- Метрология. Допуски и технические измерения. Раздел 2

Содержание
- 2. ВВЕДЕНИЕ Качество продукции в машиностроении Метрология Стандартизация Взаимозаменяемость Виды взаимозаменяемости 14.10.2020 Коккарева Е.С.
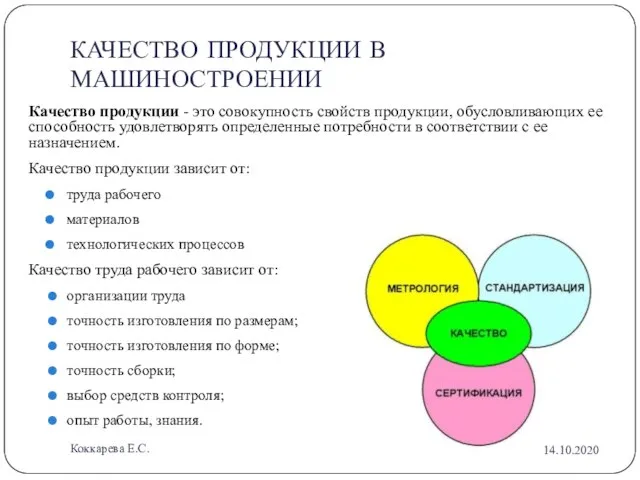
- 3. КАЧЕСТВО ПРОДУКЦИИ В МАШИНОСТРОЕНИИ Качество продукции - это совокупность свойств продукции, обусловливающих ее способность удовлетворять определенные
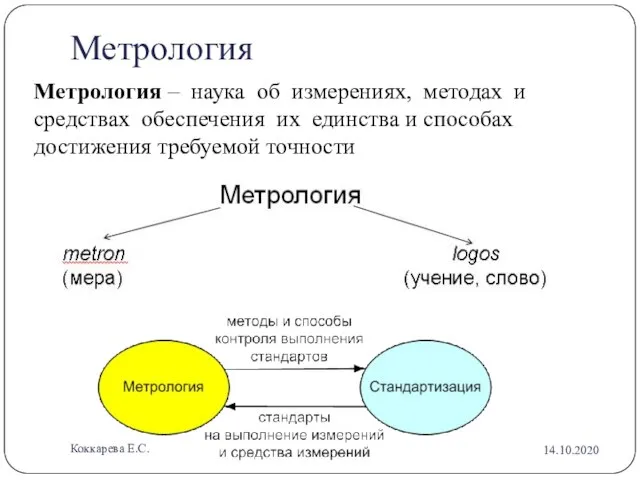
- 4. Метрология Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой
- 5. Стандартизация Стандартизация - деятельность по разработке (ведению), утверждению, изменению (актуализации), отмене, опубликованию и применению документов по
- 6. Взаимозаменяемость В технике взаимозаменяемость изделий подразумевает возможность равноценной (с точки зрения оговоренных условий) замены одного другим
- 7. Взаимозаменяемость Обеспечение взаимозаменяемости, а значит и заданного уровня качества изделий подразумевает: установление комплекса требований ко всем
- 8. Взаимозаменяемость В число нормируемых параметров изделий могут входить: геометрические (размеры, форма, расположение и шероховатость поверхностей); физико-механические
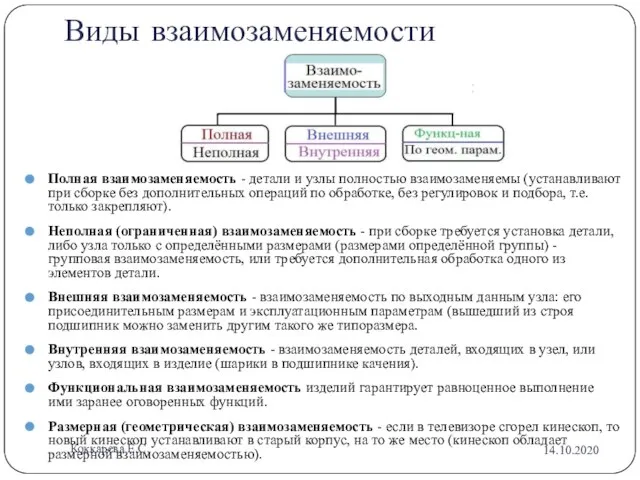
- 9. Виды взаимозаменяемости Полная взаимозаменяемость - детали и узлы полностью взаимозаменяемы (устанавливают при сборке без дополнительных операций
- 10. Виды взаимозаменяемости 14.10.2020 Коккарева Е.С.
