- Литейные установки

Содержание
- 2. Для заполнения литейной полости расплавом в зубопротезной технике применяют следующие способы литья: центробежное, вакуумное, свободное и
- 3. Центробежное литье. При этом способе литья сплав может быть расплавлен по выбору: открытым пламенем, в печи
- 4. Когда сплав разжижен и достигнута необходимая температура литья, он заполняет литейную полость под воздействием центробежной силы.
- 5. Заполнение формы расплавом происходит при вращении привода центрифуги и влиянии трех разнонаправленных действующих сил. Основное воздействие
- 6. Так как привод (сила инерции центрифуги) приводится в движение по горизонтали, на нее действует также вторая,
- 7. Кронштейн центрифуги в начале вращения имеет непрерывно растущий крутящий момент для затекания расплава на первом обороте,
- 8. Гомогенный расплав должен равномерно затекать при первом обороте и испытывать оптимальное давление для уплотнения на втором.
- 9. Вакуумное литье Для вакуумного литья подходят только закрытые процессы плавки с использованием печей нагрева сопротивлением или
- 10. Вакуум создает разрежение воздуха в литейной полости, уменьшая сопротивление воздуха для заполнения ее расплавом в процессе
- 11. Однако вакуум - это полностью безвоздушное пространство, а разреженное воздушное пространство не является вакуумом. По этой
- 12. Плавка литейных сплавов Для литья сплав необходимо расплавить. Это нужно делать как можно осторожнее, постепенным равномерным
- 13. Состояние сплава между точкой ликвидуса и точкой заливки называется «жидкий расплав». Точка заливки не может быть
- 14. Способы плавления: 1.Одна из возможностей расплавить сплав - это использование открытого пламени. В этом случае применяют
- 15. 2. Плавка в печах нагрева электросопротивлением Нагрев осуществляется за счет сопротивления нагревательной проводниковой катушки при прохождении
- 16. Показатель температуры нагревательного элемента зависит от потерь при переносе тепла на тигель с расплавом. Тепловая энергия,
- 17. 3. Плавка в индукционных печах Электропечь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемый
- 18. Напряжение высокой частоты с индукционной катушки воздействует на расплавляемый сплав, внутри керамического или графитового тигля возникают
- 19. 4. Плавка в дуговых печах. Электрическая дуга возникает между двумя электродами с постоянным током. Анод (отрицательный
- 21. Скачать презентацию
Слайд 2Для заполнения литейной полости расплавом в зубопротезной технике применяют следующие способы литья:
Для заполнения литейной полости расплавом в зубопротезной технике применяют следующие способы литья:
Слайд 3 Центробежное литье.
При этом способе литья сплав может быть расплавлен по
Центробежное литье.
При этом способе литья сплав может быть расплавлен по
Слайд 4 Когда сплав разжижен и достигнута необходимая температура литья, он заполняет литейную
Когда сплав разжижен и достигнута необходимая температура литья, он заполняет литейную
Слайд 5 Заполнение формы расплавом происходит
при вращении привода центрифуги и
влиянии
Заполнение формы расплавом происходит
при вращении привода центрифуги и
влиянии
Слайд 6Так как привод (сила инерции центрифуги)
приводится в движение по горизонтали, на
Так как привод (сила инерции центрифуги)
приводится в движение по горизонтали, на
Слайд 7Кронштейн центрифуги в начале вращения имеет непрерывно растущий крутящий момент для затекания
Кронштейн центрифуги в начале вращения имеет непрерывно растущий крутящий момент для затекания
Слайд 8Гомогенный расплав должен равномерно
затекать при первом обороте и испытывать оптимальное давление для
Гомогенный расплав должен равномерно
затекать при первом обороте и испытывать оптимальное давление для
Слайд 9Вакуумное литье
Для вакуумного литья подходят только закрытые процессы плавки с использованием печей
Вакуумное литье
Для вакуумного литья подходят только закрытые процессы плавки с использованием печей
Слайд 10Вакуум создает разрежение воздуха в литейной полости, уменьшая сопротивление воздуха для заполнения
Вакуум создает разрежение воздуха в литейной полости, уменьшая сопротивление воздуха для заполнения
Слайд 11Однако вакуум - это полностью безвоздушное пространство, а разреженное воздушное пространство не
Однако вакуум - это полностью безвоздушное пространство, а разреженное воздушное пространство не
Слайд 12 Плавка литейных сплавов
Для литья сплав необходимо расплавить. Это нужно делать как
Плавка литейных сплавов
Для литья сплав необходимо расплавить. Это нужно делать как
Слайд 13Состояние сплава между точкой ликвидуса и точкой заливки называется «жидкий расплав». Точка
Состояние сплава между точкой ликвидуса и точкой заливки называется «жидкий расплав». Точка
Слайд 14Способы плавления:
1.Одна из возможностей расплавить сплав - это использование открытого пламени.
