- Государственные первичные эталоны единиц величин

Содержание
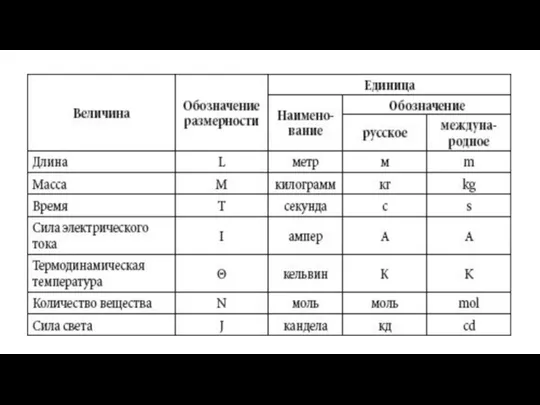
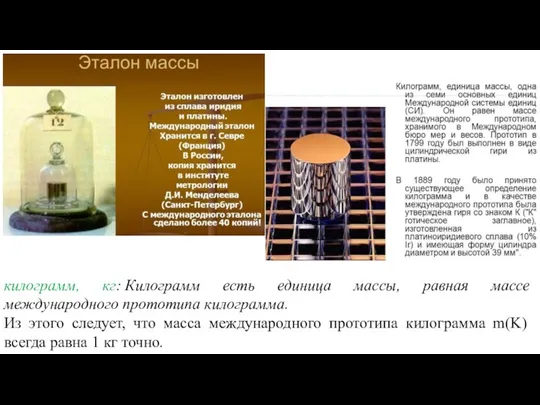
- 7. килограмм, кг: Килограмм есть единица массы, равная массе международного прототипа килограмма. Из этого следует, что масса
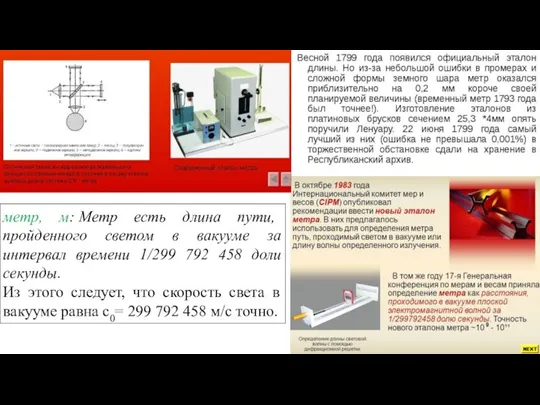
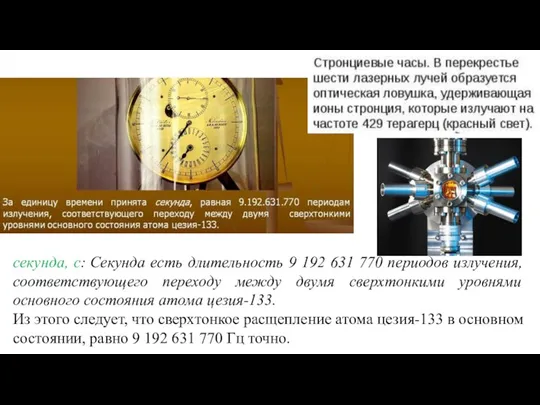
- 8. секунда, с: Секунда есть длительность 9 192 631 770 периодов излучения, соответствующего переходу между двумя сверхтонкими
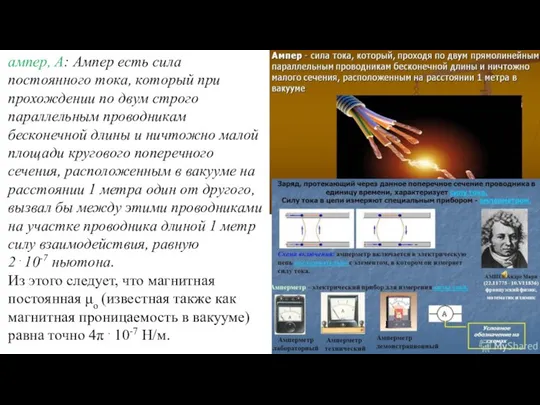
- 9. ампер, А: Ампер есть сила постоянного тока, который при прохождении по двум строго параллельным проводникам бесконечной
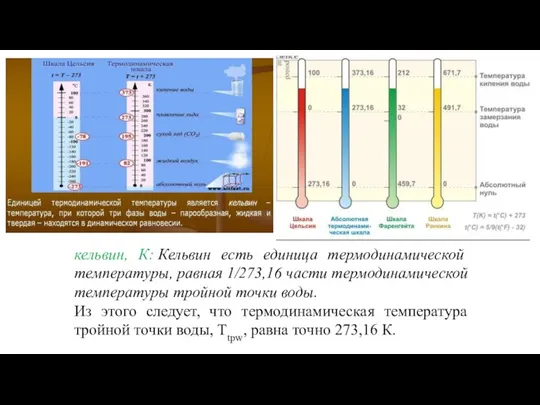
- 10. кельвин, К: Кельвин есть единица термодинамической температуры, равная 1/273,16 части термодинамической температуры тройной точки воды. Из
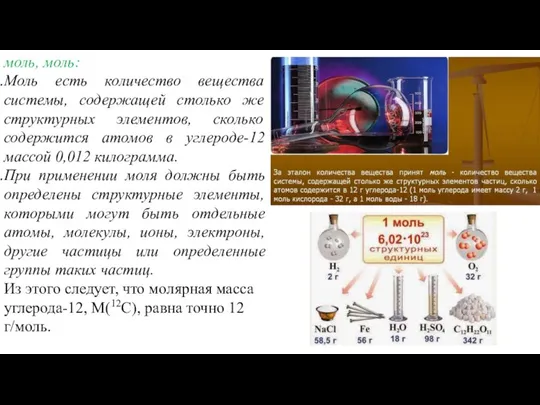
- 11. моль, моль: Моль есть количество вещества системы, содержащей столько же структурных элементов, сколько содержится атомов в
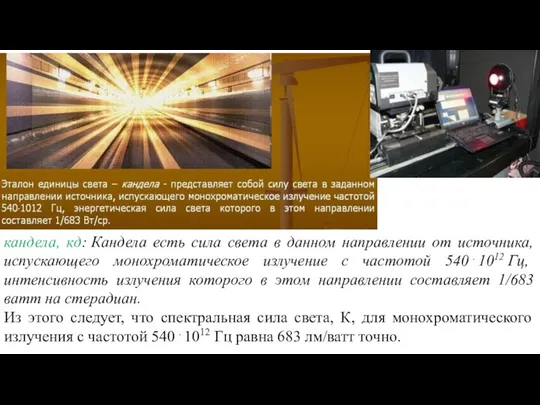
- 12. кандела, кд: Кандела есть сила света в данном направлении от источника, испускающего монохроматическое излучение с частотой
