- ВКР: Разработка технологий вырубки длинномерной детали лента из тонколистовой заготовки

Содержание
- 2. Разрабатываемая технология вырубки предназначенна для получения длинномерной детали «лента» 2 Толщина: 0,1±0,01 Марка материала:12Х18Н10Т Точность изготовления
- 3. Классификатор возможных схем вырубки для получения типовой детали 3 Критерии выбора: Технический (качество детали) Экономический (наименьшие
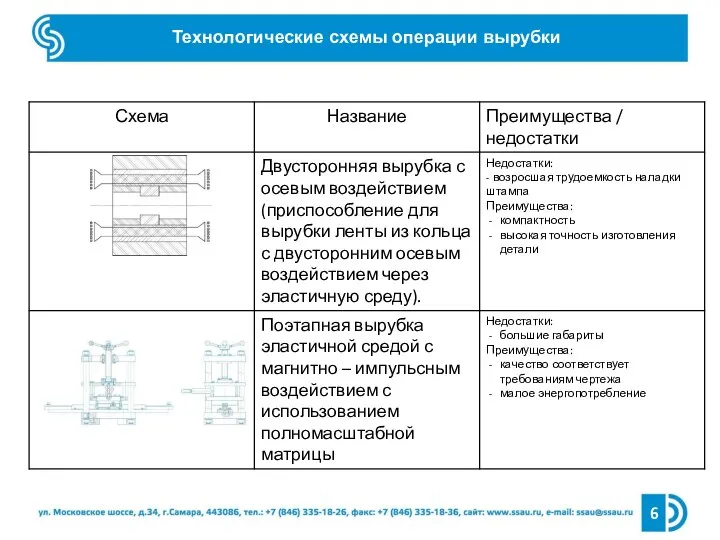
- 4. Технологические схемы операции вырубки 4
- 5. Технологические схемы операции вырубки
- 6. Технологические схемы операции вырубки
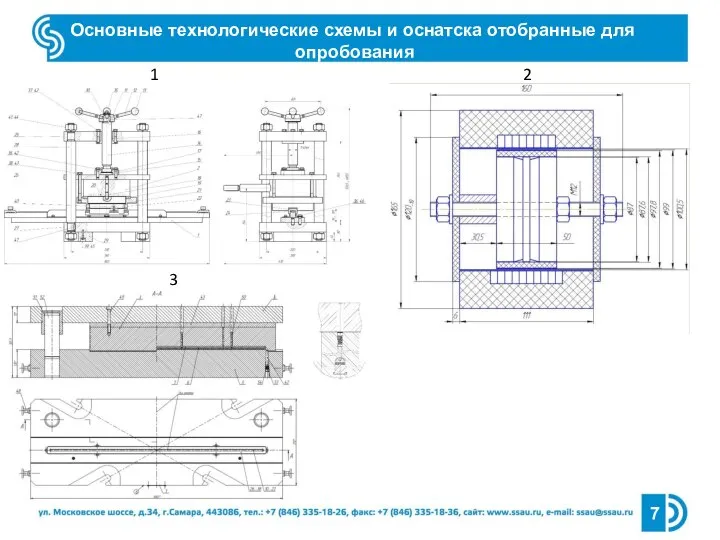
- 7. Основные технологические схемы и оснатска отобранные для опробования 7 1 2 3
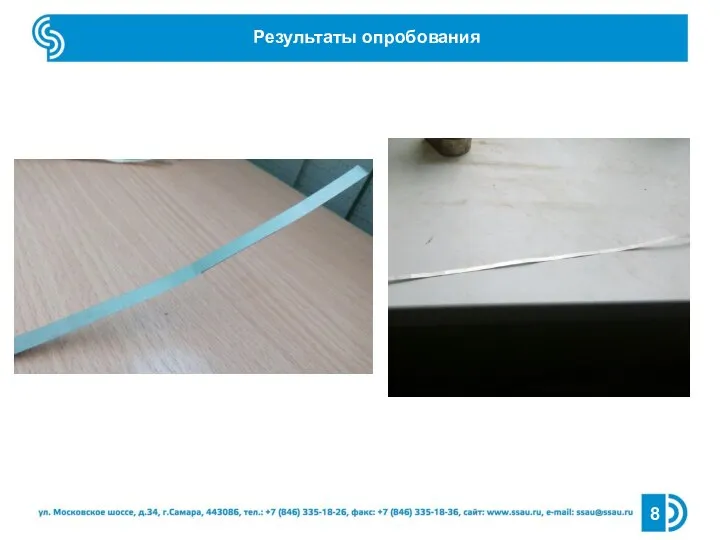
- 8. Результаты опробования 7 8
- 9. Выводы 9 На модельных образцах опробованы технологические схемы с использованием статической и динамической нагрузки. Установлено, что
- 11. Скачать презентацию
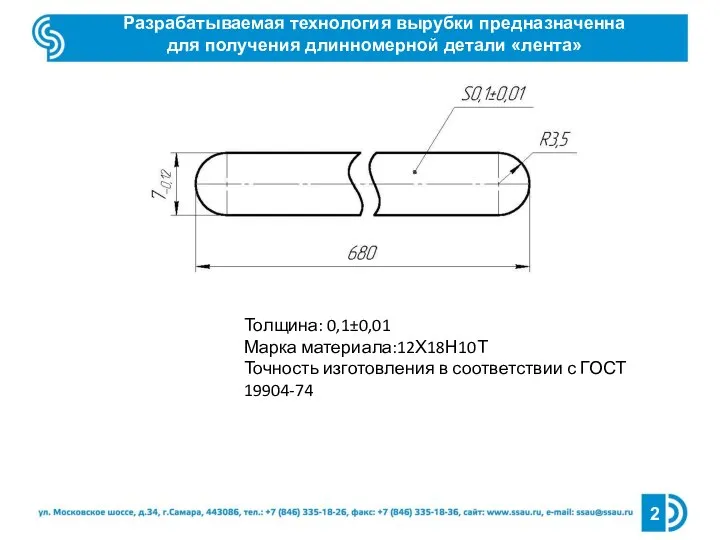
