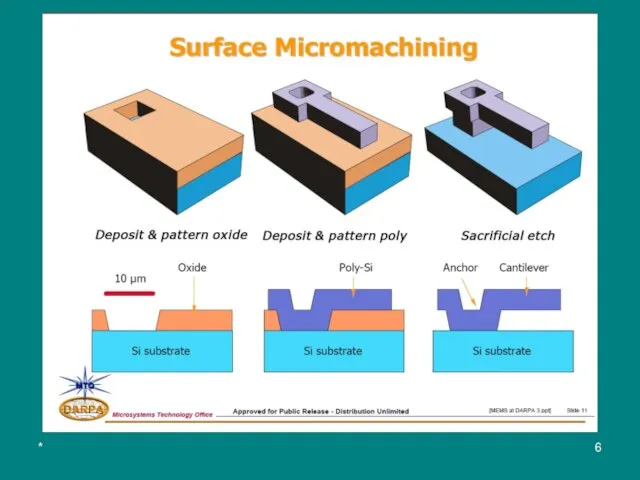
- Electroplating and Molding

Содержание
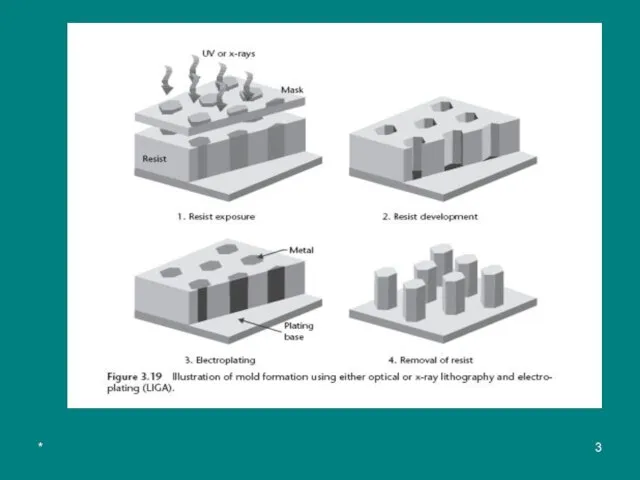
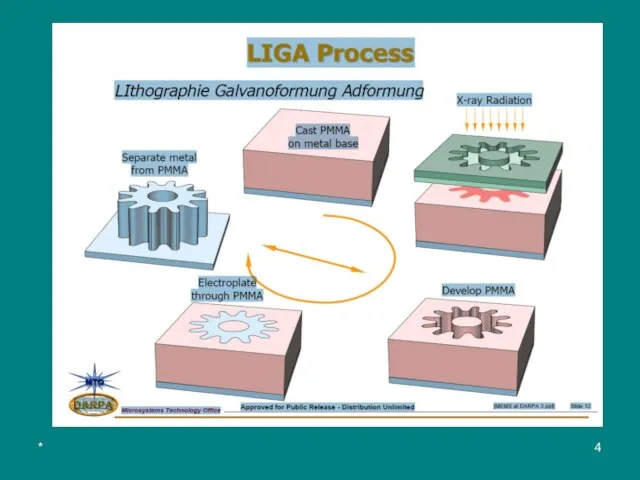
- 2. * Electroplated MEMS structures can take the shape of the underlying substrate and a photoresist mold.
- 3. *
- 4. *
- 5. * The process may be stopped at this point with a metal microstructure suitable for some
- 6. *
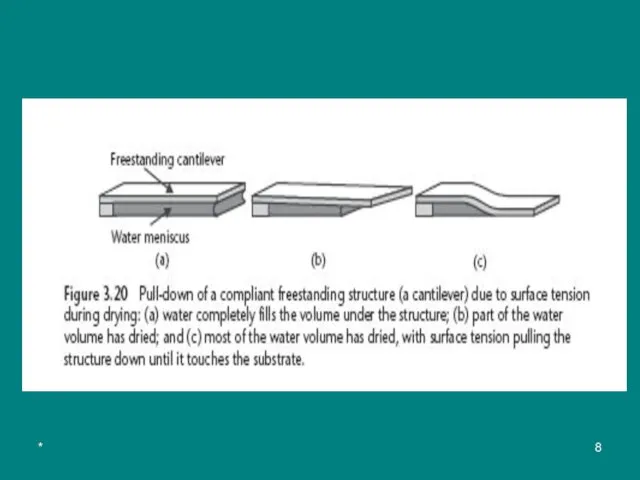
- 7. * Supercritical Drying The final step of micromachining processes is the removal of a sacrificial layer
- 8. *
- 9. * A solution to avoid stiction after release is supercritical drying, also known as critical-point drying.
