- Обработка и отделка фанеры. Фанерное и плитное производство

Содержание
- 2. Цель занятия: изучить этапы обработки и отделки фанеры. Задачи: Изучить технологический процесс; Изучить оборудование для обработки
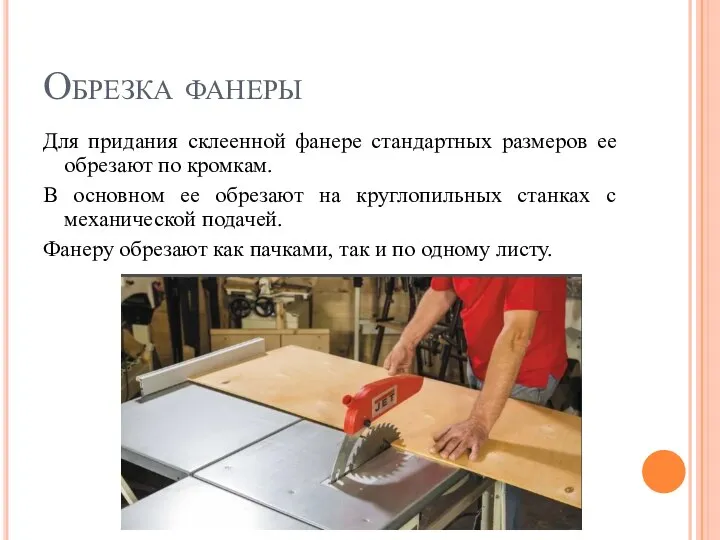
- 3. Обрезка фанеры Для придания склеенной фанере стандартных размеров ее обрезают по кромкам. В основном ее обрезают
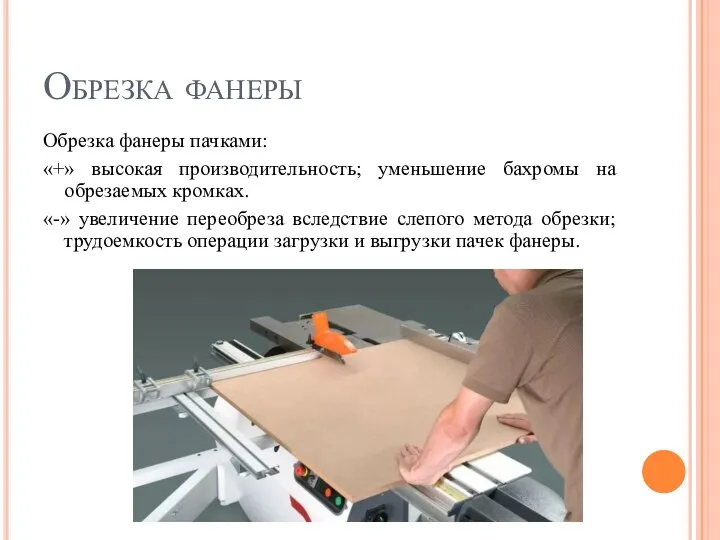
- 4. Обрезка фанеры Обрезка фанеры пачками: «+» высокая производительность; уменьшение бахромы на обрезаемых кромках. «-» увеличение переобреза
- 5. Обрезка фанеры Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281. Ответить на вопросы: Что такое раскрой плит?
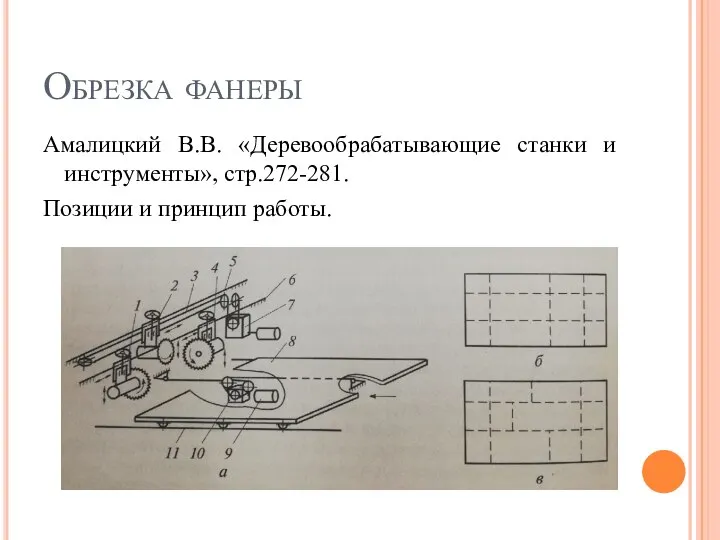
- 6. Обрезка фанеры Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281. Позиции и принцип работы.