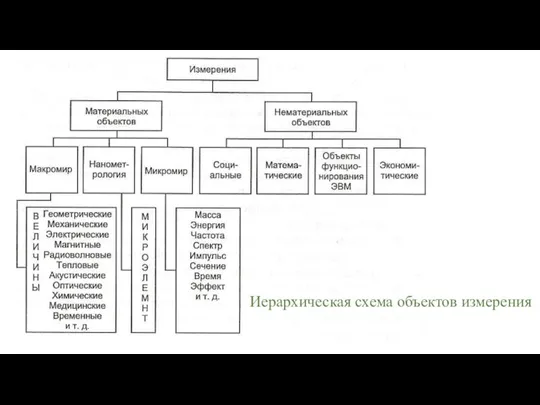
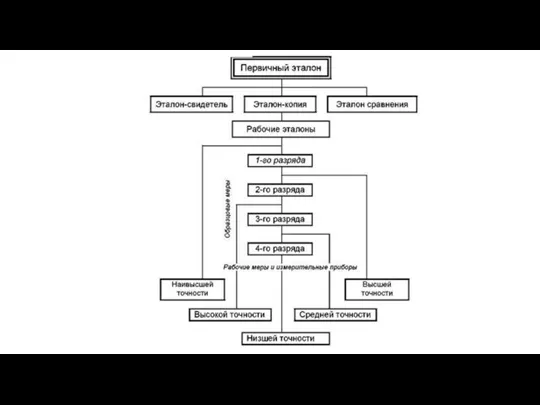
- 13. Иерархическая схема объектов измерения
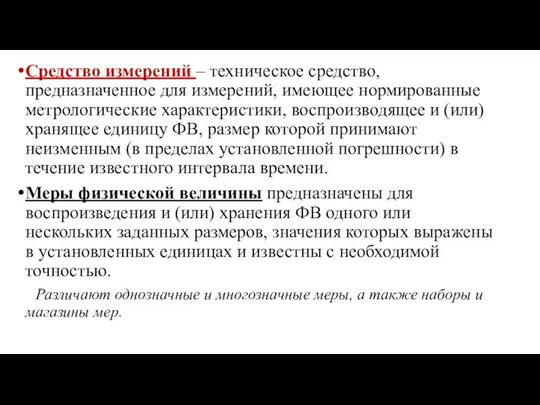
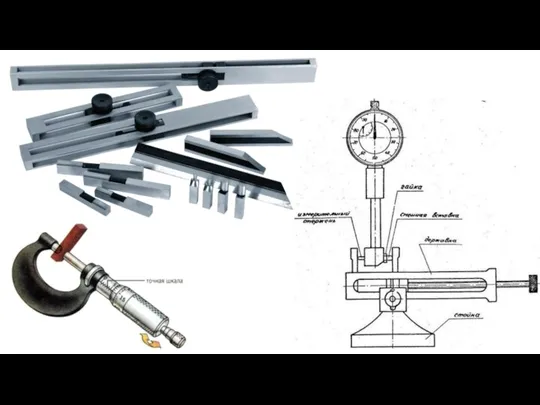
- 16. Средство измерений – техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящее и (или) хранящее
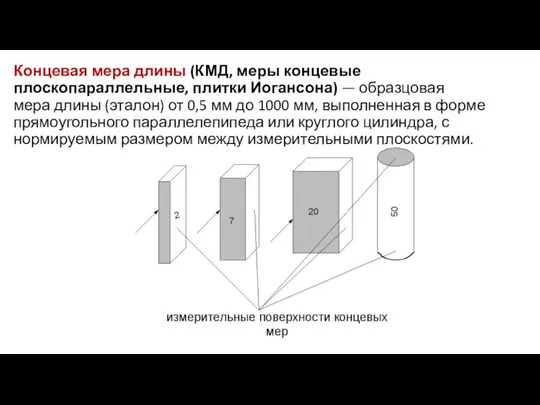
- 17. Концевая мера длины (КМД, меры концевые плоскопараллельные, плитки Иогансона) — образцовая мера длины (эталон) от 0,5
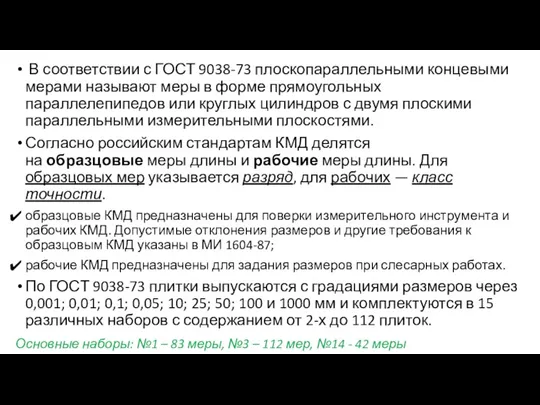
- 18. В соответствии с ГОСТ 9038-73 плоскопараллельными концевыми мерами называют меры в форме прямоугольных параллелепипедов или круглых
- 19. Главным предназначением является сохранение и передача единицы длины. Концевыми мерами проверяют, калибруют или устанавливают на размер
- 20. Доверительная погрешность измерений длины при доверительной вероятности 0,99 не должна превышать для разряда, мкм: 1-го +/-
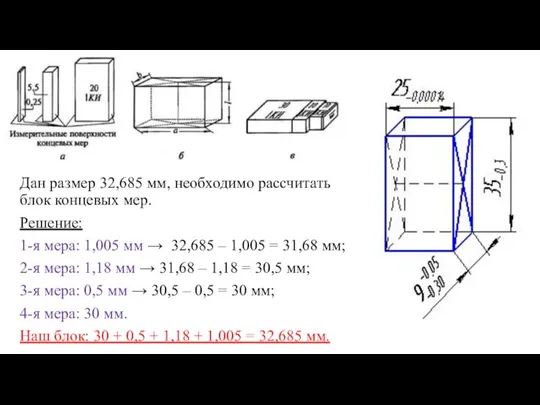
- 21. Дан размер 32,685 мм, необходимо рассчитать блок концевых мер. Решение: 1-я мера: 1,005 мм → 32,685
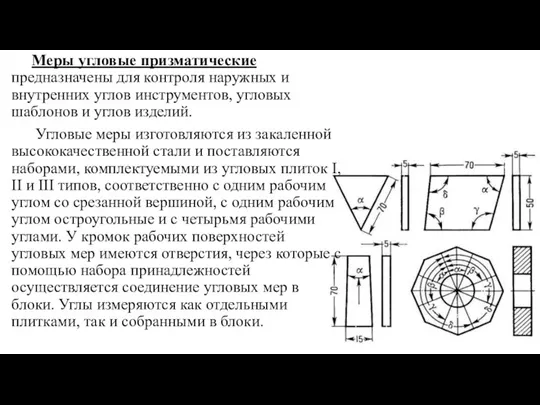
- 23. Меры угловые призматические предназначены для контроля наружных и внутренних углов инструментов, угловых шаблонов и углов изделий.
