- Операционный и производственный менеджмент

Содержание
- 2. 1. Теории организации
- 3. Организация (франц. organisation, от позднелат. organizo — сообщаю стройный вид, устраиваю): 1. внутренняя упорядоченность, согласованность взаимодействия
- 4. Классификация теорий организации рациональные теории; естественный подход; нерациональное направление.
- 5. Рациональные теории организации Организация рассматривается как инструмент достижения поставленной цели. Организация представлена совокупностью отдельных самостоятельных частей,
- 6. Естественный подход Организация рассматривается как естественный организм, которому присущ органический рост. Предполагается существование системы и после
- 7. Нерациональное направление Взяла от первой теории рациональность и от второй теории неформальные отношения. Это смешанное направление,
- 8. Объектом любой организации является система. Система (от греческого - целое, составленное из частей, соединение) – совокупность
- 9. Классификация систем: по природе (естественные и искусственные) по взаимосвязи с внешней средой (открытые и закрытые) по
- 10. Ряд действий, последовательность которых приводит к созданию системы: Найти нужную совокупность элементов Раскрыть их функциональные свойства
- 11. 2. Стратегия «Кайзен» и Бережливое производство
- 12. 2.1. Стратегия «Кайзен»
- 13. «Кайзен» (кайцен) переводится как «улучшение» (от «кай» - «изменение» и «зен» (цен) - «хорошо») Применительно к
- 14. Кайзен не означает лишь «делать лучше», он подразумевает достижение таких конкретных целей, как: устранение потерь (времени,
- 15. Принципы Кайзен
- 16. 1. Концентрация на клиентах В основе Кайзен лежит концентрация основанная на потребностях клиентов. Для компании, использующей
- 17. 2. Непрерывные изменения В компании, использующей Кайзен, поиск путей совершенствования не прекращается после того, как было
- 18. 3. Открытое признание проблем У любой компании есть проблемы. Компании, использующие Кайзен, не являются исключением, однако
- 19. 4. Пропаганда открытости В компании, использующей Кайзен, отделы обычно в меньшей степени обособлены друг от друга,
- 20. 5. Создание рабочих команд Каждый индивидуум в компании, использующей Кайзен, принадлежит к рабочей команде, управление которой
- 21. 6. Управление проектами при помощи межфункциональных команд С самого начала в команду специалистов- представителей различных областей,
- 22. 7. Формирование «поддерживающих» взаимоотношений Ключевой фактор в компании, использующей кайзен, - внимание к процессу управления. Компании,
- 23. 8. Развитие самодисциплины Самодисциплина — требование Кайзен не только потому, что принадлежность к команде и самостоятельный
- 24. 9. Информирование каждого сотрудника Кайзен требует, чтобы весь персонал был полностью информирован о своей компании (как
- 25. 10. Делегирование полномочий каждому сотруднику Под «делегированием полномочий» подразумевается, что каждому сотруднику даются навыки и возможность
- 26. Три столпа японской концепции Кайзен 1. Стандартизация, 2. 5S (поддержание порядка) 3. Устранение потерь
- 27. Пять шагов для поддержания порядка (5S), обозначенные японскими терминами, заключаются в следующем: Сейри (Seiri): Осознать, что
- 28. Пять способов оценки уровня 5S на каждой стадии. Самооценка. Оценка эксперта-консультанта. Оценка руководства. Комбинация вышеупомянутых способов.
- 29. Предваряя усилия по внедрению 5S, надо выделить определенное время на обсуждение этой философии и выгод от
- 30. Большая польза от 5S проявляется в рамках всей компании: помощь людям в воспитании самодисциплины; такие сотрудники
- 31. 2.2. Бережливое производство
- 32. Lean production – бережливое производство (экономное производство) ЭП - прорывной подход к менеджменту, который позволил компании
- 33. Почему у нас? заборы делаются из натурального дерева, а мебель из опилок (начиненных вредным для здоровья
- 34. Сигео Синго (один из авторов ЭП): производственная система компании Toyota направленная на абсолютное исключение потерь, столь
- 35. Причины неудач ЭП : погоня за бережливостью без оглядки на техническую реализуемость потока единичных изделий/услуг; невозможность
- 36. 5 принципов ЭП Определить ценность конкретного продукта; Определить поток создания ценности для этого продукта; Обеспечить непрерывное
- 37. Муда Муда (яп.) означает потери, то есть любую деятельность, которая потребляя ресурсы не создает ценности («полезности»,
- 38. Муда - это процессы, которые не приносят добавленной ценности потребителям, или уменьшают ее. Процессы, ведущие к
- 39. Реализация концепции возможна в двух вариантах: либо для получения разового результата, либо для создания постоянно улучшающегося
- 40. ЭП – великое средство борьбы с муда. В отличие от реинжиниринга бизнес-процессов, сокращающего рабочие места, ЭП
- 41. 5-ти ступенчатая модель построения организации ОИАСК
- 42. Описание последовательности шагов реализации ЭП
- 43. Шаг 1. Внедряем концепцию 5С (S) наводим порядок и наглядно демонстрируем неудобства, вызванные большими запасами. даем
- 44. Шаг 2. (параллельно с шагом 1) Делегирование полномочий Проводим работу по делегированию полномочий и доведению стратегических
- 45. Шаг 3. Цепочки внутренних потребителей и поставщиков необходимо превратить в последовательности процессов. Для реализации нужно различать
- 46. Ценность с точки зрения производителя и потребителя
- 47. Поток создания ценности это совокупность всех действий/операций, которые требуется совершить, чтобы определенный продукт/услуга прошел через 3
- 48. Т.е. реализация Шага 3 даст возможность сформировать потоки создания ценностей, как для внутренних, так и для
- 49. Следующие шаги по созданию бережливого производства осуществляются уже фактически с помощью и на основе тотальных инициатив
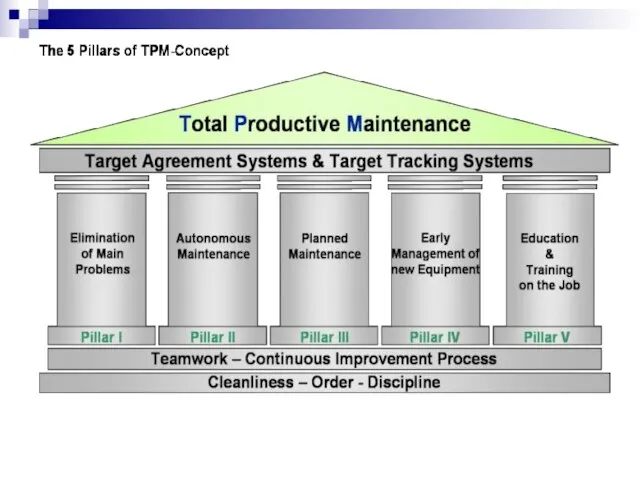