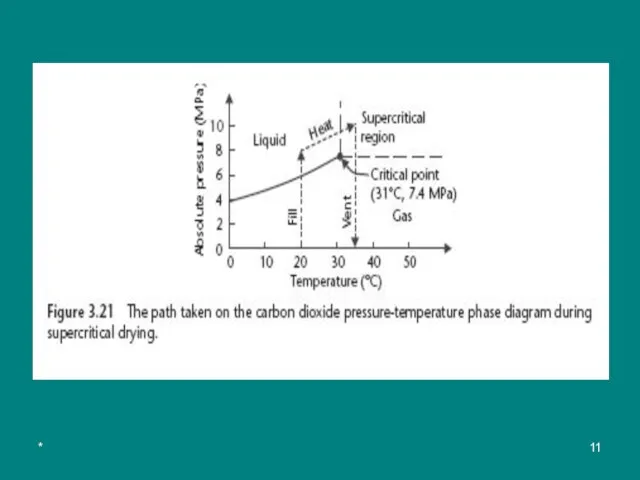
- 10. * After a few minutes, only carbon dioxide is left in the chamber. The chamber is
- 11. *
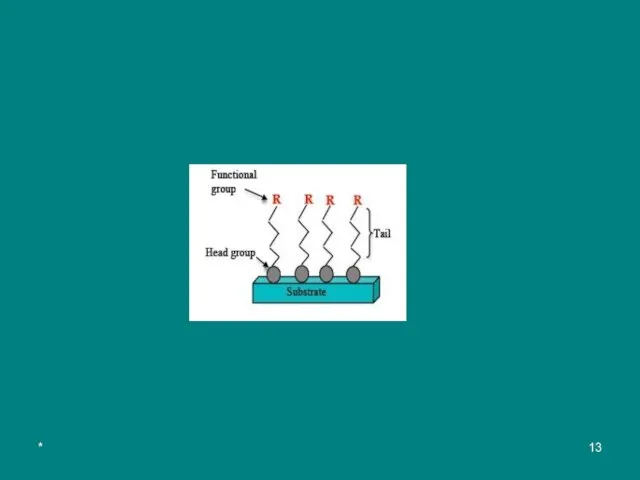
- 12. * Self-Assembled Monolayers The stiction problem during drying can also be avoided if a hydrophobic layer
- 13. *
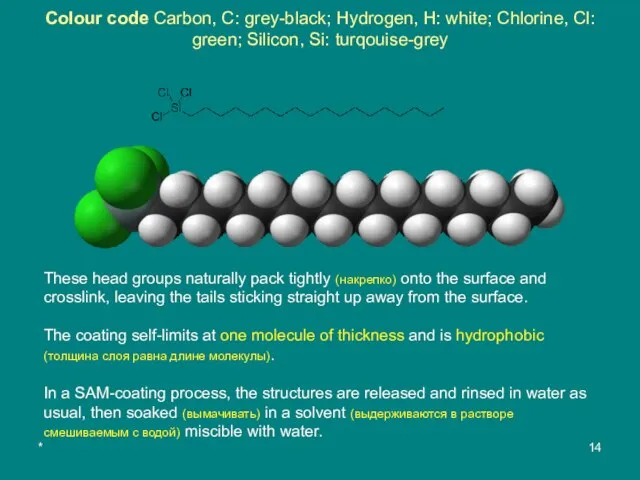
- 14. * Colour code Carbon, C: grey-black; Hydrogen, H: white; Chlorine, Cl: green; Silicon, Si: turqouise-grey These
- 15. * The wafer may be moved to an intermediate solvent compatible with the first solvent and
- 16. * SU-8 Photosensitive Epoxy Epoxies have been in use for decades for joining sections of material
- 17. * SU-8 is spun onto a substrate in the same manner as photoresist. Different viscosities and
- 18. * During exposure, a strong acid is generated where exposed. During the postexposure bake, the acid
- 19. * SU-8 structures are the same thickness as the original spin. Aspect ratios (ratio of epoxy
- 20. * Photosensitive Glass Positive-acting photosensitive glass wafers are made commercially under the trade name FORTURAN® by
- 21. * Up to 14 patterned or unpatterned glass wafers can be thermally bonded together, creating complex
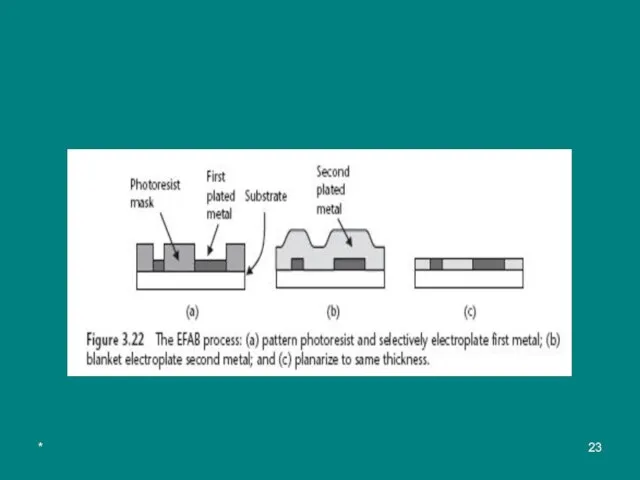
- 22. * EFAB EFAB is the trade name for an Electrochemical FABrication surface micromachining In the EFAB
- 23. *
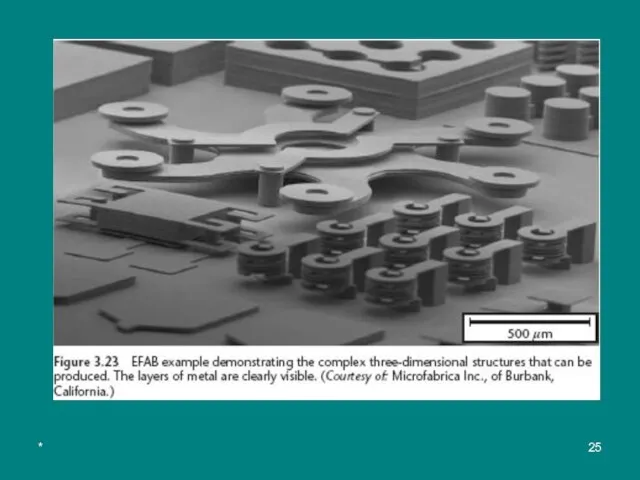
