- Ostřiva formovacích směsí, generace pojiv, zhušťování

Содержание
- 2. Složení formovacích směsí Výroba netrvalých forem, odlitek : formovací směs – 1 : 4 - 6
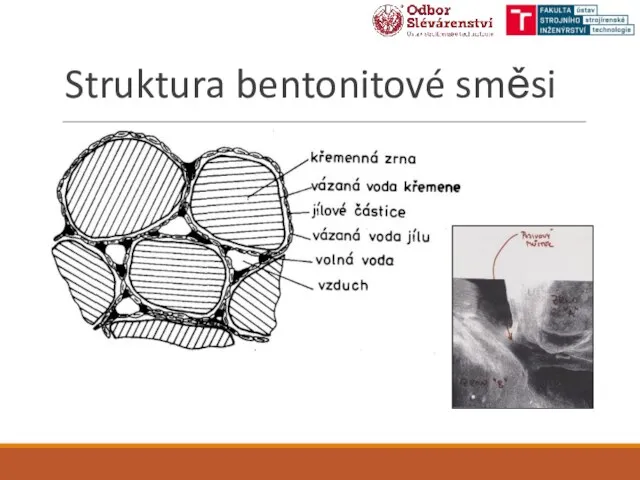
- 3. Struktura bentonitové směsi
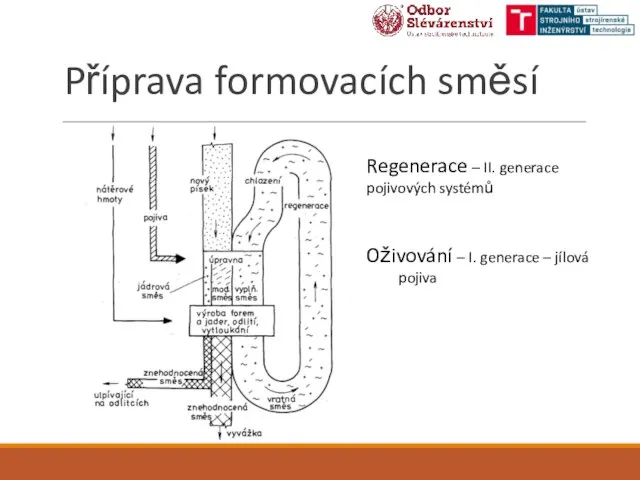
- 4. Příprava formovacích směsí Regenerace – II. generace pojivových systémů Oživování – I. generace – jílová pojiva
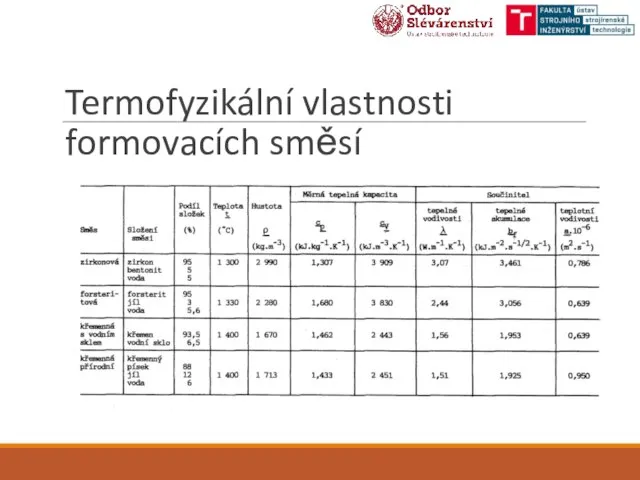
- 5. Termofyzikální vlastnosti formovacích směsí
- 6. Tepelná roztažnost formovacích směsí
- 7. Ostřiva (částice větší než 0,02mm) Křemenná – SiO2 (kyselá) Nekřemenná – chromit, olivín, dunit, zirkon Syntetická
- 8. Ostřiva žáruvzdorný materiál, nereaktivní vůči odlévanému kovu, nízká cena, vhodný tvar a velikost. olivín zirkon chromit
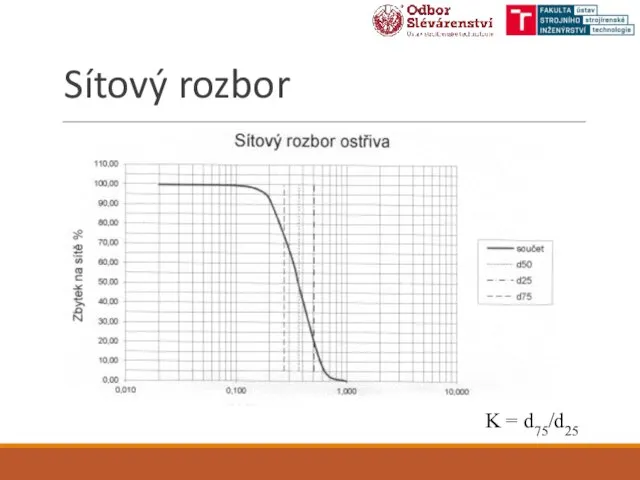
- 9. Sítový rozbor
- 10. Sítový rozbor K = d75/d25
- 11. Laboratorní rozbory pevnost směsi (tlak, ohyb, štěp) prodyšnost formovací směsi obsah vyplavitelných látek obsah spalitelných látek
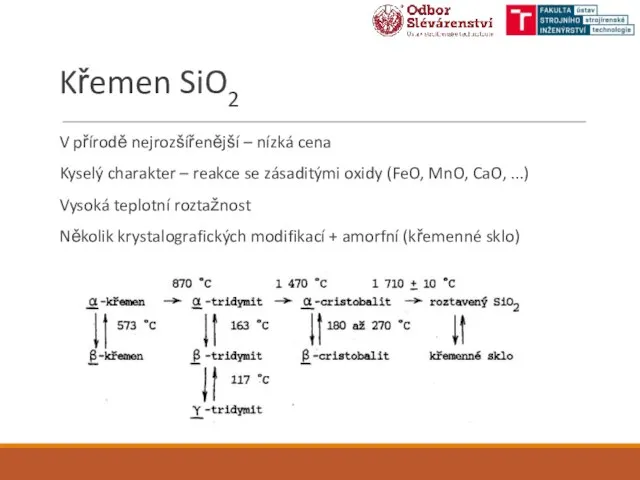
- 12. Křemen SiO2 V přírodě nejrozšířenější – nízká cena Kyselý charakter – reakce se zásaditými oxidy (FeO,
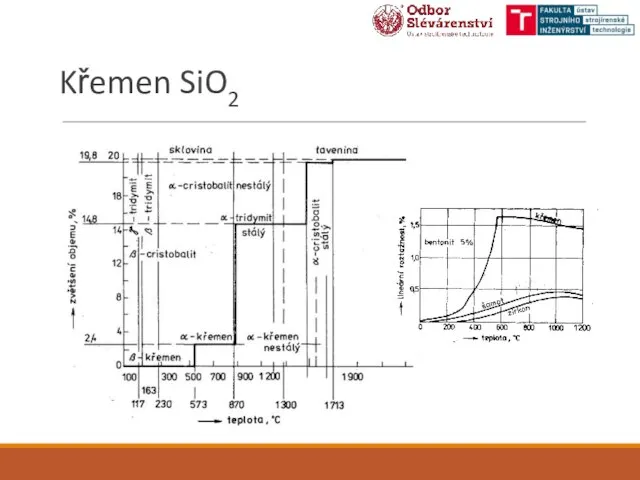
- 13. Křemen SiO2
- 14. Nekřemenná ostřiva - zásaditá MAGNEZIT Zásaditý charakter, přírodní MgCO3 – pálením vzniká MgO (surový magnezit -
- 15. Nekřemenná ostřiva - neutrální ŠAMOT Vypálený žárovzdorný jíl – aluminosilikát. Obsahuje 30 – 45 % Al2O3
- 16. Nekřemenná ostřiva - speciální SPINEL Obsahuje cca 85 % Al2O3 a 15 % MgO. Plnivo do
- 17. Pojivové systémy formovacích směsí I. generace – jílová pojiva II. generace – chemické vazby (od konce
- 18. I. generace pojivových systémů Jílová pojiva – aluminosilikáty (Al2O3-Sio2) – přírodní nebo syntetické (dnes převážně) Kaolinitický
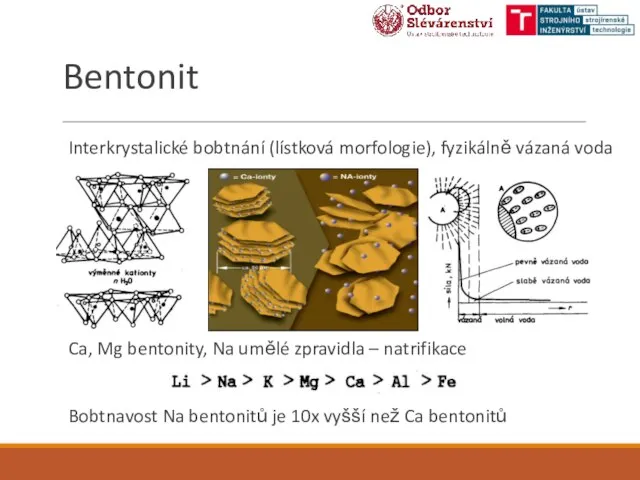
- 19. Bentonit Interkrystalické bobtnání (lístková morfologie), fyzikálně vázaná voda Ca, Mg bentonity, Na umělé zpravidla – natrifikace
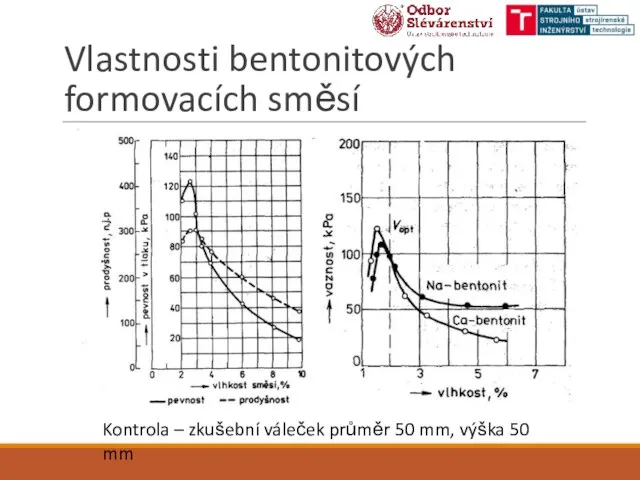
- 20. Vlastnosti bentonitových formovacích směsí Kontrola – zkušební váleček průměr 50 mm, výška 50 mm
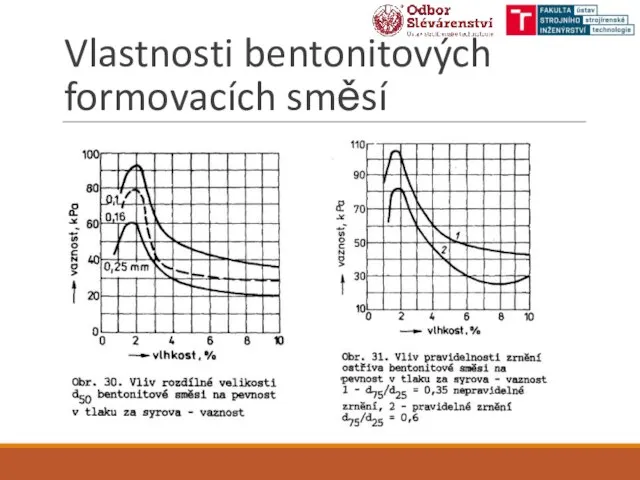
- 21. Vlastnosti bentonitových formovacích směsí
- 22. Příprava formovací směsi kolový mísič vířivý mísič
- 23. Zhušťováním forem Ruční Strojní Střásání lisování metání vstřelování foukání vakuové nasávání impulsní zhušťování kombinace Zhuštění vysoké
- 24. Ruční formování bentonitových formovacích směsí
- 25. Výroba forem střásáním největší zhutnění – u modelu jednoduchá metoda hlučnost α - součinitel zhuštění ρ2/
- 26. Výroba forem lisováním největší zhutnění – u lisovací hlavy jednoduchá metoda
- 27. Nedostatky při lisování
- 28. Zvýšení rovnoměrnosti zhutnění formy při lisování
- 29. Výroba forem střásáním s dolisováním Stroje FOROMAT ruční až malosériová výroba levný provoz jednoduché stroje hlučnost
- 30. Výroba forem metáním Nutno správně nastavit rychlost metacího kola s rychlostí dopravy formovací směsi – dopravního
- 31. Dynamické metody zhušťování dynamické působení tlaku plynů – dynamické lisování foukání směsi impulzní formování tlakem plynu
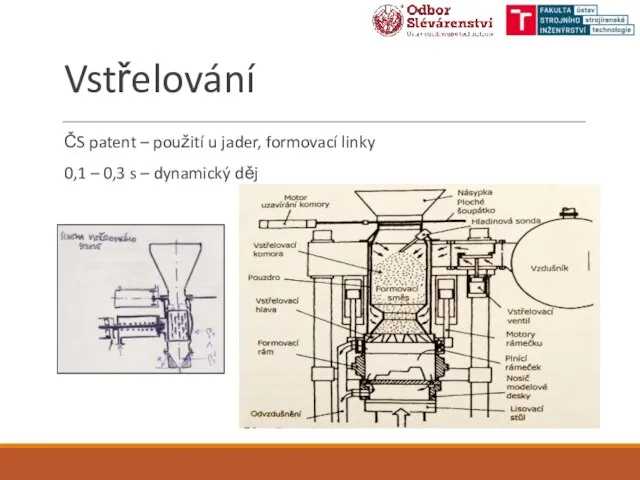
- 32. Vstřelování ČS patent – použití u jader, formovací linky 0,1 – 0,3 s – dynamický děj
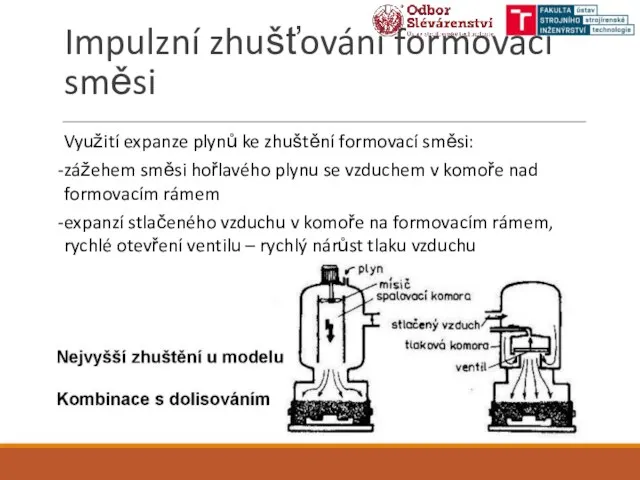
- 33. Impulzní zhušťování formovací směsi Využití expanze plynů ke zhuštění formovací směsi: zážehem směsi hořlavého plynu se
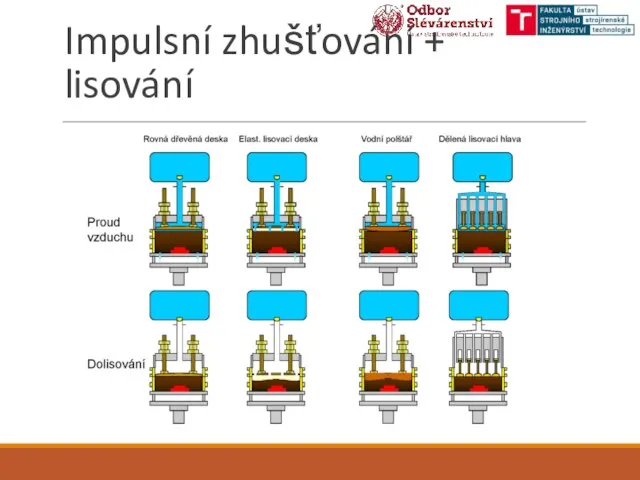
- 34. Impulsní zhušťování + lisování
