- Литьё в кокиль. Центробежное литьё. Литьё под давлением

Содержание
- 2. Литьё в кокиль В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно
- 4. Процесс отливки в коккиль
- 5. Центробежное литьё Принцип центробежного литья заключается в том, что заполнение формы расплавом и формирование отливки происходят
- 6. Наиболее распространенным является способ литья пустотелых цилиндрических отливок в металлические формы с горизонтальной осью вращения. По
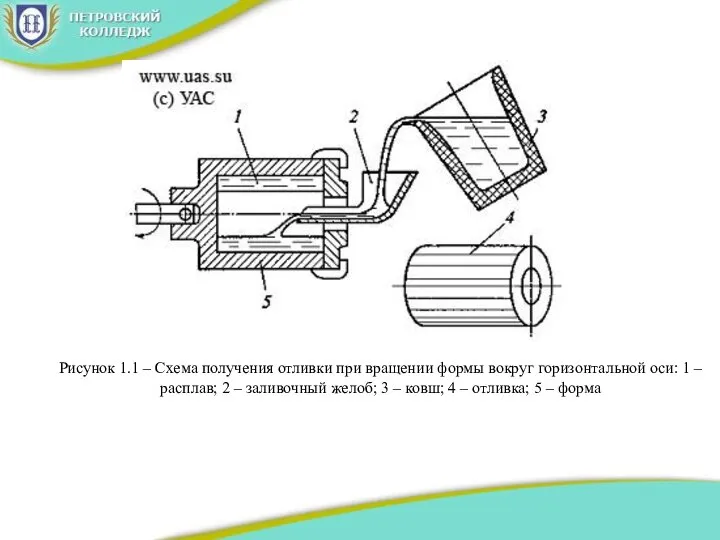
- 7. Рисунок 1.1 – Схема получения отливки при вращении формы вокруг горизонтальной оси: 1 – расплав; 2
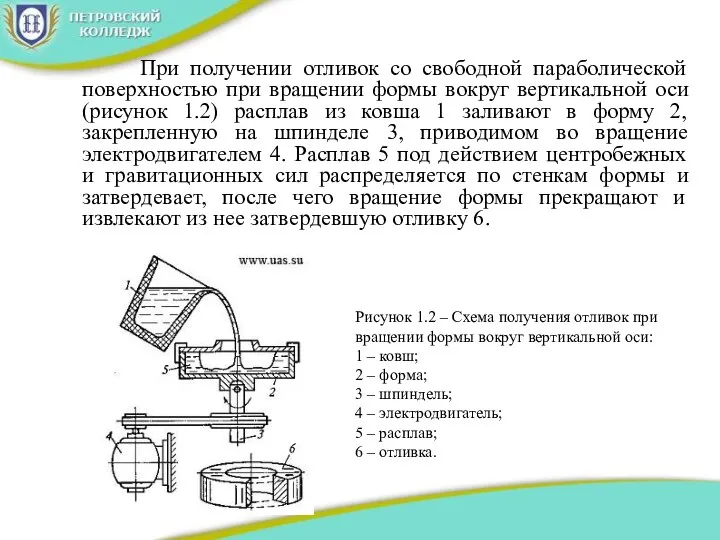
- 8. При получении отливок со свободной параболической поверхностью при вращении формы вокруг вертикальной оси (рисунок 1.2) расплав
- 9. Литьё под давлением Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав
- 11. Скачать презентацию