- 11. Подтверждение соответствия - документальное удостоверение соответствия продукции или иных объектов, процессов проектирования (включая изыскания), производства, строительства,
- 12. Метрология Стандартизация Подтверждение соответствия Законодательная метрология Измерения при подтверждении соответствия Подтверждение соответствия требованиям документов по стандартизации
- 13. Метрология – наука об измерениях Объект и предмет метрологии Основные понятия и определения метрологии Измерения физических
- 14. Объект и предмет метрологии Любая наука является состоявшейся, если она имеет свой объект, предмет и методы
- 15. Основные понятия и определения метрологии Физическая величина – это одно из свойств физического объекта, общее в
- 16. Основные понятия и определения метрологии Воспроизведение величины заданного размера осуществляется посредством меры величины Мерой физической величины
- 17. Основные понятия и определения метрологии Меры подразделяют на: однозначные (мера, хранящая один размер величины, например, плоскопараллельная
- 18. Меры длины штриховые 14.10.2020 Коккарева Е.С.
- 19. Меры длины штриховые брусковые ГОСТ 12069-90 Меры длины штриховые брусковые ГОСТ 12069-90 предназначены для использования в
- 20. Меры длины концевые плоскопараллельные Меры длины концевые плоскопараллельные предназначены для использования в качестве рабочих мер для
- 21. Набор концевых мер длины 14.10.2020 Коккарева Е.С.
- 22. Измерения физических величин Измерение ► отображение физической величины ее значением путем эксперимента и вычислений с помощью
- 23. Средства измерительной техники Средства измерительной техники (СИТ) ► технические средства для выполнения измерений, имеющие нормированные метрологические
- 24. ● эталоны, образцовые и рабочие меры (для воспроизведения и хранения размера физических величин); ● измерительные преобразователи
- 25. Задание для самостоятельной работы Ознакомиться с разделами 2, 4-6 [РМГ 29-2013. Рекомендации по межгосударственной стандартизации. Государственная
- 26. Измерение линейных размеров методом непосредственной оценки Методы непосредственной оценки Штриховые меры длины. Линейки. Штангенинструмент Нониус Штангенциркуль
- 27. Методы непосредственной оценки Методы непосредственной оценки бывают контактные и бесконтактные. В контактном методе измерительные поверхности прибора
- 28. Штриховые меры длины. Линейки. Измерительные линейки относятся к штриховым мерам и предназначены для измерения размеров изделий
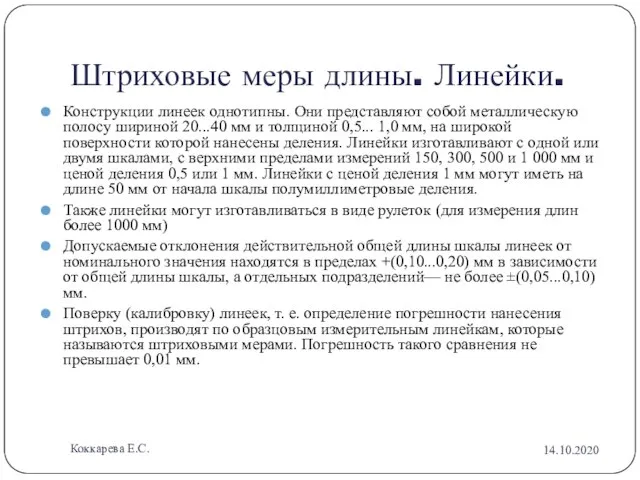
- 29. Штриховые меры длины. Линейки. Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20...40 мм и
- 30. Штриховые меры длины. Линейки. 14.10.2020 Коккарева Е.С.
- 31. Штриховые меры длины. Линейки. 14.10.2020 Коккарева Е.С.
- 32. Штриховые меры длины. Линейки. 14.10.2020 Коккарева Е.С.
- 33. Штангенинструмент Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие») — общее название
- 34. Штангенинструмент Виды штангенинструмента: Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных и внутренних
- 35. Штангенинструмент 14.10.2020 Коккарева Е.С.
- 36. Штангенинструмент 14.10.2020 Коккарева Е.С.
- 37. Нониус Длина нониуса 19 мм, поделена на 10 равных частей, значит, цена каждого деления 1,9 мм.