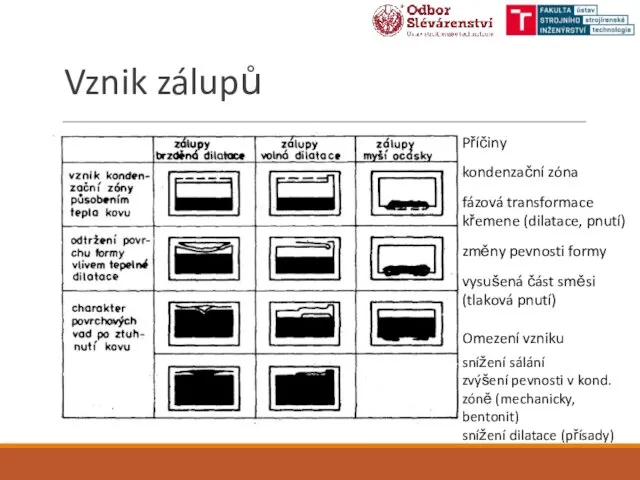
- 35. Vznik zálupů Příčiny kondenzační zóna fázová transformace křemene (dilatace, pnutí) změny pevnosti formy vysušená část směsi
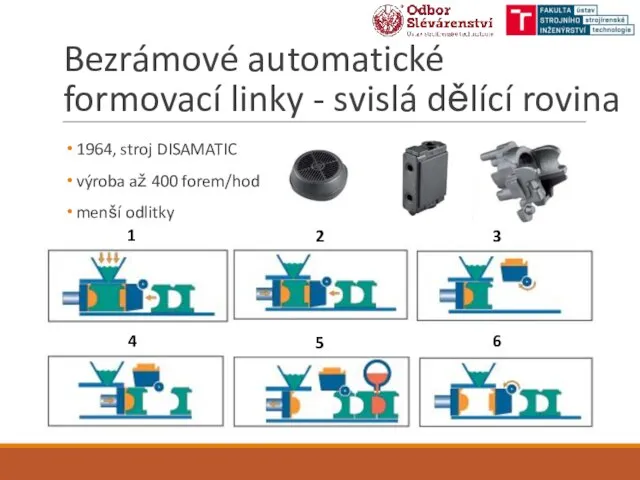
- 36. Bezrámové automatické formovací linky - svislá dělící rovina 1964, stroj DISAMATIC výroba až 400 forem/hod menší
- 37. Bezrámové automatické formovací linky – vodorovná dělící rovina výroba 80 až 160 forem/hod větší odlitky
- 38. Rámové automatické formovací linky – vstřelení + lisování DISA FLEX – obvykle výroba 40 až 60
- 39. Rámové automatické formovací linky
- 40. Regenerace vratné bentonitové směsi Oživení bentonitové směsi – přísada nového pojiva, doplnění přísad a vody (chlazení,
- 41. II. generace pojivových systémů Samotvrdnoucí směsi (ST) – organická pojiva - pryskyřice – anorganická pojiva –
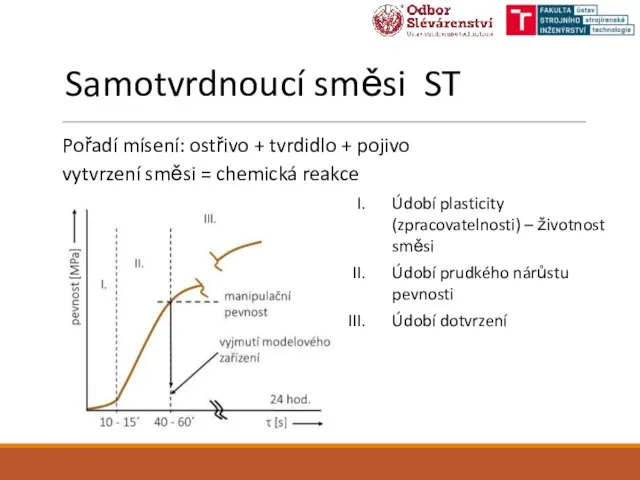
- 42. Samotvrdnoucí směsi ST Pořadí mísení: ostřivo + tvrdidlo + pojivo vytvrzení směsi = chemická reakce Údobí
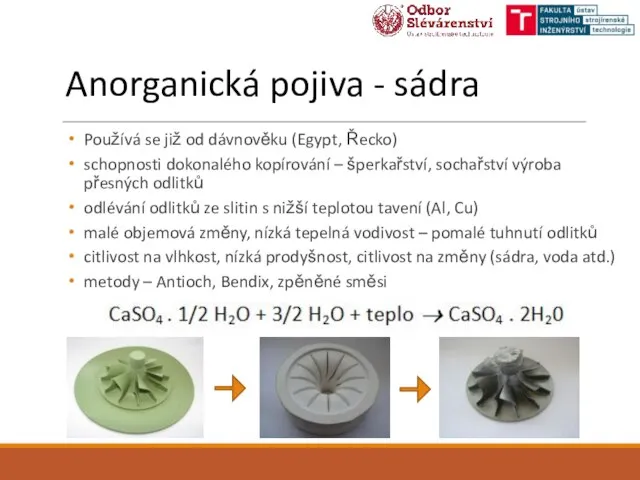
- 43. Anorganická pojiva - sádra Používá se již od dávnověku (Egypt, Řecko) schopnosti dokonalého kopírování – šperkařství,
- 44. Metoda Antioch výroba forem s vyšší prodyšností 15 – 150 j.p. – dvoufázový postup Výroba formy
- 45. Metoda Bendix Lití do předehřátých forem bez použití autoklávu → nižší prodyšnost vyšší rozměrová a tvarová
- 46. Metoda zpěněných směsí Přísada povrchově aktivní látky = saponátu → napěnění sádrové směsi → tvorba bublinek
- 47. Sádrové formy Výhody vyšší přesnost rozměrů po vysušení, hladkost povrchu vysoká reprodukovatelnost tvaru – umění, šperky
- 48. Anorganická pojiva - cement Portlandský nejvíce využívaný Struskoportlandský podíl portlandského cementu a vysokopecní strusky Struska dává
- 49. Cementové směsi Výhody dobré pracovní podmínky a ekologie - deponování odpadních písků nižší energii pěchování než
- 50. Cementové směsi vodní součinitel vs = mvoda/ mcement max. pevnost vs = 0,35 – 0,45 –
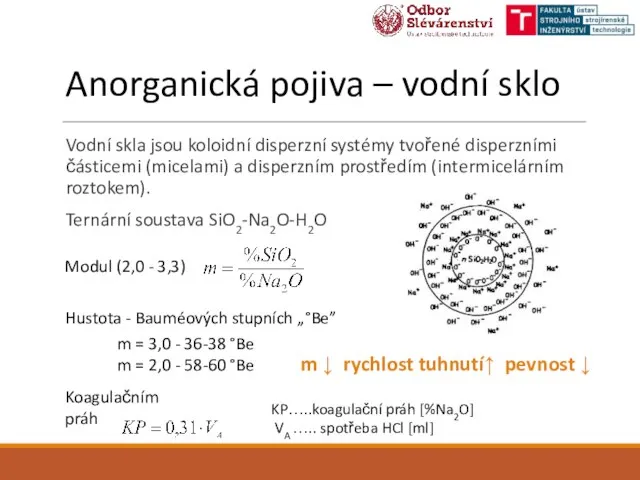
- 51. Anorganická pojiva – vodní sklo Vodní skla jsou koloidní disperzní systémy tvořené disperzními částicemi (micelami) a
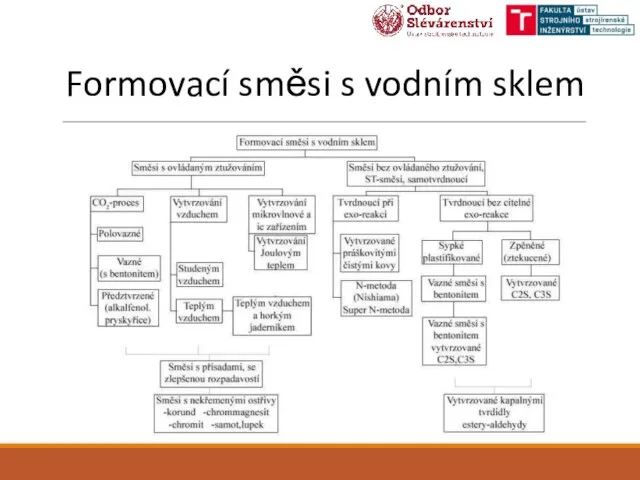
- 52. Formovací směsi s vodním sklem
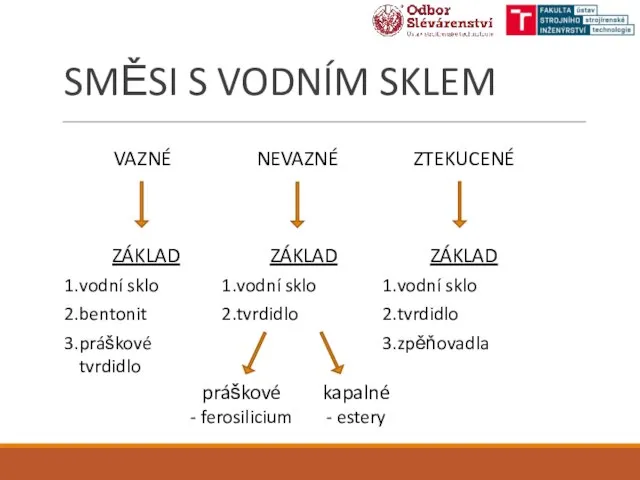
- 53. SMĚSI S VODNÍM SKLEM VAZNÉ NEVAZNÉ ZTEKUCENÉ ZÁKLAD vodní sklo bentonit práškové tvrdidlo ZÁKLAD vodní sklo
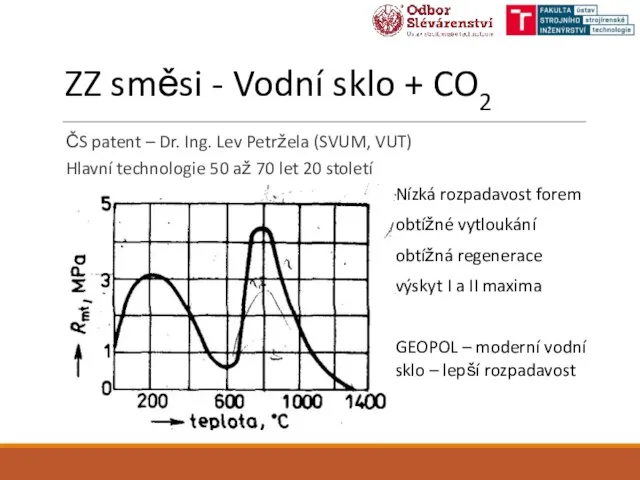
- 54. ZZ směsi - Vodní sklo + CO2 ČS patent – Dr. Ing. Lev Petržela (SVUM, VUT)
- 55. Technologie CT (vodní sklo+CO2)
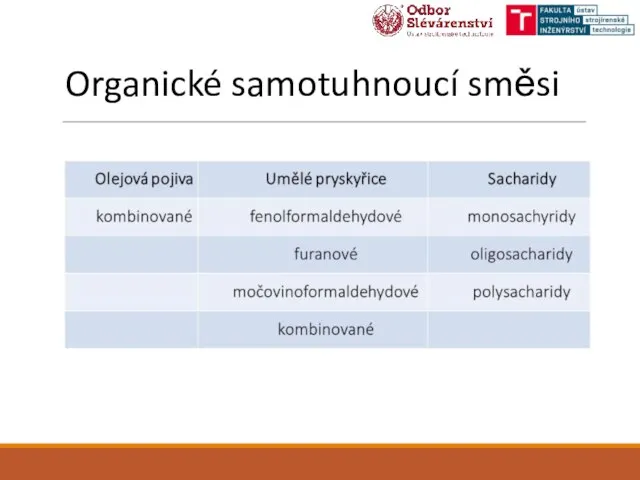
- 56. Organické samotuhnoucí směsi
- 57. Organické samotuhnoucí směsi Základní vlastnosti organických pojiv vysoká pevnost po vytvrzení (pevnost v ohybu) – výroba
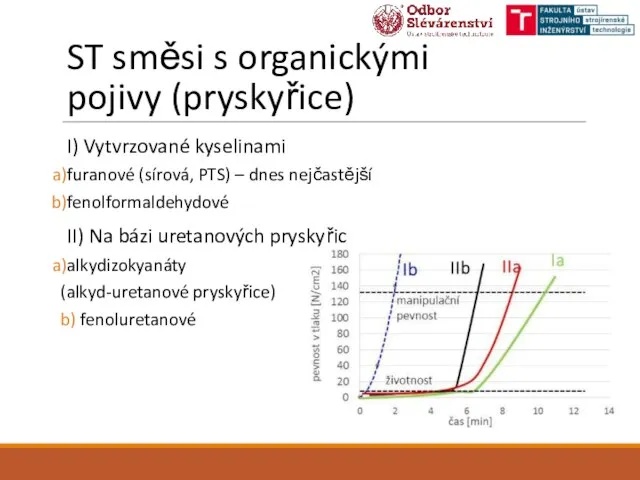
- 58. ST směsi s organickými pojivy (pryskyřice) I) Vytvrzované kyselinami furanové (sírová, PTS) – dnes nejčastější fenolformaldehydové
- 59. Přednosti furanových pojiv dávkování pojiv 0,65-1,2% na novém písku i regenerátu. nízký poměr forma/kov v důsledku
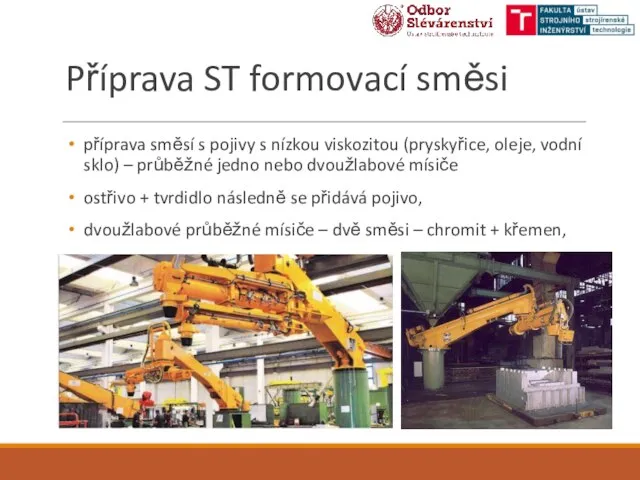
- 60. Příprava ST formovací směsi příprava směsí s pojivy s nízkou viskozitou (pryskyřice, oleje, vodní sklo) –
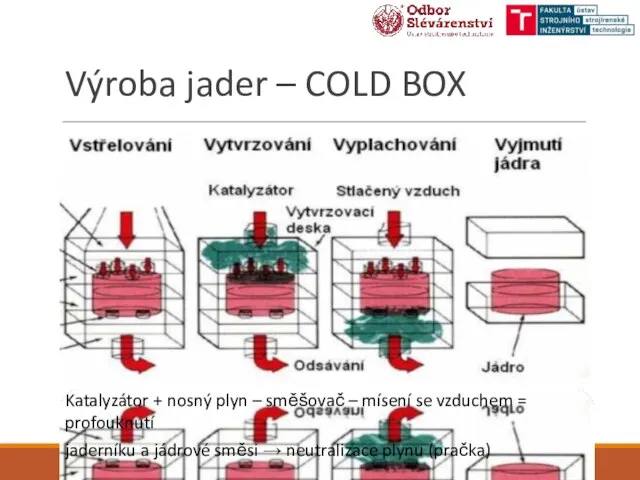
- 61. Výroba jader – COLD BOX Katalyzátor + nosný plyn – směšovač – mísení se vzduchem =
- 62. Výroba jader – COLD BOX Nejčastěji používané pojivové systémy pro COLD BOX Phenol-uretanové pryskyřice + tvrdidlo
- 63. Příklady jader COLD BOX
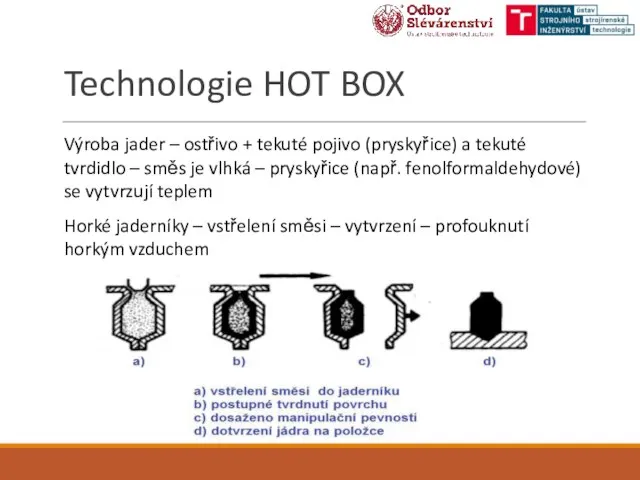