- 24. * The structure is then planarized, leaving the entire substrate covered by patterns of the two
- 25. *
- 26. * Layer thicknesses are in the range of 2 to 20 µm, with a thickness tolerance
- 27. * Nonlithographic Microfabrication Technologies Ultraprecision Mechanical Machining Cutting tools such as mills (дробление), lathes (обработка на
- 28. * Many of these shapes, such as retrograde undercuts with flat sidewalls, cannot be formed using
- 29. * Laser Machining Focused pulses of radiation, typically 0.1–100 ns in duration, from a high-power laser
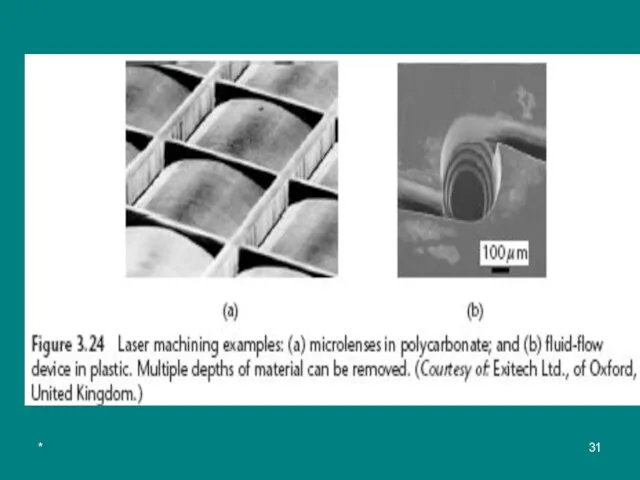
- 30. * Laser machining can be used to create perforations in silicon wafers for subsequent cleaving to
- 31. *
- 32. * Electrodischarge Machining Electrodischarge machining, also called electrical-discharge machining or sparkerosion machining (EDM) uses a series
- 33. * Each discharge removes a small volume of material, typically in the range of 103 to
- 34. * Screen Printing Screen printing, also known as silk screening. In electronics, it has long been
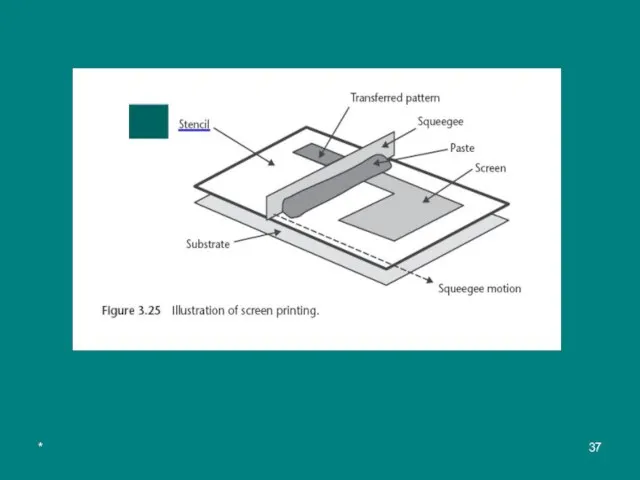
- 35. * Screen printing begins with the production of a stencil, which is a flat, flexible plate
- 36. * Drying evaporates the solvent. Firing burns off the organic binder and sinters the remaining metal
- 37. *
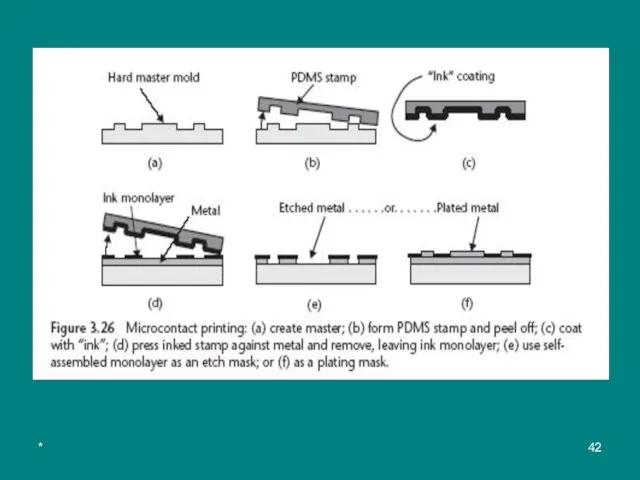
- 38. * Microcontact Printing/Soft Lithography Microcontact printing, a microscale form of ink printing also called soft lithography.
