:
Устаткування токарного відділу
Токарський станок:
Модель: Doosan Mynx 6500
Мова програмування: Mazatrol Matrix
Основні функції:

Слайд 16Приклад роботи Doosan Mynx 6500
Заміна робочого інструменту
Приклад роботи даного станка
Приклад роботи Doosan Mynx 6500
Заміна робочого інструменту
Приклад роботи даного станка
Слайд 17Фрезерувальний відділ
Фрезерування - один з найпродуктивніших методів обробки. Головний рух (рух різання)
Фрезерувальний відділ
Фрезерування - один з найпродуктивніших методів обробки. Головний рух (рух різання)

Слайд 18Устаткування фрезерувального відділу
Фрезерувальний станок:
Модель: DMG 635V Eco line
Мова програмування: Sinuveric
Основні функції:
Устаткування фрезерувального відділу
Фрезерувальний станок:
Модель: DMG 635V Eco line
Мова програмування: Sinuveric
Основні функції:

Слайд 19Додаток
Автоматична лінія транспортування з елементвами контрорльно – вимірювальних приладів
Додаток
Автоматична лінія транспортування з елементвами контрорльно – вимірювальних приладів

Слайд 20Автоматична лінія з елементами контрольно – вимірювальних приладів
Автоматична лінія транспортування з
Автоматична лінія з елементами контрольно – вимірювальних приладів
Автоматична лінія транспортування з
Слайд 21Процес
Вантажний блок в який потрібно ставити касету у спеціальних коробках, всі мають
Процес
Вантажний блок в який потрібно ставити касету у спеціальних коробках, всі мають
 Методологическая роль лабораторных и практических работ по биологии в рамках ФГОС
Методологическая роль лабораторных и практических работ по биологии в рамках ФГОС Достык туралы
Достык туралы Как помочь ребенку в учебе
Как помочь ребенку в учебе Идём в поход (для дошкольников)
Идём в поход (для дошкольников) Учимся составлять и разгадывать кроссворд
Учимся составлять и разгадывать кроссворд Самообразование педагога как условие профессионального развития
Самообразование педагога как условие профессионального развития Буквы Ю, ю, обозначающие звуки [й’у]
Буквы Ю, ю, обозначающие звуки [й’у] Все профессии нужны, все профессии важны
Все профессии нужны, все профессии важны Формирование элементарных математических представлений у детей 5-6 лет через использование дидактических игр и пособий
Формирование элементарных математических представлений у детей 5-6 лет через использование дидактических игр и пособий Исследовательское краеведение в общеобразовательном учреждении
Исследовательское краеведение в общеобразовательном учреждении Мастер-класс Декупаж доски
Мастер-класс Декупаж доски Профессионально-личностный рост педагога в условиях современного образования
Профессионально-личностный рост педагога в условиях современного образования Бэйджи: актив класса
Бэйджи: актив класса Игрушки из косичек Плетение из ниток
Игрушки из косичек Плетение из ниток Добрые семейные традиции
Добрые семейные традиции Мохнатый домовёнок
Мохнатый домовёнок Математика в авиастроении
Математика в авиастроении Подготовка к написанию итоговой аттестационной работы (ИАР). Требования к выполнению итоговой аттестационной работы
Подготовка к написанию итоговой аттестационной работы (ИАР). Требования к выполнению итоговой аттестационной работы Сведения о реализации программы. Анализ результативности за три года
Сведения о реализации программы. Анализ результативности за три года Поделки из овощей
Поделки из овощей Воспитание в целостном педагогическом процессе
Воспитание в целостном педагогическом процессе Мастерская природы
Мастерская природы Общие требования к характеристике воспитательной системы школы
Общие требования к характеристике воспитательной системы школы Особенности проведения уроков физической культуры для детей с ОВЗ, имеющих задержку психического развития
Особенности проведения уроков физической культуры для детей с ОВЗ, имеющих задержку психического развития Снег приносит пользу или вред?
Снег приносит пользу или вред? Физминутка с животными
Физминутка с животными Рисуем человека
Рисуем человека живая неживая природа
живая неживая природа