- Токарно-фрезерная обработка и автоматизация

Содержание
- 2. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Гибкий производственный модуль на базе станка CTX beta 1250
- 3. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Рабочая зона токарно-фрезерного CTX 1250 Beta
- 4. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Основных элементы стойки Siemens 840D
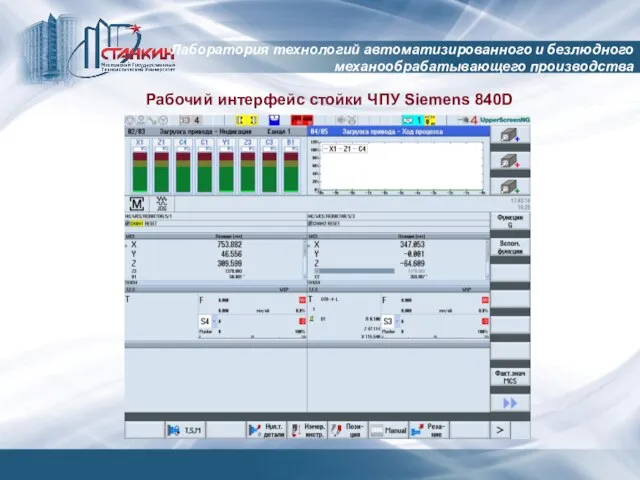
- 5. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Рабочий интерфейс стойки ЧПУ Siemens 840D
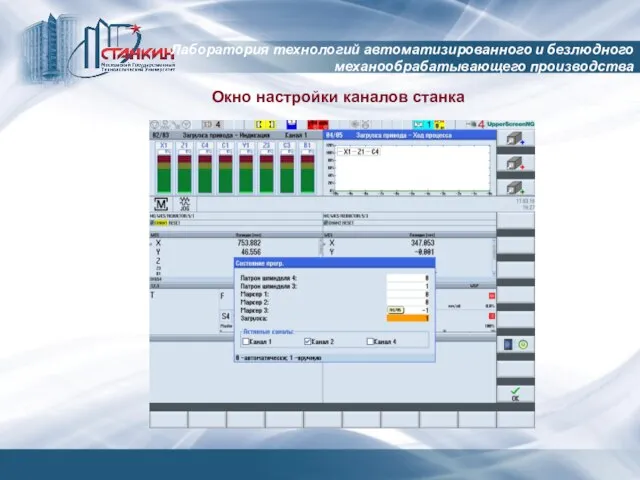
- 6. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Окно настройки каналов станка
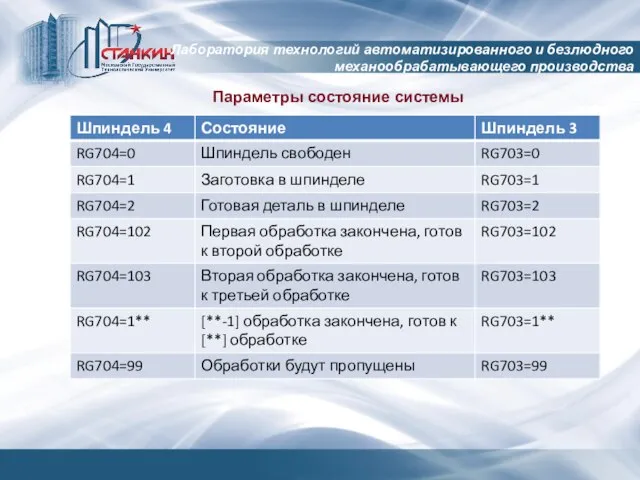
- 7. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Параметры состояние системы
- 8. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Менеджер управления программ
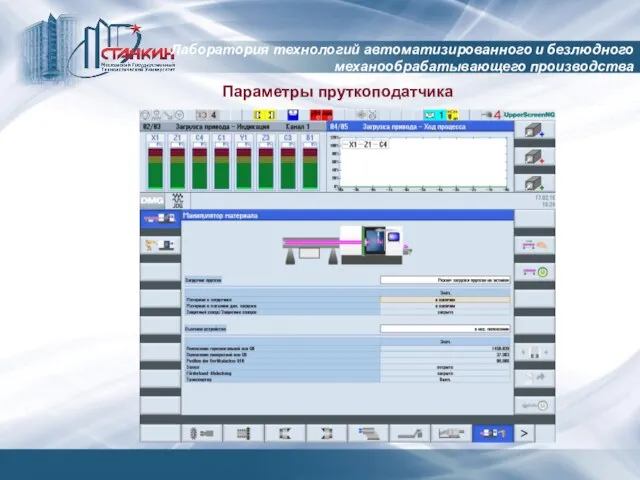
- 9. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Параметры пруткоподатчика
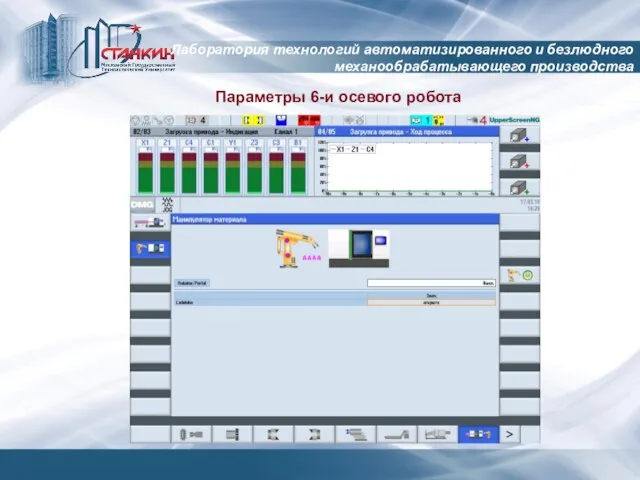
- 10. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Параметры 6-и осевого робота
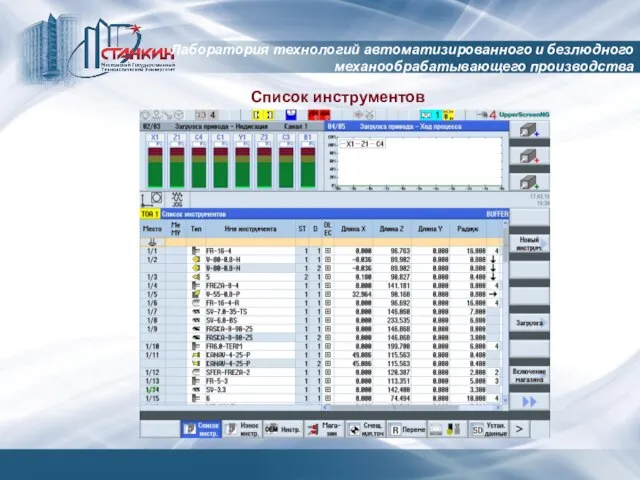
- 11. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Список инструментов
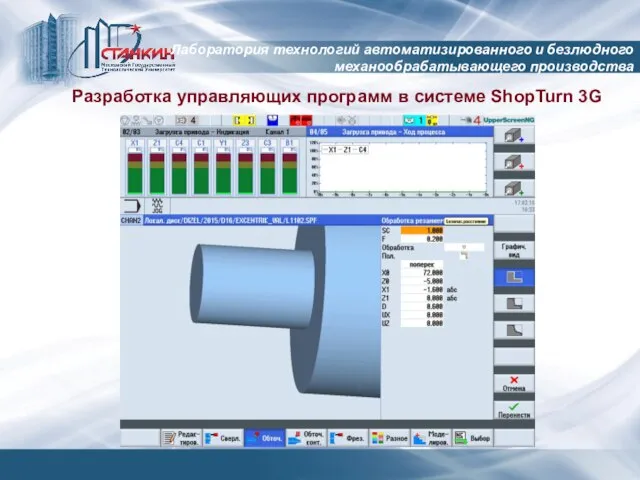
- 12. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Разработка управляющих программ в системе ShopTurn 3G
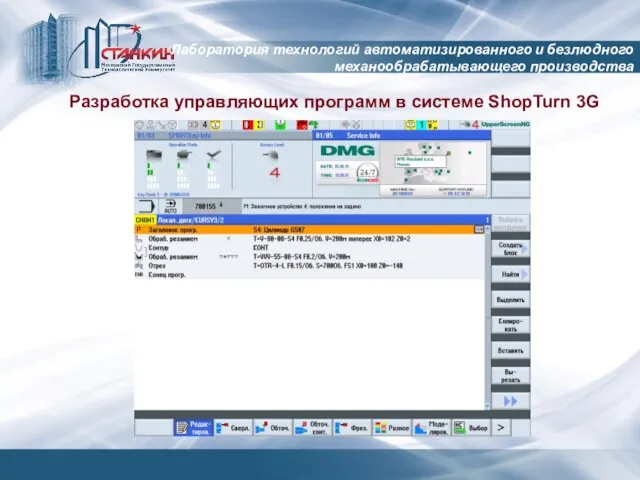
- 13. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Разработка управляющих программ в системе ShopTurn 3G
- 14. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Плоскости обработки в системе ShopTurn 3G Торец Y (перемещение