- 64. Technologie HOT BOX Výroba jader – ostřivo + tekuté pojivo (pryskyřice) a tekuté tvrdidlo – směs
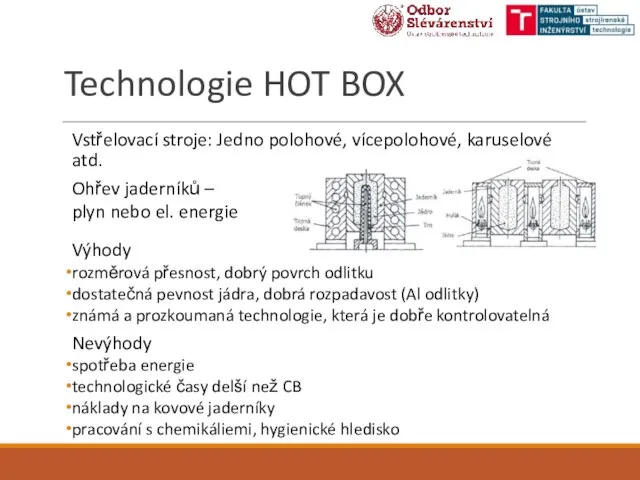
- 65. Technologie HOT BOX Výhody rozměrová přesnost, dobrý povrch odlitku dostatečná pevnost jádra, dobrá rozpadavost (Al odlitky)
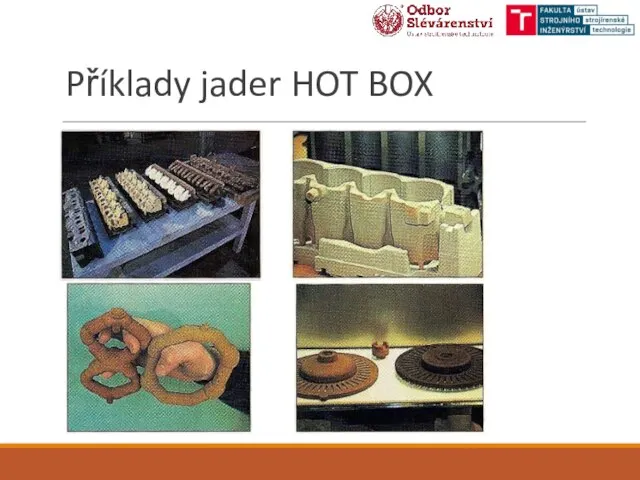
- 66. Příklady jader HOT BOX
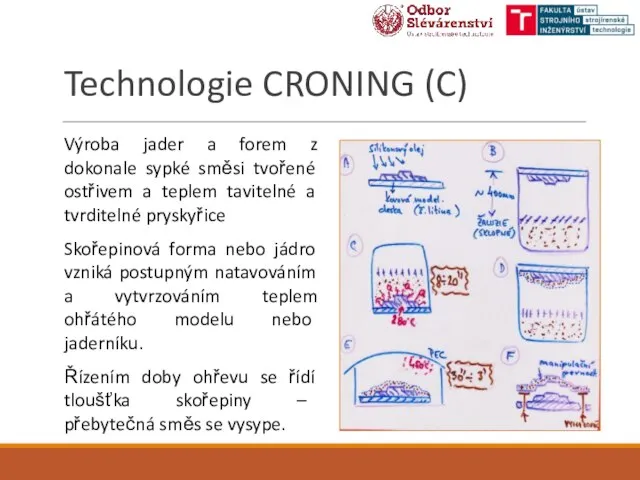
- 67. Technologie CRONING (C) Výroba jader a forem z dokonale sypké směsi tvořené ostřivem a teplem tavitelné
- 68. Příklady jader CRONING
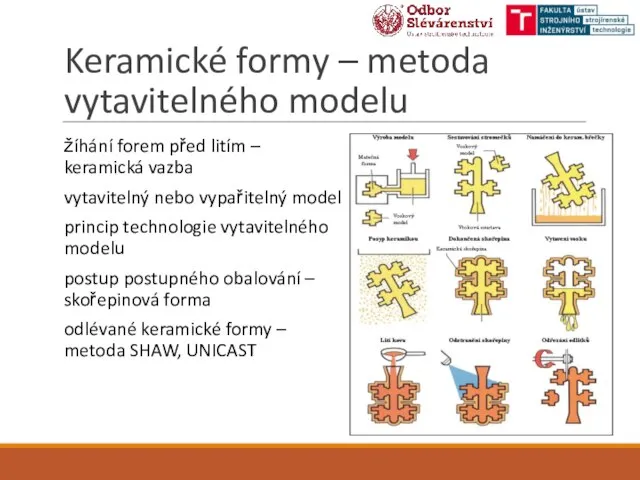
- 69. Keramické formy – metoda vytavitelného modelu žíhání forem před litím – keramická vazba vytavitelný nebo vypařitelný
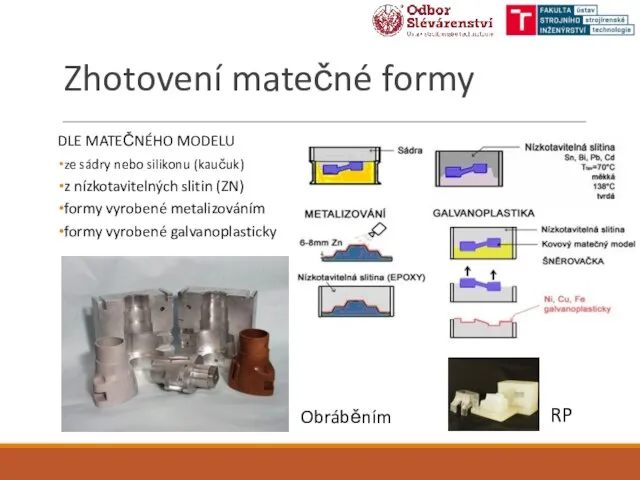
- 70. Zhotovení matečné formy DLE MATEČNÉHO MODELU ze sádry nebo silikonu (kaučuk) z nízkotavitelných slitin (ZN) formy
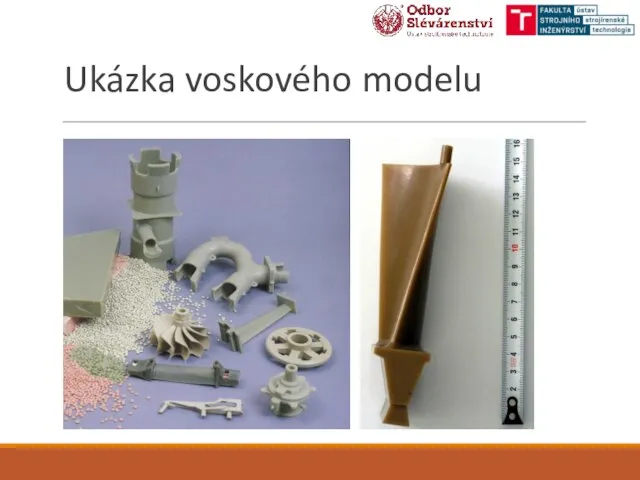
- 71. Zhotovení voskového modelu Současné vosky – komplexní materiály obsahující následující složky: přírodní vosky syntetické vosky TYPY
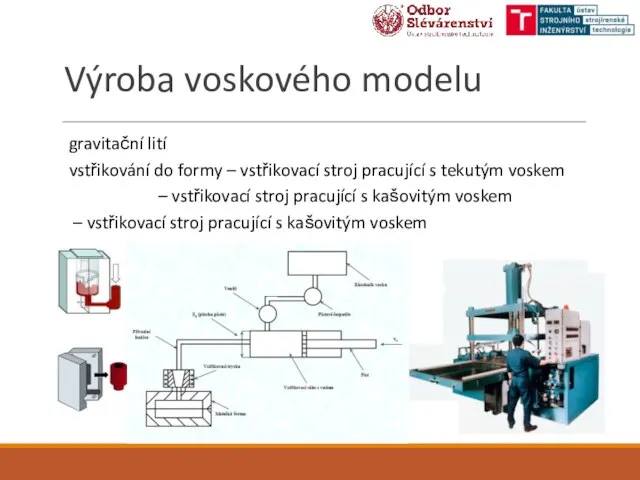
- 72. Výroba voskového modelu gravitační lití vstřikování do formy – vstřikovací stroj pracující s tekutým voskem –
- 73. Ukázka voskového modelu
- 74. Sestavování modelů - stromečku sestavy jednotlivých modelů sestavy více modelů do tzv. stromečků
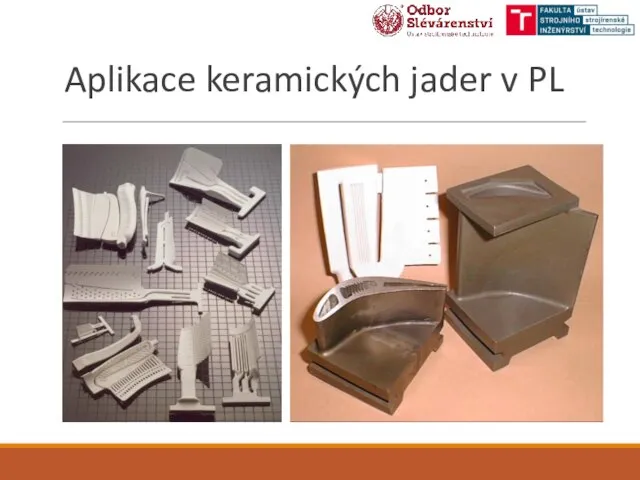
- 75. Aplikace keramických jader v PL
- 76. Výroba skořepinové formy a/ Postupné obalování a sušení obalů I/ ODMAŠTĚNÍ VOSKOVÝCH MODELŮ (odstranění zbytků separátoru
- 77. Výroba skořepinové formy IV/ POSYP ZRNITÝM KERAMICKÝM MATERIÁLEM (fluidní nebo sprchový způsob) Posypy – křemen, molochit,
- 78. Výroba skořepinové formy – obalovací linky
- 79. Výroba skořepinové formy -robotizovaná pracoviště historie současnost
- 80. Vytavení vosku ze skořepiny Základní problém: rozdílná roztažnost vosku a skořepiny ! U vosku větší, proto
- 81. Vytavení vosku ze skořepiny Většinou se používá systém vytavování párou (boilerkláv, autokláv) Hlavní důvody: ideální vlastnosti
- 82. Keramizační žíhání skořepin TŘI HLAVNÍ DŮVODY ŽÍHÁNÍ (VYPALOVÁNÍ) SKOŘEPIN odstranění zbytkového vosku zpevnění formy – keramická
- 83. Odlévání gravitační lití sklopné lití tavení a gravitační odlévání ve vakuu vakuové nasávání (CLA, CLV)
- 84. Odlévání gravitační lití sklopné lití tavení a gravitační odlévání ve vakuu vakuové nasávání (CLA, CLV)
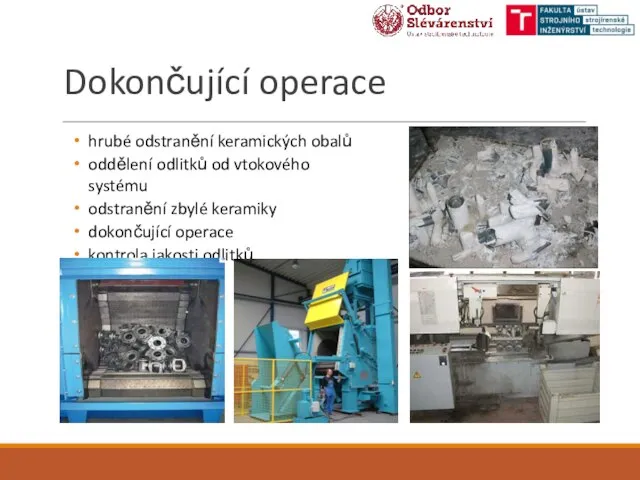
- 85. Dokončující operace hrubé odstranění keramických obalů oddělení odlitků od vtokového systému odstranění zbylé keramiky dokončující operace
- 86. Odlitky výroba technologií vytavitelného modelu Lopatka leteckého motoru – rovnoosá struktura, usměrněná krystalizace, monokrystal - superslitiny
- 87. Odlitky výroba technologií vytavitelného modelu Část helikoptéry V-22 – Ti slitina Odlitek pro brokovnici- Cr kalitelná
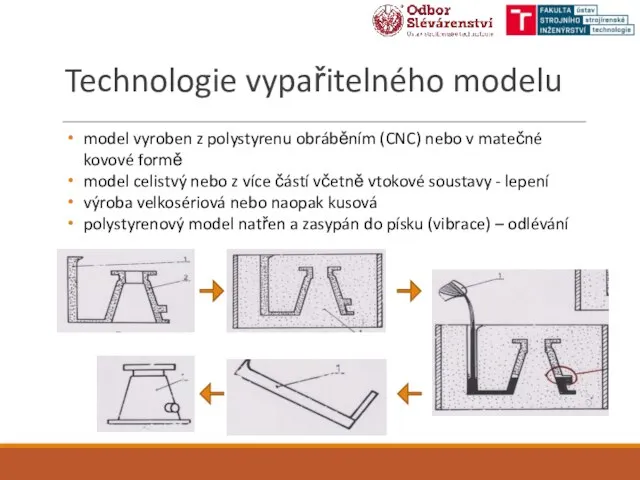
- 88. Technologie vypařitelného modelu model vyroben z polystyrenu obráběním (CNC) nebo v matečné kovové formě model celistvý
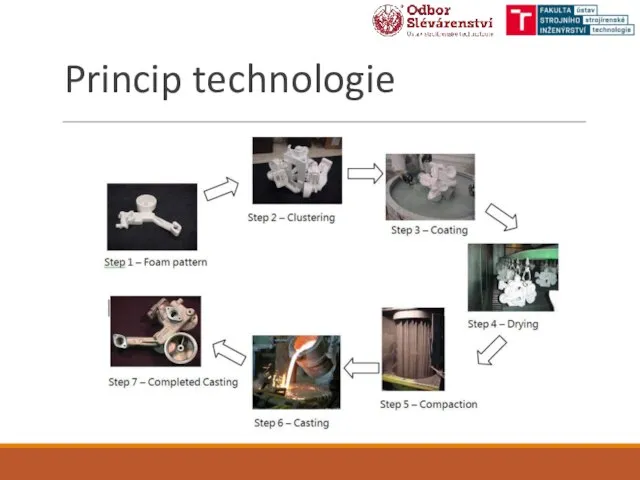
- 89. Princip technologie
- 90. Nátěr modelu FUNKCE NÁTĚRU: Fyzikální bariéra mezi pískem a kovem Odstranění plynných produktů z modelu Odstranění
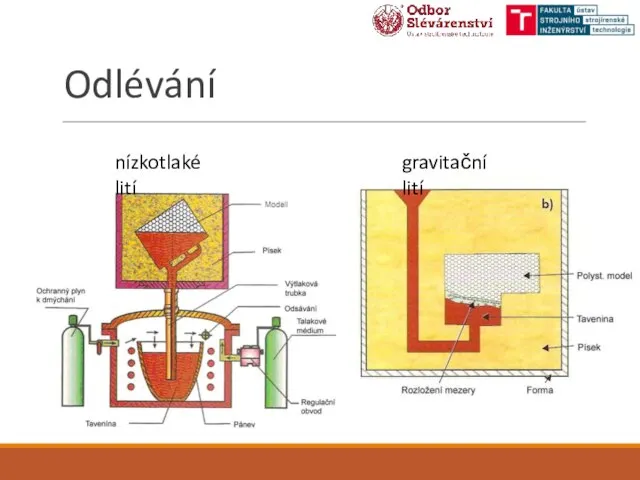
- 91. Odlévání nízkotlaké lití gravitační lití
- 92. Odlitky výroba technologií vypařitelného modelu hlava válců motoru
- 93. III a IV generace pojiv III generace – fyzikální vazby V proces – vakuování EFF Set
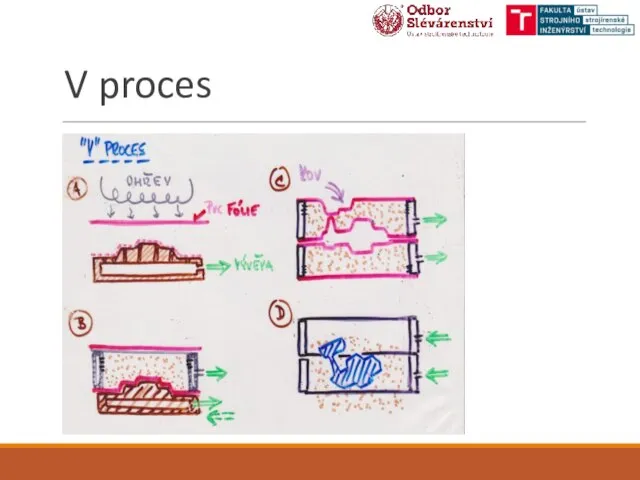
- 94. V proces
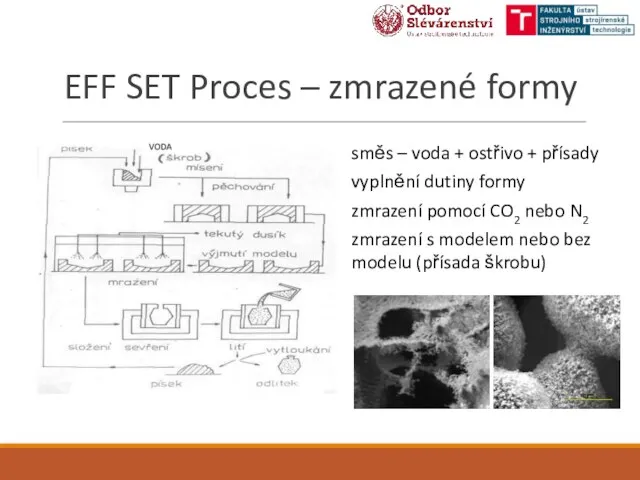