Слайд 2Разрабатываемая технология вырубки предназначенна для получения длинномерной детали «лента»
2
Толщина: 0,1±0,01
Марка материала:12Х18Н10Т
Точность изготовления
Разрабатываемая технология вырубки предназначенна для получения длинномерной детали «лента»
2
Толщина: 0,1±0,01
Марка материала:12Х18Н10Т
Точность изготовления
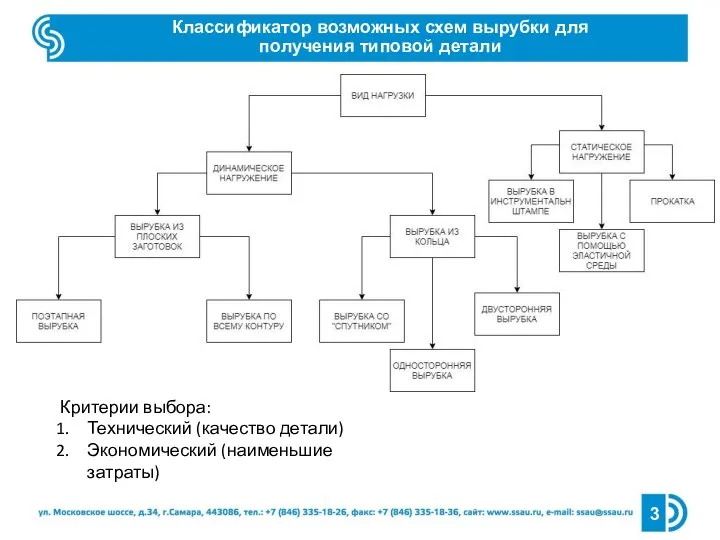
Слайд 3Классификатор возможных схем вырубки для получения типовой детали
3
Критерии выбора:
Технический (качество детали)
Экономический (наименьшие
Классификатор возможных схем вырубки для получения типовой детали
3
Критерии выбора:
Технический (качество детали)
Экономический (наименьшие
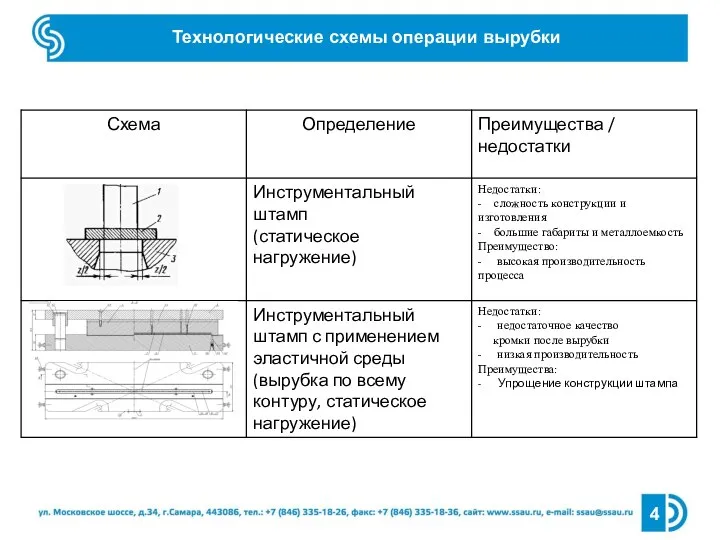
Слайд 4Технологические схемы операции вырубки
4
Технологические схемы операции вырубки
4
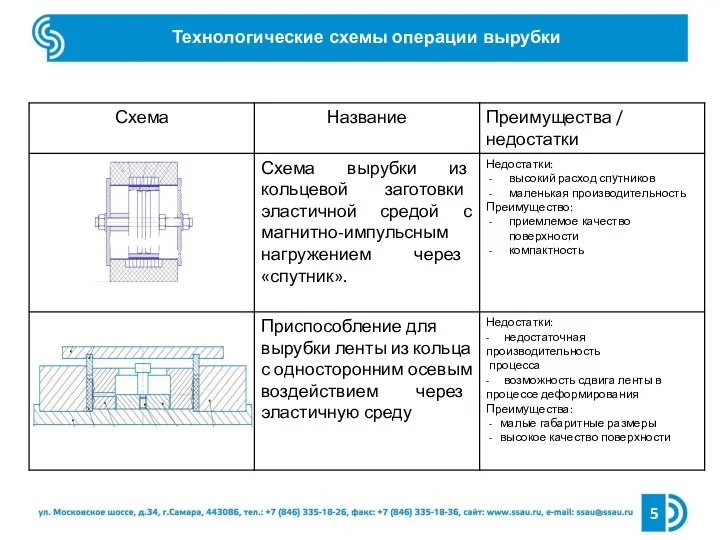
Слайд 5Технологические схемы операции вырубки
Технологические схемы операции вырубки
Слайд 6Технологические схемы операции вырубки
Технологические схемы операции вырубки
Слайд 7Основные технологические схемы и оснатска отобранные для
опробования
7
1
2
3
Основные технологические схемы и оснатска отобранные для
опробования
7
1
2
3
Слайд 8Результаты опробования
7
8
Результаты опробования
7
8
Слайд 9Выводы
9
На модельных образцах опробованы технологические схемы с использованием статической и динамической нагрузки.
Выводы
9
На модельных образцах опробованы технологические схемы с использованием статической и динамической нагрузки.
 Объёмы тел
Объёмы тел Произнеси правильно!
Произнеси правильно! Презентация на тему Счет в пределах 100
Презентация на тему Счет в пределах 100 Программа деятельности летнего оздоровительного лагеря с дневным пребыванием детей Правнуки Победы
Программа деятельности летнего оздоровительного лагеря с дневным пребыванием детей Правнуки Победы Проблемы адаптации учебных мигрантов из Азии в российских университетах
Проблемы адаптации учебных мигрантов из Азии в российских университетах Применение ИКТ на уроках английского языка.
