- Л4.2. Химико-термическая обработка сталей

Содержание
- 2. Модуль 4. Основы термической и химико-термической обработки металлов. Слайд 14.01
- 3. Понятие химико-термической обработки. Слайд 14.02 Химико-термическая обработка (ХТО) – технологический процесс, сочетающий в себе химическое и
- 4. Цель химико-термической улучшить поверхностные свойства деталей, что достигается диффузией упрочняющего компонента. После диффузии в поверхностном слое
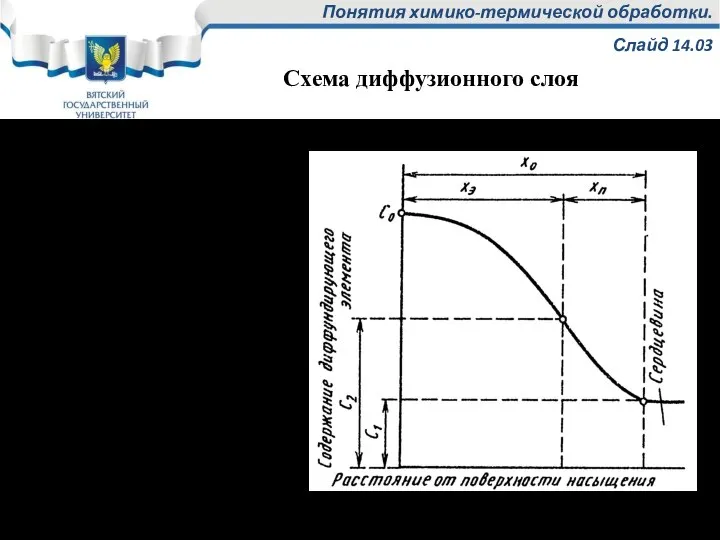
- 5. Понятия химико-термической обработки. Слайд 14.03 х0 – общая толщина диффузионного слоя; хэ - эффективная толщина диффузионного
- 6. Понятие химико-термической обработки. 1 – элементы, образующие твёрдые растворы внедрения (углерод, азот); 2 – элементы, образующие
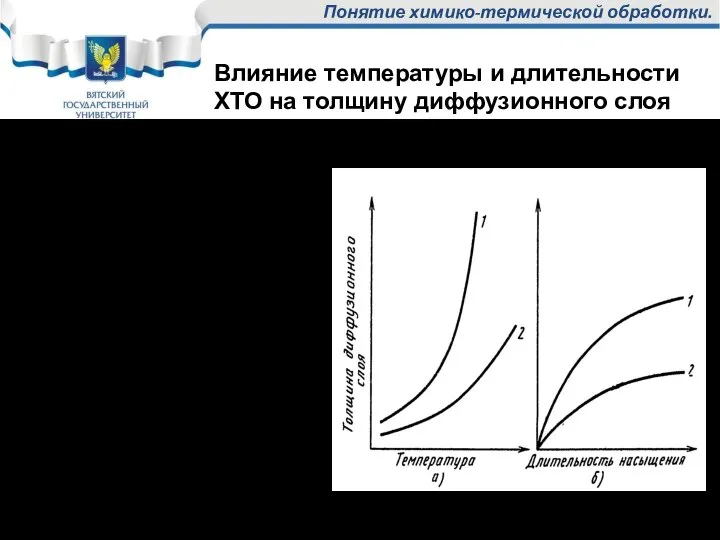
- 7. Параметры ХТО Состав среды, содержащей диффундирующий в металл элемент; Температура ХТО; Длительность ХТО обработки; Толщина эффективного
- 8. Цементация. Слайд 14.05 Цементация - это процесс диффузионного насыщения поверхностного слоя стальных деталей углеродом. Цементации подвергаются
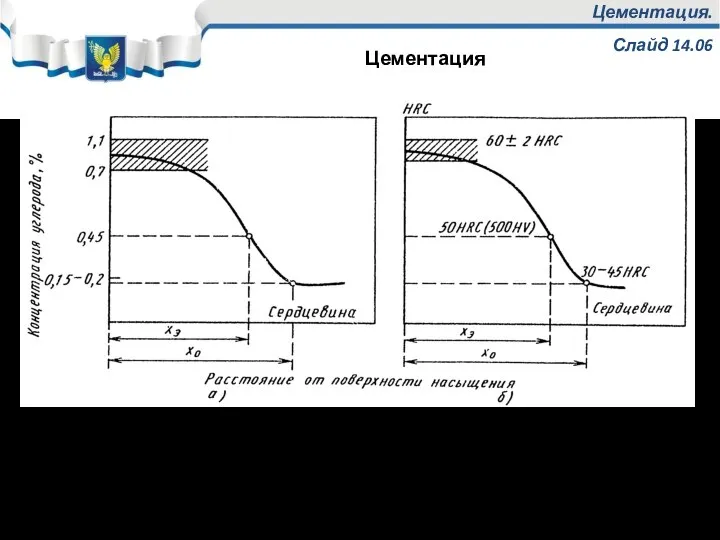
- 9. Цементация. Слайд 14.06 Схема распределения углерода и твёрдости после закалки и низкого отпуска по толщине цементированного
- 10. Цементация. Слайд 14.07 2. Цементация в твёрдой фазе (в твёрдом карбюризаторе). В качестве карбюризатора используют смесь
- 11. Цементация. Слайд 14.08 После цементации из-за длительной выдержки при высоких температурах сталь становится крупнозернистой. Это обстоятельство
