- Мини смотровая эстакада для автомобиля. Эстакады для ремонта автомобилей

Содержание
- 2. СВАРКА – ЭТО ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ПОСРЕДСТВОМ УСТАНОВЛЕНИЯ МЕЖАТОМНЫХ СВЯЗЕЙ МЕЖДУ СВАРИВАЕМЫМИ ЧАСТЯМИ ПРИ
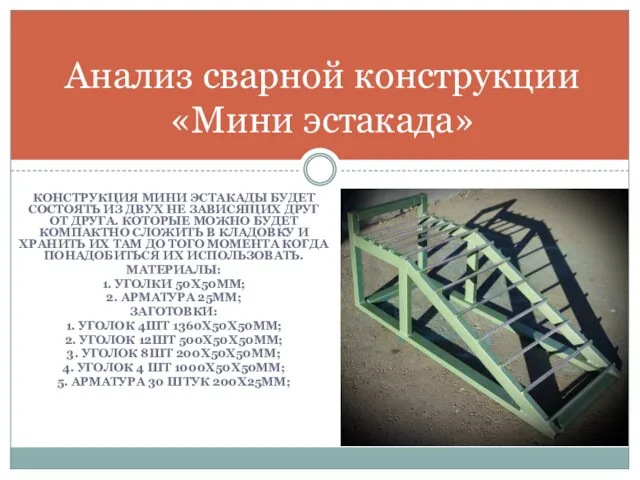
- 3. КОНСТРУКЦИЯ МИНИ ЭСТАКАДЫ БУДЕТ СОСТОЯТЬ ИЗ ДВУХ НЕ ЗАВИСЯЩИХ ДРУГ ОТ ДРУГА. КОТОРЫЕ МОЖНО БУДЕТ КОМПАКТНО
- 4. Арматура: 25Г2С Уголок: Ст3сп. (ГОСТ 380 «СТАЛЬ углеродистая обыкновенного качества. Марки Ст3»). Выбор материала и его
- 5. Выбор метода сварки Изготовление мини эстакады в домашних условиях удобней производить, используя ручную дуговую сварку. Так
- 6. Выбор сварочного оборудования и оснастки Сварочный инвертор «Ресанта САИ 160» Особенности: 1. Антиприлипание: есть; 2. Горячий
- 7. Электроды ПЭ ОК 46.00 (2.5-6мм) Оснастка: 1. Стальная щетка для зачистки металла; 2. Молоток шлакоотделитель; 3.
- 8. Подготовка металла под сварку 1. Размечаем материал по заготовкам; 2. Разрезаем, метал болгаркой с отрезным кругом;
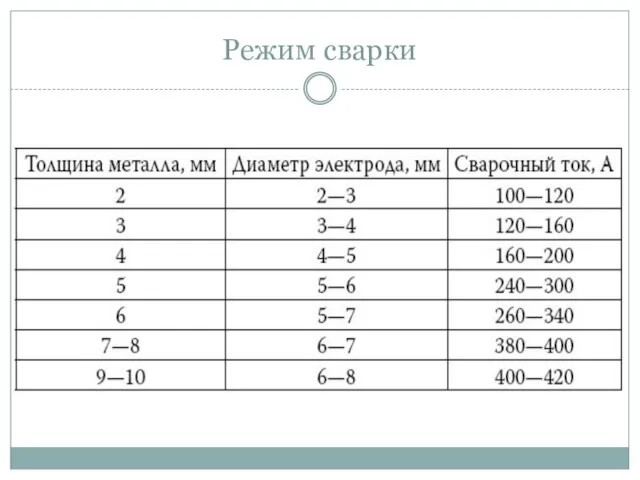
- 9. Режим сварки
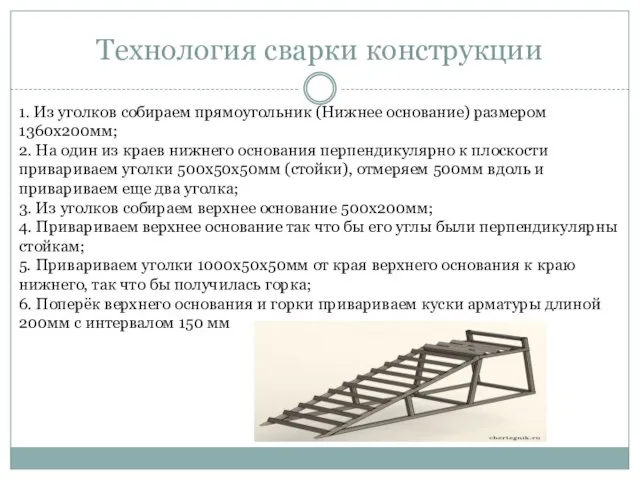
- 10. Технология сварки конструкции 1. Из уголков собираем прямоугольник (Нижнее основание) размером 1360х200мм; 2. На один из
- 11. Возможные дефекты сварки. Контроль качества сварки. Кратер Подрез Свищи Непровар Поры Чтобы обнаружить дефекты сварного шва
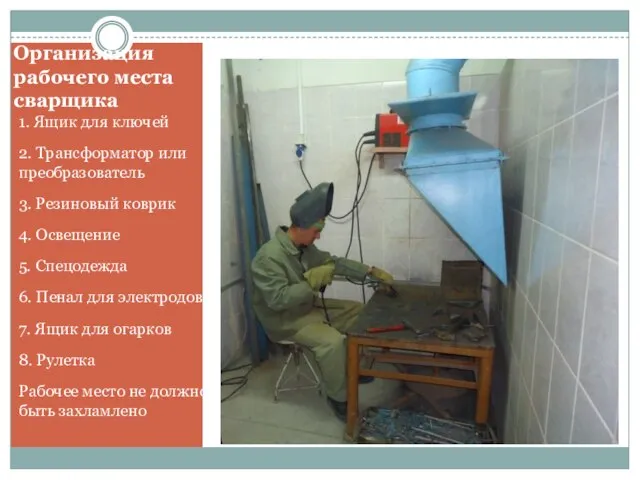
- 12. Организация рабочего места сварщика 1. Ящик для ключей 2. Трансформатор или преобразователь 3. Резиновый коврик 4.
- 13. Техника безопасности Для защиты сварщика от поражения эл.тока : 1. Надежно заземлять корпус источника питания дуги
- 14. ЗАКЛЮЧЕНИЕ Сварка мини эстакады довольно простой процесс, который не требует высокой квалификации, но требует ответственности при
- 15. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Работы по металлу. Сварка, пайка, клепка. Практическое руководс-тво / А. Навроцкий. -
- 17. Скачать презентацию
Слайд 2СВАРКА – ЭТО ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ПОСРЕДСТВОМ УСТАНОВЛЕНИЯ МЕЖАТОМНЫХ СВЯЗЕЙ
СВАРКА – ЭТО ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ПОСРЕДСТВОМ УСТАНОВЛЕНИЯ МЕЖАТОМНЫХ СВЯЗЕЙ
Слайд 3КОНСТРУКЦИЯ МИНИ ЭСТАКАДЫ БУДЕТ СОСТОЯТЬ ИЗ ДВУХ НЕ ЗАВИСЯЩИХ ДРУГ ОТ ДРУГА.
КОНСТРУКЦИЯ МИНИ ЭСТАКАДЫ БУДЕТ СОСТОЯТЬ ИЗ ДВУХ НЕ ЗАВИСЯЩИХ ДРУГ ОТ ДРУГА.
Слайд 4Арматура: 25Г2С
Уголок: Ст3сп. (ГОСТ 380 «СТАЛЬ углеродистая обыкновенного качества. Марки Ст3»).
Арматура: 25Г2С
Уголок: Ст3сп. (ГОСТ 380 «СТАЛЬ углеродистая обыкновенного качества. Марки Ст3»).