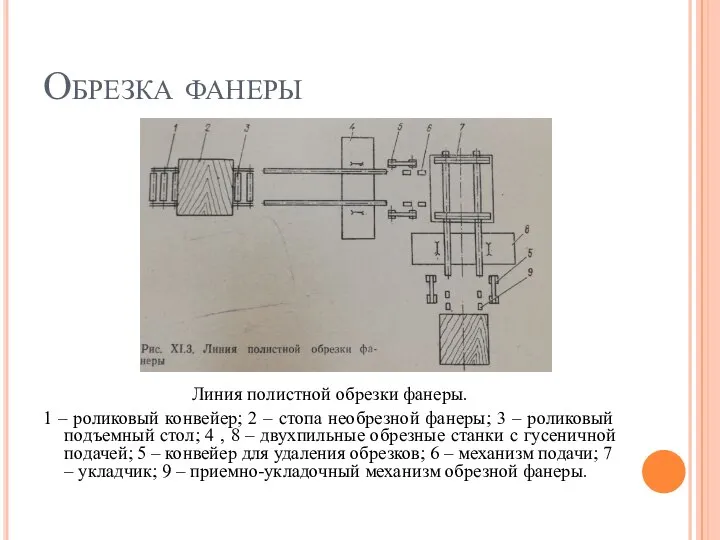
- 7. Обрезка фанеры Линия полистной обрезки фанеры. 1 – роликовый конвейер; 2 – стопа необрезной фанеры; 3
- 8. Шлифование фанеры Шлифование фанеры – процесс массового поверхностного резания древесины абразивным материалом шлифовальной шкурки. Цель: Облагораживание
- 9. Шлифование фанеры Качество шлифования оценивают шероховатостью. Классы 4 5 6 7 8 Rzmax, мкм, не более
- 10. Шлифование фанеры Определение шероховатости: С использованием микроскопа Сравнение с эталонными образцами
- 11. Шлифовальные станки Для шлифования фанеры применяют: 1. Цилиндровые 1.1 односторонние (с верхним или нижним расположением 3-4
- 12. Шлифовальные станки По виду подачи: С вальцовой подачей С гусеничной подачей Просмотр видеоролика https://www.stanki.ru/catalog/shlifovalnye_stanki_dlya_fanery/dvustoronniy_kalibrovalnyy_stanok_dlya_fanery_beaver_model_dpw_13r_rp/
- 13. Шлифовальные станки Работа с учебником. Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр. 330-336 Ответить на поставленные
- 14. Шлифовальные станки
- 15. Шлифовальные шкурки Применяются: Шлифовальные шкурки бумажные Шлифовальные шкурки бумажные водостойкие Шлифовальные шкурки тканевые Шлифовальные шкурки тканевые