Применение ИКТ на уроках английского языка. Почка – зачаточный побег растения
Почка – зачаточный побег растения Структура жития святых
Структура жития святых МЕТОДОЛОГИЯ БУХГАЛТЕРСКОГО УЧЕТА И ФИНАНСОВОЙ ОТЧЕТНОСТИ ГОСУДАРСТВЕННЫХ (МУНИЦИПАЛЬНЫХ) УЧРЕЖДЕНИЙ В 2010-2011 ГОДАХ В СВЕТЕ СОВЕР
МЕТОДОЛОГИЯ БУХГАЛТЕРСКОГО УЧЕТА И ФИНАНСОВОЙ ОТЧЕТНОСТИ ГОСУДАРСТВЕННЫХ (МУНИЦИПАЛЬНЫХ) УЧРЕЖДЕНИЙ В 2010-2011 ГОДАХ В СВЕТЕ СОВЕР Эмоции и воля. Процессы психической регуляции
Эмоции и воля. Процессы психической регуляции Технология DITA: обзор возможностей и основные преимущества
Технология DITA: обзор возможностей и основные преимущества Торговый робот
Торговый робот МАТЕМАТИЧЕСКАЯ СТАТИСТИКА
МАТЕМАТИЧЕСКАЯ СТАТИСТИКА Компьютерная грамотность молодежи как основа информационной культуры
Компьютерная грамотность молодежи как основа информационной культуры Экологические проблемы Санкт-Петербурга
Экологические проблемы Санкт-Петербурга  Проблема взаимосвязи обучения и развития
Проблема взаимосвязи обучения и развития Презентация на тему Черепахи
Презентация на тему Черепахи Russia Under Stalin
Russia Under Stalin Посвящение в первоклассники
Посвящение в первоклассники Драматургические опыты А.П.Чехова.История создания пьесы «Вишнёвый сад». Сложность и многозначность отношений между героями пьес
Драматургические опыты А.П.Чехова.История создания пьесы «Вишнёвый сад». Сложность и многозначность отношений между героями пьес Лесные производители.
Лесные производители. CyberFarm. Состав команды
CyberFarm. Состав команды Промоакции и их роль в продвижении товаров
Промоакции и их роль в продвижении товаров Weihnachten in Deutschland
Weihnachten in Deutschland Сто лет тому назадТуберкулёзные пациенты из Россий в Давосе
Сто лет тому назадТуберкулёзные пациенты из Россий в Давосе Презентация на тему Восточная Сибирь
Презентация на тему Восточная Сибирь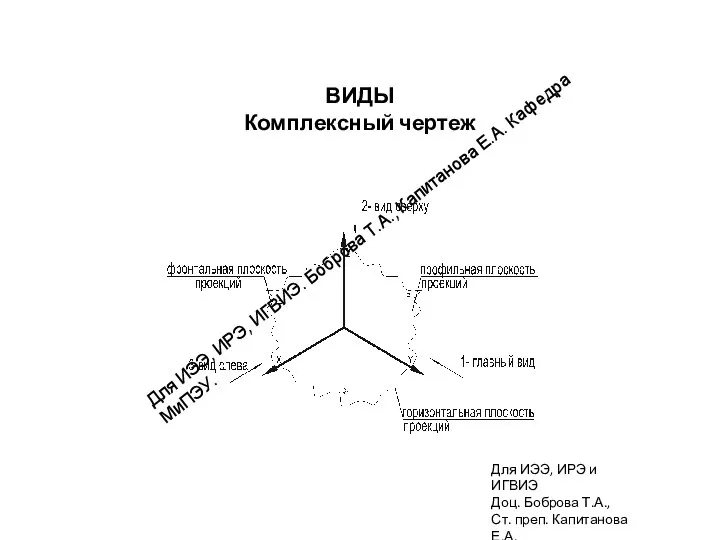 Графические изображения пространственных объектов на плоскости
Графические изображения пространственных объектов на плоскости «Отраслевое сообщество нужно приличному человеку»
«Отраслевое сообщество нужно приличному человеку»