- 12. Цементация. Слайд 14.09 При более высоких требованиях к структуре после цементации детали подвергают охлаждению на воздухе,
- 13. Азотирование. Слайд 14.10 Азотирование - это процесс насыщения поверхностного слоя азотом. Используется для легированных сталей. Процесс
- 14. Нитроцементация. Слайд 14.11 Поверхностная твердость и износостойкость при азотировании достигается образованием в поверхностных слоях нитридов (Fe4N,
- 15. Нитроцементация Нитроцементация сталей — процесс насыщения повехности стали одновременно углеродом и азотом °С в газовой среде,
- 16. Нитроцементация Несмотря на значительно более низкую температуру насыщения, скорость роста диффузионного слоя при цементации (930—950 °С)
- 17. Нитроцементация Нитроцементация применяется, например, для зубчатых колес выполняемых из сталей 25ХГТ, 25ХГМ и 25ХГМТ, по условиям
- 18. Цианирование. Слайд 14.12 Цианирование - это процесс насыщения поверхностного слоя углеродом и азотом в солевых ваннах.
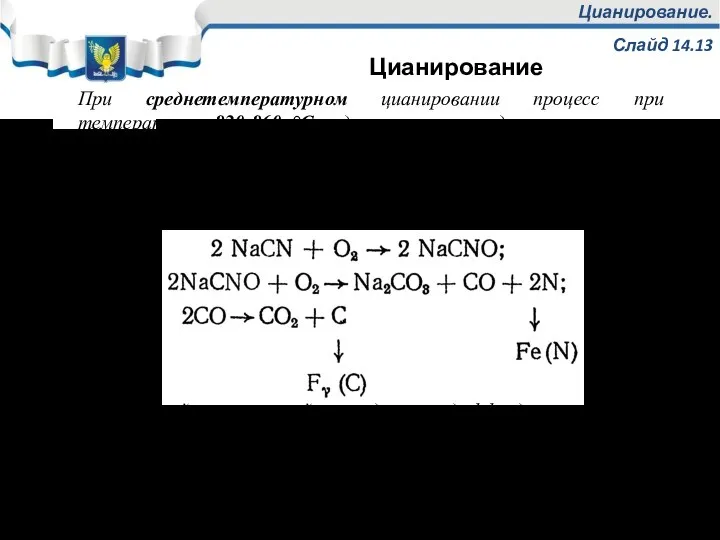
- 19. Цианирование. Слайд 14.13 При среднетемпературном цианировании процесс при температурах 820-860 °С ведут в ваннах, содержащих расплав
- 20. Цианирование. Слайд 14.14 Высокотемпературное цианирование применяют для получения слоя толщиной 0,5-2,0 мм. Температура процесса 930-950 °С.
- 21. Классификация сталей по областям применения 1. Строительные стали: 0,1-0,2 % С. Стали хорошо свариваются, прочность сварного
- 22. Классификация сталей по областям применения 3. Улучшаемые стали (0,3 – 0,5 %) Стали, содержащие не более
- 24. Скачать презентацию
Слайд 3Понятие химико-термической обработки.