- 39. * An “ink,” a liquid solution typically of an alkanethiol (a hydrocarbon chain ending in a
- 40. * Several variations on this scheme may be performed. In one, a metal catalyst “ink” is
- 41. * In organic chemistry, a thiol is an organosulfur compound is an organosulfur compound that contains
- 42. *
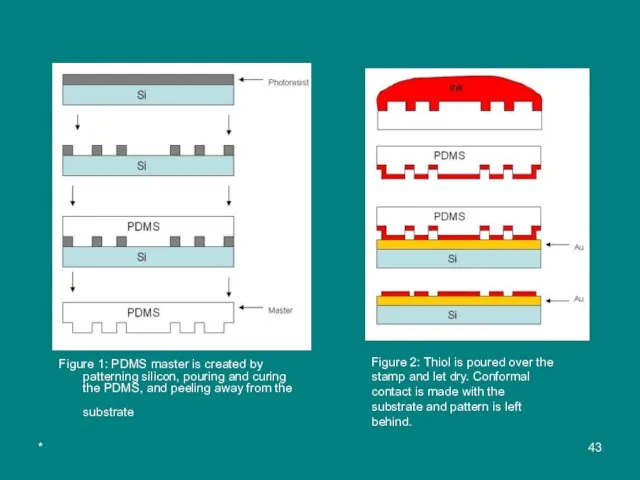
- 43. * Figure 1: PDMS master is created by patterning silicon, pouring and curing the PDMS, and
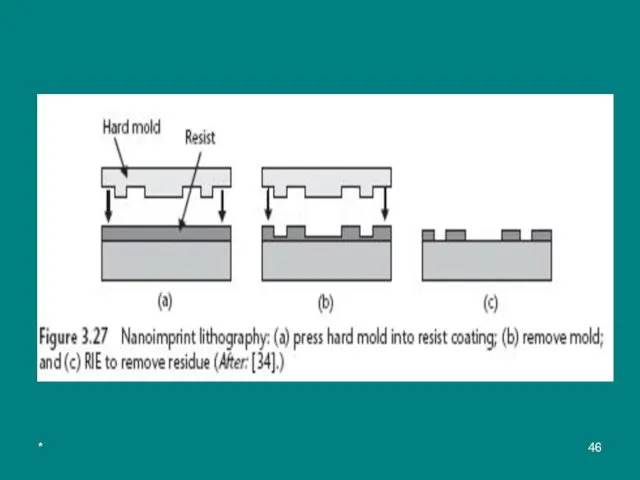
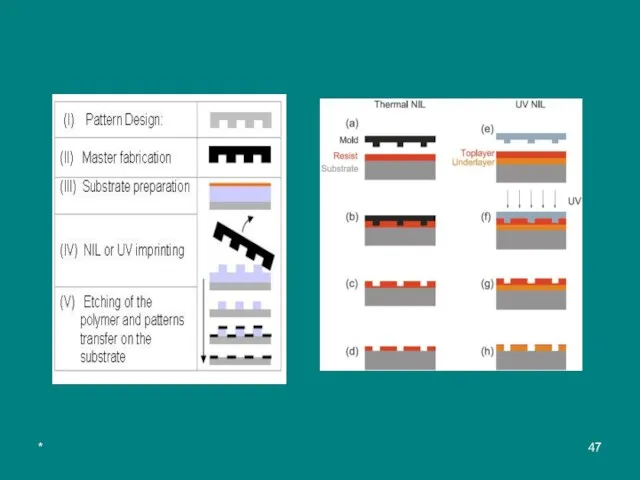
- 44. * As with microcontact printing, nanoimprint lithography has the goal of generating submicrometer features at low
- 45. * The mold is then pressed into the resist, which flows to the sides of the
- 46. *
- 47. *
- 48. * Thermoplastic nanoimprint lithography Thermoplastic nanoimprint lithography (T-NIL) is the earliest nanoimprint lithography developed by Prof.
- 49. * Alternatively, cold welding between two metal surfaces could also transfer low dimensional nanostructured metal without
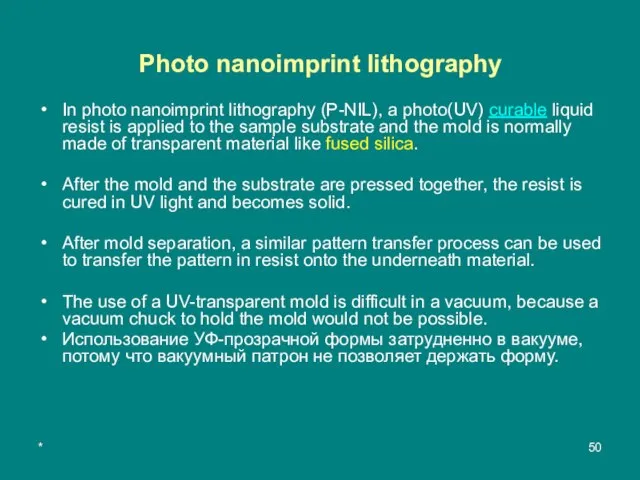
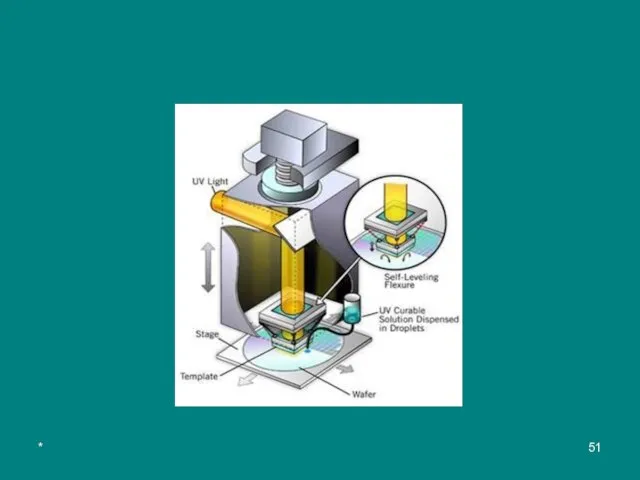
- 50. * Photo nanoimprint lithography In photo nanoimprint lithography (P-NIL), a photo(UV) curable liquid resist is applied
- 51. *
- 52. * Ultrasonic Machining In ultrasonic machining, also known as ultrasonic impact grinding, a transducer vibrates a
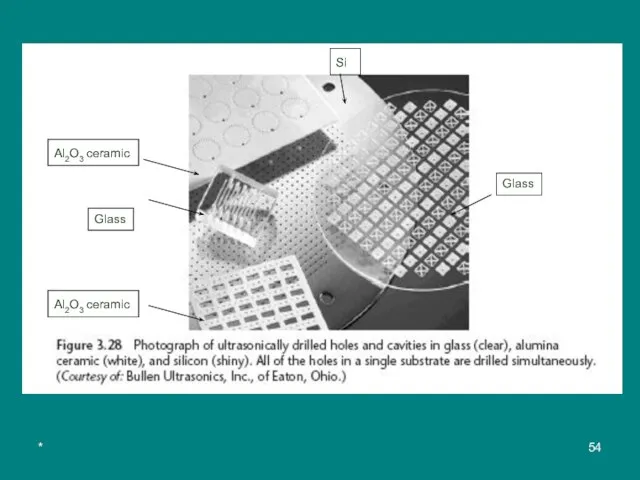
- 53. * Figure 3.28 shows examples in several materials. The hole shape matches that of the tool
- 54. * Al2O3 ceramic Glass Glass Al2O3 ceramic Si
