- Клёпка, пайка, притирка и доводка

Содержание
- 2. Клёпка Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических конструкций( фермы, балки, различного
- 3. Заклёпочные соединения Применяют: В конструкциях, работающих под действием вибрационной и ударной нагрузки. При высоких требованиях к
- 4. Виды заклёпок
- 5. Виды заклёпочных швов
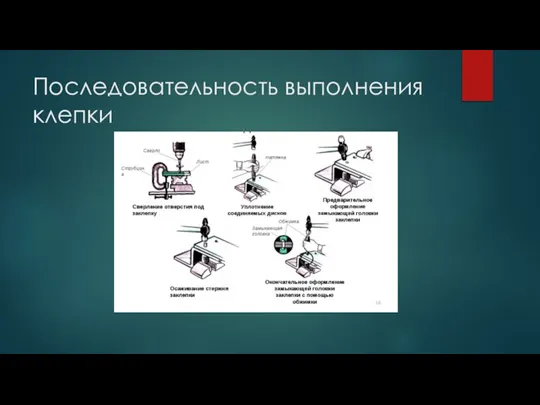
- 6. Последовательность выполнения клепки
- 7. Техника безопасности при клёпке Молоток должен быть хорошо насажен на рукоятку. Бойки молотков, а также обжимки,
- 8. Пайка Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и заполнения зазора между ними
- 9. Классификация пайки По способу нагрева соединяемых деталей и припоя В зависимости от характера окружающей среды По
- 10. Подготовка детали При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или химическим способом загрязнений, ржавчины,
- 11. Основные дефекты при пайке Наличие трещин в паяном шве в результате быстрого охлаждения деталей после пайки
- 12. Техника безопасности при пайке Все работы, связанные с выделением газа, дыма, копоти, производить под вытяжным зонтом
- 13. Притирка Это операция по чистовой обработки поверхности изделия Выполняется с помощью абразивов в виде порошков и
- 14. Инструменты: притиры Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и отделки отверстий, внутренних
- 15. Приспособления Для обеспечения правильного взаимного расположения притира относительно обрабатываемой заготовки применяют следующие приспособления: Стандартные- тиски, параллели,
- 16. Подготовка притиров Осуществляется двумя способами: Поверхность протирают керосином, наносят на неё абразивный порошок и смазочный материал
- 17. Доводка Является разновидностью притирки. Предназначена для получения деталей с высокой точностью формы, высокой чистовой поверхности, обеспечивает
- 19. Скачать презентацию
Слайд 2Клёпка
Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических конструкций(
Клёпка
Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических конструкций(
Слайд 3Заклёпочные соединения
Применяют:
В конструкциях, работающих под действием вибрационной и ударной нагрузки.
При высоких требованиях
Заклёпочные соединения
Применяют:
В конструкциях, работающих под действием вибрационной и ударной нагрузки.
При высоких требованиях
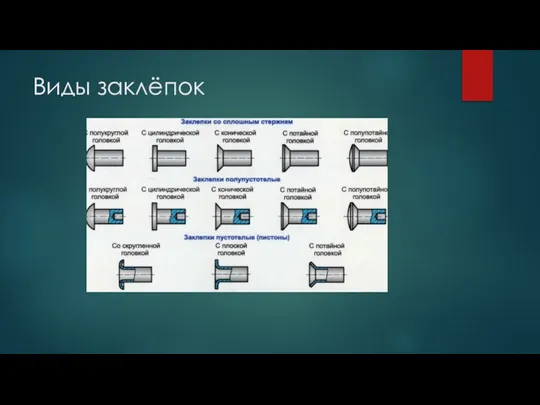
Слайд 4Виды заклёпок
Виды заклёпок
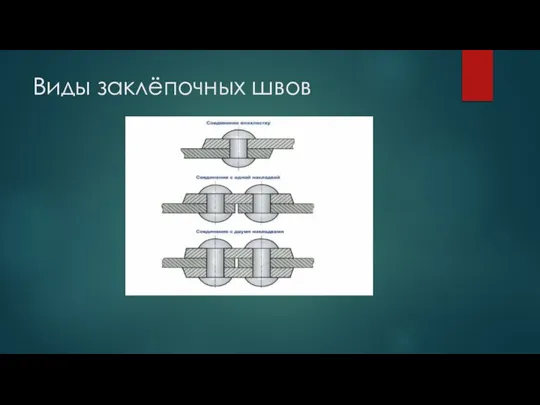
Слайд 5Виды заклёпочных швов
Виды заклёпочных швов
Слайд 6Последовательность выполнения клепки
Последовательность выполнения клепки
Слайд 7Техника безопасности при клёпке
Молоток должен быть хорошо насажен на рукоятку.
Бойки молотков, а
Техника безопасности при клёпке
Молоток должен быть хорошо насажен на рукоятку.