Слайд 14.02
Химико-термическая обработка (ХТО) – технологический процесс, сочетающий в себе
Понятие химико-термической обработки.
Слайд 14.02
Химико-термическая обработка (ХТО) – технологический процесс, сочетающий в себе
Слайд 4Цель химико-термической улучшить поверхностные свойства деталей, что достигается диффузией упрочняющего компонента.
После диффузии
Цель химико-термической улучшить поверхностные свойства деталей, что достигается диффузией упрочняющего компонента.
После диффузии
Слайд 5Понятия химико-термической обработки.
Слайд 14.03
х0 – общая толщина диффузионного слоя;
хэ - эффективная толщина
Понятия химико-термической обработки.
Слайд 14.03
х0 – общая толщина диффузионного слоя;
хэ - эффективная толщина
Слайд 6Понятие химико-термической обработки.
1 – элементы, образующие твёрдые растворы внедрения (углерод, азот);
2 –
Понятие химико-термической обработки.
1 – элементы, образующие твёрдые растворы внедрения (углерод, азот);
2 –
Слайд 7Параметры ХТО
Состав среды, содержащей диффундирующий в металл элемент;
Температура ХТО;
Длительность ХТО обработки;
Толщина эффективного
Параметры ХТО
Состав среды, содержащей диффундирующий в металл элемент;
Температура ХТО;
Длительность ХТО обработки;
Толщина эффективного
Слайд 8Цементация.
Слайд 14.05
Цементация - это процесс диффузионного насыщения поверхностного слоя стальных деталей углеродом.
Цементация.
Слайд 14.05
Цементация - это процесс диффузионного насыщения поверхностного слоя стальных деталей углеродом.
Слайд 9Цементация.
Слайд 14.06
Схема распределения углерода и твёрдости после закалки и низкого отпуска по
Цементация.
Слайд 14.06
Схема распределения углерода и твёрдости после закалки и низкого отпуска по
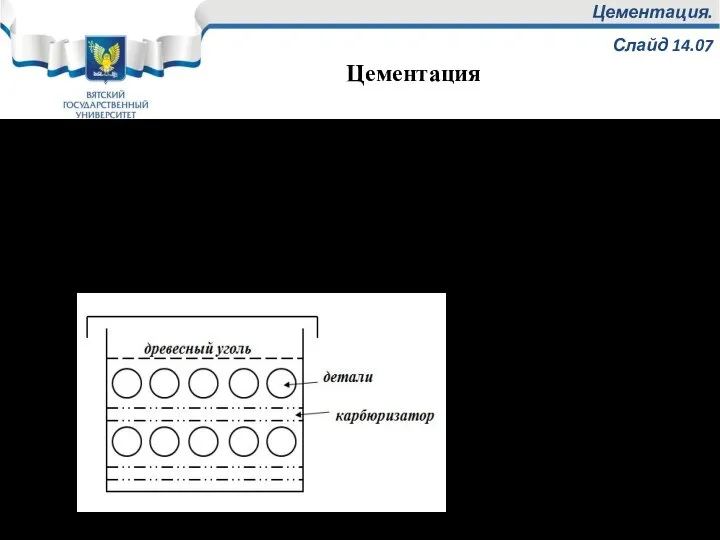
Слайд 10Цементация.
Слайд 14.07
2. Цементация в твёрдой фазе (в твёрдом карбюризаторе).
В качестве карбюризатора используют
Цементация.
Слайд 14.07
2. Цементация в твёрдой фазе (в твёрдом карбюризаторе).