- 55. * Combining the Tools—Examples of Commercial Processes. Polysilicon Surface Micromachining. The polysilicon is deposited using LPCVD,
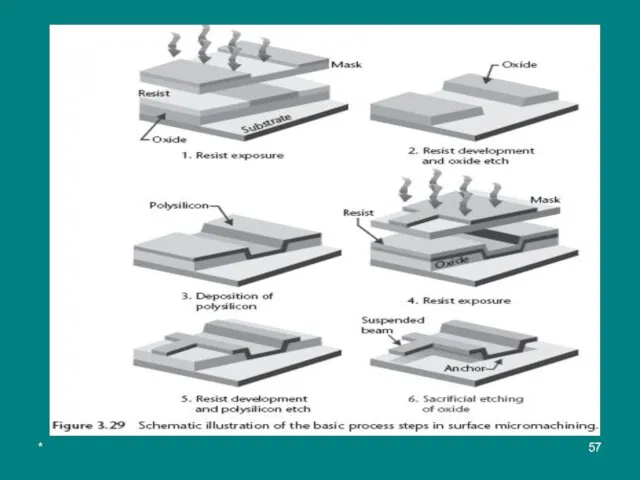
- 56. * Each of the layers in the stack is lithographically patterned and etched before the next
- 57. *
- 58. * Gears, micromotors, beams, simple as well as hinged plates, and a number of other structures
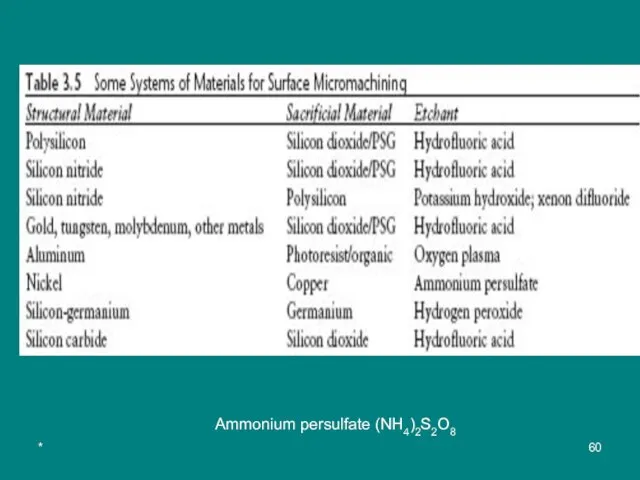
- 59. * Surface micromachining is not limited to the materials just described. Many systems of structural layer,
- 60. * Ammonium persulfate (NH4)2S2O8
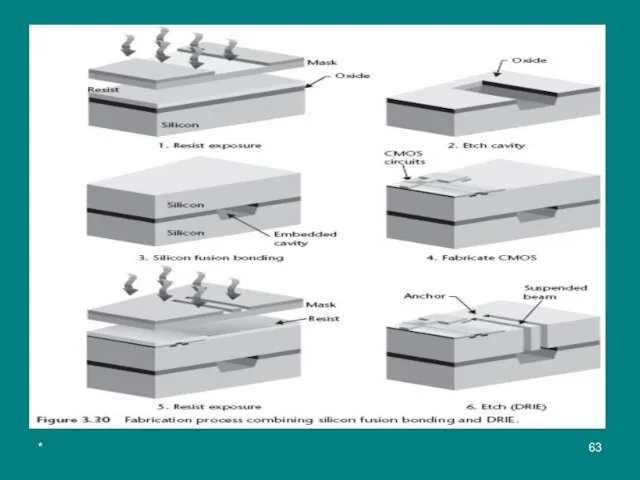
- 61. * Combining Silicon Fusion Bonding with Reactive Ion Etching The silicon fusion bonding with reactive ion
- 62. * The basic process flow begins by etching a cavity in a first wafer, referred to
- 63. *
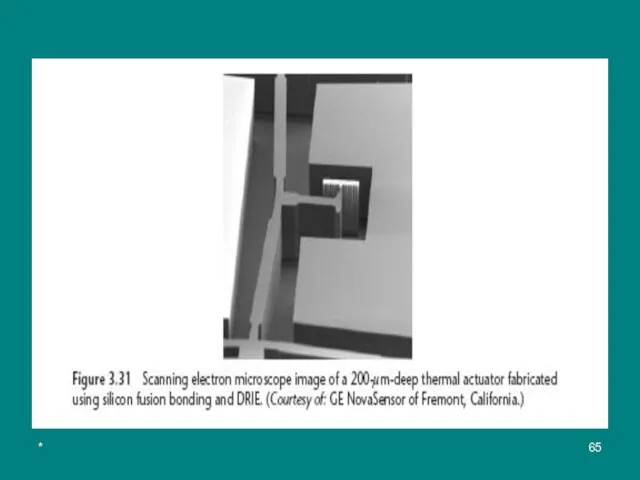
- 64. * The high aspect ratio and depth available using the SFB-DRIE process add new dimensions to
- 65. *
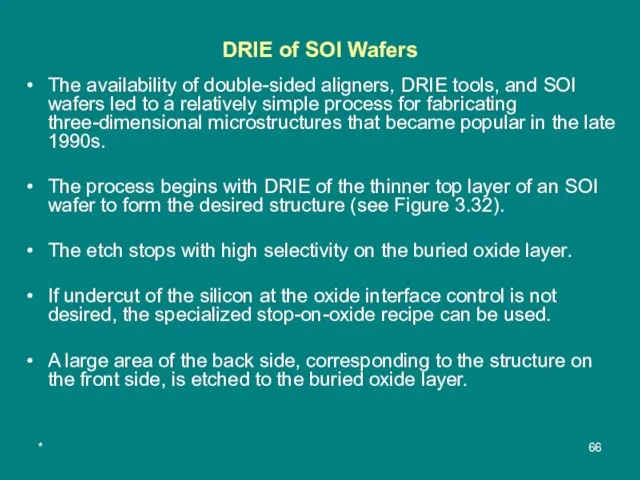
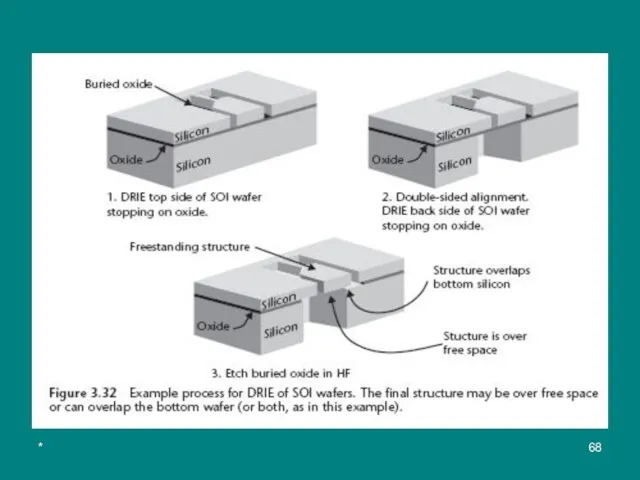
- 66. * DRIE of SOI Wafers The availability of double-sided aligners, DRIE tools, and SOI wafers led
- 67. * Finally, the now-freestanding buried oxide is etched away, typically with hydrogen fluoride [hydrofluoric acid (HF)]
- 68. *
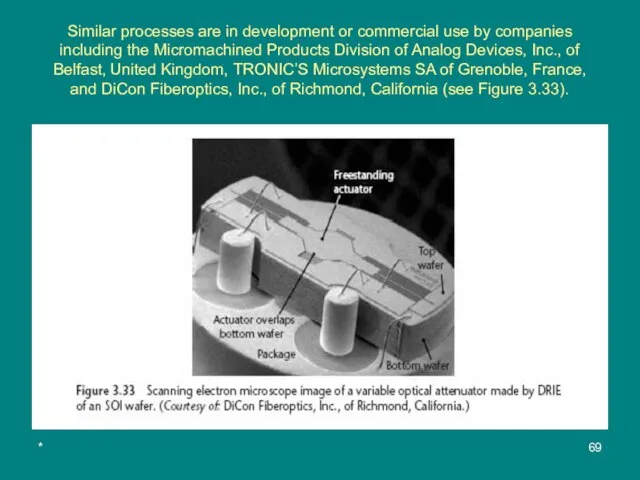
- 69. * Similar processes are in development or commercial use by companies including thе Micromachined Products Division
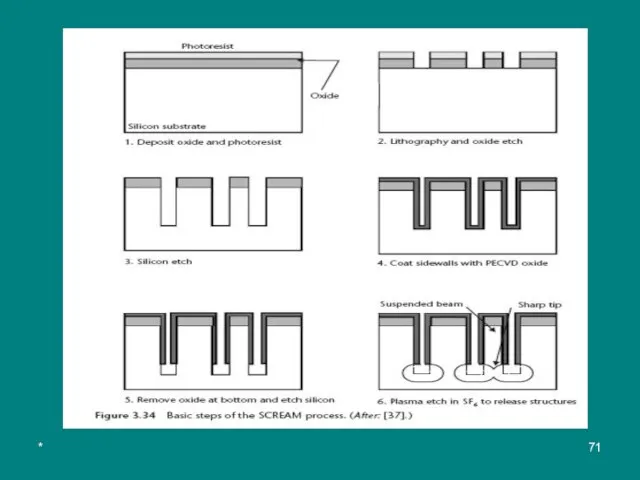
- 70. * Single Crystal Reactive Etching and Metallization The single-crystal reactive etching and metallization (SCREAM) process uses