- 50. Цель TPM — обеспечить оптимальные условия эксплуатации и использования оборудования Фактически, речь идет о системе, обеспечивающей
- 51. Развертывание системы ТРМ предоставляет возможность добиться кардинального улучшения по следующим группам показателей: Уменьшить себестоимость на 30%;
- 52. Как правило, ТРМ развертывается по восьми направлениям, первые четыре из которых напрямую связаны с производственным сектором,
- 53. преобразование оборудования, реализация отдельных улучшений, которые направлены на повышение качества его обслуживания. «золотой стержень», т.е. основной
- 54. разработка системы управления оборудованием на первоначальном этапе его работы и системы формирования новых изделий. Это дает
- 56. 3. Процессный подход в управлении компанией
- 57. 3.1. Основные преимущества процессного подхода
- 58. Основа конкурентоспособности любой организации – умение эффективно организовать свою деятельность в постоянно изменяющихся условиях. Процессный подход
- 59. За счет чего это происходит? возникновение языка описания деятельности, доступного и понятного всем участникам процесса; возможность
- 60. процессный подход ведет к упрощению многоуровневых иерархических организационных структур, присущих функциональному подходу, что обеспечивает большую ориентацию
- 61. переход к процессному подходу позволяет рассматривать деятельность в системе менеджмента качества не в статике, а в
- 62. В чем отличия процессного подхода к управлению от функционального?
- 63. Функциональный подход
- 64. Нет одного ответственного за конечный результат. Отсутствие гибкости, медленное принятие решений и затруднение в проведении изменений.
- 65. Процессный подход
- 66. Есть один владелец процесса, отвечающий за его конечный результат Повышенная гибкость, быстрота в принятии решений и
- 67. Проблемы функционального подхода: Разные функциональные подразделения видят бизнес компании со своей точки зрения и не заинтересованы
- 68. К условным недостаткам процессного подхода можно отнести: сложность реализации (документирование и согласование процессов, разработка управленческих регламентов
- 69. 3.2. Основы реализации процессного подхода в организации
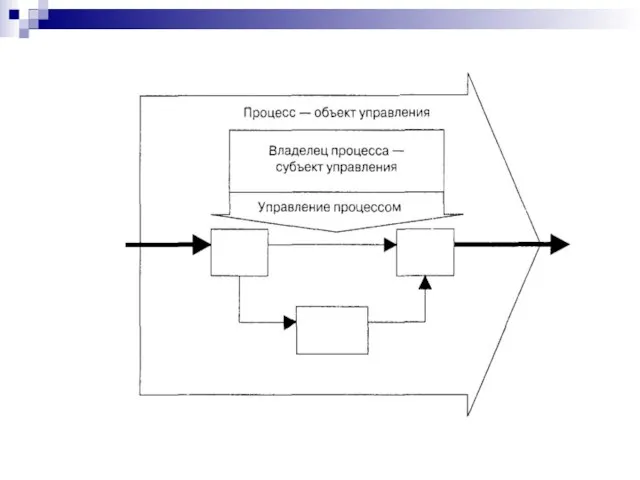
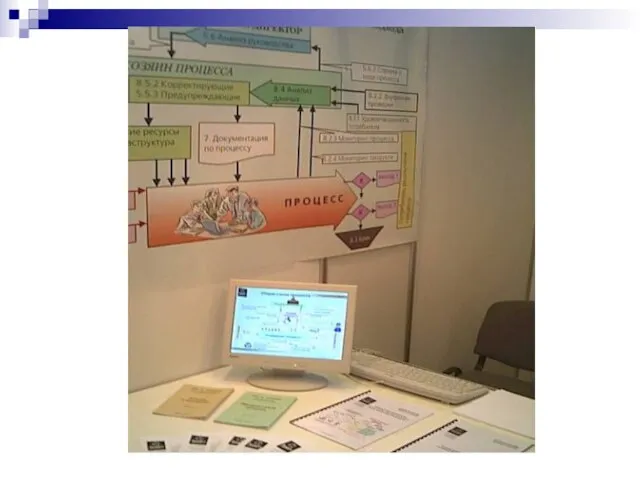
- 71. Процесс – это устойчивая, целенаправленная совокупность взаимосвязанных видов деятельности, которая по определенной технологии преобразует входы в
- 73. Выделяют три основных группы процессов: сквозные процессы, проходящие через несколько подразделений организации или через всю организацию,
- 74. Владелец процесса — это должностное лицо или коллегиальный орган управления, имеющий в своем распоряжении ресурсы, необходимые
- 75. Технологии процесса – это порядок выполнения деятельности по преобразованию входов и выходов. Системы показателей процесса –
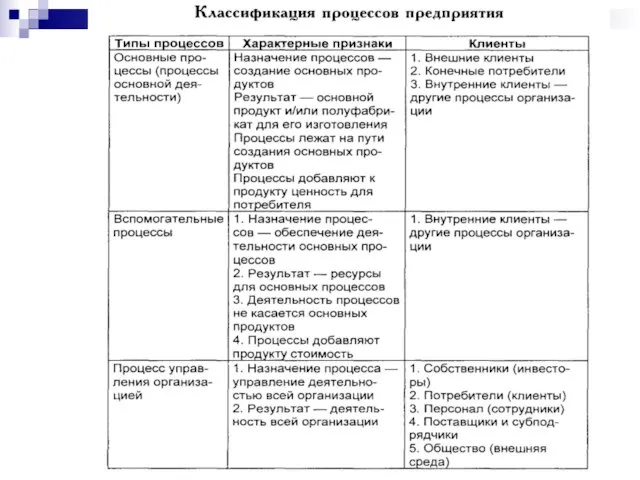
- 77. Пример перечня основных процессов на основе схемы жизненного цикла продукции
- 78. Вспомогательные процессы напрямую не добавляют стоимости и являются по своей сути затратными. К таким процессам обычно
- 79. Управление организацией в ряду процессов стоит отдельно. В аппарат управления обычно входят следующие подразделения с их
- 80. Выделение и описание отдельного процесса управления небольшой (до 300—500 работников) организации, может быть нецелесообразным. В простых
- 81. 3.3. Методики выделения процессов
- 82. Пошаговое выделение процессов организации Шаг 1. Выделение процессов Шаг 2. Регламентация процессов Шаг 3. Оптимизация процессов
- 83. МОДЕЛИРОВАНИЕ БИЗНЕС-ПРОЦЕССОВ подход ISO 9000; нотации IDEF0, IDEF3 и их дальнейшее развитие (ARIS eEPC); собственные разработки
- 84. ПОДХОД К МОДЕЛИРОВАНИЮ БИЗЕС-ПРОЦЕССОВ ISO 9000
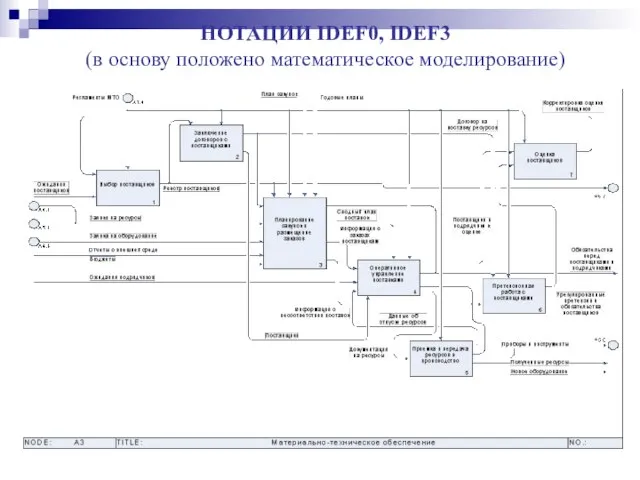
- 85. НОТАЦИИ IDEF0, IDEF3 (в основу положено математическое моделирование)
- 88. 4. Производственный менеджмент
- 89. 4.1. Организация производства
- 90. Организация производства – это организация изготовления материальных благ и целенаправленная координация во времени и пространстве всех
- 91. Критерии успешности организации производства: Длительность производственного цикла Производительность труда.
- 92. Предприятие – самостоятельный хозяйствующий субъект, созданный в установленном законом порядке для производства продукции, выполнения работ и
- 93. Типология предприятий: по размеру (крупные, средние, малые). по отраслевой принадлежности (отраслевые и неотраслевые). по форме собственности
- 94. Производственная структура предприятия – это состав основных, вспомогательных и обслуживающих подразделений производственного назначения, а так же
- 95. Виды производственных структур (для промышленных предприятий): предприятия с полным производственным циклом (заготовка, обработка, сборка); предприятия механосборочного
- 96. Показатели, характеризующие структуру предприятия: I. Размеры производственных звеньев: - величина выпуска - численность персонала - стоимость
- 97. Производственный процесс – это совокупность основных, вспомогательных, обслуживающих производственных процессов, в целях создания производственных стоимостей, т.
- 98. Основные производственные процессы – это та часть производственного процесса, в ходе которой происходит непосредственное изменение форм,
- 99. Стадия – обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Операция –
- 100. Производственные процессы делятся: Простые производственные процессы – это процессы, которые подвергаются последовательному ряду связанных между собой
- 101. 4.2. Принципы организации производственного процесса
- 102. Общие принципы организации производственного процесса Совместимости – создание единства целесообразно действующих элементов. Актуализации –случайные, неустойчивые, неупорядоченные
- 103. Частные принципы организации производственного процесса : Принцип дифференциации: разделение производственного процесса на отдельные технологические процессы. Чрезмерная