- 95. EFF SET Proces – zmrazené formy směs – voda + ostřivo + přísady vyplnění dutiny formy
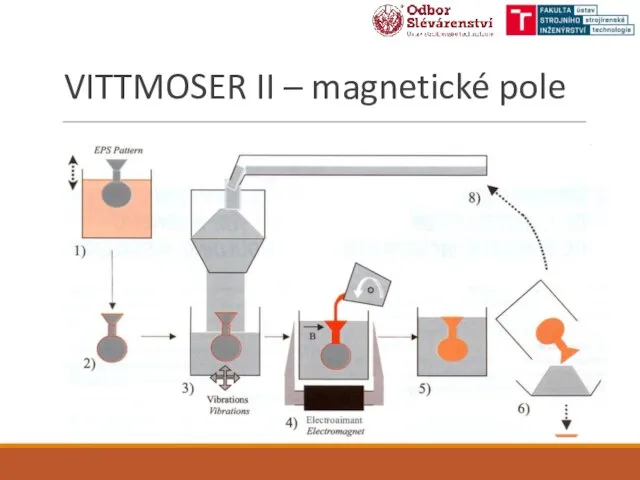
- 96. VITTMOSER II – magnetické pole
- 98. Скачать презентацию
Слайд 3Struktura bentonitové směsi
Struktura bentonitové směsi
Слайд 4Příprava formovacích směsí
Regenerace – II. generace pojivových systémů
Oživování – I. generace –
Příprava formovacích směsí
Regenerace – II. generace pojivových systémů
Oživování – I. generace –
Слайд 5Termofyzikální vlastnosti formovacích směsí
Termofyzikální vlastnosti formovacích směsí
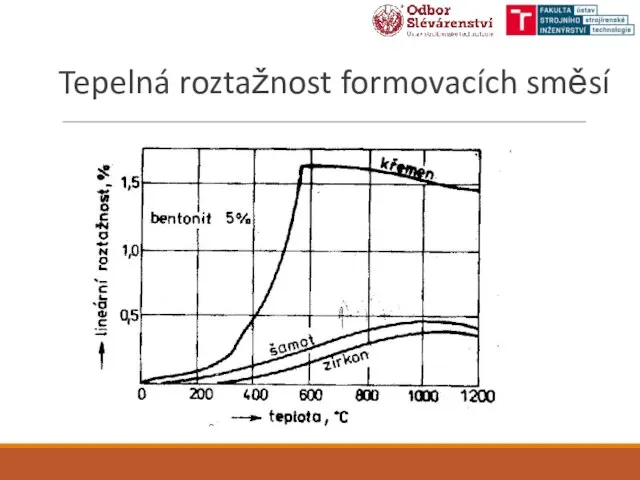
Слайд 6Tepelná roztažnost formovacích směsí
Tepelná roztažnost formovacích směsí
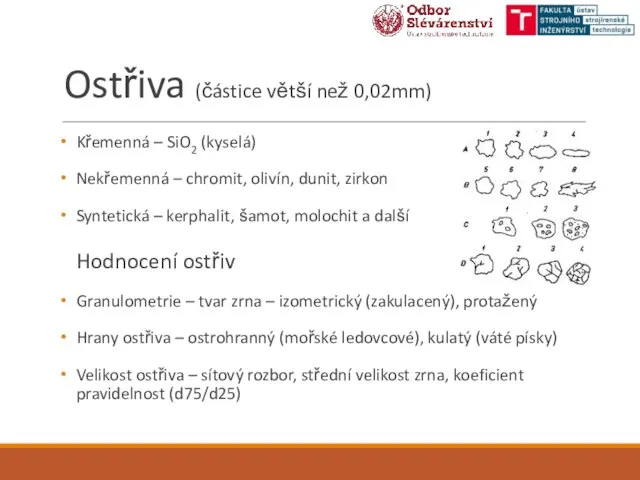
Слайд 7Ostřiva (částice větší než 0,02mm)
Křemenná – SiO2 (kyselá)
Nekřemenná – chromit, olivín, dunit,
Ostřiva (částice větší než 0,02mm)
Křemenná – SiO2 (kyselá)
Nekřemenná – chromit, olivín, dunit,
Слайд 8Ostřiva
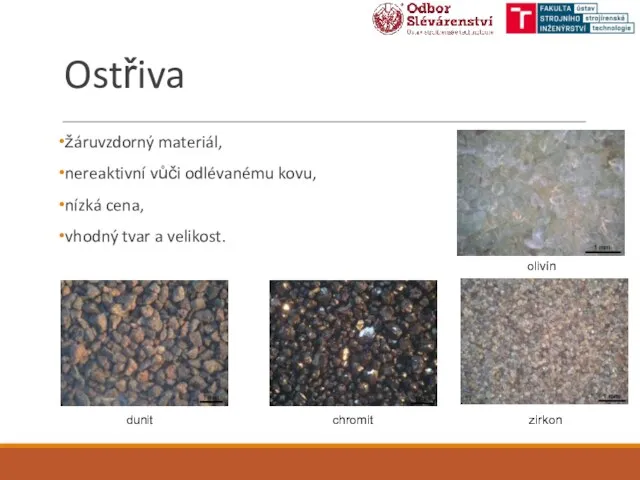
žáruvzdorný materiál,
nereaktivní vůči odlévanému kovu,
nízká cena,
vhodný tvar a velikost.
olivín
zirkon
chromit
dunit
Ostřiva
žáruvzdorný materiál,
nereaktivní vůči odlévanému kovu,
nízká cena,
vhodný tvar a velikost.
olivín
zirkon
chromit
dunit
Слайд 9Sítový rozbor
Sítový rozbor
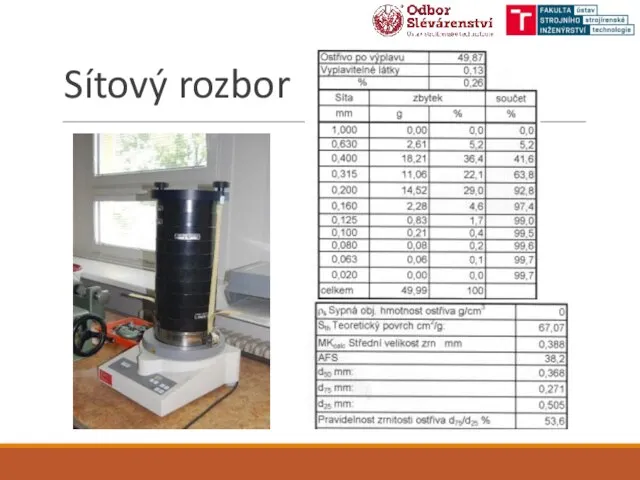
Слайд 10Sítový rozbor
K = d75/d25
Sítový rozbor
K = d75/d25
Слайд 11Laboratorní rozbory
pevnost směsi (tlak, ohyb, štěp)
prodyšnost formovací směsi
obsah vyplavitelných látek
obsah spalitelných látek
obsah
Laboratorní rozbory
pevnost směsi (tlak, ohyb, štěp)
prodyšnost formovací směsi
obsah vyplavitelných látek
obsah spalitelných látek
obsah
Слайд 12Křemen SiO2
V přírodě nejrozšířenější – nízká cena
Kyselý charakter – reakce se zásaditými
Křemen SiO2
V přírodě nejrozšířenější – nízká cena
Kyselý charakter – reakce se zásaditými
Слайд 13Křemen SiO2
Křemen SiO2
Слайд 14Nekřemenná ostřiva - zásaditá
MAGNEZIT
Zásaditý charakter, přírodní MgCO3 – pálením vzniká MgO (surový
Nekřemenná ostřiva - zásaditá
MAGNEZIT
Zásaditý charakter, přírodní MgCO3 – pálením vzniká MgO (surový
Слайд 15Nekřemenná ostřiva - neutrální
ŠAMOT
Vypálený žárovzdorný jíl – aluminosilikát. Obsahuje 30 – 45
Nekřemenná ostřiva - neutrální
ŠAMOT
Vypálený žárovzdorný jíl – aluminosilikát. Obsahuje 30 – 45
Слайд 16Nekřemenná ostřiva - speciální
SPINEL
Obsahuje cca 85 % Al2O3 a 15 % MgO.
Nekřemenná ostřiva - speciální
SPINEL
Obsahuje cca 85 % Al2O3 a 15 % MgO.
Слайд 17Pojivové systémy formovacích směsí
I. generace – jílová pojiva
II. generace – chemické vazby
Pojivové systémy formovacích směsí
I. generace – jílová pojiva
II. generace – chemické vazby
Слайд 18I. generace pojivových systémů
Jílová pojiva – aluminosilikáty (Al2O3-Sio2) – přírodní nebo syntetické
I. generace pojivových systémů
Jílová pojiva – aluminosilikáty (Al2O3-Sio2) – přírodní nebo syntetické
Слайд 19Bentonit
Interkrystalické bobtnání (lístková morfologie), fyzikálně vázaná voda
Ca, Mg bentonity, Na umělé zpravidla
Bentonit
Interkrystalické bobtnání (lístková morfologie), fyzikálně vázaná voda
Ca, Mg bentonity, Na umělé zpravidla
Слайд 20Vlastnosti bentonitových formovacích směsí
Kontrola – zkušební váleček průměr 50 mm, výška 50
Vlastnosti bentonitových formovacích směsí
Kontrola – zkušební váleček průměr 50 mm, výška 50
Слайд 21Vlastnosti bentonitových formovacích směsí
Vlastnosti bentonitových formovacích směsí
Слайд 22Příprava formovací směsi
kolový mísič
vířivý mísič
Příprava formovací směsi
kolový mísič
vířivý mísič

