- Принцип работы пресса окончательной формовки в ТЭСЦ-4

Содержание
- 2. Производственная практика на АО «ВМЗ» Руководитель практики: Елин Дмитрий Михайлович
- 3. Цели и задачи Письменной экзаменационной работы Анализ работы пресса окончательной формовки ТЭСЦ-4 Цель Задачи Описать технологический
- 4. Технология производства труб большого диаметра в ТЭСЦ-4 Сортамент
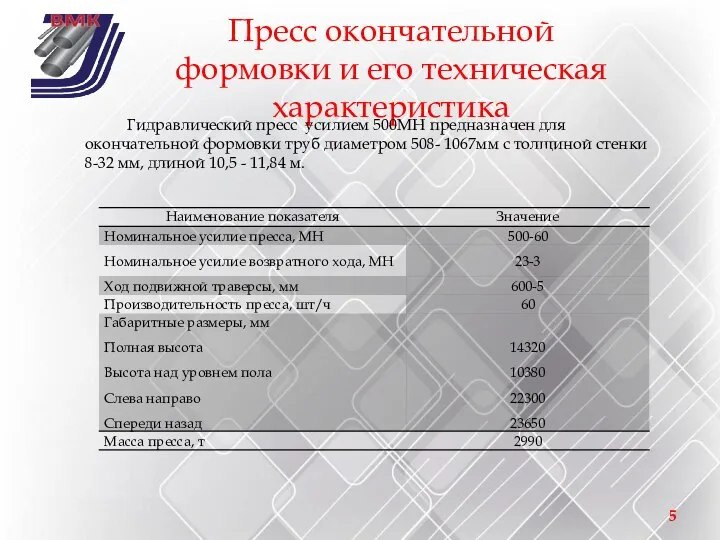
- 5. Пресс окончательной формовки и его техническая характеристика Гидравлический пресс усилием 500МН предназначен для окончательной формовки труб
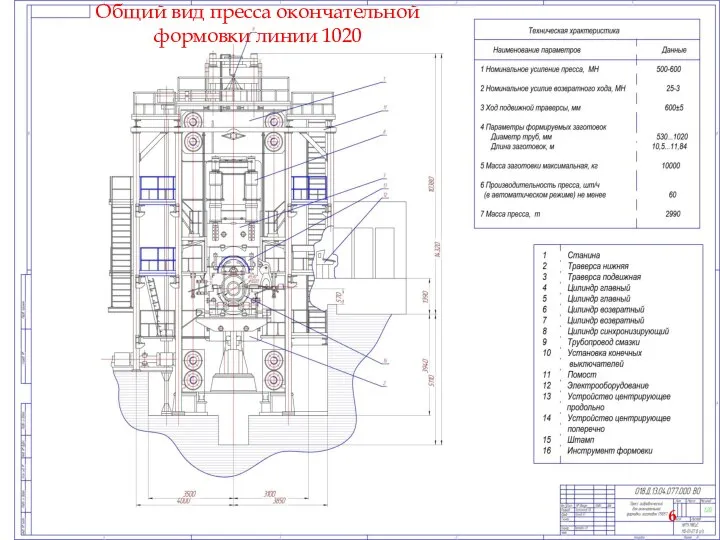
- 6. Общий вид пресса окончательной формовки линии 1020
- 7. Основные операции для формовки трубной заготовки Заготовка U-образной формы по отводящему рольгангу пресса предварительной формовки подается
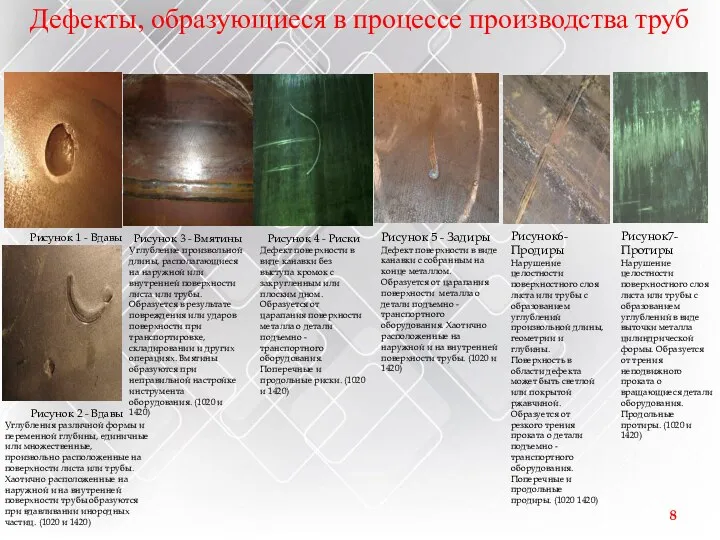
- 8. Дефекты, образующиеся в процессе производства труб Рисунок 3 - Вмятины Углубление произвольной длины, располагающиеся на наружной
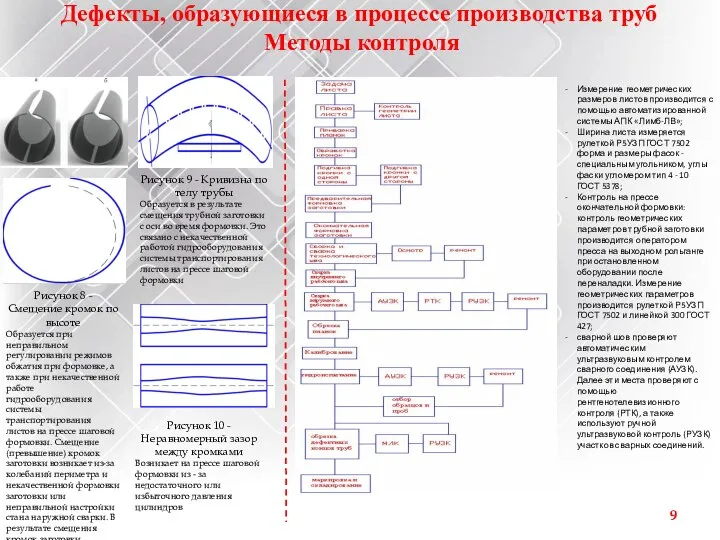
- 9. Дефекты, образующиеся в процессе производства труб Методы контроля Рисунок 10 - Неравномерный зазор между кромками Возникает
- 10. Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по снижению их воздействия представлены в
- 12. Скачать презентацию