В качестве карбюризатора используют
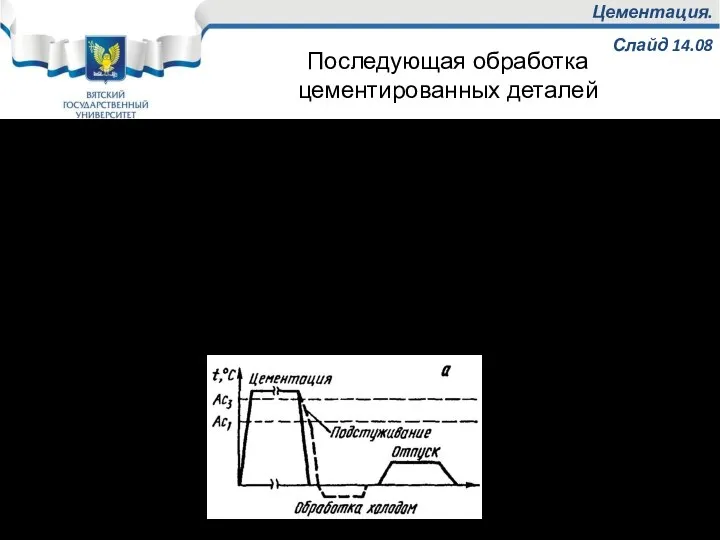
Слайд 11Цементация.
Слайд 14.08
После цементации из-за длительной выдержки при высоких температурах сталь становится крупнозернистой.
Цементация.
Слайд 14.08
После цементации из-за длительной выдержки при высоких температурах сталь становится крупнозернистой.
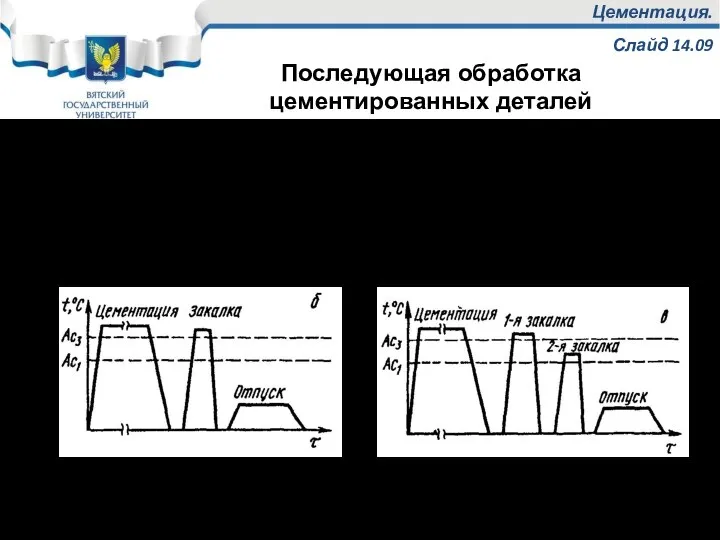
Слайд 12Цементация.
Слайд 14.09
При более высоких требованиях к структуре после цементации детали подвергают охлаждению
Цементация.
Слайд 14.09
При более высоких требованиях к структуре после цементации детали подвергают охлаждению
Слайд 13Азотирование.
Слайд 14.10
Азотирование - это процесс насыщения поверхностного слоя азотом. Используется для легированных
Азотирование.
Слайд 14.10
Азотирование - это процесс насыщения поверхностного слоя азотом. Используется для легированных
Слайд 14Нитроцементация.
Слайд 14.11
Поверхностная твердость и износостойкость при азотировании достигается образованием в поверхностных слоях
Нитроцементация.
Слайд 14.11
Поверхностная твердость и износостойкость при азотировании достигается образованием в поверхностных слоях
Слайд 15Нитроцементация
Нитроцементация сталей — процесс насыщения повехности стали одновременно углеродом и азотом °С
Нитроцементация
Нитроцементация сталей — процесс насыщения повехности стали одновременно углеродом и азотом °С
Слайд 16Нитроцементация
Несмотря на значительно более низкую температуру насыщения, скорость роста диффузионного слоя при
Нитроцементация
Несмотря на значительно более низкую температуру насыщения, скорость роста диффузионного слоя при
Слайд 17Нитроцементация
Нитроцементация применяется, например, для зубчатых колес выполняемых из сталей 25ХГТ, 25ХГМ и
Нитроцементация
Нитроцементация применяется, например, для зубчатых колес выполняемых из сталей 25ХГТ, 25ХГМ и
Слайд 18Цианирование.
Слайд 14.12
Цианирование - это процесс насыщения поверхностного слоя углеродом и азотом в
Цианирование.
Слайд 14.12
Цианирование - это процесс насыщения поверхностного слоя углеродом и азотом в
Слайд 19Цианирование.