Слайд 23Zhušťováním forem
Ruční
Strojní
Střásání
lisování
metání
vstřelování
foukání
vakuové nasávání
impulsní zhušťování
kombinace
Zhuštění
vysoké zhuštění – pevné formy
rovnoměrné po výšce rámu
rychlé
ekonomické
Zhušťováním forem
Ruční
Strojní
Střásání
lisování
metání
vstřelování
foukání
vakuové nasávání
impulsní zhušťování
kombinace
Zhuštění
vysoké zhuštění – pevné formy
rovnoměrné po výšce rámu
rychlé
ekonomické
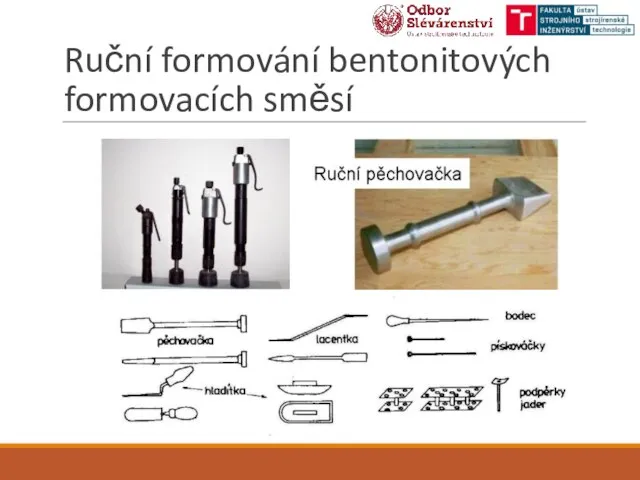
Слайд 24Ruční formování bentonitových formovacích směsí
Ruční formování bentonitových formovacích směsí
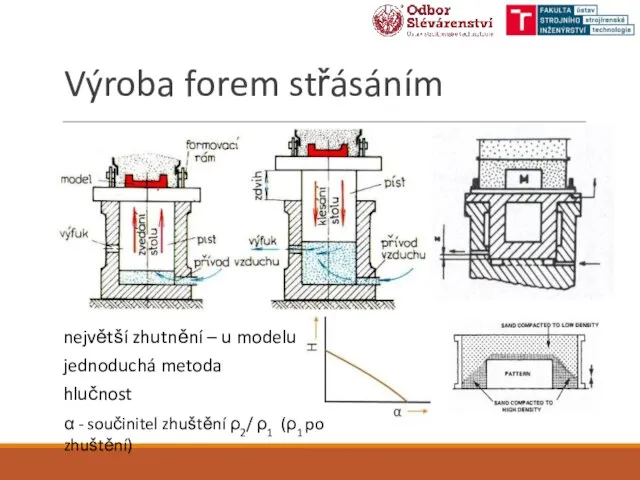
Слайд 25Výroba forem střásáním
největší zhutnění – u modelu
jednoduchá metoda
hlučnost
α - součinitel zhuštění
Výroba forem střásáním
největší zhutnění – u modelu
jednoduchá metoda
hlučnost
α - součinitel zhuštění
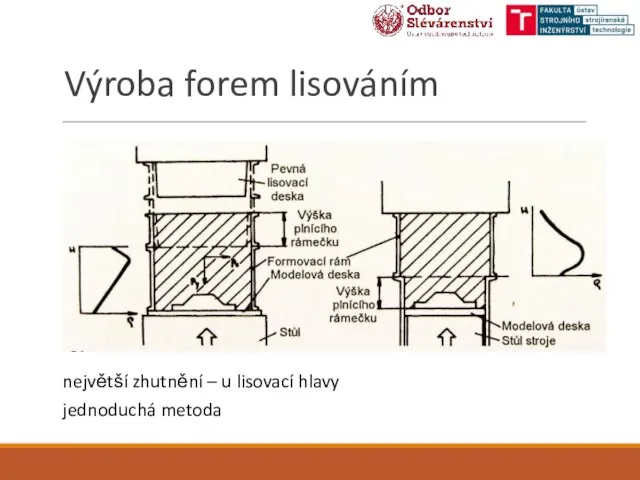
Слайд 26Výroba forem lisováním
největší zhutnění – u lisovací hlavy
jednoduchá metoda
Výroba forem lisováním
největší zhutnění – u lisovací hlavy
jednoduchá metoda
Слайд 27Nedostatky při lisování
Nedostatky při lisování