- 71. *
- 73. Скачать презентацию
Слайд 5*
The process may be stopped at this point with a metal microstructure
*
The process may be stopped at this point with a metal microstructure
Слайд 7*
Supercritical Drying
The final step of micromachining processes is the removal of a
*
Supercritical Drying
The final step of micromachining processes is the removal of a
Слайд 9*
A solution to avoid stiction after release is supercritical drying, also known
*
A solution to avoid stiction after release is supercritical drying, also known
Слайд 10*
After a few minutes, only carbon dioxide is left in the chamber.
*
After a few minutes, only carbon dioxide is left in the chamber.
Слайд 12*
Self-Assembled Monolayers
The stiction problem during drying can also be avoided if a
*
Self-Assembled Monolayers
The stiction problem during drying can also be avoided if a
Слайд 14*
Colour code Carbon, C: grey-black; Hydrogen, H: white; Chlorine, Cl: green; Silicon,
*
Colour code Carbon, C: grey-black; Hydrogen, H: white; Chlorine, Cl: green; Silicon,
Слайд 15*
The wafer may be moved to an intermediate solvent compatible with the
*
The wafer may be moved to an intermediate solvent compatible with the
Слайд 16*
SU-8 Photosensitive Epoxy
Epoxies have been in use for decades for joining sections
*
SU-8 Photosensitive Epoxy
Epoxies have been in use for decades for joining sections
Слайд 17*
SU-8 is spun onto a substrate in the same manner as photoresist.
*
SU-8 is spun onto a substrate in the same manner as photoresist.
Слайд 18*
During exposure, a strong acid is generated where exposed.