- 104. Принцип прямоточности: обеспечивает кратчайший путь движения предметов труда по стадиям производственного процесса. Принцип непрерывности: означает, что
- 105. Принцип автоматичности: максимальное количество операций выполняется автоматизировано. Принцип профилактики: обслуживание оборудования, наличие на предприятии плана предупредительных
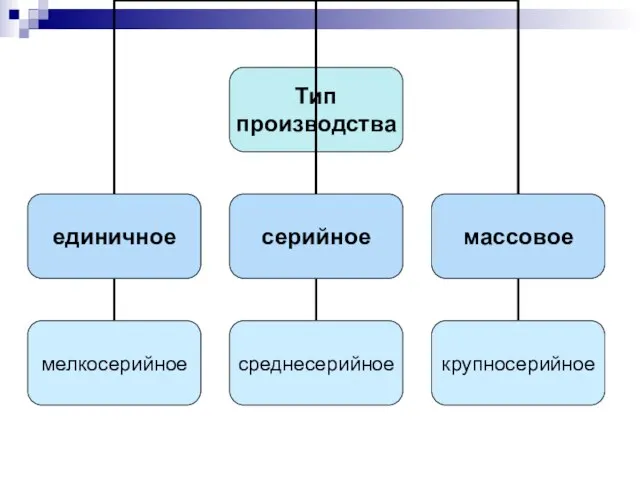
- 106. 4.3. Типы производства и их технико-экономические характеристики.
- 107. Тип производства – совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществленного на одном или нескольких рабочих
- 108. Факторы классификации типов производства: Широта номенклатуры. Номенклатура – число наименований изделий, закрепленные за производственной системой и
- 109. Количественные показатели для определения типа производства коэффициент специализации, коэффициент серийности, коэффициент массовости.
- 111. Единичное производство: широкая номенклатура изделий; объем выпуска – 1 изделие; нет постоянства закрепления операций за 1
- 112. Серийное производство специализируется на выпуске ограниченной номенклатуры изделий, небольшими объемами, которые повторяются через определенные интервалы времени.
- 113. Мелкосерийное производство тяготеет к единичному: широкая номенклатура изделий; изделия выпускаются малыми сериями, размеры серий неустойчивы; предприятие
- 114. выпуск продукции довольно крупными партиями; номенклатура выпуска изделий ограниченна; серии регулярно повторяются по периоду запуска и
- 115. Крупносерийное производство тяготеет к массовому : изделия производятся крупными сериями; номенклатура выпуска изделий ограниченна, а основные
- 116. Массовое производство: выпуск узкой номенклатуры изделий, в течении длительного периода времени; большой объем выпуска со стабильной
- 117. 4.4. Организация производственного процесса во времени.
- 118. это законченный ряд, взаимосвязь последовательно осуществляемых над исходными предметами труд различных частных производственных процессов изготовления продукции.
- 119. Продолжительность производственного цикла – это календарный период времени в течении которого сырье, основные материалы, полуфабрикаты и
- 120. Экономическое значение продолжительности производственного цикла: составление производственной программы предприятия и структурных подразделений; определение сроков начала работы
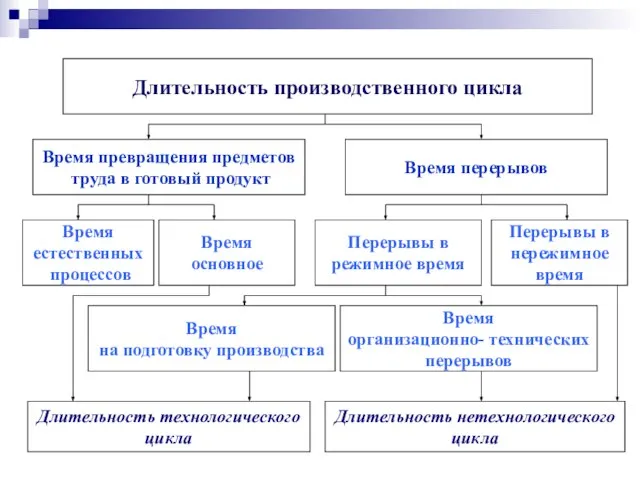
- 121. Длительность производственного цикла
- 122. Расчет и анализ продолжительности производственного цикла простого процесса. Основывается на организации движения предметов труда по операциям
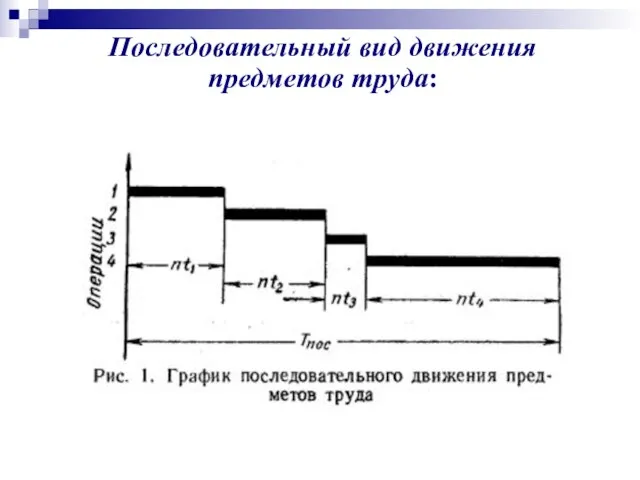
- 123. Последовательный вид движения предметов труда:
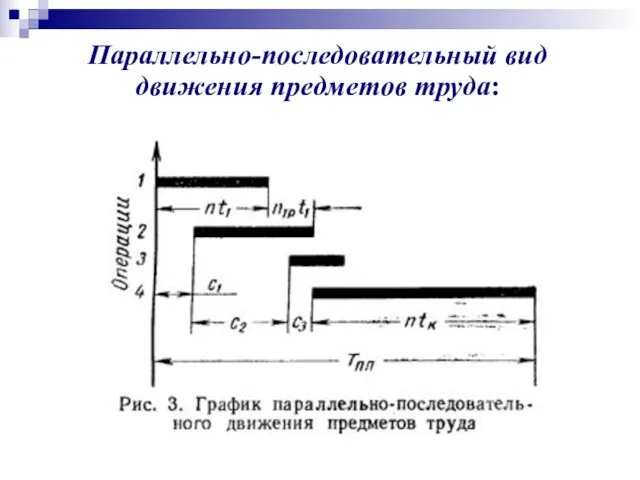
- 124. Параллельно-последовательный вид движения предметов труда:
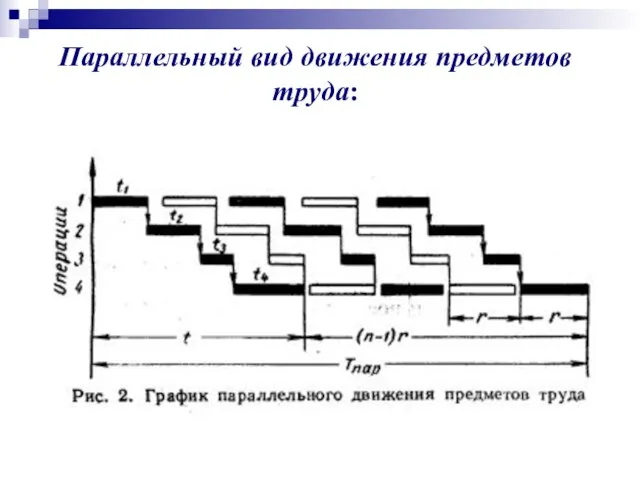
- 125. Параллельный вид движения предметов труда:
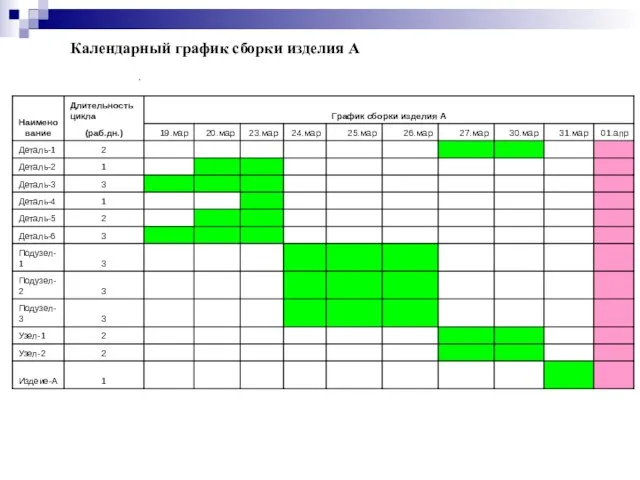
- 126. Расчет и анализ продолжительности производственного цикла сложного процесса. Производственный цикл сложного процесса представляет собой общую продолжительность
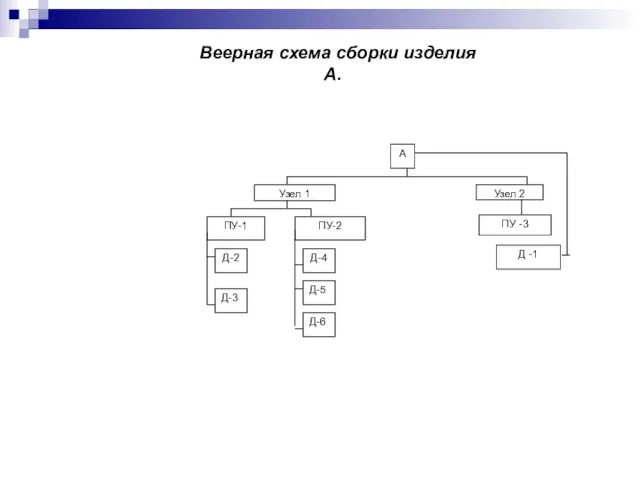
- 127. А Узел 1 Узел 2 ПУ-1 ПУ-2 Д-2 Д-3 Д-4 Д-5 Д-6 ПУ -3 Д -1
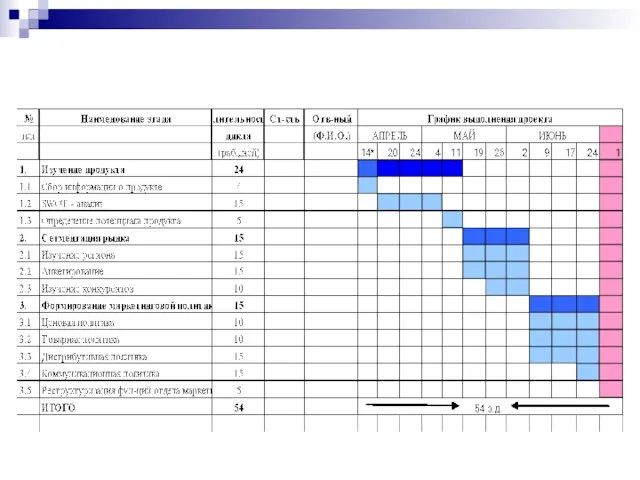
- 129. Проект «Маркетинговая стратегия компании Х»
- 131. 4.5. Методы организации производства
- 132. Метод организации производства – это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его
- 133. 1. Непоточный метод (единичный) организации производства: все рабочие места размещаются по однотипным группам оборудования без определенной
- 134. 2. Поточный метод организации производства: разделение производственного процесса на отдельные операции и длительное их закрепление за
- 135. 3. Автоматизированный метод организации производства Автоматизация производства – это процесс, при котором все или преобладающая часть
- 136. Направления автоматизации производства: Внедрение полуавтоматических или автоматических станков станки (ЧПУ). Создание комплексных систем-машин с автоматизацией всех
- 137. 5. Логистика
- 138. 5.1. Понятие «логистика»
- 139. 70
- 140. Логистика (Logistics) это: Наука о планировании, организации, управлении, контроле и регулировании движения материальных и информационных потоков
- 141. В экономической литературе логистическую систему делят на макро- и микрологистику. Макрологистика исследует проблемы, связанные с анализом
- 142. Важной задачей логистики является создание интегрированной системы регулирования и контроля материальных и информационных потоков. Под материальным
- 143. Под информационным потоком понимают совокупность циркулирующих в логистической системе, а также между этой системой и внешней
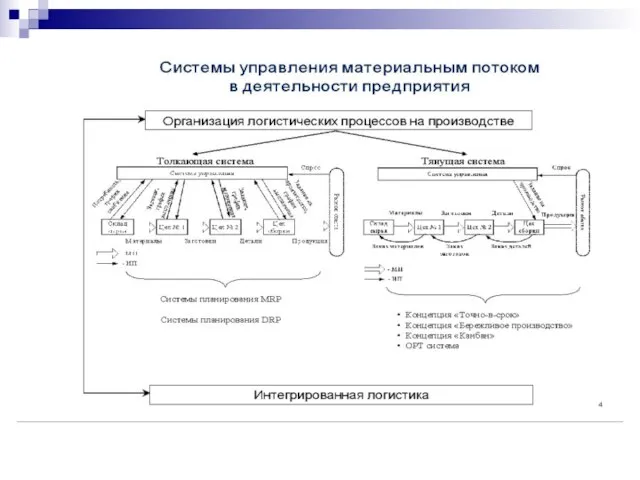
- 144. 5.2. Логистика производственных процессов.
- 145. В исследованиях по логистике можно выделить два направления логистики производственных процессов: Предприятие рассматривается как самостоятельная единица
- 146. Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции.
- 147. В условиях дефицита, когда существует полная уверенность, что продукция будет реализована, большое внимание следует уделять вопросам:
- 148. В условиях же, когда на первый план выходит проблема реализации и непредсказуемости спроса, производство на склад
- 149. Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из двух основных подходов: 1. система
- 150. Система с выталкиванием изделия, запущенного в производство
- 151. Система выталкивания предполагает что: изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд
- 152. Система с вытягиванием изделия, запущенного в производство
- 153. Система вытягивания предполагает что: получение изделий с предыдущего участка по мере необходимости. центральная система управления не