Слайд 5Выбор метода сварки
Изготовление мини эстакады в домашних условиях удобней производить, используя
Выбор метода сварки
Изготовление мини эстакады в домашних условиях удобней производить, используя
Слайд 6Выбор сварочного оборудования и оснастки
Сварочный инвертор «Ресанта САИ 160»
Особенности:
1.
Выбор сварочного оборудования и оснастки
Сварочный инвертор «Ресанта САИ 160»
Особенности:
1.

Слайд 7Электроды ПЭ ОК 46.00 (2.5-6мм)
Оснастка:
1. Стальная щетка для зачистки металла;
Электроды ПЭ ОК 46.00 (2.5-6мм)
Оснастка:
1. Стальная щетка для зачистки металла;
Слайд 8Подготовка металла под сварку
1. Размечаем материал по заготовкам;
2. Разрезаем, метал болгаркой
Подготовка металла под сварку
1. Размечаем материал по заготовкам;
2. Разрезаем, метал болгаркой

Слайд 9Режим сварки
Режим сварки
Слайд 10Технология сварки конструкции
1. Из уголков собираем прямоугольник (Нижнее основание) размером 1360х200мм;
2.
Технология сварки конструкции
1. Из уголков собираем прямоугольник (Нижнее основание) размером 1360х200мм;
2.
Слайд 11Возможные дефекты сварки. Контроль качества сварки.
Кратер
Подрез
Свищи
Непровар
Поры
Чтобы обнаружить дефекты сварного шва применяются
Возможные дефекты сварки. Контроль качества сварки.
Кратер
Подрез
Свищи
Непровар
Поры
Чтобы обнаружить дефекты сварного шва применяются