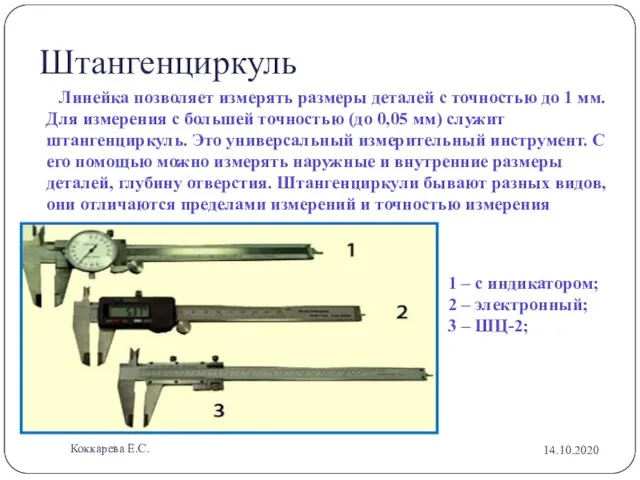
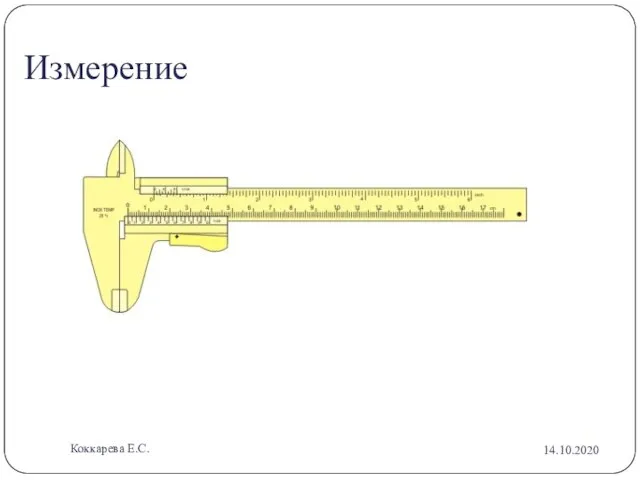
- 38. Штангенциркуль Линейка позволяет измерять размеры деталей с точностью до 1 мм. Для измерения с большей точностью
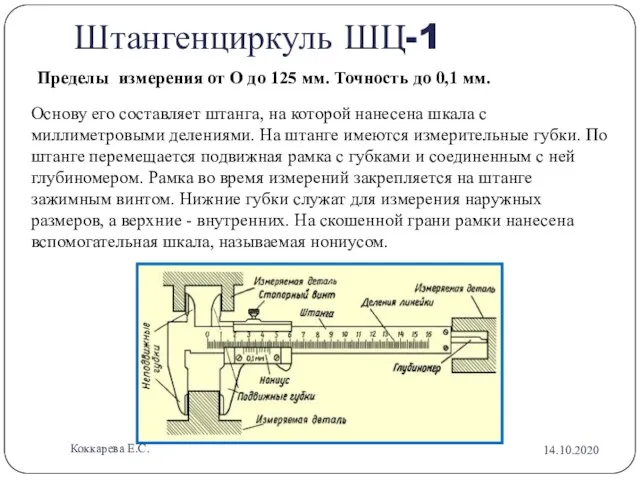
- 39. Штангенциркуль ШЦ-1 Пределы измерения от О до 125 мм. Точность до 0,1 мм. Основу его составляет
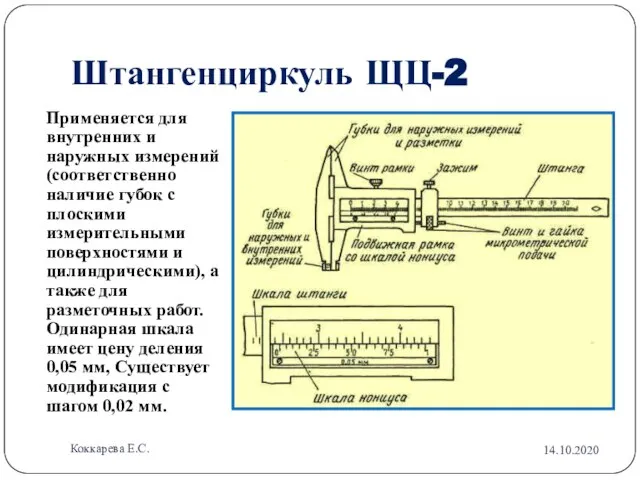
- 40. Штангенциркуль ЩЦ-2 Применяется для внутренних и наружных измерений (соответственно наличие губок с плоскими измерительными поверхностями и
- 41. Штангенциркуль ЩЦ-2 Штангенциркуль ШЦ - 2: 1 - штанга; 2 - рамка; 3 - нониус; 4
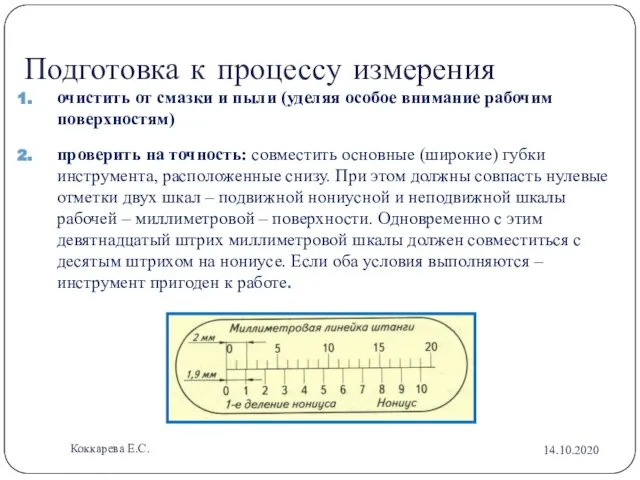
- 42. Подготовка к процессу измерения очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) проверить на