- 25. Меры угловые служат для воспроизведения углов заданных размеров. М.у. бывают однозначные и многозначные. К однозначным М.у.
- 26. Контроль – процедура оценивания соответствия путем наблюдения и выработки заключения, сопровождаемых соответствующими измерениями, испытаниями и калибровкой
- 27. Калибрами называются средства контроля, служащие для проверки соответствия техническим условиям размеров, формы и взаимного расположения осей
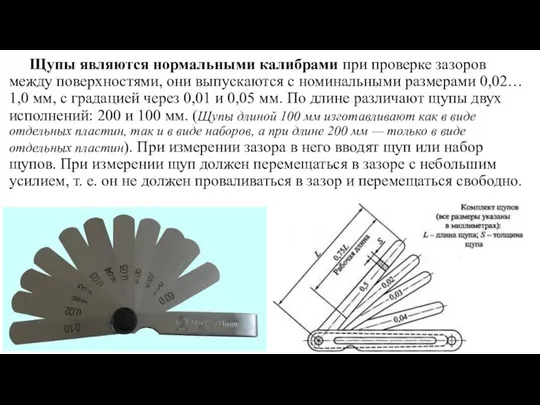
- 28. Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными размерами 0,02… 1,0
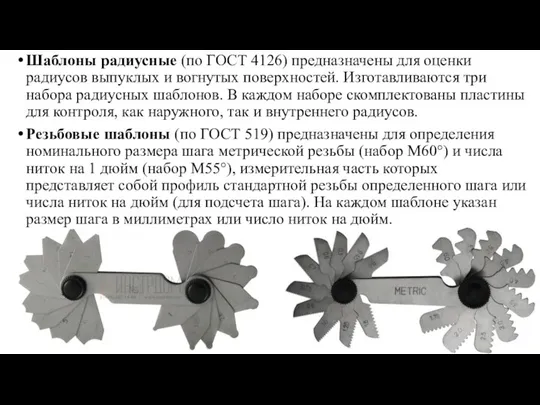
- 29. Шаблоны радиусные (по ГОСТ 4126) предназначены для оценки радиусов выпуклых и вогнутых поверхностей. Изготавливаются три набора
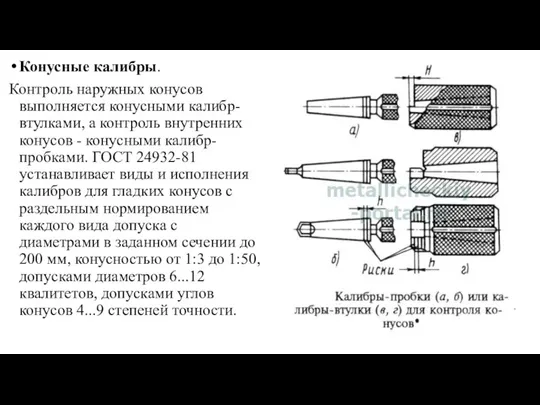
- 32. Конусные калибры. Контроль наружных конусов выполняется конусными калибр-втулками, а контроль внутренних конусов - конусными калибр-пробками. ГОСТ
- 34. Скачать презентацию
Слайд 7килограмм, кг: Килограмм есть единица массы, равная массе международного прототипа килограмма.
Из этого следует,
килограмм, кг: Килограмм есть единица массы, равная массе международного прототипа килограмма.
