- Термическая обработки при изготовлении инструментов. Изменение твердости образцов стали

Содержание
- 2. Термическая обработка Термическая обработка формирует физико-механические свойства инструмента: теплостойкость, прочность, твердость, износостойкость. Для изготовления инструмента используют
- 3. Основное назначение термической обработки подготовка, выравнивание структуры, устранение пористости, рыхлоты, расслоения и других металлургических дефектов, улучшение
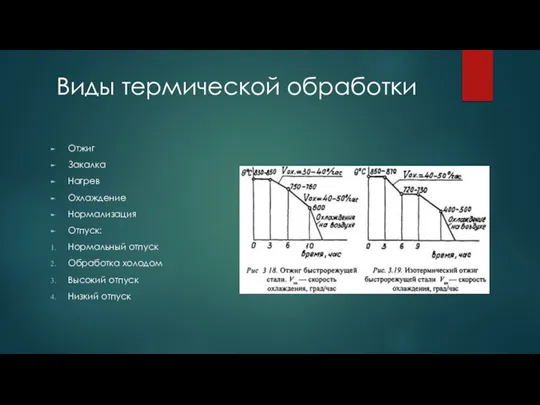
- 4. Виды термической обработки Отжиг Закалка Нагрев Охлаждение Нормализация Отпуск: Нормальный отпуск Обработка холодом Высокий отпуск Низкий
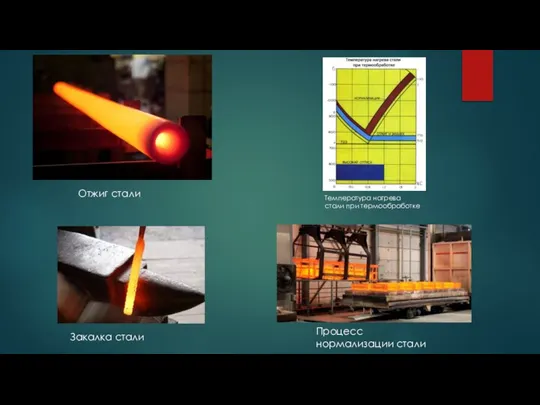
- 5. Температура нагрева стали при термообработке Отжиг стали Закалка стали Процесс нормализации стали
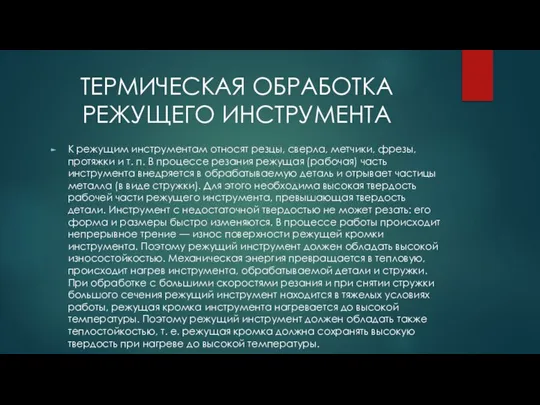
- 6. ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕЖУЩЕГО ИНСТРУМЕНТА К режущим инструментам относят резцы, сверла, метчики, фрезы, протяжки и т. п.
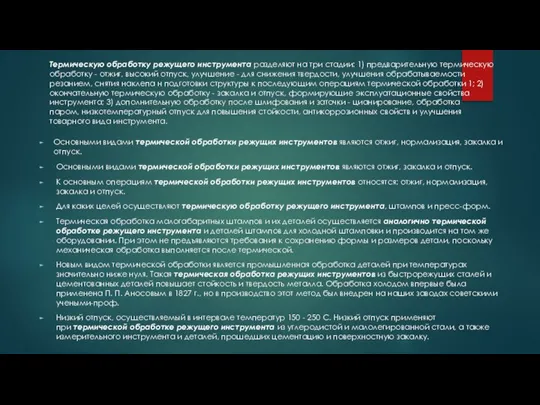
- 7. Основными видами термической обработки режущих инструментов являются отжиг, нормализация, закалка и отпуск. Основными видами термической обработки
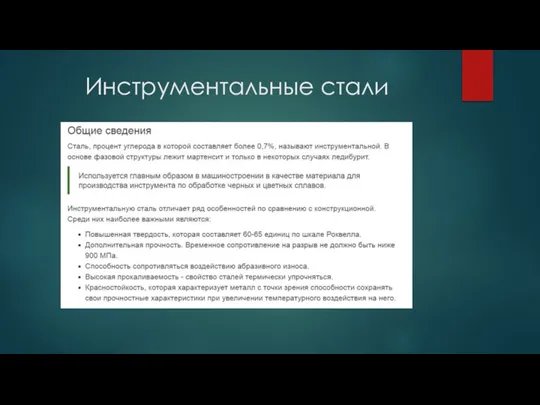
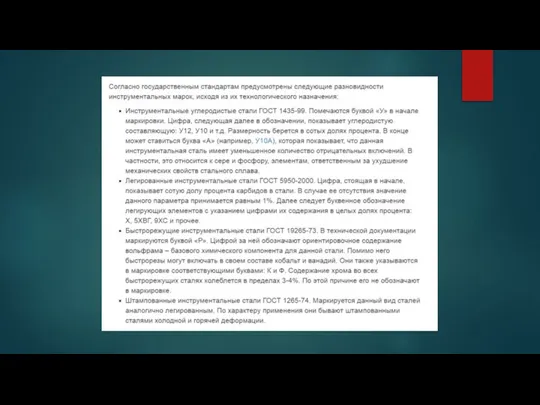
- 8. Инструментальные стали
- 14. Скачать презентацию
Слайд 2Термическая обработка
Термическая обработка формирует физико-механические свойства инструмента: теплостойкость, прочность, твердость, износостойкость. Для изготовления
Термическая обработка
Термическая обработка формирует физико-механические свойства инструмента: теплостойкость, прочность, твердость, износостойкость. Для изготовления
Слайд 3Основное назначение термической обработки
подготовка, выравнивание структуры, устранение пористости, рыхлоты, расслоения и других
Основное назначение термической обработки
подготовка, выравнивание структуры, устранение пористости, рыхлоты, расслоения и других
Слайд 4Виды термической обработки
Отжиг
Закалка
Нагрев
Охлаждение
Нормализация
Отпуск:
Нормальный отпуск
Обработка холодом
Высокий отпуск
Низкий отпуск
Виды термической обработки
Отжиг
Закалка
Нагрев
Охлаждение
Нормализация
Отпуск:
Нормальный отпуск
Обработка холодом
Высокий отпуск
Низкий отпуск
Слайд 5Температура нагрева стали при термообработке
Отжиг стали
Закалка стали
Процесс нормализации стали
Температура нагрева стали при термообработке
Отжиг стали
Закалка стали
Процесс нормализации стали
Слайд 6ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕЖУЩЕГО ИНСТРУМЕНТА
К режущим инструментам относят резцы, сверла, метчики, фрезы, протяжки
ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕЖУЩЕГО ИНСТРУМЕНТА
К режущим инструментам относят резцы, сверла, метчики, фрезы, протяжки
Слайд 7Основными видами термической обработки режущих инструментов являются отжиг, нормализация, закалка и отпуск.
