- Проектирование сварных и комбинированных заготовок

Содержание
- 2. 13.1 ПРИНЦИПЫ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ СВАРНЫХ КОНСТРУКЦИЙ В практике машиностроительного производства при изготовлении сварных изделий известно взаимовлияние
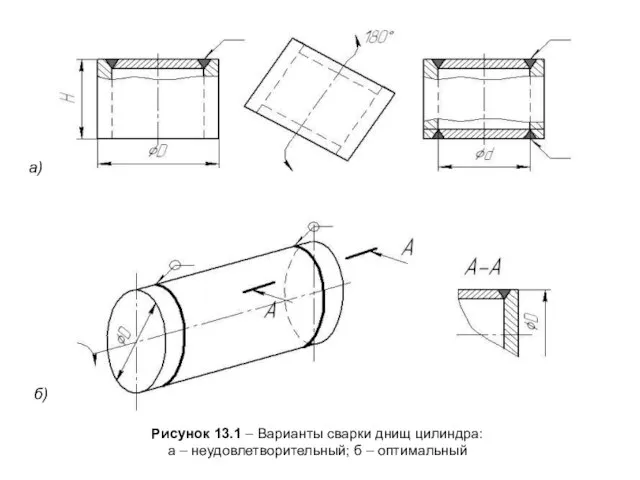
- 3. Рисунок 13.1 – Варианты сварки днищ цилиндра: а – неудовлетворительный; б – оптимальный а) б)
- 4. Вариант «а» является неудовлетворительным, так как при такой схеме разделки кромок для угловой сварки необходимо кантовать
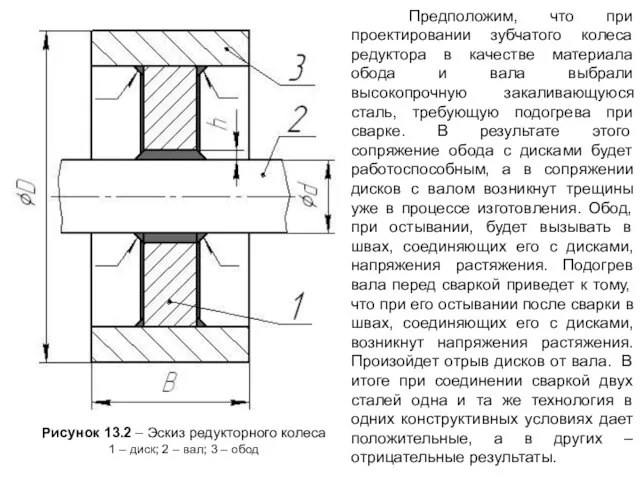
- 5. Предположим, что при проектировании зубчатого колеса редуктора в качестве материала обода и вала выбрали высокопрочную закаливающуюся
- 6. Следовательно, выбирать технологию сварки материалов без учета особенностей свариваемой конструкции недопустимо, а с другой стороны недопустимо
- 7. Существующие методы расчетов прочности, как правило, не учитывают действия, оказываемого на конструкцию процессом ее изготовления. Поэтому
- 8. Если в настоящее время и учитывают в отдельных случаях технологию при расчетах, то это делают введением
- 9. 13.2 КОМБИНИРОВАННЫЕ СВАРНЫЕ ЗАГОТОВКИ Комбинированные заготовки обладают большей технологичностью, чем отливки, поковки. Их внедрение снижает сроки
- 10. Проектирование комбинированных сварных конструкций предусматривает решение технической задачи комплексного использования многих современных технологических и конструктивных возможностей
- 11. Возрастающие требования к качеству изделий и повышению производительности труда уже невозможно решить применением одного технологического процесса.
- 12. Направления совершенствования сварных конструкций: 1) переход на новые принципы конструктивно-технологического проектирования сварных конструкций (комплексное решение вопросов
- 14. Скачать презентацию
Слайд 213.1 ПРИНЦИПЫ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ СВАРНЫХ КОНСТРУКЦИЙ
В практике машиностроительного производства при изготовлении сварных
13.1 ПРИНЦИПЫ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ СВАРНЫХ КОНСТРУКЦИЙ
В практике машиностроительного производства при изготовлении сварных
Слайд 3Рисунок 13.1 – Варианты сварки днищ цилиндра:
а – неудовлетворительный; б – оптимальный
Рисунок 13.1 – Варианты сварки днищ цилиндра:
а – неудовлетворительный; б – оптимальный
Слайд 4 Вариант «а» является неудовлетворительным, так как при такой схеме разделки кромок
Вариант «а» является неудовлетворительным, так как при такой схеме разделки кромок
Слайд 5 Предположим, что при проектировании зубчатого колеса редуктора в качестве материала обода
Предположим, что при проектировании зубчатого колеса редуктора в качестве материала обода
Слайд 6 Следовательно, выбирать технологию сварки материалов без учета особенностей свариваемой конструкции недопустимо,
Следовательно, выбирать технологию сварки материалов без учета особенностей свариваемой конструкции недопустимо,
Слайд 7 Существующие методы расчетов прочности, как правило, не учитывают действия, оказываемого на
Существующие методы расчетов прочности, как правило, не учитывают действия, оказываемого на
Слайд 8 Если в настоящее время и учитывают в отдельных случаях технологию при
Если в настоящее время и учитывают в отдельных случаях технологию при
Слайд 913.2 КОМБИНИРОВАННЫЕ СВАРНЫЕ ЗАГОТОВКИ
Комбинированные заготовки обладают большей технологичностью, чем отливки, поковки.