During the postexposure bake,
*
During exposure, a strong acid is generated where exposed.
During the postexposure bake,
Слайд 19*
SU-8 structures are the same thickness as the original spin. Aspect ratios
*
SU-8 structures are the same thickness as the original spin. Aspect ratios
Слайд 20*
Photosensitive Glass
Positive-acting photosensitive glass wafers are made commercially under the trade name
*
Photosensitive Glass
Positive-acting photosensitive glass wafers are made commercially under the trade name
Слайд 21*
Up to 14 patterned or unpatterned glass wafers can be thermally bonded
*
Up to 14 patterned or unpatterned glass wafers can be thermally bonded
Слайд 22*
EFAB
EFAB is the trade name for an Electrochemical FABrication surface micromachining
In the
*
EFAB
EFAB is the trade name for an Electrochemical FABrication surface micromachining
In the
Слайд 24*
The structure is then planarized, leaving the entire substrate covered by patterns
*
The structure is then planarized, leaving the entire substrate covered by patterns
Слайд 26*
Layer thicknesses are in the range of 2 to 20 µm, with
*
Layer thicknesses are in the range of 2 to 20 µm, with
Слайд 27*
Nonlithographic Microfabrication Technologies
Ultraprecision Mechanical Machining
Cutting tools such as mills (дробление), lathes (обработка
*
Nonlithographic Microfabrication Technologies
Ultraprecision Mechanical Machining
Cutting tools such as mills (дробление), lathes (обработка
Слайд 28*
Many of these shapes, such as retrograde undercuts with flat sidewalls, cannot
*
Many of these shapes, such as retrograde undercuts with flat sidewalls, cannot
Слайд 29*
Laser Machining
Focused pulses of radiation, typically 0.1–100 ns in duration, from a
*
Laser Machining
Focused pulses of radiation, typically 0.1–100 ns in duration, from a
Слайд 30*
Laser machining can be used to create perforations in silicon wafers for
*
Laser machining can be used to create perforations in silicon wafers for
Слайд 32*
Electrodischarge Machining
Electrodischarge machining, also called electrical-discharge machining or sparkerosion machining (EDM) uses
*
Electrodischarge Machining
Electrodischarge machining, also called electrical-discharge machining or sparkerosion machining (EDM) uses
Слайд 33*
Each discharge removes a small volume of material, typically in the range
*
Each discharge removes a small volume of material, typically in the range
Слайд 34*
Screen Printing
Screen printing, also known as silk screening.
In electronics, it has long
*
Screen Printing
Screen printing, also known as silk screening.
In electronics, it has long
Слайд 35*
Screen printing begins with the production of a stencil, which is a
*
Screen printing begins with the production of a stencil, which is a
Слайд 36*
Drying evaporates the solvent.
Firing burns off the organic binder and sinters the
*
Drying evaporates the solvent.
Firing burns off the organic binder and sinters the
Слайд 38*
Microcontact Printing/Soft Lithography
Microcontact printing, a microscale form of ink printing also called
*
Microcontact Printing/Soft Lithography
Microcontact printing, a microscale form of ink printing also called
Слайд 39*
An “ink,” a liquid solution typically of an alkanethiol (a hydrocarbon chain
*
An “ink,” a liquid solution typically of an alkanethiol (a hydrocarbon chain
Слайд 40*
Several variations on this scheme may be performed. In one, a metal
*
Several variations on this scheme may be performed. In one, a metal
Слайд 41*
In organic chemistry, a thiol is an organosulfur compound is an organosulfur compound that contains a carbon-bonded sulfhydryl
*
In organic chemistry, a thiol is an organosulfur compound is an organosulfur compound that contains a carbon-bonded sulfhydryl
Слайд 43*
Figure 1: PDMS master is created by patterning silicon, pouring and curing
*
Figure 1: PDMS master is created by patterning silicon, pouring and curing
Слайд 44*
As with microcontact printing, nanoimprint lithography has the goal of generating submicrometer
*
As with microcontact printing, nanoimprint lithography has the goal of generating submicrometer
Слайд 45*
The mold is then pressed into the resist, which flows to the
*
The mold is then pressed into the resist, which flows to the
Слайд 48*
Thermoplastic nanoimprint lithography
Thermoplastic nanoimprint lithography (T-NIL) is the earliest nanoimprint lithography developed
*
Thermoplastic nanoimprint lithography
Thermoplastic nanoimprint lithography (T-NIL) is the earliest nanoimprint lithography developed
Слайд 49*
Alternatively, cold welding between two metal surfaces could also transfer low dimensional nanostructured metal
*
Alternatively, cold welding between two metal surfaces could also transfer low dimensional nanostructured metal
Слайд 50*
Photo nanoimprint lithography
In photo nanoimprint lithography (P-NIL), a photo(UV) curable liquid resist is applied
*
Photo nanoimprint lithography
In photo nanoimprint lithography (P-NIL), a photo(UV) curable liquid resist is applied
Слайд 52*
Ultrasonic Machining
In ultrasonic machining, also known as ultrasonic impact grinding, a transducer
*
Ultrasonic Machining
In ultrasonic machining, also known as ultrasonic impact grinding, a transducer
Слайд 53*
Figure 3.28 shows examples in several materials. The hole shape matches that
*
Figure 3.28 shows examples in several materials. The hole shape matches that
Слайд 54*
Al2O3 ceramic
Glass
Glass
Al2O3 ceramic
Si
*
Al2O3 ceramic
Glass
Glass
Al2O3 ceramic
Si
Слайд 55*
Combining the Tools—Examples of Commercial Processes.
Polysilicon Surface Micromachining.
The polysilicon is deposited using
*
Combining the Tools—Examples of Commercial Processes.
Polysilicon Surface Micromachining.