- 155. 5.3. Логистика запасов
- 156. Анализ моделей управления запасами сводится к установлению последовательности процедур снабжения и пополнения запасов, при которой обеспечиваются
- 157. Для решения проблем, связанных с запасами предназначены модели управления запасами. Модели должны отвечать на два основных
- 158. Модели управления запасами Модель с фиксированным размером заказа Модель с фиксированным интервалом времени между заказами Модель
- 159. 1. Модель с фиксированным размером заказа Контролирует уровень запаса. Когда уровень запаса падает ниже установленного (точка
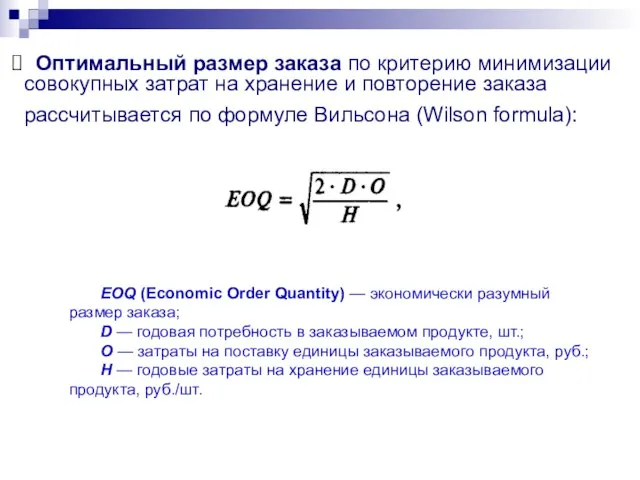
- 160. Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение и повторение заказа рассчитывается по формуле
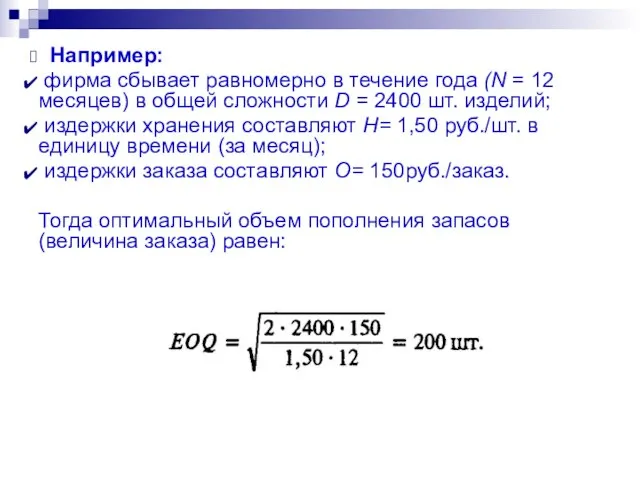
- 161. Например: фирма сбывает равномерно в течение года (N = 12 месяцев) в общей сложности D =
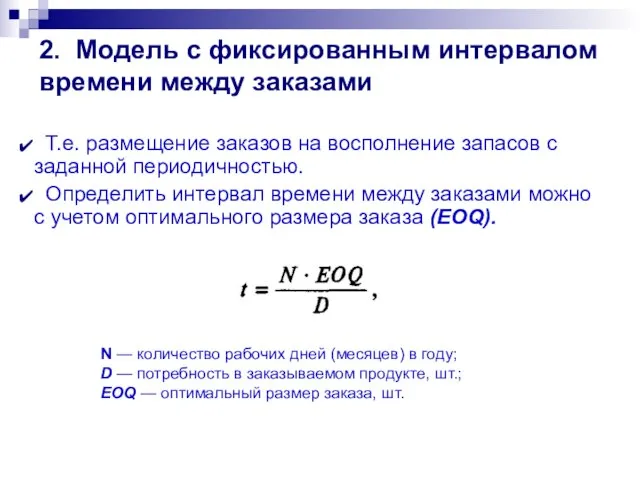
- 162. 2. Модель с фиксированным интервалом времени между заказами Т.е. размещение заказов на восполнение запасов с заданной
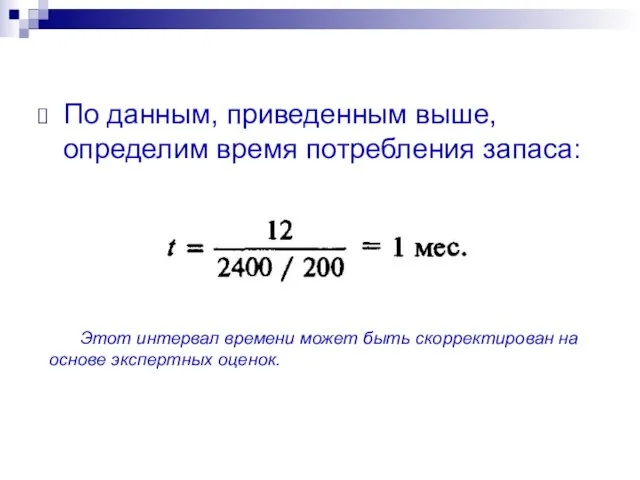
- 163. По данным, приведенным выше, определим время потребления запаса: Этот интервал времени может быть скорректирован на основе
- 164. В системе с фиксированным интервалом времени между заказами момент заказа не меняется, в то время как
- 165. 3. Модель с установленной периодичностью пополнения запасов до установленного уровня Заказы делаются периодически (как во втором
- 166. В зафиксированные моменты заказов расчет размера заказа производится по следующей формуле: РЗ = МЖЗ – ТЗ
- 167. 4. Модель «Минимум — Максимум» контроль за уровнем запасов делается периодически, и если при проверке оказалось,
- 168. 6. Менеджмент качества
- 169. 6.1. Возникновение и развитие управления качеством
- 170. Этапы развития управления качеством І. Комплексное управление качеством ІІ. Всеобщее управление качеством (TQM) ІІІ. Глобальный подход
- 171. Комплексное управление качеством – это учет всех факторов качества, охват всех этапов работ и увязка работ
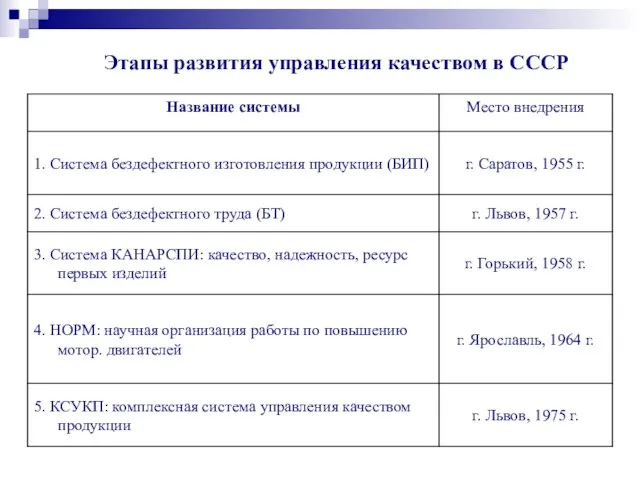
- 172. Этапы развития управления качеством в СССР
- 173. TQM Total Quality Management (всеобщий менеджмент качества) ПИРАМИДА УПРАВЛЕНИЯ Руководитель ПОТРЕБИТЕЛЬ
- 174. TQM Total Quality Management (всеобщий менеджмент качества) — это современная интегрированная концепция качества, рассматривающая качество как
- 175. Глобальный подход к сертификации и испытаниям (провозглашен Советом министров ЕС в 1989 г.) обеспечение доверия к
- 176. Схема модели премии Болдриджа (США)
- 177. Схема модели Европейской премии
- 178. Схема модели Российской премии
- 179. 2. Основные подходы определяющие понятие «качество»
- 180. Качество – это совокупность характеристик объекта, относящихся к его способности удовлетворять установленные и предполагаемые потребности [ISO
- 181. 1. Ценность=Стоимость Ожидания потребителя оправдались, а производитель окупил свои затраты. В данной ситуации это имеет место
- 182. Качество продукции с точки зрения производителя и потребителя
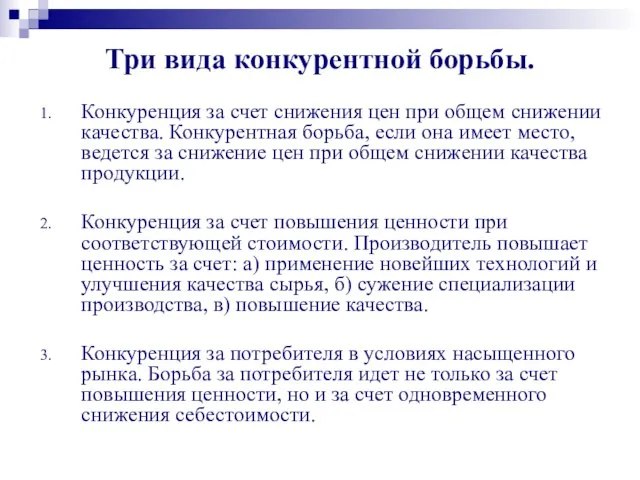
- 183. Три вида конкурентной борьбы. Конкуренция за счет снижения цен при общем снижении качества. Конкурентная борьба, если
- 184. Качество определяется рядом составляющих, образующих петлю качества». «Петля качества» представляет собой последовательность мер, определяющих качество товаров
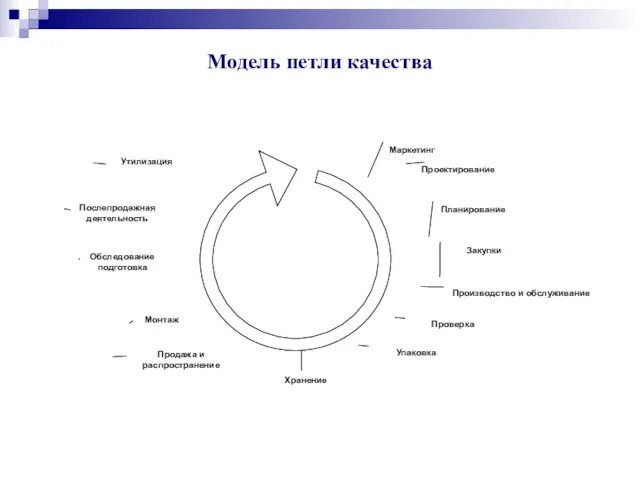
- 185. Модель петли качества
- 186. Правило десятикратных затрат: затраты на производство некачественной продукции, на обнаружение брака возрастают десятикратно при переходе со
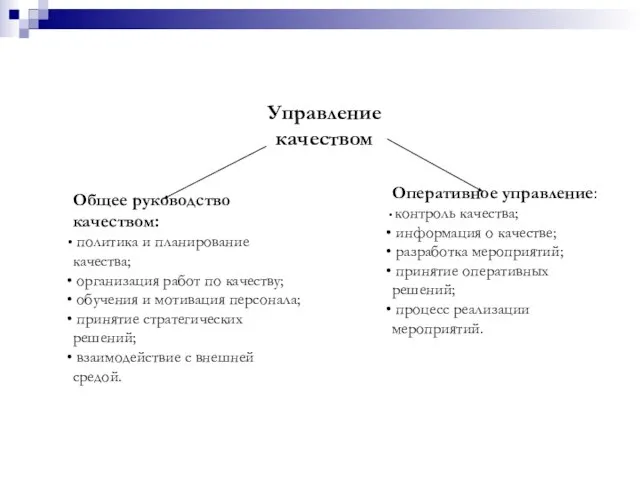
- 187. Менеджмент качества – скоординированная деятельность по руководству и управлению организацией, относящаяся к качеству. Управление качеством продукции
- 188. Система менеджмента качества – это система менеджмента для руководства и управления организацией применительно к качеству [ГОСТ
- 189. Обеспечение качества – процесс формирования необходимых свойств и характеристик продукции и результатов, когда говорят, что требуемое
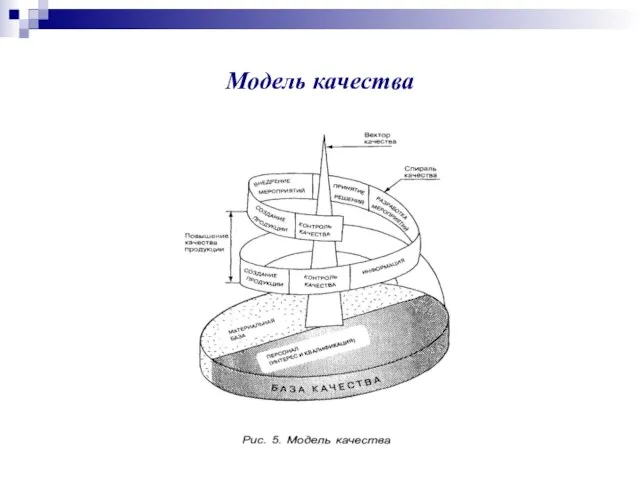
- 190. Модель качества
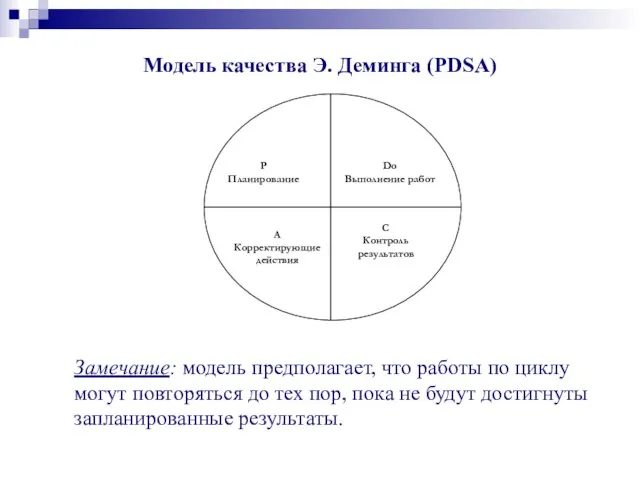
- 192. Модель качества Э. Деминга (PDSA) Замечание: модель предполагает, что работы по циклу могут повторяться до тех
- 194. Скачать презентацию
Слайд 3Организация (франц. organisation, от позднелат. organizo — сообщаю стройный вид, устраиваю):
1. внутренняя
Организация (франц. organisation, от позднелат. organizo — сообщаю стройный вид, устраиваю):
1. внутренняя
Слайд 4Классификация теорий организации
рациональные теории;
естественный подход;
нерациональное направление.
Классификация теорий организации
рациональные теории;
естественный подход;
нерациональное направление.
Слайд 5Рациональные теории организации
Организация рассматривается как инструмент достижения поставленной цели.
Организация представлена совокупностью отдельных
Рациональные теории организации
Организация рассматривается как инструмент достижения поставленной цели.
Организация представлена совокупностью отдельных
Слайд 6Естественный подход
Организация рассматривается как естественный организм, которому присущ органический рост.
Предполагается существование
Естественный подход
Организация рассматривается как естественный организм, которому присущ органический рост.
Предполагается существование
Слайд 7Нерациональное направление
Взяла от первой теории рациональность и от второй теории неформальные отношения.
Нерациональное направление
Взяла от первой теории рациональность и от второй теории неформальные отношения.
Слайд 8Объектом любой организации является система.
Система (от греческого - целое, составленное из частей,
Объектом любой организации является система.
Система (от греческого - целое, составленное из частей,