13.2 КОМБИНИРОВАННЫЕ СВАРНЫЕ ЗАГОТОВКИ
Комбинированные заготовки обладают большей технологичностью, чем отливки, поковки.
Слайд 10 Проектирование комбинированных сварных конструкций предусматривает решение технической задачи комплексного использования многих
Проектирование комбинированных сварных конструкций предусматривает решение технической задачи комплексного использования многих
Слайд 11 Возрастающие требования к качеству изделий и повышению производительности труда уже невозможно
Возрастающие требования к качеству изделий и повышению производительности труда уже невозможно
Слайд 12 Направления совершенствования сварных конструкций:
1) переход на новые принципы конструктивно-технологического проектирования сварных конструкций
Направления совершенствования сварных конструкций:
1) переход на новые принципы конструктивно-технологического проектирования сварных конструкций
 Информационные технологии в электротехнике
Информационные технологии в электротехнике ПАКЕТ
ПАКЕТ Электрическая схема
Электрическая схема Пропорции и особенности изображения животных
Пропорции и особенности изображения животных Методическая служба МБОУ Большесундырская СОШ им.В.А.Верендеева Моргаушского района Чувашской Республики
Методическая служба МБОУ Большесундырская СОШ им.В.А.Верендеева Моргаушского района Чувашской Республики Why We All Need to Get A Girlfriend
Why We All Need to Get A Girlfriend Расписание занятий по пинг - понгу
Расписание занятий по пинг - понгу тема 1.2 Суповое отд
тема 1.2 Суповое отд Путешествие по осеннему лесу
Путешествие по осеннему лесу Управление качеством
Управление качеством tls2
tls2 План реализации мероприятий Технологической платформы «Медицина будущего» по направлению «Многокомпонентные биокомпозиционн
План реализации мероприятий Технологической платформы «Медицина будущего» по направлению «Многокомпонентные биокомпозиционн Ланцетники
Ланцетники Атеизм как религия
Атеизм как религия Автопортрет Т.Г. Шевченко
Автопортрет Т.Г. Шевченко Социальные пособия. 6 классы
Социальные пособия. 6 классы Бриф 05.02.2019 для раздела Правильное питание
Бриф 05.02.2019 для раздела Правильное питание Исковое производство
Исковое производство Тоталитарные интернет-сообщества: как избежать, победить и выжить в мире ловцов виртуальных душ
Тоталитарные интернет-сообщества: как избежать, победить и выжить в мире ловцов виртуальных душ Донской А.Г. 26.01._Об особенностях реализации НПП
Донской А.Г. 26.01._Об особенностях реализации НПП Презентация на тему Становление новой России
Презентация на тему Становление новой России Влияние рок- музыки на здоровье подростка
Влияние рок- музыки на здоровье подростка Valuation exercise,или почем сегодня Yandex
Valuation exercise,или почем сегодня Yandex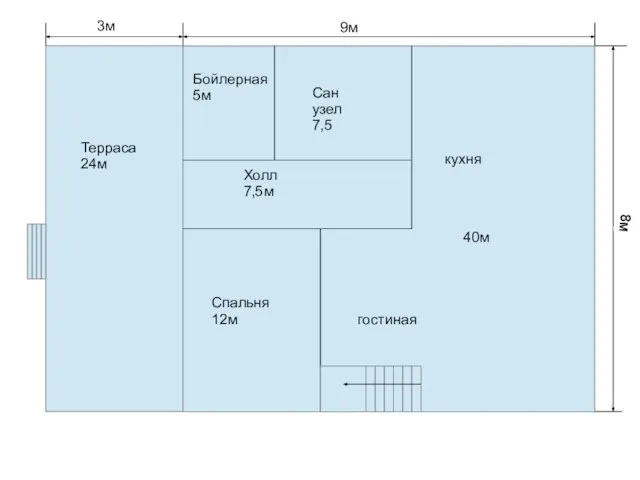 Дом. Планировка
Дом. Планировка Классификация видов термической обработки стали. Отжиг. (Лекция 6)
Классификация видов термической обработки стали. Отжиг. (Лекция 6) Rytsarskaya_kultura_v_Evrope (1)
Rytsarskaya_kultura_v_Evrope (1) Права инвалидов
Права инвалидов Влияние вредных привычек на сердечно-сосудистую и дыхательную системы
Влияние вредных привычек на сердечно-сосудистую и дыхательную системы