Основными видами термической обработки
Основными видами термической обработки режущих инструментов являются отжиг, нормализация, закалка и отпуск.
Основными видами термической обработки
Слайд 8Инструментальные стали
Инструментальные стали
 Презентация на тему лошадь
Презентация на тему лошадь Технология изготовления и термической обработки обсадных труб из стали
Технология изготовления и термической обработки обсадных труб из стали Уикенд. Нургисаева Айжана
Уикенд. Нургисаева Айжана Масленица
Масленица Предложение по благоустройству территории
Предложение по благоустройству территории Моя правовая грамотность
Моя правовая грамотность Факторы профессионального стресса
Факторы профессионального стресса Богатство недр (4 класс)
Богатство недр (4 класс) «Опыт внедрения превентивного обучения в образовательном учреждении»
«Опыт внедрения превентивного обучения в образовательном учреждении» Живое кино 2019
Живое кино 2019 Общие положения о предпринимательском праве. Лекция №2
Общие положения о предпринимательском праве. Лекция №2 РЕЗЮМЕ СЕВАРА
РЕЗЮМЕ СЕВАРА История возникновения бумаги
История возникновения бумаги ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ
ОБУСТРОЙСТВО СЕЛЬСКИХ ТЕРРИТОРИЙ – ПЕРСПЕКТИВНОЕ НАПРАВЛЕНИЕ РАЗВИТИЯ СТРАНЫ Кобрендинг в fashion-индустрии
Кобрендинг в fashion-индустрии МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи
МНЕМОТЕХНИКА (или мнемоника) – от греческого mnemonikon - искусство запоминания, означает совокупность приемов и способов, облегчающи Демонология романа "Мастер и Маргарита"
Демонология романа "Мастер и Маргарита" Виртуальная экскурсия Элементы марийского женского национального костюма
Виртуальная экскурсия Элементы марийского женского национального костюма ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД.
ДЕЯТЕЛЬНОСТЬ СОВЕТА ПО АККРЕДИТАЦИИ В 2010 ГОДУ И ЗАДАЧИ НА 2011ГОД. Допы коротко
Допы коротко Беспилотная доставка
Беспилотная доставка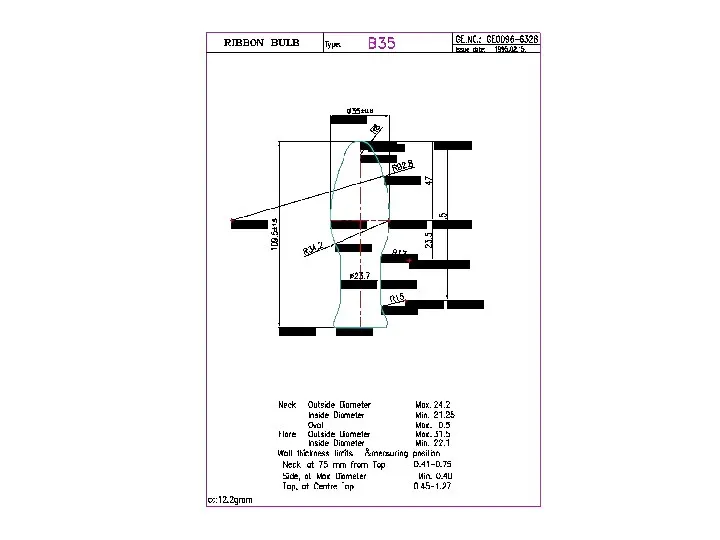 Ribbon bulb. Чертёж
Ribbon bulb. Чертёж Путевые проверки. Лекция №7
Путевые проверки. Лекция №7 Македония
Македония «НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А.
«НАШИ ПАЛЬЧИКИ ИГРАЮТ» ПОДГОТОВИЛИ: ЛАЗАРЕВА М.М. РЖАКОВА Т.А. Загляните в школьный альбом
Загляните в школьный альбом Институт выборов в современной России: проблемы и перспективы
Институт выборов в современной России: проблемы и перспективы Методичні вказівки щодо виконання, оформлення та захисту курсових робіт
Методичні вказівки щодо виконання, оформлення та захисту курсових робіт