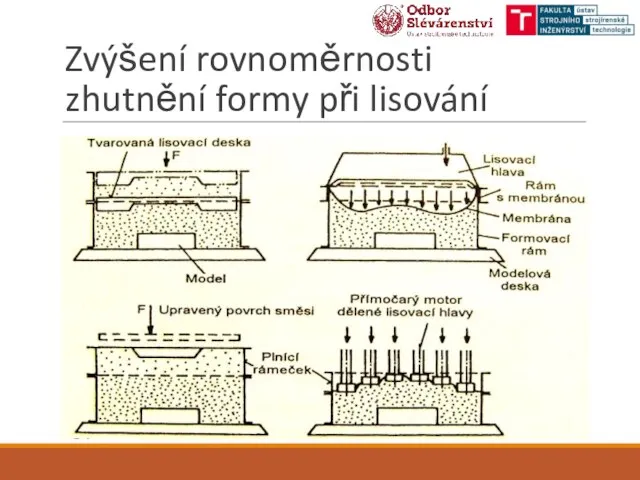
Слайд 28Zvýšení rovnoměrnosti
zhutnění formy při lisování
Zvýšení rovnoměrnosti
zhutnění formy při lisování
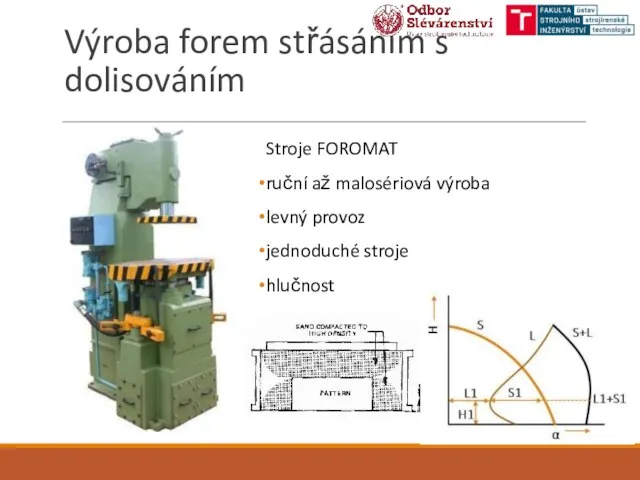
Слайд 29Výroba forem střásáním s dolisováním
Stroje FOROMAT
ruční až malosériová výroba
levný provoz
jednoduché stroje
hlučnost
Výroba forem střásáním s dolisováním
Stroje FOROMAT
ruční až malosériová výroba
levný provoz
jednoduché stroje
hlučnost
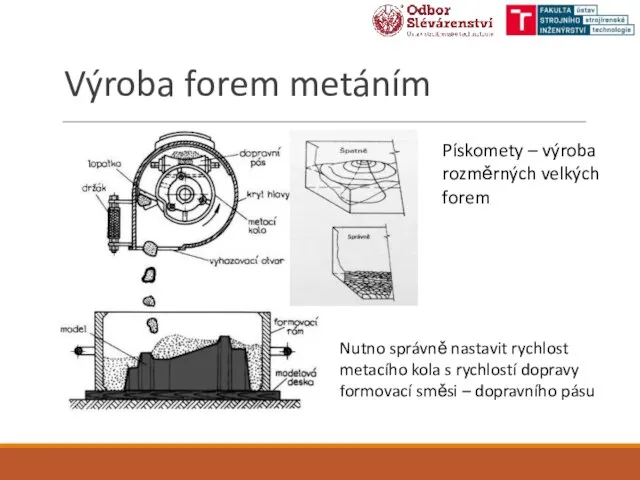
Слайд 30Výroba forem metáním
Nutno správně nastavit rychlost metacího kola s rychlostí dopravy formovací
Výroba forem metáním
Nutno správně nastavit rychlost metacího kola s rychlostí dopravy formovací
Слайд 31Dynamické metody zhušťování
dynamické působení tlaku plynů – dynamické lisování
foukání směsi
impulzní formování tlakem
Dynamické metody zhušťování
dynamické působení tlaku plynů – dynamické lisování
foukání směsi
impulzní formování tlakem
Слайд 32Vstřelování
ČS patent – použití u jader, formovací linky
0,1 – 0,3 s –
Vstřelování
ČS patent – použití u jader, formovací linky
0,1 – 0,3 s –
Слайд 33Impulzní zhušťování formovací směsi
Využití expanze plynů ke zhuštění formovací směsi:
zážehem směsi hořlavého
Impulzní zhušťování formovací směsi
Využití expanze plynů ke zhuštění formovací směsi:
zážehem směsi hořlavého
Слайд 34Impulsní zhušťování + lisování
Impulsní zhušťování + lisování
Слайд 35Vznik zálupů
Příčiny
kondenzační zóna
fázová transformace
křemene (dilatace, pnutí)
změny pevnosti formy
vysušená část směsi
(tlaková pnutí)
Omezení
Vznik zálupů
Příčiny
kondenzační zóna
fázová transformace
křemene (dilatace, pnutí)
změny pevnosti formy
vysušená část směsi
(tlaková pnutí)
Omezení
Слайд 36Bezrámové automatické
formovací linky - svislá dělící rovina
1964, stroj DISAMATIC
výroba až 400
Bezrámové automatické
formovací linky - svislá dělící rovina
1964, stroj DISAMATIC
výroba až 400
Слайд 37Bezrámové automatické
formovací linky – vodorovná dělící rovina
výroba 80 až 160 forem/hod
větší
Bezrámové automatické
formovací linky – vodorovná dělící rovina
výroba 80 až 160 forem/hod
větší