Слайд 9Классификация систем:
по природе
(естественные и искусственные)
по взаимосвязи с внешней средой
(открытые и
Классификация систем:
по природе
(естественные и искусственные)
по взаимосвязи с внешней средой
(открытые и
Слайд 10Ряд действий, последовательность которых приводит к созданию системы:
Найти нужную совокупность элементов
Раскрыть их
Ряд действий, последовательность которых приводит к созданию системы:
Найти нужную совокупность элементов
Раскрыть их
Слайд 112. Стратегия «Кайзен» и Бережливое производство
2. Стратегия «Кайзен» и Бережливое производство
Слайд 122.1. Стратегия «Кайзен»
2.1. Стратегия «Кайзен»
Слайд 13«Кайзен» (кайцен) переводится как «улучшение» (от «кай» - «изменение» и «зен» (цен)
«Кайзен» (кайцен) переводится как «улучшение» (от «кай» - «изменение» и «зен» (цен)
Слайд 14Кайзен не означает лишь «делать лучше», он подразумевает достижение таких конкретных целей,
Кайзен не означает лишь «делать лучше», он подразумевает достижение таких конкретных целей,
Слайд 15Принципы Кайзен
Принципы Кайзен
Слайд 161. Концентрация на клиентах
В основе Кайзен лежит концентрация основанная на потребностях
1. Концентрация на клиентах
В основе Кайзен лежит концентрация основанная на потребностях
Слайд 172. Непрерывные изменения
В компании, использующей Кайзен, поиск путей совершенствования не прекращается после
2. Непрерывные изменения
В компании, использующей Кайзен, поиск путей совершенствования не прекращается после
Слайд 183. Открытое признание проблем
У любой компании есть проблемы. Компании, использующие Кайзен, не
3. Открытое признание проблем
У любой компании есть проблемы. Компании, использующие Кайзен, не
Слайд 194. Пропаганда открытости
В компании, использующей Кайзен, отделы обычно в меньшей степени обособлены
4. Пропаганда открытости
В компании, использующей Кайзен, отделы обычно в меньшей степени обособлены
Слайд 205. Создание рабочих команд
Каждый индивидуум в компании, использующей Кайзен, принадлежит к
5. Создание рабочих команд
Каждый индивидуум в компании, использующей Кайзен, принадлежит к
Слайд 216. Управление проектами при
помощи межфункциональных команд
С самого начала в команду
6. Управление проектами при
помощи межфункциональных команд
С самого начала в команду
Слайд 227. Формирование «поддерживающих» взаимоотношений
Ключевой фактор в компании, использующей кайзен, - внимание
7. Формирование «поддерживающих» взаимоотношений
Ключевой фактор в компании, использующей кайзен, - внимание
Слайд 238. Развитие самодисциплины
Самодисциплина — требование Кайзен не только потому, что принадлежность к
8. Развитие самодисциплины
Самодисциплина — требование Кайзен не только потому, что принадлежность к
Слайд 249. Информирование каждого сотрудника
Кайзен требует, чтобы весь персонал был полностью информирован
9. Информирование каждого сотрудника
Кайзен требует, чтобы весь персонал был полностью информирован
Слайд 2510. Делегирование полномочий каждому сотруднику
Под «делегированием полномочий» подразумевается, что каждому сотруднику даются
10. Делегирование полномочий каждому сотруднику
Под «делегированием полномочий» подразумевается, что каждому сотруднику даются
Слайд 26Три столпа японской концепции Кайзен
1. Стандартизация,
2. 5S (поддержание порядка)
3. Устранение
Три столпа японской концепции Кайзен
1. Стандартизация,
2. 5S (поддержание порядка)
3. Устранение
Слайд 27Пять шагов для поддержания порядка (5S), обозначенные японскими терминами, заключаются в следующем:
Сейри
Пять шагов для поддержания порядка (5S), обозначенные японскими терминами, заключаются в следующем:
Сейри
Слайд 28Пять способов оценки уровня 5S
на каждой стадии.
Самооценка.
Оценка эксперта-консультанта.
Оценка руководства.
Комбинация вышеупомянутых
Пять способов оценки уровня 5S
на каждой стадии.
Самооценка.
Оценка эксперта-консультанта.
Оценка руководства.
Комбинация вышеупомянутых
Слайд 29Предваряя усилия по внедрению 5S, надо выделить определенное время на обсуждение этой
Предваряя усилия по внедрению 5S, надо выделить определенное время на обсуждение этой
Слайд 30Большая польза от 5S проявляется в рамках всей компании:
помощь людям в воспитании
Большая польза от 5S проявляется в рамках всей компании:
помощь людям в воспитании
Слайд 312.2. Бережливое производство
2.2. Бережливое производство
Слайд 32Lean production – бережливое производство (экономное производство)
ЭП - прорывной подход к менеджменту,
Lean production – бережливое производство (экономное производство)
ЭП - прорывной подход к менеджменту,
Слайд 33Почему у нас?
заборы делаются из натурального дерева, а мебель из опилок (начиненных
Почему у нас?
заборы делаются из натурального дерева, а мебель из опилок (начиненных
Слайд 34Сигео Синго (один из авторов ЭП):
производственная система компании Toyota направленная на абсолютное
Сигео Синго (один из авторов ЭП):
производственная система компании Toyota направленная на абсолютное
Слайд 35Причины неудач ЭП :
погоня за бережливостью без оглядки на техническую реализуемость потока
Причины неудач ЭП :
погоня за бережливостью без оглядки на техническую реализуемость потока
Слайд 365 принципов ЭП
Определить ценность конкретного продукта;
Определить поток создания ценности для этого продукта;
Обеспечить
5 принципов ЭП
Определить ценность конкретного продукта;
Определить поток создания ценности для этого продукта;
Обеспечить
Слайд 37Муда
Муда (яп.) означает потери, то есть любую
деятельность, которая потребляя ресурсы не
Муда
Муда (яп.) означает потери, то есть любую
деятельность, которая потребляя ресурсы не
Слайд 38Муда - это процессы, которые не приносят добавленной ценности потребителям, или уменьшают
Муда - это процессы, которые не приносят добавленной ценности потребителям, или уменьшают
Слайд 39Реализация концепции возможна в двух вариантах:
либо для получения разового результата,
Реализация концепции возможна в двух вариантах:
либо для получения разового результата,
Слайд 40ЭП – великое средство борьбы с муда.
В отличие от реинжиниринга
бизнес-процессов,
ЭП – великое средство борьбы с муда.
В отличие от реинжиниринга
бизнес-процессов,
Слайд 415-ти ступенчатая модель построения организации ОИАСК
5-ти ступенчатая модель построения организации ОИАСК