- 43. Измерение При измерении штангенциркуль берут в левую руку и ослабляют зажимной винт рамки, затем разводят измерительные
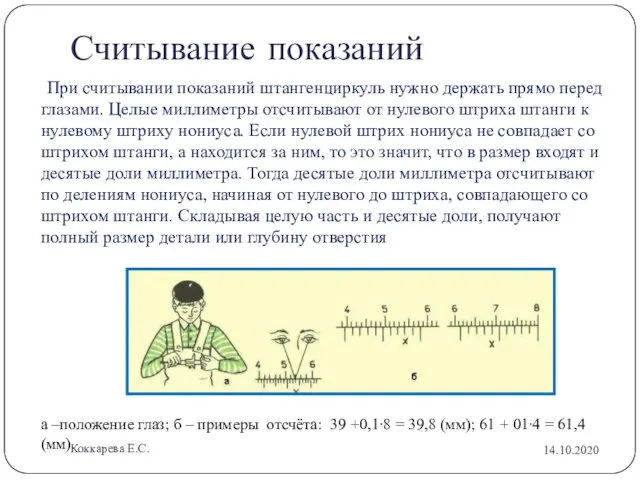
- 44. Считывание показаний При считывании показаний штангенциркуль нужно держать прямо перед глазами. Целые миллиметры отсчитывают от нулевого
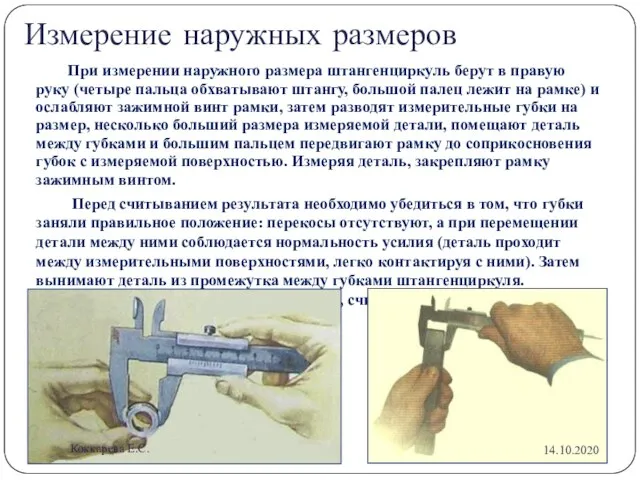
- 45. Измерение наружных размеров При измерении наружного размера штангенциркуль берут в правую руку (четыре пальца обхватывают штангу,
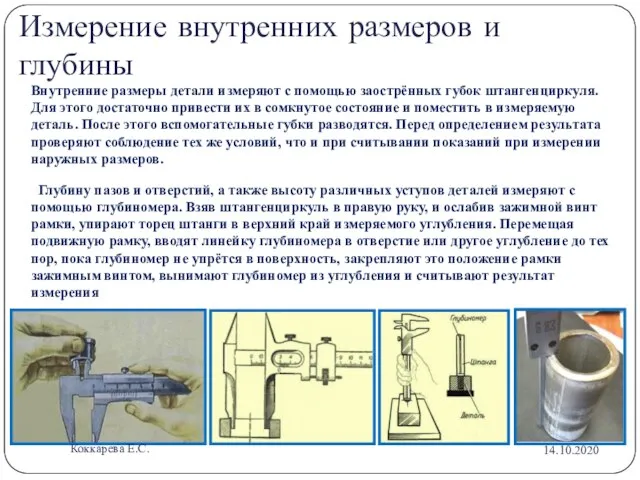
- 46. Измерение внутренних размеров и глубины Внутренние размеры детали измеряют с помощью заострённых губок штангенциркуля. Для этого
- 47. Правила обращения со штангенциркулем. Перед началом работы штангенциркуль нужно протереть чистой тканью, удалив смазку и пыль
- 48. 14.10.2020 Коккарева Е.С.