- 16. Шлифовальные шкурки Обрабатываемая способность и износостойкость зависит от: Зернистости Вида абразивного материала Материала основы Вида связующего
- 17. Шлифовальные шкурки. Установка и эксплуатация Установка шлифовальной шкурки на цилиндровых шлифовальных станках производится путем навивки ее
- 18. Шлифовальные шкурки. Установка и эксплуатация Для станков барабанного типа применяют шлифовальные шкурки на бумажной и комбинированной
- 19. Шлифовальные шкурки Шлифовальная лента. Концы нарезанных полос зарезают на ус под углом 45…65 ° и шириной
- 20. Режимы шлифования Режим шлифования – это совокупность параметров, значения которых обеспечивают для заданных условий наилучшие показатели
- 21. Режимы шлифования Рекомендуемые зернистости шкурок на 3-х цилиндровом шлифовальном станке 1 цилиндр (грубое шлифование) …………50-40 2
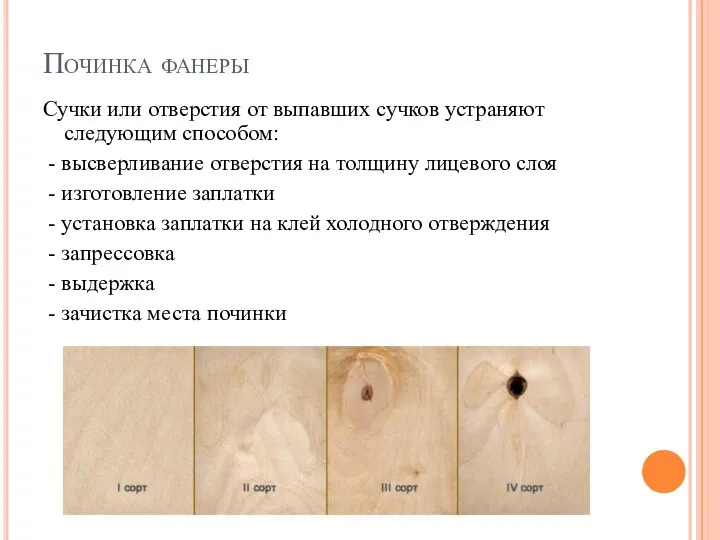
- 22. Починка фанеры Сучки или отверстия от выпавших сучков устраняют следующим способом: - высверливание отверстия на толщину
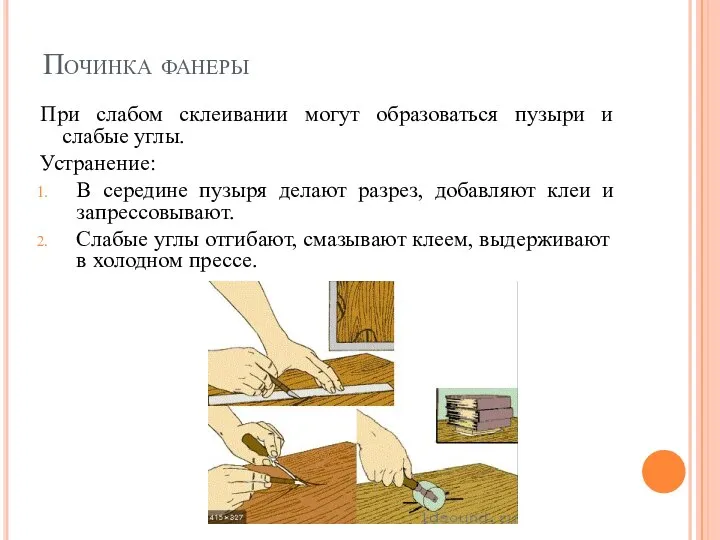
- 23. Починка фанеры При слабом склеивании могут образоваться пузыри и слабые углы. Устранение: В середине пузыря делают
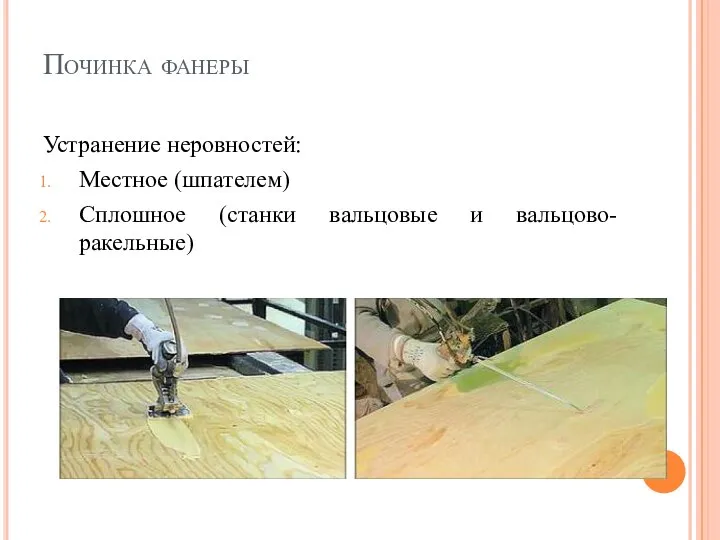
- 24. Починка фанеры Устранение неровностей: Местное (шпателем) Сплошное (станки вальцовые и вальцово-ракельные)