Слайд 3Цели и задачи
Письменной экзаменационной работы
Анализ работы пресса окончательной формовки ТЭСЦ-4
Цель
Задачи
Описать технологический
Цели и задачи
Письменной экзаменационной работы
Анализ работы пресса окончательной формовки ТЭСЦ-4
Цель
Задачи
Описать технологический

Слайд 4Технология производства труб большого диаметра в
ТЭСЦ-4
Сортамент
Технология производства труб большого диаметра в
ТЭСЦ-4
Сортамент

Слайд 5Пресс окончательной формовки и его техническая характеристика
Гидравлический пресс усилием 500МН предназначен для
Пресс окончательной формовки и его техническая характеристика
Гидравлический пресс усилием 500МН предназначен для
Слайд 6Общий вид пресса окончательной формовки линии 1020
Общий вид пресса окончательной формовки линии 1020
Слайд 7Основные операции для формовки трубной заготовки
Заготовка U-образной формы по отводящему рольгангу
Основные операции для формовки трубной заготовки
Заготовка U-образной формы по отводящему рольгангу

Слайд 8Дефекты, образующиеся в процессе производства труб
Рисунок 3 - Вмятины
Углубление произвольной длины,
Дефекты, образующиеся в процессе производства труб
Рисунок 3 - Вмятины
Углубление произвольной длины,
Слайд 9Дефекты, образующиеся в процессе производства труб
Методы контроля
Рисунок 10 - Неравномерный зазор
Дефекты, образующиеся в процессе производства труб
Методы контроля
Рисунок 10 - Неравномерный зазор
Слайд 10Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по снижению
Перечень потенциально опасных и вредных производственных факторов участка. Организационно-технические мероприятия по снижению

 Виды и формы бизнеса
Виды и формы бизнеса ФОРМИРОВАНИЕ УУД В ОБРАЗОВАТЕЛЬНОМ ПРОЦЕССЕ.
ФОРМИРОВАНИЕ УУД В ОБРАЗОВАТЕЛЬНОМ ПРОЦЕССЕ. Хохлома
Хохлома Об организованном окончании 2011 – 2012 учебного года, проведении итоговой аттестации
Об организованном окончании 2011 – 2012 учебного года, проведении итоговой аттестации Обязанности судей перед игрой
Обязанности судей перед игрой Развитие жизни на планете (Каменноугольный период)
Развитие жизни на планете (Каменноугольный период) Интеллектуальная игра
Интеллектуальная игра Получение и передача переменного электрического тока. Трансформатор
Получение и передача переменного электрического тока. Трансформатор Баскетбол. Правила соревнований
Баскетбол. Правила соревнований Easter
Easter Презентация на тему Параллельные плоскости
Презентация на тему Параллельные плоскости  Презентация на тему Диофантовы уравнения
Презентация на тему Диофантовы уравнения  Циркулярное интервью как метод коучинга
Циркулярное интервью как метод коучинга Реализация развивающего обучения дошкольников в программе Развитие
Реализация развивающего обучения дошкольников в программе Развитие Panda meetup softskills - Urzhumova(1)
Panda meetup softskills - Urzhumova(1) Вежливый отказ. Способы сказать: нет
Вежливый отказ. Способы сказать: нет Монетный брак
Монетный брак Коллективизация в СССР
Коллективизация в СССР Презентация на тему Опустынивание
Презентация на тему Опустынивание Учитель начальных классов высшей категории Медведовская Юлия Николаевна ГОУ № 457 Выборгский район г. Санкт – Петербург 2010 – 2011
Учитель начальных классов высшей категории Медведовская Юлия Николаевна ГОУ № 457 Выборгский район г. Санкт – Петербург 2010 – 2011  Правовые основы и организационно-правовые формы предпринимательства. Урок 11-12
Правовые основы и организационно-правовые формы предпринимательства. Урок 11-12 Шоколадная история
Шоколадная история Меры безопасности
Меры безопасности Транспортная логистика
Транспортная логистика Евразия
Евразия Региональное командование Восток
Региональное командование Восток Использование игровых приёмов на уроках русского языка при изучении словарных слов УЧИТЕЛЬ «МСКОУ ЦЕЛИННОЙ СКОШИ» 8вида: КИРЮХИН
Использование игровых приёмов на уроках русского языка при изучении словарных слов УЧИТЕЛЬ «МСКОУ ЦЕЛИННОЙ СКОШИ» 8вида: КИРЮХИН Прямая и обратная пропорциональные зависимости
Прямая и обратная пропорциональные зависимости