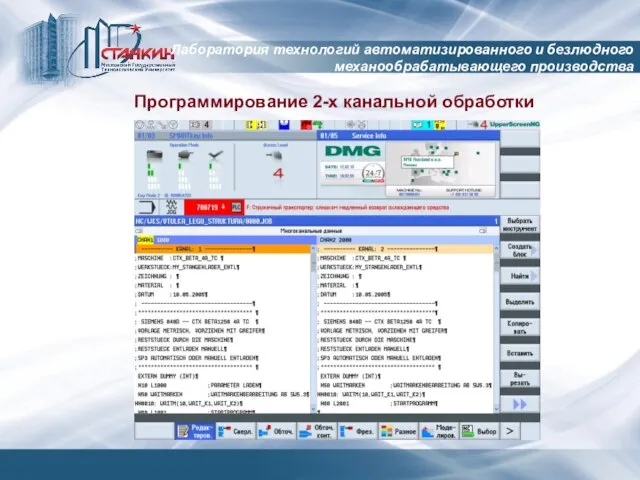
- 15. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Программирование 2-х канальной обработки
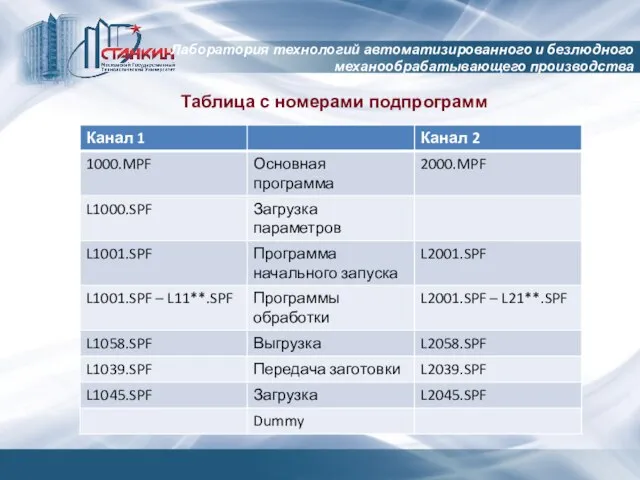
- 16. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Таблица с номерами подпрограмм
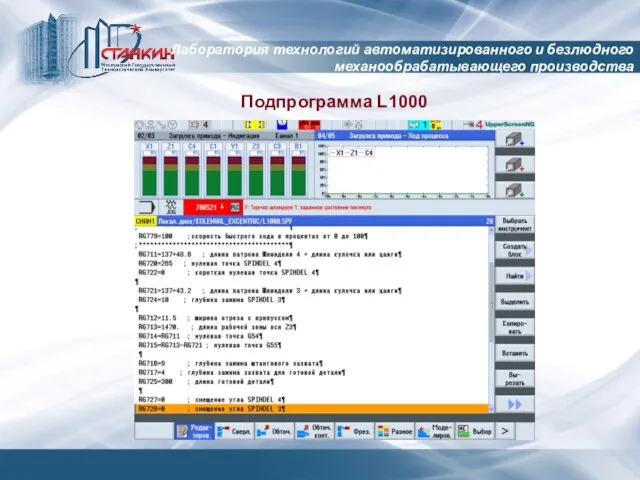
- 17. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Подпрограмма L1000
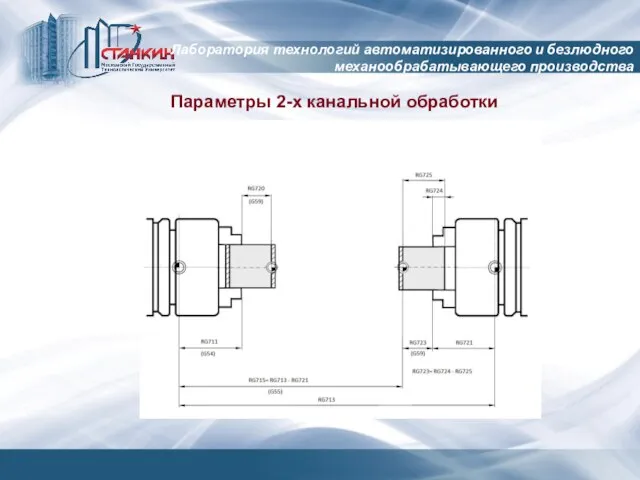
- 18. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Параметры 2-х канальной обработки
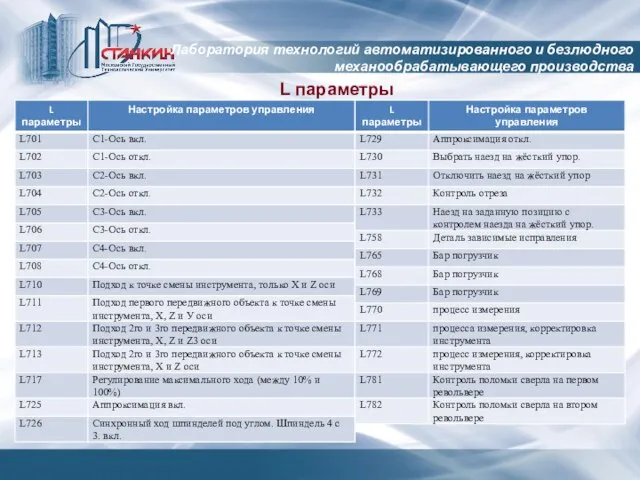
- 19. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства L параметры
- 20. Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства Программирование 2-х канальной обработки в системе ShopTurn 3G 3
- 22. Скачать презентацию
Слайд 2Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Гибкий производственный модуль на базе станка
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Гибкий производственный модуль на базе станка

Слайд 3Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Рабочая зона токарно-фрезерного CTX 1250 Beta
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Рабочая зона токарно-фрезерного CTX 1250 Beta

Слайд 4Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Основных элементы стойки Siemens 840D
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Основных элементы стойки Siemens 840D

Слайд 5Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Рабочий интерфейс стойки ЧПУ Siemens 840D
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Рабочий интерфейс стойки ЧПУ Siemens 840D
Слайд 6Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Окно настройки каналов станка