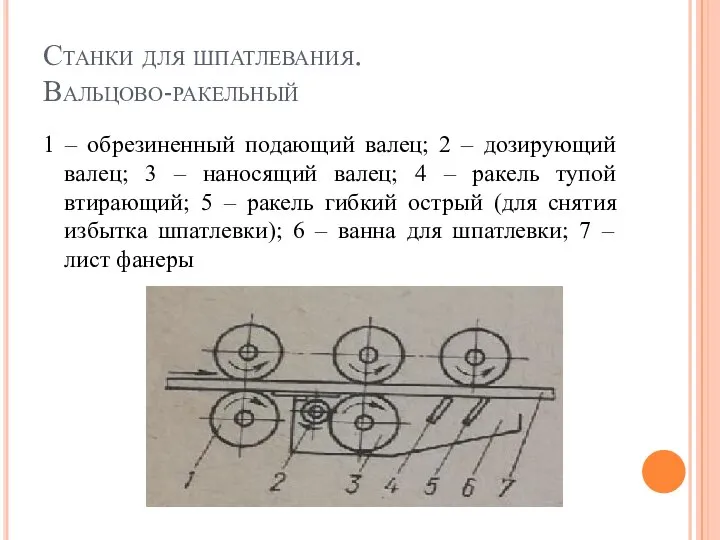
- 25. Станки для шпатлевания. Вальцово-ракельный 1 – обрезиненный подающий валец; 2 – дозирующий валец; 3 – наносящий
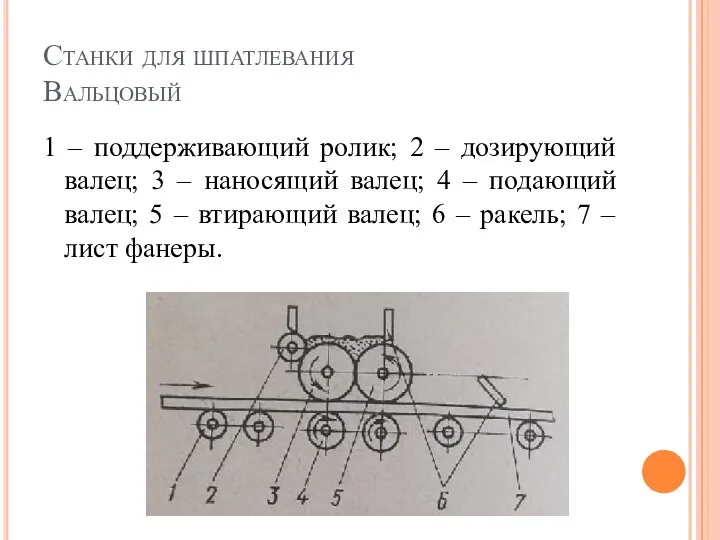
- 26. Станки для шпатлевания Вальцовый 1 – поддерживающий ролик; 2 – дозирующий валец; 3 – наносящий валец;
- 27. Расчет площади склада
- 28. Варианты 1 – Беляев 2 – Сазанакова, Линкевич 3 – Болганов, Вирфель 4 – Баршатлы, Андриенко
- 30. Скачать презентацию
Слайд 2Цель занятия: изучить этапы обработки и отделки фанеры.
Задачи:
Изучить технологический процесс;
Изучить оборудование
Цель занятия: изучить этапы обработки и отделки фанеры.
Задачи:
Изучить технологический процесс;
Изучить оборудование
Слайд 3Обрезка фанеры
Для придания склеенной фанере стандартных размеров ее обрезают по кромкам.
В основном
Обрезка фанеры
Для придания склеенной фанере стандартных размеров ее обрезают по кромкам.
В основном
Слайд 4Обрезка фанеры
Обрезка фанеры пачками:
«+» высокая производительность; уменьшение бахромы на обрезаемых кромках.
«-» увеличение
Обрезка фанеры
Обрезка фанеры пачками:
«+» высокая производительность; уменьшение бахромы на обрезаемых кромках.
«-» увеличение
Слайд 5Обрезка фанеры
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281.