Слайд 14.13
При среднетемпературном цианировании процесс при температурах 820-860 °С ведут в ваннах,
Цианирование.
Слайд 14.13
При среднетемпературном цианировании процесс при температурах 820-860 °С ведут в ваннах,
Слайд 20Цианирование.
Слайд 14.14
Высокотемпературное цианирование применяют для получения слоя толщиной 0,5-2,0 мм. Температура процесса
Цианирование.
Слайд 14.14
Высокотемпературное цианирование применяют для получения слоя толщиной 0,5-2,0 мм. Температура процесса
Слайд 21Классификация сталей по областям применения
1. Строительные стали: 0,1-0,2 % С.
Стали хорошо
Классификация сталей по областям применения
1. Строительные стали: 0,1-0,2 % С.
Стали хорошо
Слайд 22Классификация сталей по областям применения
3. Улучшаемые стали (0,3 – 0,5 %)
Стали, содержащие
Классификация сталей по областям применения
3. Улучшаемые стали (0,3 – 0,5 %)
Стали, содержащие
 Этюд. Построение мебели. 8 тема
Этюд. Построение мебели. 8 тема Комплексная программаинформационно-аналитическогосопровождения тестирования студентовi-exam.ru
Комплексная программаинформационно-аналитическогосопровождения тестирования студентовi-exam.ru ВКР: Совершенствование активных методов обслуживания покупателей в магазине
ВКР: Совершенствование активных методов обслуживания покупателей в магазине Развитие методов синтеза, исследование физико-химических и электрофизических свойств модифицированных наноуглеродных и фторугл
Развитие методов синтеза, исследование физико-химических и электрофизических свойств модифицированных наноуглеродных и фторугл Операционная деятельность в логистике. ПОЧУ Улан-Удэнский торгово-экономический техникум. Егорова Юлия
Операционная деятельность в логистике. ПОЧУ Улан-Удэнский торгово-экономический техникум. Егорова Юлия Социально-образовательный проект «Телецентр. Школьные новости»
Социально-образовательный проект «Телецентр. Школьные новости» Как писать жи - ши, ча - ща, чу - щу, чк - чн - нч - нщ?
Как писать жи - ши, ча - ща, чу - щу, чк - чн - нч - нщ? Логика
Логика Презентация на тему Стенокардия
Презентация на тему Стенокардия  Автоматическая энергосберегающая система освещения Automatic Energy Saving Lighting System
Автоматическая энергосберегающая система освещения Automatic Energy Saving Lighting System Как использовать в измерении социальных медиа практику смежных отраслей?
Как использовать в измерении социальных медиа практику смежных отраслей? Constitution Act, 1982
Constitution Act, 1982 Тема 5. Манипулятивные игры как форма социальной активности индивида
Тема 5. Манипулятивные игры как форма социальной активности индивида Воспитание 2005
Воспитание 2005 Группа поддержки спортивных команд GERBERA
Группа поддержки спортивных команд GERBERA Работа с корпорациями
Работа с корпорациями Как выполнить чертёж Брусок /стойка/. 10, 11 класс
Как выполнить чертёж Брусок /стойка/. 10, 11 класс Нематериальные активы – скрытые резервы бизнеса: ценности как источник стоимости
Нематериальные активы – скрытые резервы бизнеса: ценности как источник стоимости Виды ответственности за невыполнение нормативных правовых актов по охране труда
Виды ответственности за невыполнение нормативных правовых актов по охране труда Запись простого линейного алгоритма для формального исполнителя
Запись простого линейного алгоритма для формального исполнителя Обезьяны.
Обезьяны. Управление учебным процессом
Управление учебным процессом Макаронные изделия Makfa. Акция
Макаронные изделия Makfa. Акция Художественные промыслы Нижегородской области
Художественные промыслы Нижегородской области Золотое кольцо России город СУЗДАЛЬ
Золотое кольцо России город СУЗДАЛЬ Типы икон Богородицы
Типы икон Богородицы Диалог консультанта и клиента на примере практического случая
Диалог консультанта и клиента на примере практического случая Презентация на тему Отряд Крокодилы
Презентация на тему Отряд Крокодилы