- Методика и техника измерений контактных температур при резании и бурении горных пород. Тема 5. ТИПИ

Содержание
- 2. ТЕМА 5 – МЕТОДИКА И ТЕХНИКА ИЗМЕРЕНИЙ КОНТАКТНЫХ ТЕМПЕРАТУР ПРИ РЕЗАНИИ И БУРЕНИИ ГОРНЫХ ПОРОД. Для
- 3. Сущность метода плавких вставок состоит в том, что в заданных точках тела резца высверливают отверстия диаметром
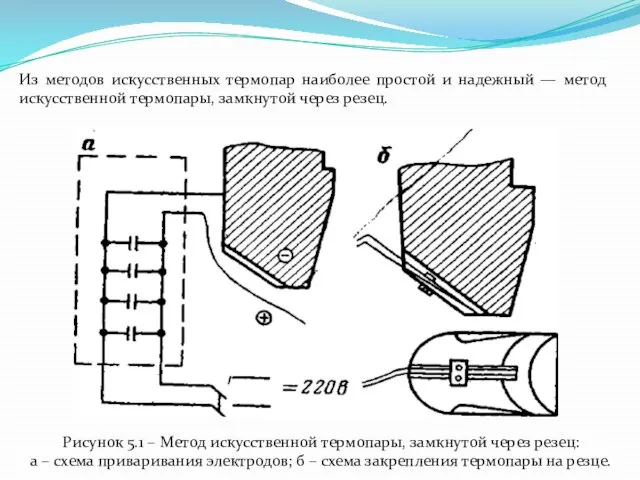
- 4. Из методов искусственных термопар наиболее простой и надежный — метод искусственной термопары, замкнутой через резец. Рисунок
- 5. На экспериментальном резце искусственно образовывали площадку затупления, которую прирабатывали на блоке породы. Задняя часть резца протачивалась
- 6. Конденсаторная установка была рассчитана на хромель-алюмелевую термопару с электродами диаметром по 0,5 мм и длиной 2
- 7. Тарируемую термопару подсоединяли к вибратору осциллографа, а контрольную термопару — к милливольтметру. Холодные спад обеих термопар
- 8. Температуру на самой площадке износа определяли методом экстраполирования. Для этого замер температур при резании производился термопарами,
- 9. Хорошие результаты дал и несколько видоизмененный способ крепления термопары. На задней грани притупленного резца отрезным алмазным
- 10. Применительно к буровым резцам описанный метод был усовершенствован А. А. Ивановым. В этом случае температура в
- 11. Рисунок 5.2 – схема размещения термопар на резце (а) и принципиальная электрическая схема измерения температуры (б).
- 12. Термопары 1, приваренные к резцу 2, проходят через отверстия 3 в резце, буровой штанге 4 и
- 13. Термоэлектроды прикрепляются конденсаторной сваркой к задней грани резца на расстоянии 0,1—0,3 мм от края площадки износа
- 14. В качестве термоэлектродов применялась хромелевая проволока диаметром 0,2 мм. При большем диаметре термоэлектрод становился слишком жестким,
- 16. Скачать презентацию
Слайд 3 Сущность метода плавких вставок состоит в том, что в заданных точках
Сущность метода плавких вставок состоит в том, что в заданных точках
Слайд 4Из методов искусственных термопар наиболее простой и надежный — метод искусственной термопары,
Из методов искусственных термопар наиболее простой и надежный — метод искусственной термопары,
Слайд 5 На экспериментальном резце искусственно образовывали площадку затупления, которую прирабатывали на блоке
На экспериментальном резце искусственно образовывали площадку затупления, которую прирабатывали на блоке
Слайд 6 Конденсаторная установка была рассчитана на хромель-алюмелевую термопару с электродами диаметром по
Конденсаторная установка была рассчитана на хромель-алюмелевую термопару с электродами диаметром по
Слайд 7 Тарируемую термопару подсоединяли к вибратору осциллографа, а контрольную термопару — к
Тарируемую термопару подсоединяли к вибратору осциллографа, а контрольную термопару — к
Слайд 8 Температуру на самой площадке износа определяли методом экстраполирования. Для этого замер
Температуру на самой площадке износа определяли методом экстраполирования. Для этого замер
Слайд 9 Хорошие результаты дал и несколько видоизмененный способ крепления термопары. На задней
Хорошие результаты дал и несколько видоизмененный способ крепления термопары. На задней
Слайд 10 Применительно к буровым резцам описанный метод был усовершенствован А. А. Ивановым.
Применительно к буровым резцам описанный метод был усовершенствован А. А. Ивановым.
Слайд 11Рисунок 5.2 – схема размещения термопар на резце (а) и принципиальная электрическая
Рисунок 5.2 – схема размещения термопар на резце (а) и принципиальная электрическая

Слайд 12 Термопары 1, приваренные к резцу 2, проходят через отверстия 3 в
Термопары 1, приваренные к резцу 2, проходят через отверстия 3 в
Слайд 13 Термоэлектроды прикрепляются конденсаторной сваркой к задней грани резца на расстоянии 0,1—0,3
Термоэлектроды прикрепляются конденсаторной сваркой к задней грани резца на расстоянии 0,1—0,3
Слайд 14 В качестве термоэлектродов применялась хромелевая проволока диаметром 0,2 мм. При большем
В качестве термоэлектродов применялась хромелевая проволока диаметром 0,2 мм. При большем
 20140128_differentsiatsiya_chast_2
20140128_differentsiatsiya_chast_2 Что мы знаем о пиве
Что мы знаем о пиве Типы антенн
Типы антенн Метод проектов в образовании
Метод проектов в образовании Презентация на тему Кустодиев
Презентация на тему Кустодиев  Познавательное развитие в раннем возрасте
Познавательное развитие в раннем возрасте Картины. Угадайка!
Картины. Угадайка! Издержки обращения аптечной организации
Издержки обращения аптечной организации Из книжной сокровищницы Древней Руси
Из книжной сокровищницы Древней Руси ТРАНСПОРТ
ТРАНСПОРТ Шум и здоровье человека
Шум и здоровье человека Уголовный процесс
Уголовный процесс Евгения Викторовна Морозова 8 класс
Евгения Викторовна Морозова 8 класс Сетевые операционные системы
Сетевые операционные системы Обратные тригонометрические функции (11 класс)
Обратные тригонометрические функции (11 класс) Алгебра высказываний
Алгебра высказываний Новогодние подарки!
Новогодние подарки! Туториал 1
Туториал 1 Emerald Group Publishing Ведущее издательство научной литературы по менеджменту Мартин Дембовски MOSCOW 2009.
Emerald Group Publishing Ведущее издательство научной литературы по менеджменту Мартин Дембовски MOSCOW 2009. Положение человека в системе животного мира
Положение человека в системе животного мира Основы анимации на основе Flash-технологий
Основы анимации на основе Flash-технологий Налог на профессиональный доход
Налог на профессиональный доход Maven как средство сборки проекта
Maven как средство сборки проекта «Специальный (коррекционный) детский дом № 2 для детей – сирот и детей, оставшихся без попечения родителей, с отклонениями
«Специальный (коррекционный) детский дом № 2 для детей – сирот и детей, оставшихся без попечения родителей, с отклонениями  The Smart Campaign
The Smart Campaign Презентация на тему Амеба
Презентация на тему Амеба Презентация на тему Спрос
Презентация на тему Спрос Як створити ОТГ? Алгоритм процесу
Як створити ОТГ? Алгоритм процесу