The polysilicon is deposited using
Слайд 56*
Each of the layers in the stack is lithographically patterned and etched
*
Each of the layers in the stack is lithographically patterned and etched
Слайд 58*
Gears, micromotors, beams, simple as well as hinged plates, and a number
*
Gears, micromotors, beams, simple as well as hinged plates, and a number
Слайд 59*
Surface micromachining is not limited to the materials just described. Many systems
*
Surface micromachining is not limited to the materials just described. Many systems
Слайд 60*
Ammonium persulfate (NH4)2S2O8
*
Ammonium persulfate (NH4)2S2O8
Слайд 61*
Combining Silicon Fusion Bonding with Reactive Ion Etching
The silicon fusion bonding with
*
Combining Silicon Fusion Bonding with Reactive Ion Etching
The silicon fusion bonding with
Слайд 62*
The basic process flow begins by etching a cavity in a first
*
The basic process flow begins by etching a cavity in a first
Слайд 64*
The high aspect ratio and depth available using the SFB-DRIE process add
*
The high aspect ratio and depth available using the SFB-DRIE process add
Слайд 66*
DRIE of SOI Wafers
The availability of double-sided aligners, DRIE tools, and SOI
*
DRIE of SOI Wafers
The availability of double-sided aligners, DRIE tools, and SOI
Слайд 67*
Finally, the now-freestanding buried oxide is etched away, typically with hydrogen fluoride
*
Finally, the now-freestanding buried oxide is etched away, typically with hydrogen fluoride
Слайд 69*
Similar processes are in development or commercial use by companies including thе
*
Similar processes are in development or commercial use by companies including thе
Слайд 70*
Single Crystal Reactive Etching and Metallization
The single-crystal reactive etching and metallization (SCREAM)
*
Single Crystal Reactive Etching and Metallization
The single-crystal reactive etching and metallization (SCREAM)
 Prakticheskaya_rabota_2
Prakticheskaya_rabota_2 Презентация на тему Почему нужно быть терпимым
Презентация на тему Почему нужно быть терпимым Феофан Грек, Андрей Рублев
Феофан Грек, Андрей Рублев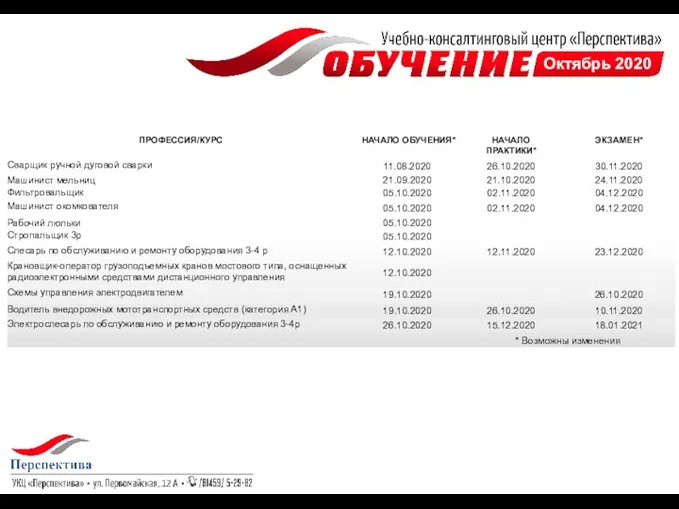 Учебно-консалтинговый центр Перспектива
Учебно-консалтинговый центр Перспектива Медиа-возможности в наружной рекламе Краткое руководство для операторов
Медиа-возможности в наружной рекламе Краткое руководство для операторов Свято-Троицкий мужской Зеленецкий монастырь
Свято-Троицкий мужской Зеленецкий монастырь Рекламная сеть Яндекса. Белорусский центр обслуживания партнеров
Рекламная сеть Яндекса. Белорусский центр обслуживания партнеров Сочетание цветов в интерьере кухни
Сочетание цветов в интерьере кухни МиАвАСС занятие 3
МиАвАСС занятие 3 Ledeco – профессиональный партнер в сфере реализации инженерно-строительных проектов
Ledeco – профессиональный партнер в сфере реализации инженерно-строительных проектов Click to edit Master title style Click to edit Master subtitle style
Click to edit Master title style Click to edit Master subtitle style  Инвестиционные пакеты
Инвестиционные пакеты Between the Revolutions March to October 1917
Between the Revolutions March to October 1917 История Тульского пряника
История Тульского пряника Первое Ипотечное Коллекторское АгентствоПрофилактика невозможности возврата проблемной задолженности Кредитора путем минимиз
Первое Ипотечное Коллекторское АгентствоПрофилактика невозможности возврата проблемной задолженности Кредитора путем минимиз What is London famous for?
What is London famous for? Семь чудес света из металлов
Семь чудес света из металлов Эскизный проект упаковки наручных часов
Эскизный проект упаковки наручных часов My Altai
My Altai Техника защиты фирмы KRONE
Техника защиты фирмы KRONE Традиционные сюжеты Городецкой росписи
Традиционные сюжеты Городецкой росписи Деловое общение предпринимателя и практика переговоров
Деловое общение предпринимателя и практика переговоров Управление изменениями в организации. Методы разрешения конфликтной ситуации
Управление изменениями в организации. Методы разрешения конфликтной ситуации Искусство спора
Искусство спора Знакомство с понятием «сложные слова»
Знакомство с понятием «сложные слова» Титаны Возрождения Леонардо да Винчи (1452-1519)
Титаны Возрождения Леонардо да Винчи (1452-1519) Приборы РХР. Дозиметр-радиометр универсальный МКС-У
Приборы РХР. Дозиметр-радиометр универсальный МКС-У Организационный коучинг
Организационный коучинг