Из этого следует,
Слайд 8секунда, с: Секунда есть длительность 9 192 631 770 периодов излучения, соответствующего переходу
секунда, с: Секунда есть длительность 9 192 631 770 периодов излучения, соответствующего переходу
Слайд 9ампер, А: Ампер есть сила постоянного тока, который при прохождении по двум строго
ампер, А: Ампер есть сила постоянного тока, который при прохождении по двум строго
Слайд 10кельвин, К: Кельвин есть единица термодинамической температуры, равная 1/273,16 части термодинамической температуры тройной
кельвин, К: Кельвин есть единица термодинамической температуры, равная 1/273,16 части термодинамической температуры тройной
Слайд 11моль, моль:
Моль есть количество вещества системы, содержащей столько же структурных элементов, сколько
моль, моль:
Моль есть количество вещества системы, содержащей столько же структурных элементов, сколько
Слайд 12кандела, кд: Кандела есть сила света в данном направлении от источника, испускающего монохроматическое
кандела, кд: Кандела есть сила света в данном направлении от источника, испускающего монохроматическое
Слайд 13Иерархическая схема объектов измерения
Иерархическая схема объектов измерения
Слайд 16Средство измерений – техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики,
Средство измерений – техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики,
Слайд 17Концевая мера длины (КМД, меры концевые плоскопараллельные, плитки Иогансона) — образцовая мера длины (эталон)
Концевая мера длины (КМД, меры концевые плоскопараллельные, плитки Иогансона) — образцовая мера длины (эталон)
Слайд 18 В соответствии с ГОСТ 9038-73 плоскопараллельными концевыми мерами называют меры в форме
В соответствии с ГОСТ 9038-73 плоскопараллельными концевыми мерами называют меры в форме
Слайд 19 Главным предназначением является сохранение и передача единицы длины.
Концевыми мерами проверяют, калибруют
Главным предназначением является сохранение и передача единицы длины.
Концевыми мерами проверяют, калибруют
Слайд 20Доверительная погрешность измерений длины при доверительной вероятности 0,99 не должна превышать для
Доверительная погрешность измерений длины при доверительной вероятности 0,99 не должна превышать для

Слайд 21Дан размер 32,685 мм, необходимо рассчитать блок концевых мер.
Решение:
1-я мера: 1,005 мм
Дан размер 32,685 мм, необходимо рассчитать блок концевых мер.