Слайд 12Организация рабочего места сварщика
1. Ящик для ключей
2. Трансформатор или преобразователь
3.
Организация рабочего места сварщика
1. Ящик для ключей
2. Трансформатор или преобразователь
3.
Слайд 13Техника безопасности
Для защиты сварщика от поражения эл.тока :
1. Надежно заземлять корпус источника
Техника безопасности
Для защиты сварщика от поражения эл.тока :
1. Надежно заземлять корпус источника
Слайд 14ЗАКЛЮЧЕНИЕ
Сварка мини эстакады довольно простой процесс, который не требует высокой квалификации,
ЗАКЛЮЧЕНИЕ
Сварка мини эстакады довольно простой процесс, который не требует высокой квалификации,
Слайд 15СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Работы по металлу. Сварка, пайка, клепка. Практическое руководс-тво
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Работы по металлу. Сварка, пайка, клепка. Практическое руководс-тво
 Хозяин судьбы. Рассмотрение различных сторон проблем наркомании, табакокурения, пьянства
Хозяин судьбы. Рассмотрение различных сторон проблем наркомании, табакокурения, пьянства Анимированные ребусы
Анимированные ребусы ОМПТ-2. Часть 1
ОМПТ-2. Часть 1 Особенности интернет-аддикции и причины ее формирования
Особенности интернет-аддикции и причины ее формирования Устные задачи на применение аксиом стереометрии
Устные задачи на применение аксиом стереометрии Константин Аркадьевич Райкин
Константин Аркадьевич Райкин Образ Снегурочки
Образ Снегурочки Алгебра Логики
Алгебра Логики  Источники римского права
Источники римского права Дистанционное обучение в ДОУ
Дистанционное обучение в ДОУ Сравнительный анализ доходности индексных ПИФов и ПИФов акций
Сравнительный анализ доходности индексных ПИФов и ПИФов акций УР,САиМ_(Понят+апп)ppt
УР,САиМ_(Понят+апп)ppt Начало проекта
Начало проекта В разделе представлены объекты коммунальной собственности Жлобинского района, подлежащие продаже путем проведения аукционов. Дл
В разделе представлены объекты коммунальной собственности Жлобинского района, подлежащие продаже путем проведения аукционов. Дл Многоугольники 8 класс
Многоугольники 8 класс Животный мир лесов России
Животный мир лесов России Контроль
Контроль Кейс – технология
Кейс – технология Измерение физических величин Тест 1
Измерение физических величин Тест 1 Регуляция процессов жизнедеятельности организмов. Раздражимость
Регуляция процессов жизнедеятельности организмов. Раздражимость Политический процесс
Политический процесс Муниципальное образование – Рязанский муниципальный район. Ресурсы. Потенциал. Перспективы
Муниципальное образование – Рязанский муниципальный район. Ресурсы. Потенциал. Перспективы Перпендикулярность в пространстве
Перпендикулярность в пространстве Концепция работы учителя английского языка по теме самообразовательной работы.
Концепция работы учителя английского языка по теме самообразовательной работы. Педсовет:« Формирование общеучебных умений и навыков у учащихся»
Педсовет:« Формирование общеучебных умений и навыков у учащихся»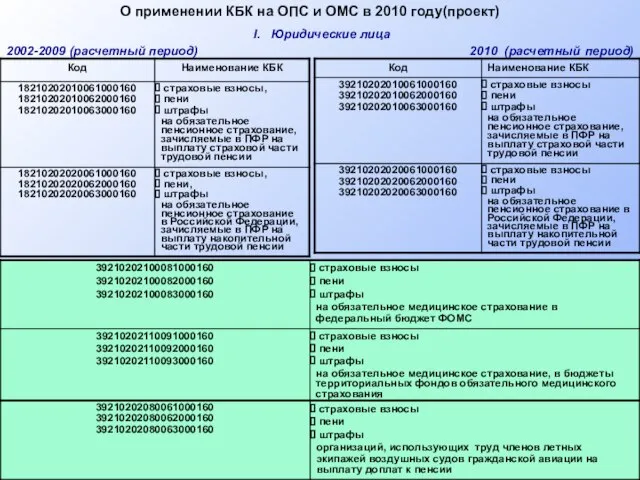 О применении КБК на ОПС и ОМС в 2010 году(проект)
О применении КБК на ОПС и ОМС в 2010 году(проект) В стране наречий
В стране наречий Tryp by Wyndham
Tryp by Wyndham