Ответить на вопросы:
Что такое раскрой
Обрезка фанеры
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281.
Ответить на вопросы:
Что такое раскрой
Слайд 6Обрезка фанеры
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281.
Позиции и принцип работы.
Обрезка фанеры
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр.272-281.
Позиции и принцип работы.
Слайд 7Обрезка фанеры
Линия полистной обрезки фанеры.
1 – роликовый конвейер; 2 – стопа необрезной
Обрезка фанеры
Линия полистной обрезки фанеры.
1 – роликовый конвейер; 2 – стопа необрезной
Слайд 8Шлифование фанеры
Шлифование фанеры – процесс массового поверхностного резания древесины абразивным материалом шлифовальной
Шлифование фанеры
Шлифование фанеры – процесс массового поверхностного резания древесины абразивным материалом шлифовальной
Слайд 9Шлифование фанеры
Качество шлифования оценивают шероховатостью.
Классы 4 5 6 7 8
Rzmax, мкм, не
Шлифование фанеры
Качество шлифования оценивают шероховатостью.
Классы 4 5 6 7 8
Rzmax, мкм, не
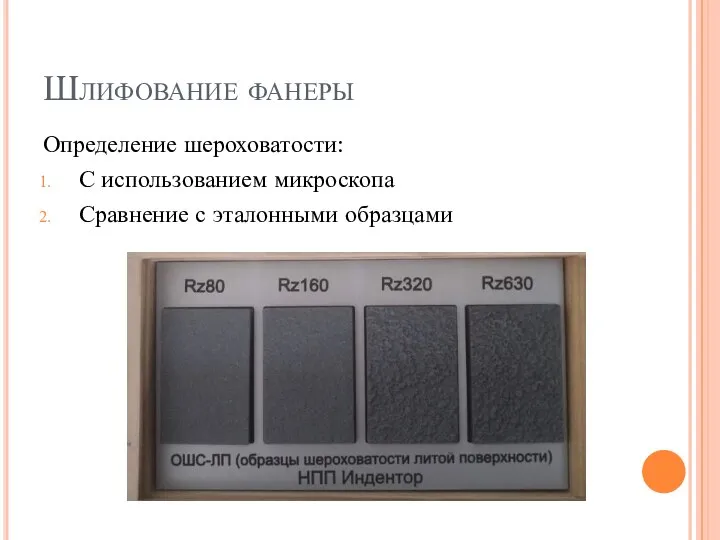
Слайд 10Шлифование фанеры
Определение шероховатости:
С использованием микроскопа
Сравнение с эталонными образцами
Шлифование фанеры
Определение шероховатости:
С использованием микроскопа
Сравнение с эталонными образцами
Слайд 11Шлифовальные станки
Для шлифования фанеры применяют:
1. Цилиндровые
1.1 односторонние (с верхним или нижним
Шлифовальные станки
Для шлифования фанеры применяют:
1. Цилиндровые
1.1 односторонние (с верхним или нижним
Слайд 12Шлифовальные станки
По виду подачи:
С вальцовой подачей
С гусеничной подачей
Просмотр видеоролика https://www.stanki.ru/catalog/shlifovalnye_stanki_dlya_fanery/dvustoronniy_kalibrovalnyy_stanok_dlya_fanery_beaver_model_dpw_13r_rp/
Шлифовальные станки
По виду подачи:
С вальцовой подачей
С гусеничной подачей
Просмотр видеоролика https://www.stanki.ru/catalog/shlifovalnye_stanki_dlya_fanery/dvustoronniy_kalibrovalnyy_stanok_dlya_fanery_beaver_model_dpw_13r_rp/
Слайд 13Шлифовальные станки
Работа с учебником.
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр. 330-336
Ответить на
Шлифовальные станки
Работа с учебником.