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Окно настройки каналов станка
Слайд 7Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры состояние системы
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры состояние системы
Слайд 8Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Менеджер управления программ
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Менеджер управления программ

Слайд 9Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры пруткоподатчика
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры пруткоподатчика
Слайд 10Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры 6-и осевого робота
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры 6-и осевого робота
Слайд 11Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Список инструментов
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Список инструментов
Слайд 12Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Разработка управляющих программ в системе ShopTurn
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Разработка управляющих программ в системе ShopTurn
Слайд 13Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Разработка управляющих программ в системе ShopTurn
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Разработка управляющих программ в системе ShopTurn
Слайд 14Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Плоскости обработки в системе ShopTurn 3G
Торец
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Плоскости обработки в системе ShopTurn 3G
Торец

Слайд 15Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Программирование 2-х канальной обработки
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Программирование 2-х канальной обработки
Слайд 16Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Таблица с номерами подпрограмм
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Таблица с номерами подпрограмм
Слайд 17Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Подпрограмма L1000
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Подпрограмма L1000
Слайд 18Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры 2-х канальной обработки
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Параметры 2-х канальной обработки
Слайд 19Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
L параметры
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
L параметры
Слайд 20Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Программирование 2-х канальной обработки в системе
Лаборатория технологий автоматизированного и безлюдного механообрабатывающего производства
Программирование 2-х канальной обработки в системе

 Что такое LEAN manufacturing
Что такое LEAN manufacturing  Презентация на тему Заглавная буква в именах собственных
Презентация на тему Заглавная буква в именах собственных  Кодирование графической информации
Кодирование графической информации Великий круговорот жизни 3 класс
Великий круговорот жизни 3 класс Модель Джеймса Карея
Модель Джеймса Карея Юридическая этика. Тема 5
Юридическая этика. Тема 5 Я – неудачник
Я – неудачник Доставка нефтепродуктов на АЗС Тамбовской области в условиях ООО РТК г. Котовск
Доставка нефтепродуктов на АЗС Тамбовской области в условиях ООО РТК г. Котовск Распознавание эмоций на практике
Распознавание эмоций на практике Андронов мәдениеті
Андронов мәдениеті Металлы тоже воевали