Слайд 42Описание последовательности шагов реализации ЭП
Описание последовательности шагов реализации ЭП
Слайд 43Шаг 1. Внедряем концепцию 5С (S)
наводим порядок и наглядно демонстрируем неудобства,
Шаг 1. Внедряем концепцию 5С (S)
наводим порядок и наглядно демонстрируем неудобства,
Слайд 44Шаг 2. (параллельно с шагом 1)
Делегирование полномочий
Проводим работу по делегированию полномочий
Шаг 2. (параллельно с шагом 1)
Делегирование полномочий
Проводим работу по делегированию полномочий
Слайд 45Шаг 3. Цепочки внутренних потребителей и поставщиков необходимо превратить в последовательности процессов.
Шаг 3. Цепочки внутренних потребителей и поставщиков необходимо превратить в последовательности процессов.
Слайд 46Ценность с точки зрения производителя и потребителя
Ценность с точки зрения производителя и потребителя

Слайд 47Поток создания ценности
это совокупность всех действий/операций, которые требуется совершить, чтобы определенный продукт/услуга
Поток создания ценности
это совокупность всех действий/операций, которые требуется совершить, чтобы определенный продукт/услуга
Слайд 48 Т.е. реализация Шага 3 даст возможность сформировать потоки создания ценностей, как для
Т.е. реализация Шага 3 даст возможность сформировать потоки создания ценностей, как для
Слайд 49Следующие шаги по созданию бережливого производства осуществляются уже фактически с помощью и
Следующие шаги по созданию бережливого производства осуществляются уже фактически с помощью и
Слайд 50Цель TPM — обеспечить оптимальные условия эксплуатации и использования оборудования
Фактически, речь
Цель TPM — обеспечить оптимальные условия эксплуатации и использования оборудования
Фактически, речь
Слайд 51Развертывание системы ТРМ предоставляет возможность добиться кардинального улучшения по следующим группам показателей:
Развертывание системы ТРМ предоставляет возможность добиться кардинального улучшения по следующим группам показателей:
Слайд 52Как правило, ТРМ развертывается по восьми направлениям,
первые четыре из которых
Как правило, ТРМ развертывается по восьми направлениям,
первые четыре из которых
Слайд 53преобразование оборудования, реализация отдельных улучшений, которые направлены на повышение качества его обслуживания.
преобразование оборудования, реализация отдельных улучшений, которые направлены на повышение качества его обслуживания.
Слайд 54разработка системы управления оборудованием на первоначальном этапе его работы и системы формирования
разработка системы управления оборудованием на первоначальном этапе его работы и системы формирования
Слайд 563. Процессный подход
в управлении компанией
3. Процессный подход
в управлении компанией
Слайд 573.1. Основные преимущества процессного подхода
3.1. Основные преимущества процессного подхода
Слайд 58Основа конкурентоспособности любой организации – умение эффективно организовать свою деятельность в постоянно
Основа конкурентоспособности любой организации – умение эффективно организовать свою деятельность в постоянно
Слайд 59За счет чего это происходит?
возникновение языка описания деятельности, доступного и понятного всем
За счет чего это происходит?
возникновение языка описания деятельности, доступного и понятного всем
Слайд 60процессный подход ведет к упрощению многоуровневых иерархических организационных структур, присущих функциональному подходу,
процессный подход ведет к упрощению многоуровневых иерархических организационных структур, присущих функциональному подходу,
Слайд 61переход к процессному подходу позволяет рассматривать деятельность в системе менеджмента качества не
переход к процессному подходу позволяет рассматривать деятельность в системе менеджмента качества не
Слайд 62В чем отличия процессного подхода к управлению от функционального?
В чем отличия процессного подхода к управлению от функционального?

Слайд 63Функциональный подход
Функциональный подход

Слайд 64Нет одного ответственного за конечный результат.
Отсутствие гибкости, медленное принятие решений и
Нет одного ответственного за конечный результат.
Отсутствие гибкости, медленное принятие решений и
Слайд 65Процессный подход
Процессный подход

Слайд 66Есть один владелец процесса, отвечающий за его конечный результат
Повышенная гибкость, быстрота
Есть один владелец процесса, отвечающий за его конечный результат
Повышенная гибкость, быстрота
Слайд 67Проблемы функционального подхода:
Разные функциональные подразделения видят бизнес компании со своей точки зрения
Проблемы функционального подхода:
Разные функциональные подразделения видят бизнес компании со своей точки зрения
Слайд 68К условным недостаткам процессного подхода можно отнести:
сложность реализации
(документирование и
К условным недостаткам процессного подхода можно отнести:
сложность реализации
(документирование и
Слайд 693.2. Основы реализации процессного подхода в организации
3.2. Основы реализации процессного подхода в организации
Слайд 71Процесс – это устойчивая, целенаправленная совокупность взаимосвязанных видов деятельности, которая по определенной
Процесс – это устойчивая, целенаправленная совокупность взаимосвязанных видов деятельности, которая по определенной
Слайд 73Выделяют три основных группы процессов:
сквозные процессы, проходящие через несколько подразделений организации
Выделяют три основных группы процессов:
сквозные процессы, проходящие через несколько подразделений организации
Слайд 74Владелец процесса — это должностное лицо или коллегиальный орган управления, имеющий в
Владелец процесса — это должностное лицо или коллегиальный орган управления, имеющий в
Слайд 75Технологии процесса – это порядок выполнения деятельности по преобразованию входов и выходов.
Системы
Технологии процесса – это порядок выполнения деятельности по преобразованию входов и выходов.
Системы
Слайд 77Пример перечня основных процессов на основе схемы жизненного цикла продукции
Пример перечня основных процессов на основе схемы жизненного цикла продукции

Слайд 78Вспомогательные процессы напрямую не добавляют стоимости и являются по своей сути затратными.
Вспомогательные процессы напрямую не добавляют стоимости и являются по своей сути затратными.
Слайд 79Управление организацией в ряду процессов стоит отдельно. В аппарат управления обычно входят
Управление организацией в ряду процессов стоит отдельно. В аппарат управления обычно входят
Слайд 80Выделение и описание отдельного процесса управления небольшой (до 300—500 работников) организации, может
Выделение и описание отдельного процесса управления небольшой (до 300—500 работников) организации, может
Слайд 813.3. Методики выделения процессов
3.3. Методики выделения процессов
Слайд 82Пошаговое выделение процессов организации
Шаг 1. Выделение процессов
Шаг 2. Регламентация процессов
Шаг 3. Оптимизация
Пошаговое выделение процессов организации
Шаг 1. Выделение процессов
Шаг 2. Регламентация процессов
Шаг 3. Оптимизация
Слайд 83МОДЕЛИРОВАНИЕ БИЗНЕС-ПРОЦЕССОВ
подход ISO 9000;
нотации IDEF0, IDEF3 и их дальнейшее развитие (ARIS
МОДЕЛИРОВАНИЕ БИЗНЕС-ПРОЦЕССОВ
подход ISO 9000;
нотации IDEF0, IDEF3 и их дальнейшее развитие (ARIS
Слайд 84ПОДХОД К МОДЕЛИРОВАНИЮ БИЗЕС-ПРОЦЕССОВ ISO 9000
ПОДХОД К МОДЕЛИРОВАНИЮ БИЗЕС-ПРОЦЕССОВ ISO 9000

Слайд 85НОТАЦИИ IDEF0, IDEF3
(в основу положено математическое моделирование)
НОТАЦИИ IDEF0, IDEF3
(в основу положено математическое моделирование)

Слайд 884. Производственный менеджмент
4. Производственный менеджмент
Слайд 894.1. Организация производства
4.1. Организация производства
Слайд 90Организация производства – это организация изготовления материальных благ и целенаправленная координация во
Слайд 91Критерии успешности организации производства:
Длительность производственного цикла
Производительность труда.
Критерии успешности организации производства:
Длительность производственного цикла
Производительность труда.