Слайд 4Процесс отливки в коккиль
Процесс отливки в коккиль

Слайд 5Центробежное литьё
Принцип центробежного литья заключается в том, что заполнение формы расплавом и
Центробежное литьё
Принцип центробежного литья заключается в том, что заполнение формы расплавом и
Слайд 6 Наиболее распространенным является способ литья пустотелых цилиндрических отливок в металлические формы
Наиболее распространенным является способ литья пустотелых цилиндрических отливок в металлические формы
Слайд 7Рисунок 1.1 – Схема получения отливки при вращении формы вокруг горизонтальной оси:
Рисунок 1.1 – Схема получения отливки при вращении формы вокруг горизонтальной оси:
Слайд 8 При получении отливок со свободной параболической поверхностью при вращении формы вокруг
При получении отливок со свободной параболической поверхностью при вращении формы вокруг
Слайд 9Литьё под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при
Литьё под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при
 Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Вписанный угол
Вписанный угол Презентация на тему Ориентирование
Презентация на тему Ориентирование  Бог после метафизики (Богословская эстетика)
Бог после метафизики (Богословская эстетика)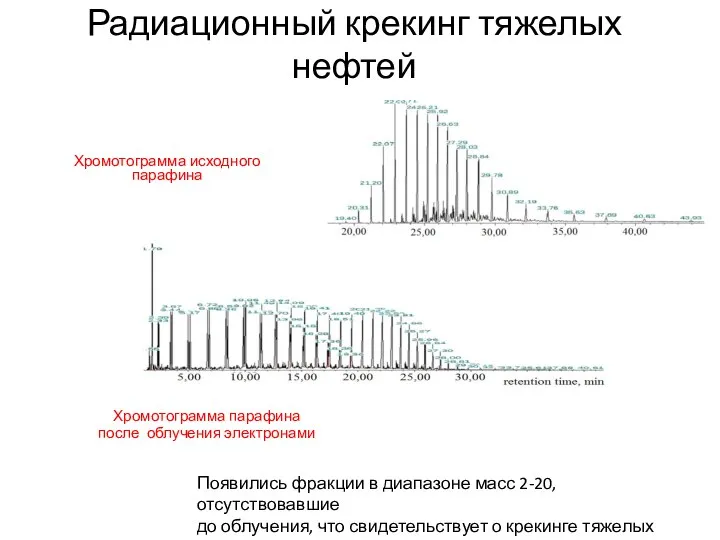 Радиационный крекинг тяжелых нефтей
Радиационный крекинг тяжелых нефтей Презентация _Система объектов_ 6 класс
Презентация _Система объектов_ 6 класс Презентация на тему Ткани 8 класс
Презентация на тему Ткани 8 класс  ФГОС как методология новой парадигмы образования
ФГОС как методология новой парадигмы образования Судьба женщин и детей в годы Великой Отечественной войны
Судьба женщин и детей в годы Великой Отечественной войны Растягивающие и сжимающие нагрузки
Растягивающие и сжимающие нагрузки Партерная гимнастика
Партерная гимнастика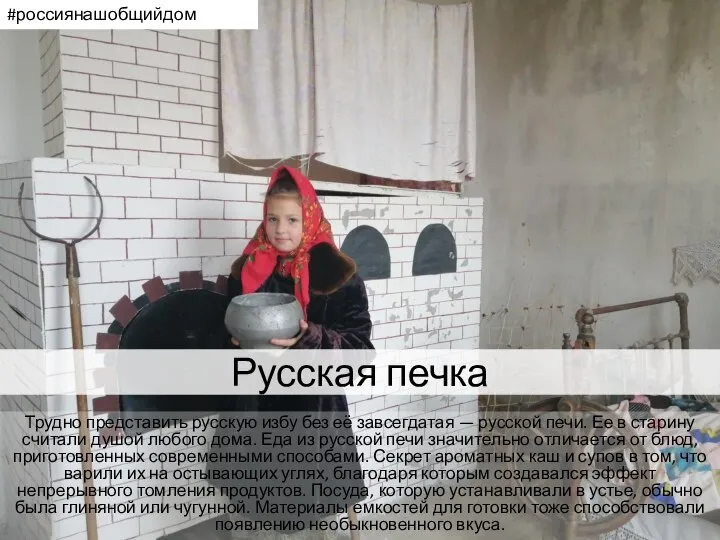 Русская печка. #россиянашобщийдом
Русская печка. #россиянашобщийдом Контрольная презентация по домашнему чтению
Контрольная презентация по домашнему чтению Фасовка и упаковка новых видов лекарственных препаратов в Республике Беларусь
Фасовка и упаковка новых видов лекарственных препаратов в Республике Беларусь Palabras en español
Palabras en español Отгадай загадку. Шипит и злится, воды боится. С языком – а не лает, Без зубов – а кусает. ОГОНЬ.
Отгадай загадку. Шипит и злится, воды боится. С языком – а не лает, Без зубов – а кусает. ОГОНЬ. Различие в правовых системах Англии, Уэльса, Шотландии и Северной Ирландии
Различие в правовых системах Англии, Уэльса, Шотландии и Северной Ирландии Презентация на тему Повторительно- обобщающий урок «Цивилизации Древнего Востока» (5класс)
Презентация на тему Повторительно- обобщающий урок «Цивилизации Древнего Востока» (5класс) Новые методики воспитания и их использование в воспитательном процессе
Новые методики воспитания и их использование в воспитательном процессе Кубань – наш общий дом
Кубань – наш общий дом Zeek Rewards
Zeek Rewards Муниципальное дошкольное образовательное учреждение«Детский сад компенсирующего вида № 7»
Муниципальное дошкольное образовательное учреждение«Детский сад компенсирующего вида № 7» Электрический чайник с цифровым сенсорным контролем температуры от iCook™
Электрический чайник с цифровым сенсорным контролем температуры от iCook™ Система CVP-анализа: специфическая модель взаимосвязи объема, себестоимости, затрат продукции на АО Первый хлебокомбинат
Система CVP-анализа: специфическая модель взаимосвязи объема, себестоимости, затрат продукции на АО Первый хлебокомбинат Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир)
Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир) Прямые линии и организация пространства
Прямые линии и организация пространства Грамматич основа предл 8 кл
Грамматич основа предл 8 кл ПУТЕШЕСТВИЕ ПО КИИ
ПУТЕШЕСТВИЕ ПО КИИ