Бойки молотков, а
Слайд 8Пайка
Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и заполнения
Пайка
Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и заполнения
Слайд 9Классификация пайки
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
Классификация пайки
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
Слайд 10Подготовка детали
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Подготовка детали
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Слайд 11Основные дефекты при пайке
Наличие трещин в паяном шве в результате быстрого охлаждения
Основные дефекты при пайке
Наличие трещин в паяном шве в результате быстрого охлаждения
Слайд 12Техника безопасности при пайке
Все работы, связанные с выделением газа, дыма, копоти, производить
Техника безопасности при пайке
Все работы, связанные с выделением газа, дыма, копоти, производить
Слайд 13Притирка
Это операция по чистовой обработки поверхности изделия
Выполняется с помощью абразивов в виде
Притирка
Это операция по чистовой обработки поверхности изделия
Выполняется с помощью абразивов в виде
Слайд 14Инструменты: притиры
Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и
Инструменты: притиры
Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и
Слайд 15Приспособления
Для обеспечения правильного взаимного расположения притира относительно обрабатываемой заготовки применяют следующие приспособления:
Стандартные-
Приспособления
Для обеспечения правильного взаимного расположения притира относительно обрабатываемой заготовки применяют следующие приспособления:
Стандартные-
Слайд 16Подготовка притиров
Осуществляется двумя способами:
Поверхность протирают керосином, наносят на неё абразивный порошок и
Подготовка притиров
Осуществляется двумя способами:
Поверхность протирают керосином, наносят на неё абразивный порошок и
Слайд 17Доводка
Является разновидностью притирки.
Предназначена для получения деталей с высокой точностью формы, высокой
Доводка
Является разновидностью притирки.
Предназначена для получения деталей с высокой точностью формы, высокой
 Испытание цикличной нагрузки на порог-площадку
Испытание цикличной нагрузки на порог-площадку Лекция 16 ДОПУСКИ и ПОСАДКИ (1)
Лекция 16 ДОПУСКИ и ПОСАДКИ (1) Краткая характеристика физико-химических методов анализа
Краткая характеристика физико-химических методов анализа Организация работы колесного отделения с разработкой технологии ремонта колесной пары
Организация работы колесного отделения с разработкой технологии ремонта колесной пары Сушильные шкафы с терморегулятором
Сушильные шкафы с терморегулятором Оптическое просветление биотканей
Оптическое просветление биотканей Шабрение
Шабрение Физическая игра Поиск напитка бодрости
Физическая игра Поиск напитка бодрости Внутренняя энергия. Молекулярно-кинетическая теория строения вещества (МКТ)
Внутренняя энергия. Молекулярно-кинетическая теория строения вещества (МКТ) Презентация на тему Сила Ампера
Презентация на тему Сила Ампера  Испарение и конденсант
Испарение и конденсант Силы в природе
Силы в природе Электрический заряд. Строение атома
Электрический заряд. Строение атома Җылылык күренешләре
Җылылык күренешләре Квантовая криптография
Квантовая криптография Электрическое сопротивление проводников. Единицы сопротивления. Закон Ома для участка цепи
Электрическое сопротивление проводников. Единицы сопротивления. Закон Ома для участка цепи Работа сил электрического поля
Работа сил электрического поля Тёмная материя и космология
Тёмная материя и космология Электрическое поле
Электрическое поле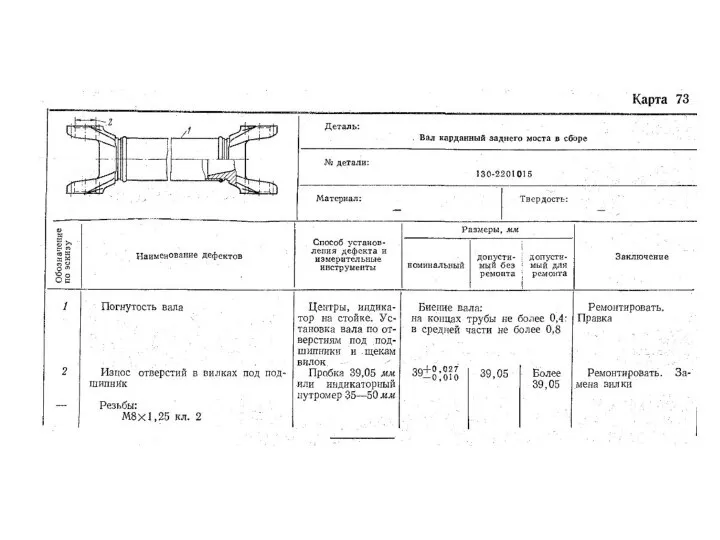 Ремонт автомобилей. Детали
Ремонт автомобилей. Детали Презентация на тему Второй закон термодинамики
Презентация на тему Второй закон термодинамики  Свободное падение тел_ Движение с ускорением свободного падения
Свободное падение тел_ Движение с ускорением свободного падения Презентация на тему: Идеальный газ в МКТ
Презентация на тему: Идеальный газ в МКТ Презентация на тему Теплопередача и ее виды
Презентация на тему Теплопередача и ее виды  Состояние вещества. Тест
Состояние вещества. Тест Презентация на тему Взаимодействие тел. Масса тела
Презентация на тему Взаимодействие тел. Масса тела  Законы сохранения
Законы сохранения Закон всемирного тяготения
Закон всемирного тяготения