Слайд 92Предприятие – самостоятельный хозяйствующий субъект, созданный в установленном законом порядке для производства
Предприятие – самостоятельный хозяйствующий субъект, созданный в установленном законом порядке для производства
Слайд 93Типология предприятий:
по размеру (крупные, средние, малые).
по отраслевой принадлежности (отраслевые и неотраслевые).
по форме
Типология предприятий:
по размеру (крупные, средние, малые).
по отраслевой принадлежности (отраслевые и неотраслевые).
по форме
Слайд 94Производственная структура предприятия – это состав основных, вспомогательных и обслуживающих подразделений производственного
Производственная структура предприятия – это состав основных, вспомогательных и обслуживающих подразделений производственного
Слайд 95Виды производственных структур
(для промышленных предприятий):
предприятия с полным производственным циклом (заготовка, обработка,
Виды производственных структур
(для промышленных предприятий):
предприятия с полным производственным циклом (заготовка, обработка,
Слайд 96Показатели, характеризующие
структуру предприятия:
I. Размеры производственных звеньев:
- величина выпуска
- численность персонала
- стоимость
Показатели, характеризующие
структуру предприятия:
I. Размеры производственных звеньев:
- величина выпуска
- численность персонала
- стоимость
Слайд 97Производственный процесс – это совокупность основных, вспомогательных, обслуживающих производственных процессов, в целях
Производственный процесс – это совокупность основных, вспомогательных, обслуживающих производственных процессов, в целях
Слайд 98Основные производственные процессы – это та часть производственного процесса, в ходе которой
Основные производственные процессы – это та часть производственного процесса, в ходе которой
Слайд 99Стадия – обособленная часть производственного процесса, когда предмет труда переходит в другое
Стадия – обособленная часть производственного процесса, когда предмет труда переходит в другое
Слайд 100Производственные процессы делятся:
Простые производственные процессы – это процессы, которые подвергаются последовательному ряду
Производственные процессы делятся:
Простые производственные процессы – это процессы, которые подвергаются последовательному ряду
Слайд 1014.2. Принципы организации производственного процесса
4.2. Принципы организации производственного процесса
Слайд 102Общие принципы организации производственного процесса
Совместимости – создание единства целесообразно действующих элементов.
Актуализации
Общие принципы организации производственного процесса
Совместимости – создание единства целесообразно действующих элементов.
Актуализации
Слайд 103Частные принципы
организации производственного процесса :
Принцип дифференциации: разделение производственного процесса на отдельные
Частные принципы
организации производственного процесса :
Принцип дифференциации: разделение производственного процесса на отдельные
Слайд 104Принцип прямоточности: обеспечивает кратчайший путь движения предметов труда по стадиям производственного процесса.
Принцип
Принцип прямоточности: обеспечивает кратчайший путь движения предметов труда по стадиям производственного процесса.
Принцип
Слайд 105Принцип автоматичности: максимальное количество операций выполняется автоматизировано.
Принцип профилактики: обслуживание оборудования, наличие на
Принцип автоматичности: максимальное количество операций выполняется автоматизировано.
Принцип профилактики: обслуживание оборудования, наличие на
Слайд 1064.3. Типы производства и их технико-экономические характеристики.
4.3. Типы производства и их технико-экономические характеристики.
Слайд 107 Тип производства – совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществленного
Тип производства – совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществленного
Слайд 108Факторы классификации
типов производства:
Широта номенклатуры.
Номенклатура – число наименований изделий, закрепленные за
Факторы классификации
типов производства:
Широта номенклатуры.
Номенклатура – число наименований изделий, закрепленные за
Слайд 109Количественные показатели
для определения типа производства
коэффициент специализации,
коэффициент серийности,
коэффициент массовости.
Количественные показатели
для определения типа производства
коэффициент специализации,
коэффициент серийности,
коэффициент массовости.
Слайд 111Единичное производство:
широкая номенклатура изделий;
объем выпуска – 1 изделие;
нет постоянства закрепления операций
Единичное производство:
широкая номенклатура изделий;
объем выпуска – 1 изделие;
нет постоянства закрепления операций
Слайд 112Серийное производство
специализируется на выпуске ограниченной номенклатуры изделий, небольшими объемами, которые повторяются
Серийное производство
специализируется на выпуске ограниченной номенклатуры изделий, небольшими объемами, которые повторяются
Слайд 113Мелкосерийное производство
тяготеет к единичному:
широкая номенклатура изделий;
изделия выпускаются малыми сериями, размеры серий
Мелкосерийное производство
тяготеет к единичному:
широкая номенклатура изделий;
изделия выпускаются малыми сериями, размеры серий
Слайд 114выпуск продукции довольно крупными партиями;
номенклатура выпуска изделий ограниченна;
серии регулярно повторяются
выпуск продукции довольно крупными партиями;
номенклатура выпуска изделий ограниченна;
серии регулярно повторяются
Слайд 115Крупносерийное производство
тяготеет к массовому :
изделия производятся крупными сериями;
номенклатура выпуска изделий
Крупносерийное производство
тяготеет к массовому :
изделия производятся крупными сериями;
номенклатура выпуска изделий
Слайд 116Массовое производство:
выпуск узкой номенклатуры изделий, в течении длительного периода времени;
большой объем выпуска
Массовое производство:
выпуск узкой номенклатуры изделий, в течении длительного периода времени;
большой объем выпуска
Слайд 1174.4. Организация производственного процесса во времени.
4.4. Организация производственного процесса во времени.
Слайд 118это законченный ряд, взаимосвязь последовательно осуществляемых над исходными предметами труд различных частных
это законченный ряд, взаимосвязь последовательно осуществляемых над исходными предметами труд различных частных
Слайд 119Продолжительность
производственного цикла –
это календарный период времени в течении которого сырье,
Продолжительность
производственного цикла –
это календарный период времени в течении которого сырье,
Слайд 120Экономическое значение продолжительности производственного цикла:
составление производственной программы предприятия и структурных подразделений;
определение сроков
Экономическое значение продолжительности производственного цикла:
составление производственной программы предприятия и структурных подразделений;
определение сроков
Слайд 121Длительность производственного цикла
Длительность производственного цикла
Слайд 122Расчет и анализ продолжительности
производственного цикла простого процесса.
Основывается на организации движения предметов
Расчет и анализ продолжительности
производственного цикла простого процесса.
Основывается на организации движения предметов
Слайд 123Последовательный вид движения предметов труда:
Последовательный вид движения предметов труда:
Слайд 124Параллельно-последовательный вид движения предметов труда:
Параллельно-последовательный вид движения предметов труда:
Слайд 125Параллельный вид движения предметов труда:
Параллельный вид движения предметов труда:
Слайд 126Расчет и анализ продолжительности
производственного цикла сложного процесса.
Производственный цикл сложного процесса представляет
Расчет и анализ продолжительности
производственного цикла сложного процесса.
Производственный цикл сложного процесса представляет
Слайд 127А
Узел 1
Узел 2
ПУ-1
ПУ-2
Д-2
Д-3
Д-4
Д-5
Д-6
ПУ -3
Д -1
Веерная схема сборки изделия А.
А
Узел 1
Узел 2
ПУ-1
ПУ-2
Д-2
Д-3
Д-4
Д-5
Д-6
ПУ -3
Д -1
Веерная схема сборки изделия А.
Слайд 129Проект «Маркетинговая стратегия компании Х»
Проект «Маркетинговая стратегия компании Х»

Слайд 1314.5. Методы организации производства
4.5. Методы организации производства
Слайд 132Метод организации производства –
это способ осуществления производственного процесса, представляющий собой совокупность
Метод организации производства –
это способ осуществления производственного процесса, представляющий собой совокупность
Слайд 1331. Непоточный метод (единичный)
организации производства:
все рабочие места размещаются по однотипным
1. Непоточный метод (единичный)
организации производства:
все рабочие места размещаются по однотипным
Слайд 1342. Поточный метод организации производства:
разделение производственного процесса на отдельные операции
2. Поточный метод организации производства:
разделение производственного процесса на отдельные операции
Слайд 1353. Автоматизированный метод
организации производства
Автоматизация производства – это процесс, при котором
3. Автоматизированный метод
организации производства
Автоматизация производства – это процесс, при котором
Слайд 136Направления автоматизации производства:
Внедрение полуавтоматических или автоматических станков станки (ЧПУ).
Создание комплексных систем-машин с
Направления автоматизации производства:
Внедрение полуавтоматических или автоматических станков станки (ЧПУ).
Создание комплексных систем-машин с