Слайд 38Rámové automatické
formovací linky – vstřelení + lisování
DISA FLEX – obvykle výroba
Rámové automatické
formovací linky – vstřelení + lisování
DISA FLEX – obvykle výroba

Слайд 39Rámové automatické
formovací linky
Rámové automatické
formovací linky

Слайд 40Regenerace vratné
bentonitové směsi
Oživení bentonitové směsi – přísada nového pojiva, doplnění přísad a
Regenerace vratné
bentonitové směsi
Oživení bentonitové směsi – přísada nového pojiva, doplnění přísad a
Слайд 41II. generace pojivových systémů
Samotvrdnoucí směsi (ST) – organická pojiva - pryskyřice
–
II. generace pojivových systémů
Samotvrdnoucí směsi (ST) – organická pojiva - pryskyřice
–
Слайд 42Samotvrdnoucí směsi ST
Pořadí mísení: ostřivo + tvrdidlo + pojivo
vytvrzení směsi =
Samotvrdnoucí směsi ST
Pořadí mísení: ostřivo + tvrdidlo + pojivo
vytvrzení směsi =
Слайд 43Anorganická pojiva - sádra
Používá se již od dávnověku (Egypt, Řecko)
schopnosti dokonalého
Anorganická pojiva - sádra
Používá se již od dávnověku (Egypt, Řecko)
schopnosti dokonalého
Слайд 44Metoda Antioch
výroba forem s vyšší prodyšností 15 – 150 j.p. – dvoufázový
Metoda Antioch
výroba forem s vyšší prodyšností 15 – 150 j.p. – dvoufázový
Слайд 45Metoda Bendix
Lití do předehřátých forem bez použití autoklávu → nižší prodyšnost
vyšší rozměrová
Metoda Bendix
Lití do předehřátých forem bez použití autoklávu → nižší prodyšnost
vyšší rozměrová
Слайд 46Metoda zpěněných směsí
Přísada povrchově aktivní látky = saponátu → napěnění sádrové směsi
Metoda zpěněných směsí
Přísada povrchově aktivní látky = saponátu → napěnění sádrové směsi
Слайд 47Sádrové formy
Výhody
vyšší přesnost rozměrů po vysušení,
hladkost povrchu
vysoká reprodukovatelnost tvaru – umění, šperky
Nevýhody
dlouhá
Sádrové formy
Výhody
vyšší přesnost rozměrů po vysušení,
hladkost povrchu
vysoká reprodukovatelnost tvaru – umění, šperky
Nevýhody
dlouhá
Слайд 48Anorganická pojiva - cement
Portlandský
nejvíce využívaný
Struskoportlandský
podíl portlandského cementu a vysokopecní strusky
Struska dává vyšší
Anorganická pojiva - cement
Portlandský
nejvíce využívaný
Struskoportlandský
podíl portlandského cementu a vysokopecní strusky
Struska dává vyšší
Слайд 49Cementové směsi
Výhody
dobré pracovní podmínky a ekologie - deponování odpadních písků
nižší energii pěchování
Cementové směsi
Výhody
dobré pracovní podmínky a ekologie - deponování odpadních písků
nižší energii pěchování
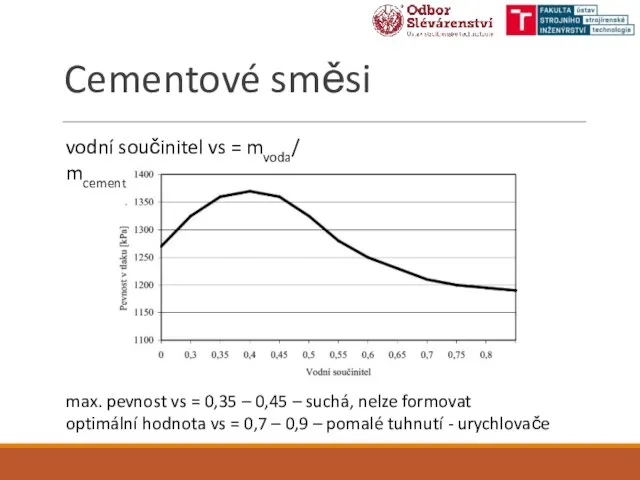
Слайд 50Cementové směsi
vodní součinitel vs = mvoda/ mcement
max. pevnost vs = 0,35 –
Cementové směsi
vodní součinitel vs = mvoda/ mcement
max. pevnost vs = 0,35 –
Слайд 51Anorganická pojiva – vodní sklo
Vodní skla jsou koloidní disperzní systémy tvořené disperzními
Anorganická pojiva – vodní sklo
Vodní skla jsou koloidní disperzní systémy tvořené disperzními
Слайд 52Formovací směsi s vodním sklem
Formovací směsi s vodním sklem
Слайд 53SMĚSI S VODNÍM SKLEM
VAZNÉ
NEVAZNÉ
ZTEKUCENÉ
ZÁKLAD
vodní sklo
bentonit
práškové tvrdidlo
ZÁKLAD
vodní sklo
tvrdidlo
ZÁKLAD
vodní sklo
tvrdidlo
zpěňovadla
práškové
- ferosilicium
kapalné
- estery
SMĚSI S VODNÍM SKLEM
VAZNÉ
NEVAZNÉ
ZTEKUCENÉ
ZÁKLAD
vodní sklo
bentonit
práškové tvrdidlo
ZÁKLAD
vodní sklo
tvrdidlo
ZÁKLAD
vodní sklo
tvrdidlo
zpěňovadla
práškové
- ferosilicium
kapalné
- estery
Слайд 54ZZ směsi - Vodní sklo + CO2
ČS patent – Dr. Ing. Lev
ZZ směsi - Vodní sklo + CO2
ČS patent – Dr. Ing. Lev
Слайд 55Technologie CT (vodní sklo+CO2)
Technologie CT (vodní sklo+CO2)
Слайд 56Organické samotuhnoucí směsi
Organické samotuhnoucí směsi
Слайд 57Organické samotuhnoucí směsi
Základní vlastnosti organických pojiv
vysoká pevnost po vytvrzení (pevnost v ohybu)
Organické samotuhnoucí směsi
Základní vlastnosti organických pojiv
vysoká pevnost po vytvrzení (pevnost v ohybu)
Слайд 58ST směsi s organickými
pojivy (pryskyřice)
I) Vytvrzované kyselinami
furanové (sírová, PTS) – dnes nejčastější
fenolformaldehydové
II)
ST směsi s organickými
pojivy (pryskyřice)
I) Vytvrzované kyselinami
furanové (sírová, PTS) – dnes nejčastější
fenolformaldehydové
II)
Слайд 59Přednosti furanových pojiv
dávkování pojiv 0,65-1,2% na novém písku i regenerátu.
nízký poměr forma/kov
Přednosti furanových pojiv
dávkování pojiv 0,65-1,2% na novém písku i regenerátu.
nízký poměr forma/kov
Слайд 60Příprava ST formovací směsi
příprava směsí s pojivy s nízkou viskozitou (pryskyřice, oleje,
Příprava ST formovací směsi
příprava směsí s pojivy s nízkou viskozitou (pryskyřice, oleje,
Слайд 61Výroba jader – COLD BOX
Katalyzátor + nosný plyn – směšovač – mísení
Výroba jader – COLD BOX
Katalyzátor + nosný plyn – směšovač – mísení
Слайд 62Výroba jader – COLD BOX
Nejčastěji používané pojivové systémy pro COLD BOX
Phenol-uretanové
Výroba jader – COLD BOX
Nejčastěji používané pojivové systémy pro COLD BOX
Phenol-uretanové
Слайд 63Příklady jader COLD BOX
Příklady jader COLD BOX

Слайд 64Technologie HOT BOX
Výroba jader – ostřivo + tekuté pojivo (pryskyřice) a tekuté
Technologie HOT BOX
Výroba jader – ostřivo + tekuté pojivo (pryskyřice) a tekuté
Слайд 65Technologie HOT BOX
Výhody
rozměrová přesnost, dobrý povrch odlitku
dostatečná pevnost jádra, dobrá rozpadavost (Al
Technologie HOT BOX
Výhody
rozměrová přesnost, dobrý povrch odlitku
dostatečná pevnost jádra, dobrá rozpadavost (Al
Слайд 66Příklady jader HOT BOX
Příklady jader HOT BOX
Слайд 67Technologie CRONING (C)
Výroba jader a forem z dokonale sypké směsi tvořené ostřivem
Technologie CRONING (C)
Výroba jader a forem z dokonale sypké směsi tvořené ostřivem
Слайд 68Příklady jader CRONING
Příklady jader CRONING

Слайд 69Keramické formy – metoda vytavitelného modelu
žíhání forem před litím – keramická vazba
vytavitelný
Keramické formy – metoda vytavitelného modelu
žíhání forem před litím – keramická vazba
vytavitelný
Слайд 70Zhotovení matečné formy
DLE MATEČNÉHO MODELU
ze sádry nebo silikonu (kaučuk)
z nízkotavitelných slitin (ZN)
formy
Zhotovení matečné formy
DLE MATEČNÉHO MODELU
ze sádry nebo silikonu (kaučuk)
z nízkotavitelných slitin (ZN)
formy
Слайд 71Zhotovení voskového modelu
Současné vosky – komplexní materiály obsahující následující složky:
přírodní vosky
Zhotovení voskového modelu
Současné vosky – komplexní materiály obsahující následující složky:
přírodní vosky
Слайд 72Výroba voskového modelu
gravitační lití
vstřikování do formy – vstřikovací stroj pracující s tekutým
Výroba voskového modelu
gravitační lití
vstřikování do formy – vstřikovací stroj pracující s tekutým
Слайд 73Ukázka voskového modelu
Ukázka voskového modelu
Слайд 74Sestavování modelů - stromečku
sestavy jednotlivých modelů
sestavy více modelů do tzv. stromečků
Sestavování modelů - stromečku
sestavy jednotlivých modelů
sestavy více modelů do tzv. stromečků