Решение:
1-я мера: 1,005 мм
Слайд 23 Меры угловые призматические предназначены для контроля наружных и внутренних углов инструментов, угловых
Меры угловые призматические предназначены для контроля наружных и внутренних углов инструментов, угловых

Слайд 25 Меры угловые служат для воспроизведения углов заданных размеров. М.у. бывают однозначные
Меры угловые служат для воспроизведения углов заданных размеров. М.у. бывают однозначные
Слайд 26Контроль – процедура оценивания соответствия путем наблюдения и выработки заключения, сопровождаемых соответствующими
Контроль – процедура оценивания соответствия путем наблюдения и выработки заключения, сопровождаемых соответствующими
Слайд 27 Калибрами называются средства контроля, служащие для проверки соответствия техническим условиям размеров, формы
Калибрами называются средства контроля, служащие для проверки соответствия техническим условиям размеров, формы
Слайд 28 Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными
Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными
Слайд 29Шаблоны радиусные (по ГОСТ 4126) предназначены для оценки радиусов выпуклых и вогнутых поверхностей.
Шаблоны радиусные (по ГОСТ 4126) предназначены для оценки радиусов выпуклых и вогнутых поверхностей.

Слайд 32Конусные калибры.
Контроль наружных конусов выполняется конусными калибр-втулками, а контроль внутренних конусов -
Конусные калибры.
Контроль наружных конусов выполняется конусными калибр-втулками, а контроль внутренних конусов -
 Проект индивидуального жилого дома (45 м 2)
Проект индивидуального жилого дома (45 м 2) Институт философии и социально-политических наук. Культурология. Бакалавр
Институт философии и социально-политических наук. Культурология. Бакалавр Финансовая оценка марочного капитала
Финансовая оценка марочного капитала  Реселл. Есть ли будущее у реселлеров
Реселл. Есть ли будущее у реселлеров Презентация на тему Строение органов дыхания
Презентация на тему Строение органов дыхания  Презентация на тему Московский Кремль
Презентация на тему Московский Кремль  Синдром артериальной гипертензии
Синдром артериальной гипертензии  Лаки Лаундж
Лаки Лаундж Линия
Линия Темперамент
Темперамент Развитие гибкости младших школьников через использование игрового метода на уроках физической культуры
Развитие гибкости младших школьников через использование игрового метода на уроках физической культуры Национальная академия медицинских наук Украины ГУ «Институт общей и неотложной хирургии»
Национальная академия медицинских наук Украины ГУ «Институт общей и неотложной хирургии» Что такое маркетинговое исследование?
Что такое маркетинговое исследование? Закон радиоактивного распада
Закон радиоактивного распада Präsentation1
Präsentation1 Причины возникновения стрессовых состояний и их профилактика
Причины возникновения стрессовых состояний и их профилактика Лексика, фразеология, изобразительно-выразительные средства языка
Лексика, фразеология, изобразительно-выразительные средства языка Апрель
Апрель «АГРЕССИЯ В ЕСТЕСТВЕННЫХ УСЛОВИЯХ»
«АГРЕССИЯ В ЕСТЕСТВЕННЫХ УСЛОВИЯХ» Булгаковская Москва
Булгаковская Москва Объект и пространство
Объект и пространство Презентация на тему Иисус Христос – историческая личность или мифологический герой
Презентация на тему Иисус Христос – историческая личность или мифологический герой Пахолюк Тетяна Володимирівна викладач по класу домри та гітари. Фотоальбом
Пахолюк Тетяна Володимирівна викладач по класу домри та гітари. Фотоальбом Финансовая модель бизнеса. Подсчет расходов. Кассовые разрывы
Финансовая модель бизнеса. Подсчет расходов. Кассовые разрывы Презентация на тему Подготовка к выходу на природу 6 класс
Презентация на тему Подготовка к выходу на природу 6 класс Обществознание ЕГЭ. Эффективная подготовка
Обществознание ЕГЭ. Эффективная подготовка Экономический потенциал малого и среднего бизнеса в Жамбылской области
Экономический потенциал малого и среднего бизнеса в Жамбылской области English-speaking countries, and other popular things
English-speaking countries, and other popular things