Слайд 1375. Логистика
5. Логистика
Слайд 1385.1. Понятие «логистика»
5.1. Понятие «логистика»
Слайд 140Логистика (Logistics) это:
Наука о планировании, организации, управлении, контроле и регулировании движения
Логистика (Logistics) это:
Наука о планировании, организации, управлении, контроле и регулировании движения
Слайд 141В экономической литературе логистическую систему делят на макро- и микрологистику.
Макрологистика исследует
В экономической литературе логистическую систему делят на макро- и микрологистику.
Макрологистика исследует
Слайд 142 Важной задачей логистики является создание интегрированной системы регулирования и контроля материальных
Важной задачей логистики является создание интегрированной системы регулирования и контроля материальных
Слайд 143 Под информационным потоком понимают совокупность циркулирующих в логистической системе, а также
Под информационным потоком понимают совокупность циркулирующих в логистической системе, а также
Слайд 1445.2. Логистика производственных процессов.
5.2. Логистика производственных процессов.
Слайд 145 В исследованиях по логистике можно выделить два направления логистики производственных процессов:
Предприятие
В исследованиях по логистике можно выделить два направления логистики производственных процессов:
Предприятие
Слайд 146 Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции.
Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции.
Слайд 147 В условиях дефицита, когда существует полная уверенность, что продукция будет реализована,
В условиях дефицита, когда существует полная уверенность, что продукция будет реализована,
Слайд 148 В условиях же, когда на первый план выходит проблема реализации и
В условиях же, когда на первый план выходит проблема реализации и
Слайд 149 Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из
Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из
Слайд 150Система с выталкиванием изделия, запущенного в производство
Система с выталкиванием изделия, запущенного в производство
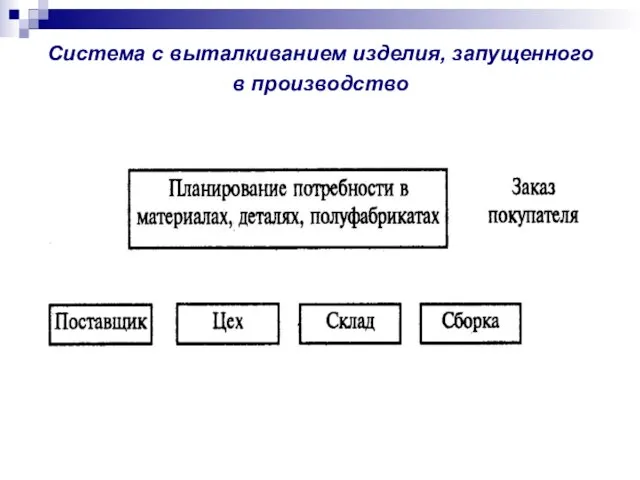
Слайд 151 Система выталкивания предполагает что:
изготовление изделий начинается на одном конце производственной
Система выталкивания предполагает что:
изготовление изделий начинается на одном конце производственной
Слайд 152Система с вытягиванием изделия, запущенного в производство
Система с вытягиванием изделия, запущенного в производство
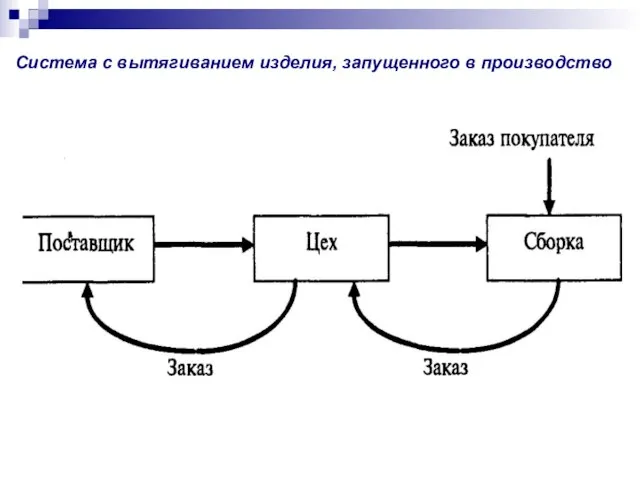
Слайд 153 Система вытягивания предполагает что:
получение изделий с предыдущего участка по мере
Система вытягивания предполагает что:
получение изделий с предыдущего участка по мере
Слайд 1555.3. Логистика запасов
5.3. Логистика запасов
Слайд 156Анализ моделей управления запасами сводится к установлению последовательности процедур снабжения и пополнения
Анализ моделей управления запасами сводится к установлению последовательности процедур снабжения и пополнения
Слайд 157 Для решения проблем, связанных с запасами предназначены модели управления запасами.
Модели
Для решения проблем, связанных с запасами предназначены модели управления запасами.
Модели
Слайд 158 Модели управления запасами
Модель с фиксированным размером заказа
Модель с фиксированным интервалом времени
Модели управления запасами
Модель с фиксированным размером заказа
Модель с фиксированным интервалом времени
Слайд 1591. Модель с фиксированным размером заказа
Контролирует уровень запаса.
Когда уровень запаса падает ниже
1. Модель с фиксированным размером заказа
Контролирует уровень запаса.
Когда уровень запаса падает ниже
Слайд 160 Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение и
Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение и
Слайд 161 Например:
фирма сбывает равномерно в течение года (N = 12 месяцев)
Например:
фирма сбывает равномерно в течение года (N = 12 месяцев)
Слайд 1622. Модель с фиксированным интервалом времени между заказами
Т.е. размещение заказов
2. Модель с фиксированным интервалом времени между заказами
Т.е. размещение заказов
Слайд 163По данным, приведенным выше, определим время потребления запаса:
Этот интервал времени может
По данным, приведенным выше, определим время потребления запаса:
Этот интервал времени может
Слайд 164 В системе с фиксированным интервалом времени между заказами момент заказа не
В системе с фиксированным интервалом времени между заказами момент заказа не
Слайд 1653. Модель с установленной периодичностью пополнения запасов до установленного уровня
Заказы делаются периодически
3. Модель с установленной периодичностью пополнения запасов до установленного уровня
Заказы делаются периодически
Слайд 166В зафиксированные моменты заказов расчет размера заказа производится по следующей формуле:
РЗ =
В зафиксированные моменты заказов расчет размера заказа производится по следующей формуле:
РЗ =
Слайд 1674. Модель «Минимум — Максимум»
контроль за уровнем запасов делается периодически, и если при
4. Модель «Минимум — Максимум»
контроль за уровнем запасов делается периодически, и если при
Слайд 1686. Менеджмент качества
6. Менеджмент качества
Слайд 1696.1. Возникновение
и развитие управления качеством
6.1. Возникновение
и развитие управления качеством
Слайд 170Этапы развития управления качеством
І. Комплексное управление качеством
ІІ. Всеобщее управление качеством (TQM)
ІІІ. Глобальный
Этапы развития управления качеством
І. Комплексное управление качеством
ІІ. Всеобщее управление качеством (TQM)
ІІІ. Глобальный
Слайд 171Комплексное управление качеством –
это учет всех факторов качества, охват всех этапов работ
Комплексное управление качеством –
это учет всех факторов качества, охват всех этапов работ
Слайд 172Этапы развития управления качеством в СССР
Этапы развития управления качеством в СССР
Слайд 173TQM Total Quality Management
(всеобщий менеджмент качества)
ПИРАМИДА
УПРАВЛЕНИЯ
Руководитель
ПОТРЕБИТЕЛЬ
TQM Total Quality Management
(всеобщий менеджмент качества)
ПИРАМИДА
УПРАВЛЕНИЯ
Руководитель
ПОТРЕБИТЕЛЬ

Слайд 174
TQM Total Quality Management
(всеобщий менеджмент качества) —
это современная интегрированная концепция качества,
TQM Total Quality Management (всеобщий менеджмент качества) — это современная интегрированная концепция качества,
Слайд 175Глобальный подход к сертификации и испытаниям
(провозглашен Советом министров ЕС в 1989 г.)
обеспечение
Глобальный подход к сертификации и испытаниям
(провозглашен Советом министров ЕС в 1989 г.)
обеспечение
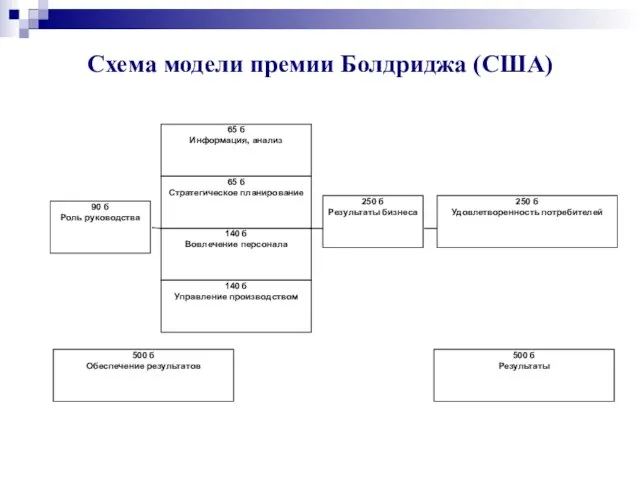
Слайд 176Схема модели премии Болдриджа (США)
Схема модели премии Болдриджа (США)
Слайд 177Схема модели Европейской премии
Схема модели Европейской премии

Слайд 178Схема модели Российской премии
Схема модели Российской премии

Слайд 1792. Основные подходы определяющие понятие «качество»
2. Основные подходы определяющие понятие «качество»
Слайд 180Качество – это совокупность характеристик объекта, относящихся к его способности удовлетворять установленные
Качество – это совокупность характеристик объекта, относящихся к его способности удовлетворять установленные
Слайд 1811. Ценность=Стоимость
Ожидания потребителя оправдались, а производитель окупил свои затраты. В данной ситуации
1. Ценность=Стоимость Ожидания потребителя оправдались, а производитель окупил свои затраты. В данной ситуации
Слайд 182Качество продукции с точки зрения
производителя и потребителя
Качество продукции с точки зрения
производителя и потребителя

Слайд 183Три вида конкурентной борьбы.
Конкуренция за счет снижения цен при общем снижении качества.
Три вида конкурентной борьбы.
Конкуренция за счет снижения цен при общем снижении качества.
Слайд 184Качество определяется рядом составляющих, образующих петлю качества».
«Петля качества» представляет собой последовательность мер,
Качество определяется рядом составляющих, образующих петлю качества».
«Петля качества» представляет собой последовательность мер,
Слайд 185Модель петли качества
Модель петли качества
Слайд 186Правило десятикратных затрат:
затраты на производство некачественной продукции, на обнаружение брака возрастают десятикратно
Правило десятикратных затрат:
затраты на производство некачественной продукции, на обнаружение брака возрастают десятикратно
Слайд 187Менеджмент качества – скоординированная деятельность по руководству и управлению организацией, относящаяся к
Слайд 188Система менеджмента качества – это система менеджмента для руководства и управления организацией
Система менеджмента качества – это система менеджмента для руководства и управления организацией
Слайд 189
Обеспечение качества – процесс формирования необходимых свойств и характеристик продукции и результатов,
Обеспечение качества – процесс формирования необходимых свойств и характеристик продукции и результатов,
Слайд 190Модель качества
Модель качества
Слайд 192Модель качества Э. Деминга (PDSA)
Замечание: модель предполагает, что работы по циклу могут
Модель качества Э. Деминга (PDSA)
Замечание: модель предполагает, что работы по циклу могут
 «Эра подозрения» как пример синтеза критической и умозрительной установок
«Эра подозрения» как пример синтеза критической и умозрительной установок Глиняная игрушка Белогорья
Глиняная игрушка Белогорья Здоровьесберегающие технологии на уроках истории и обществознания
Здоровьесберегающие технологии на уроках истории и обществознания Борьба народов с западными завоевателями
Борьба народов с западными завоевателями Теория дифференциальной ассоциации
Теория дифференциальной ассоциации Во главе христианского мира
Во главе христианского мира Игра Самый умный
Игра Самый умный Легкая атлетика
Легкая атлетика Графика
Графика Эмоции
Эмоции Академия новостей Academ.info
Академия новостей Academ.info Правила защиты от мошенников
Правила защиты от мошенников Урок русского языка в 5 классе.
Урок русского языка в 5 классе. Конкурс рецептов блинов Народны
Конкурс рецептов блинов Народны СОВРЕМЕННЫЕ ПРОБЛЕМЫ РАЗВИТИЯ ОБРАЗОВАНИЯ В УСЛОВИЯХ СИСТЕМНЫХ ИЗМЕНЕНИЙ
СОВРЕМЕННЫЕ ПРОБЛЕМЫ РАЗВИТИЯ ОБРАЗОВАНИЯ В УСЛОВИЯХ СИСТЕМНЫХ ИЗМЕНЕНИЙ 1 Конкурентное сравнение Какой погрузчик выбрали Вы? ©2006 Gehl Company All Rights Reserved.
1 Конкурентное сравнение Какой погрузчик выбрали Вы? ©2006 Gehl Company All Rights Reserved. Nationalities
Nationalities  Кемлянская средняя школа
Кемлянская средняя школа Орнаменты Древней Греции
Орнаменты Древней Греции Решение проблемы загруженности участка дороги : Площадь Василевского
Решение проблемы загруженности участка дороги : Площадь Василевского Псалом 2
Псалом 2 СИМФОНИЧЕСКИЙ ОРКЕСТР
СИМФОНИЧЕСКИЙ ОРКЕСТР Караульная служба. Тема 4
Караульная служба. Тема 4 Виды предложений по цели высказывания
Виды предложений по цели высказывания БАНКЕТНЫЙ ЗАЛ
БАНКЕТНЫЙ ЗАЛ Различные способы решения текстовых задач
Различные способы решения текстовых задач ОС Windows Пакет FAR
ОС Windows Пакет FAR Презентация Языкового Клуба
Презентация Языкового Клуба