Амалицкий В.В. «Деревообрабатывающие станки и инструменты», стр. 330-336
Ответить на
Слайд 14Шлифовальные станки
Шлифовальные станки

Слайд 15Шлифовальные шкурки
Применяются:
Шлифовальные шкурки бумажные
Шлифовальные шкурки бумажные водостойкие
Шлифовальные шкурки тканевые
Шлифовальные шкурки тканевые водостойкие
Шлифовальные шкурки
Применяются:
Шлифовальные шкурки бумажные
Шлифовальные шкурки бумажные водостойкие
Шлифовальные шкурки тканевые
Шлифовальные шкурки тканевые водостойкие
Слайд 16Шлифовальные шкурки
Обрабатываемая способность и износостойкость зависит от:
Зернистости
Вида абразивного материала
Материала основы
Вида связующего
Плотности насыпки
Длины
Шлифовальные шкурки
Обрабатываемая способность и износостойкость зависит от:
Зернистости
Вида абразивного материала
Материала основы
Вида связующего
Плотности насыпки
Длины
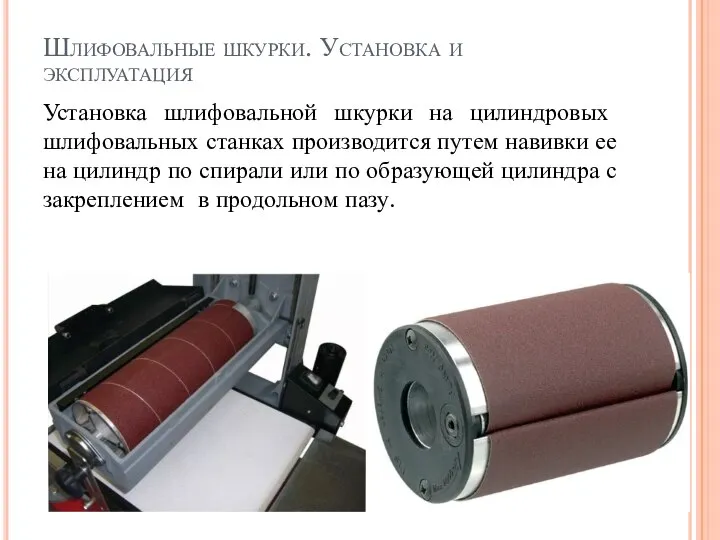
Слайд 17Шлифовальные шкурки. Установка и эксплуатация
Установка шлифовальной шкурки на цилиндровых шлифовальных станках производится
Шлифовальные шкурки. Установка и эксплуатация
Установка шлифовальной шкурки на цилиндровых шлифовальных станках производится
Слайд 18Шлифовальные шкурки. Установка и эксплуатация
Для станков барабанного типа применяют шлифовальные шкурки на
Шлифовальные шкурки. Установка и эксплуатация
Для станков барабанного типа применяют шлифовальные шкурки на
Слайд 19Шлифовальные шкурки
Шлифовальная лента.
Концы нарезанных полос зарезают на ус под углом 45…65
Шлифовальные шкурки
Шлифовальная лента.
Концы нарезанных полос зарезают на ус под углом 45…65

Слайд 20Режимы шлифования
Режим шлифования – это совокупность параметров, значения которых обеспечивают для заданных
Режимы шлифования
Режим шлифования – это совокупность параметров, значения которых обеспечивают для заданных
Слайд 21Режимы шлифования
Рекомендуемые зернистости шкурок на 3-х цилиндровом шлифовальном станке
1 цилиндр (грубое шлифование)
Режимы шлифования
Рекомендуемые зернистости шкурок на 3-х цилиндровом шлифовальном станке
1 цилиндр (грубое шлифование)

Слайд 22Починка фанеры
Сучки или отверстия от выпавших сучков устраняют следующим способом:
- высверливание
Починка фанеры
Сучки или отверстия от выпавших сучков устраняют следующим способом:
- высверливание
Слайд 23Починка фанеры
При слабом склеивании могут образоваться пузыри и слабые углы.
Устранение:
В середине
Починка фанеры
При слабом склеивании могут образоваться пузыри и слабые углы.
Устранение:
В середине
Слайд 24Починка фанеры
Устранение неровностей:
Местное (шпателем)
Сплошное (станки вальцовые и вальцово-ракельные)
Починка фанеры
Устранение неровностей:
Местное (шпателем)
Сплошное (станки вальцовые и вальцово-ракельные)
Слайд 25Станки для шпатлевания.
Вальцово-ракельный
1 – обрезиненный подающий валец; 2 – дозирующий валец; 3
Станки для шпатлевания.