Слайд 75Aplikace keramických jader v PL
Aplikace keramických jader v PL
Слайд 76Výroba skořepinové formy
a/ Postupné obalování a sušení obalů
I/ ODMAŠTĚNÍ VOSKOVÝCH MODELŮ
(odstranění zbytků
Výroba skořepinové formy
a/ Postupné obalování a sušení obalů
I/ ODMAŠTĚNÍ VOSKOVÝCH MODELŮ
(odstranění zbytků
Слайд 77Výroba skořepinové formy
IV/ POSYP ZRNITÝM KERAMICKÝM MATERIÁLEM (fluidní nebo sprchový způsob)
Posypy –
Výroba skořepinové formy
IV/ POSYP ZRNITÝM KERAMICKÝM MATERIÁLEM (fluidní nebo sprchový způsob)
Posypy –
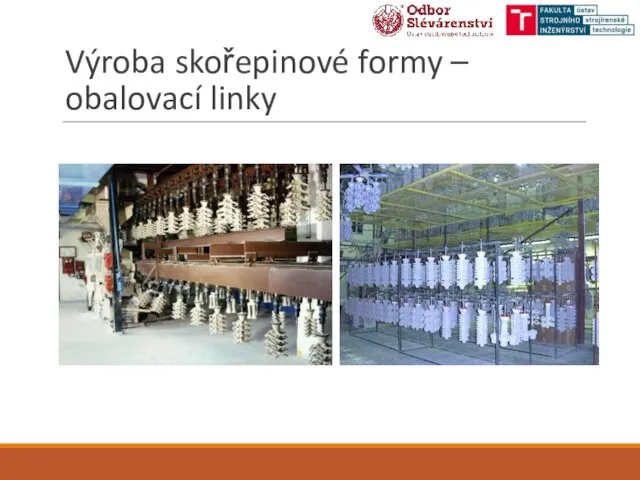
Слайд 78Výroba skořepinové formy – obalovací linky
Výroba skořepinové formy – obalovací linky
Слайд 79Výroba skořepinové formy -robotizovaná pracoviště
historie
současnost
Výroba skořepinové formy -robotizovaná pracoviště
historie
současnost

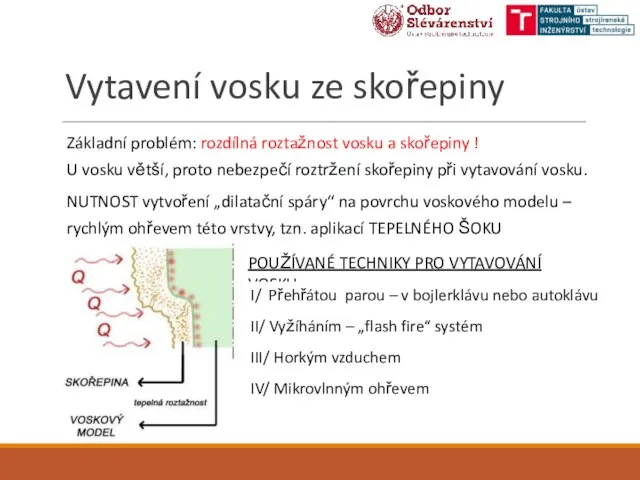
Слайд 80Vytavení vosku ze skořepiny
Základní problém: rozdílná roztažnost vosku a skořepiny !
U vosku
Vytavení vosku ze skořepiny
Základní problém: rozdílná roztažnost vosku a skořepiny !
U vosku
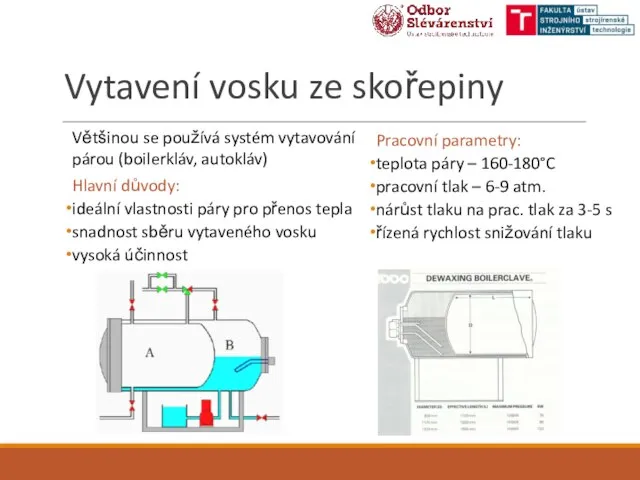
Слайд 81Vytavení vosku ze skořepiny
Většinou se používá systém vytavování párou (boilerkláv, autokláv)
Hlavní důvody:
ideální
Vytavení vosku ze skořepiny
Většinou se používá systém vytavování párou (boilerkláv, autokláv)
Hlavní důvody:
ideální
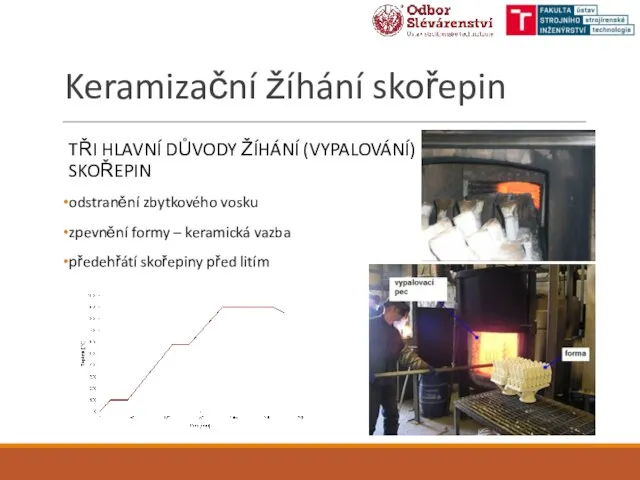
Слайд 82Keramizační žíhání skořepin
TŘI HLAVNÍ DŮVODY ŽÍHÁNÍ (VYPALOVÁNÍ) SKOŘEPIN
odstranění zbytkového vosku
zpevnění formy –
Keramizační žíhání skořepin
TŘI HLAVNÍ DŮVODY ŽÍHÁNÍ (VYPALOVÁNÍ) SKOŘEPIN
odstranění zbytkového vosku
zpevnění formy –
Слайд 83Odlévání
gravitační lití
sklopné lití
tavení a gravitační odlévání ve vakuu
vakuové nasávání (CLA, CLV)
Odlévání
gravitační lití
sklopné lití
tavení a gravitační odlévání ve vakuu
vakuové nasávání (CLA, CLV)

Слайд 84Odlévání
gravitační lití
sklopné lití
tavení a gravitační odlévání ve vakuu
vakuové nasávání (CLA, CLV)
Odlévání
gravitační lití
sklopné lití
tavení a gravitační odlévání ve vakuu
vakuové nasávání (CLA, CLV)

Слайд 85Dokončující operace
hrubé odstranění keramických obalů
oddělení odlitků od vtokového systému
odstranění zbylé keramiky
dokončující operace
kontrola
Dokončující operace
hrubé odstranění keramických obalů
oddělení odlitků od vtokového systému
odstranění zbylé keramiky
dokončující operace
kontrola
Слайд 86Odlitky výroba technologií vytavitelného modelu
Lopatka leteckého motoru – rovnoosá struktura, usměrněná krystalizace,
Odlitky výroba technologií vytavitelného modelu
Lopatka leteckého motoru – rovnoosá struktura, usměrněná krystalizace,

Слайд 87Odlitky výroba technologií vytavitelného modelu
Část helikoptéry V-22 – Ti slitina
Odlitek pro brokovnici-
Cr
Odlitky výroba technologií vytavitelného modelu
Část helikoptéry V-22 – Ti slitina
Odlitek pro brokovnici-
Cr

Слайд 88Technologie vypařitelného modelu
model vyroben z polystyrenu obráběním (CNC) nebo v matečné kovové
Technologie vypařitelného modelu
model vyroben z polystyrenu obráběním (CNC) nebo v matečné kovové
Слайд 89Princip technologie
Princip technologie
Слайд 90Nátěr modelu
FUNKCE NÁTĚRU:
Fyzikální bariéra mezi pískem a kovem
Odstranění plynných produktů z modelu
Nátěr modelu
FUNKCE NÁTĚRU:
Fyzikální bariéra mezi pískem a kovem
Odstranění plynných produktů z modelu

Слайд 91Odlévání
nízkotlaké lití
gravitační lití
Odlévání
nízkotlaké lití
gravitační lití
Слайд 92Odlitky výroba technologií vypařitelného modelu
hlava válců motoru
Odlitky výroba technologií vypařitelného modelu
hlava válců motoru

Слайд 93III a IV generace pojiv
III generace – fyzikální vazby
V proces – vakuování
EFF
III a IV generace pojiv
III generace – fyzikální vazby
V proces – vakuování
EFF
Слайд 94V proces
V proces
Слайд 95EFF SET Proces – zmrazené formy
směs – voda + ostřivo + přísady
vyplnění
EFF SET Proces – zmrazené formy
směs – voda + ostřivo + přísady
vyplnění
Слайд 96VITTMOSER II – magnetické pole
VITTMOSER II – magnetické pole
 Управление Роскомнадзора по Северо-Западному федеральному округу - 2021
Управление Роскомнадзора по Северо-Западному федеральному округу - 2021 Признаки Любви
Признаки Любви Тема 8.2. Датчик давления КРАМС.
Тема 8.2. Датчик давления КРАМС. Физиология почки
Физиология почки Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля
Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля Грозит ли России новый застой?Перспективы экономического роста после кризиса
Грозит ли России новый застой?Перспективы экономического роста после кризиса Миграции населения в современном мире Подготовила: Клеутина С.А.
Миграции населения в современном мире Подготовила: Клеутина С.А. Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ
Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ О реализации полномочий по утверждению нормативов потребления коммунальных услуг
О реализации полномочий по утверждению нормативов потребления коммунальных услуг Лыжный спорт
Лыжный спорт Презентация по учебной / производственной практике
Презентация по учебной / производственной практике По страницам повести И.С.Тургенева «Ася»
По страницам повести И.С.Тургенева «Ася» Какой ты супергерой из мультфильма (тест)
Какой ты супергерой из мультфильма (тест) Презентация на тему почему идут дожди и дует ветер
Презентация на тему почему идут дожди и дует ветер 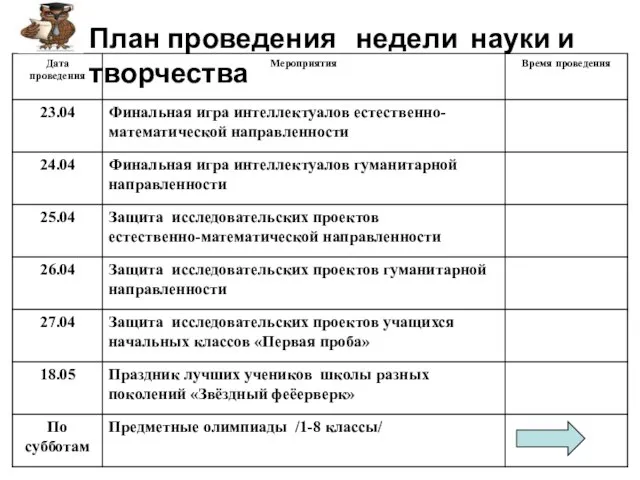 План проведения недели науки и творчества
План проведения недели науки и творчества ForteBank. Итоги
ForteBank. Итоги Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха
Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха Причёски и костюм XVII – XIX веков
Причёски и костюм XVII – XIX веков Закон Ома
Закон Ома Профсоюзная Организация Обучающихся ШАДИ(ф)
Профсоюзная Организация Обучающихся ШАДИ(ф) «…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя)
«…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя) Конгресс США. Структура. Функции и порядок формирования палат
Конгресс США. Структура. Функции и порядок формирования палат Презентация на тему Русский символизм в литературе
Презентация на тему Русский символизм в литературе простаяМАТЕМАТИКА
простаяМАТЕМАТИКА П.А. Столыпину посвящается…
П.А. Столыпину посвящается… Презентация на тему Электризация в природе и в жизни
Презентация на тему Электризация в природе и в жизни 8 марта
8 марта Доклад начальника ПЧ-340
Доклад начальника ПЧ-340