Металлы тоже воевали Воины-интернационалисты
Воины-интернационалисты Приёмная кампания КГУ 2020. Бакалавриат/специалитет очная/очно-заочная формы обучения
Приёмная кампания КГУ 2020. Бакалавриат/специалитет очная/очно-заочная формы обучения 2.2.3 Презентация
2.2.3 Презентация Свобода как философский, нравственный и социальный идеал Пушкина
Свобода как философский, нравственный и социальный идеал Пушкина Технические требования по строительству магазина-склада Строительный Двор
Технические требования по строительству магазина-склада Строительный Двор Народна_іграшка
Народна_іграшка Молодежный турслет АО АВТОВАЗ
Молодежный турслет АО АВТОВАЗ Современные средства связи и их виды. Функционал оборудования на различных уровнях сетевой модели
Современные средства связи и их виды. Функционал оборудования на различных уровнях сетевой модели Приглашение к Сотрудничеству
Приглашение к Сотрудничеству Создание предметов на основе формальной композиции
Создание предметов на основе формальной композиции Образ женской красоты. Женский образ в национальной одежде в традициях Японии
Образ женской красоты. Женский образ в национальной одежде в традициях Японии Разработка мнемосхемы визуализации технологического объекта “Повысительная насосная станция с фильтровальной установкой”
Разработка мнемосхемы визуализации технологического объекта “Повысительная насосная станция с фильтровальной установкой” ИИ1ирплоИл1
ИИ1ирплоИл1 Лекарственные и пищевые растения села Большой - Нарын
Лекарственные и пищевые растения села Большой - Нарын Об аккредитации Университета
Об аккредитации Университета Сборка вертолета. Конструктор
Сборка вертолета. Конструктор Планета Венера
Планета Венера