Вальцово-ракельный
1 – обрезиненный подающий валец; 2 – дозирующий валец; 3
Слайд 26Станки для шпатлевания
Вальцовый
1 – поддерживающий ролик; 2 – дозирующий валец; 3 –
Станки для шпатлевания
Вальцовый
1 – поддерживающий ролик; 2 – дозирующий валец; 3 –
Слайд 27Расчет площади склада
Расчет площади склада

Слайд 28Варианты
1 – Беляев
2 – Сазанакова, Линкевич
3 – Болганов, Вирфель
4 – Баршатлы, Андриенко
5
Варианты
1 – Беляев
2 – Сазанакова, Линкевич
3 – Болганов, Вирфель
4 – Баршатлы, Андриенко
5
 Органы государственной власти
Органы государственной власти Психологические основы учебной деятельности в учреждении дополнительного образования. Тема 9
Психологические основы учебной деятельности в учреждении дополнительного образования. Тема 9 Курс Введение в интернет-рекламу Лекция 1 Роль сети интернет Алашкин Павел
Курс Введение в интернет-рекламу Лекция 1 Роль сети интернет Алашкин Павел От коммуникации к кооперации. Городское соуправление на примере проекта Арт-фасад
От коммуникации к кооперации. Городское соуправление на примере проекта Арт-фасад Эмоции, эмоциональные состояния и чувства, их психолого- правовая оценка
Эмоции, эмоциональные состояния и чувства, их психолого- правовая оценка Нормы управления
Нормы управления DiscreteMath_Class_01 (1)
DiscreteMath_Class_01 (1) LOGO Удивительный мир шахмат Исследовательская работа учащегося 3 б класса МОУ СОШ 1 «Полифорум» Андреева Андрея Руководитель: Бочка
LOGO Удивительный мир шахмат Исследовательская работа учащегося 3 б класса МОУ СОШ 1 «Полифорум» Андреева Андрея Руководитель: Бочка Методика обучения плаванию способом кроль на груди
Методика обучения плаванию способом кроль на груди Кирилл Панов MCITP, MCDBA OCP DBA Введение Популярные В России много-платформенные системы Для кого я записал этот вэбкаст Посчитаем Лицен
Кирилл Панов MCITP, MCDBA OCP DBA Введение Популярные В России много-платформенные системы Для кого я записал этот вэбкаст Посчитаем Лицен BP Outsourcing – Russian experience
BP Outsourcing – Russian experience Мировые культуры и межкультурные коммуникации. Лекция 7
Мировые культуры и межкультурные коммуникации. Лекция 7 Ценные бумаги
Ценные бумаги Le thème Bon voyage!
Le thème Bon voyage! Использование Пульса в оценке Fixed Price Agile проектов
Использование Пульса в оценке Fixed Price Agile проектов Коммерческое предложение: сухие смеси для приготовления замороженного йогурта
Коммерческое предложение: сухие смеси для приготовления замороженного йогурта Учимся писать безударные гласные в корне слова
Учимся писать безударные гласные в корне слова Уолис и Громи
Уолис и Громи Интегральное+исчисление
Интегральное+исчисление СНЕЖИНКИ
СНЕЖИНКИ Бальный метод
Бальный метод worm emotions
worm emotions Scotland Performed by a student Tikhonovich Violetta group K1793/9
Scotland Performed by a student Tikhonovich Violetta group K1793/9 Технология производства полимерных труб
Технология производства полимерных труб Презентация на тему: Я и мои права
Презентация на тему: Я и мои права Презентация на тему Отрицательное и вопросительное предложение в Past Simple
Презентация на тему Отрицательное и вопросительное предложение в Past Simple Кафе-бар EVOL
Кафе-бар EVOL Реклама на спинках кресел в кинотеатрах Презентация нового рекламного носителя ВОЗМОЖНОСТИ ФОРМАТ И СРОКИ ПОРТРЕТ АУДИТОРИИ
Реклама на спинках кресел в кинотеатрах Презентация нового рекламного носителя ВОЗМОЖНОСТИ ФОРМАТ И СРОКИ ПОРТРЕТ АУДИТОРИИ