Способы плавления:
1.Одна из возможностей расплавить сплав - это использование открытого пламени.
Слайд 152. Плавка в печах нагрева электросопротивлением
Нагрев осуществляется за счет сопротивления нагревательной проводниковой
2. Плавка в печах нагрева электросопротивлением
Нагрев осуществляется за счет сопротивления нагревательной проводниковой
Слайд 16Показатель температуры нагревательного элемента зависит от потерь при переносе тепла на тигель
Показатель температуры нагревательного элемента зависит от потерь при переносе тепла на тигель
Слайд 173. Плавка в индукционных печах
Электропечь работает по принципу трансформатора, у которого
3. Плавка в индукционных печах
Электропечь работает по принципу трансформатора, у которого
Слайд 18Напряжение высокой частоты с индукционной катушки воздействует на расплавляемый сплав, внутри керамического
Напряжение высокой частоты с индукционной катушки воздействует на расплавляемый сплав, внутри керамического
Слайд 194. Плавка в дуговых печах.
Электрическая дуга возникает между двумя электродами с постоянным
4. Плавка в дуговых печах.
Электрическая дуга возникает между двумя электродами с постоянным
 Презентация на тему Визуализация информации в текстовых документах (7 класс)
Презентация на тему Визуализация информации в текстовых документах (7 класс) Современное научное пространство и смысловые доминанты специальной психологии
Современное научное пространство и смысловые доминанты специальной психологии Родительское собрание 11 класса
Родительское собрание 11 класса lek_2_3
lek_2_3 Граффити, как вид современного искусства
Граффити, как вид современного искусства Презентация на тему В городе богини Афины
Презентация на тему В городе богини Афины 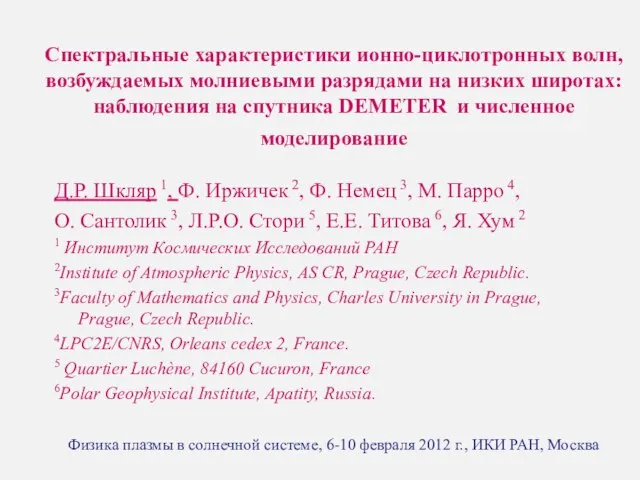 Спектральные характеристики ионно-циклотронных волн, возбуждаемых молниевыми разрядами на низких широтах: наблюдения на спутник
Спектральные характеристики ионно-циклотронных волн, возбуждаемых молниевыми разрядами на низких широтах: наблюдения на спутник Личность тренера в командообразовании
Личность тренера в командообразовании Николай Алексеевич Заболоцкий БИОГРАФИЯ
Николай Алексеевич Заболоцкий БИОГРАФИЯ Презентация на тему Проведение коммерческих переговоров
Презентация на тему Проведение коммерческих переговоров  Czech Republic
Czech Republic Нервная система
Нервная система  Презентация на тему Пространственная дискретизация
Презентация на тему Пространственная дискретизация  Кувырок назад в полушпагат
Кувырок назад в полушпагат Сибирский государственный индустриальный университет
Сибирский государственный индустриальный университет О компании
О компании Западно-Сибирский район
Западно-Сибирский район Отдел учета расходов
Отдел учета расходов Переход на кассовое обслуживание бюджетов государственных внебюджетных фондов
Переход на кассовое обслуживание бюджетов государственных внебюджетных фондов Калейдоскоп тепловых явлений
Калейдоскоп тепловых явлений Внешняя политика России в 60-70 гг. XIX в
Внешняя политика России в 60-70 гг. XIX в Возникновение христианства
Возникновение христианства Презентация на тему Сложение и вычитание рациональных чисел Устный опрос
Презентация на тему Сложение и вычитание рациональных чисел Устный опрос  КУРИТЬ - ЗДОРОВЬЮ ВРЕДИТЬ
КУРИТЬ - ЗДОРОВЬЮ ВРЕДИТЬ Модели семьив российском медиадискурсе:
Модели семьив российском медиадискурсе: М.Ю. Лермонтов «Песня... про купца Калашникова»
М.Ю. Лермонтов «Песня... про купца Калашникова» Лондон-город контрастов
Лондон-город контрастов Отчет Научно-практическая областная конференция «Инфекционные болезни. Клиника, диагностика, лечение и профилактика»
Отчет Научно-практическая областная конференция «Инфекционные болезни. Клиника, диагностика, лечение и профилактика»