- 49. Задание для самостоятельной работы Ознакомиться с ГОСТ 166-89 (ИСО 3599-76). Штангенциркули. Технические условия. (утв. Постановлением Госстандарта
- 50. Допуски и посадки. Шероховатость Определение точности обработки Отклонения и допуски на размеры деталей Предельные отклонения Допуск
- 51. 14.10.2020 Коккарева Е.С. Определение точности обработки Под точностью обработки в машиностроении понимается степень приближения размеров, формы,
- 52. Отклонения и допуски на размеры деталей Указанные на чертеже размеры абсолютно точно получить невозможно. Причины: изнашивание
- 53. На чертежах размеры деталей указывают с отклонениями, которые проставляются вверху и внизу рядом с номинальным размером.
- 54. Предельные отклонения Размеры 20+0,5 и 20-0,2 – это номинальный размер с верхним +0,5(мм) и нижним -0,2(мм)
- 55. Предельные отклонения Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
- 56. Допуск Разность между наибольшим и наименьшем допустимыми (предельными) размерами называют допуском. 20+0,5(20,5мм) – 20-0,2(19,8мм)=0,7мм Допуск можно
- 57. Поле допуска Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска
- 58. Построение поля допуска вала d ном – номинальный диаметр d min – наименьший допустимый диаметр d
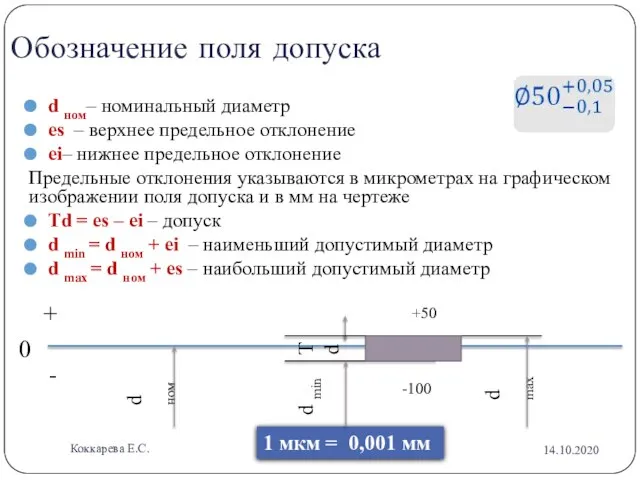
- 59. Обозначение поля допуска d ном– номинальный диаметр es – верхнее предельное отклонение ei– нижнее предельное отклонение
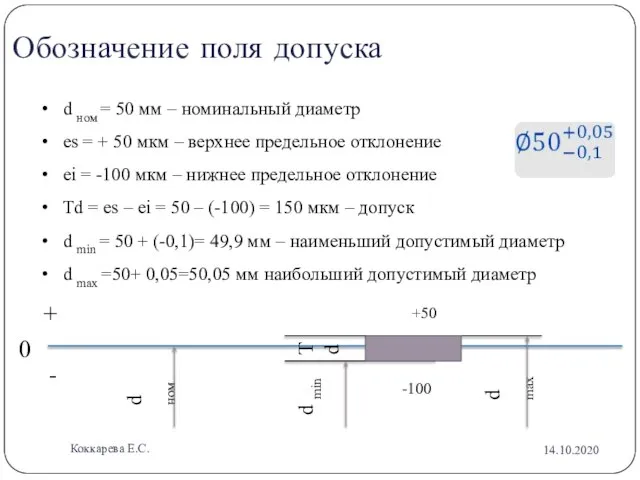
- 60. Обозначение поля допуска d ном = 50 мм – номинальный диаметр es = + 50 мкм
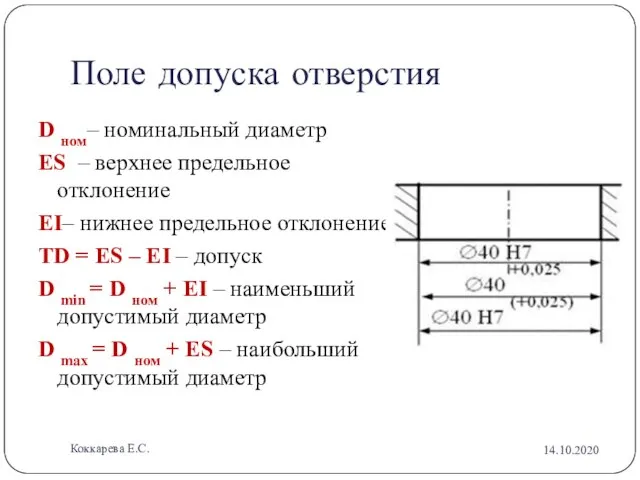
- 61. Поле допуска отверстия D ном– номинальный диаметр ES – верхнее предельное отклонение EI– нижнее предельное отклонение
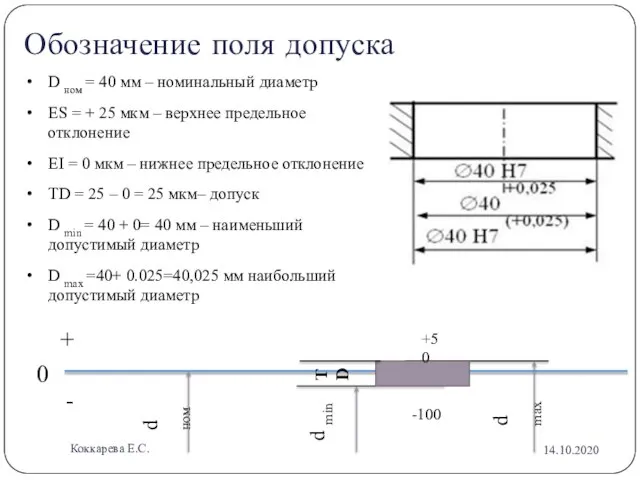
- 62. Обозначение поля допуска D ном = 40 мм – номинальный диаметр ES = + 25 мкм
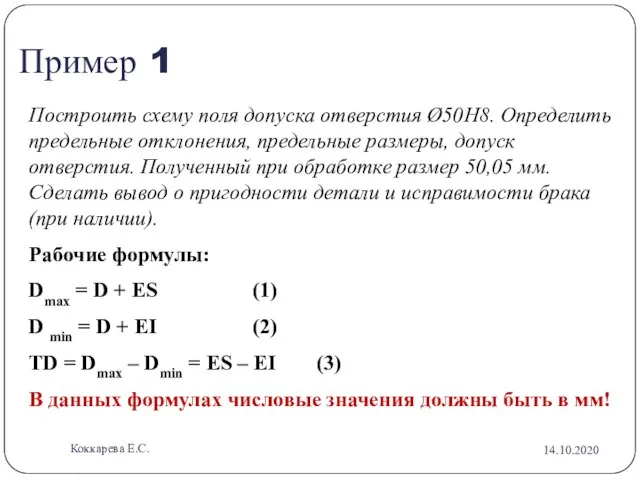
- 63. Пример 1 Построить схему поля допуска отверстия Ø50Н8. Определить предельные отклонения, предельные размеры, допуск отверстия. Полученный
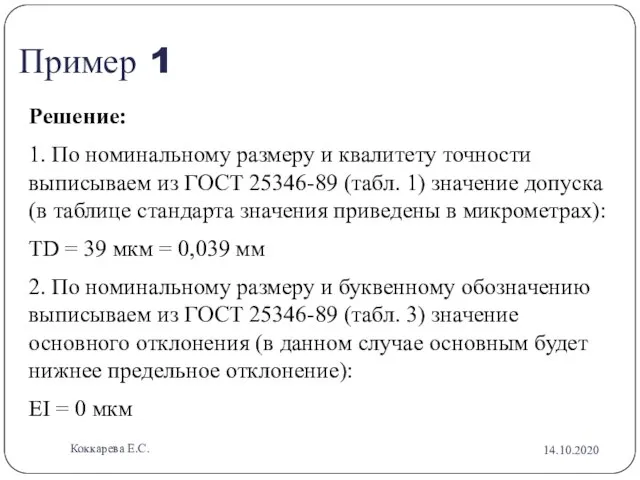
- 64. Пример 1 Решение: 1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89 (табл. 1)
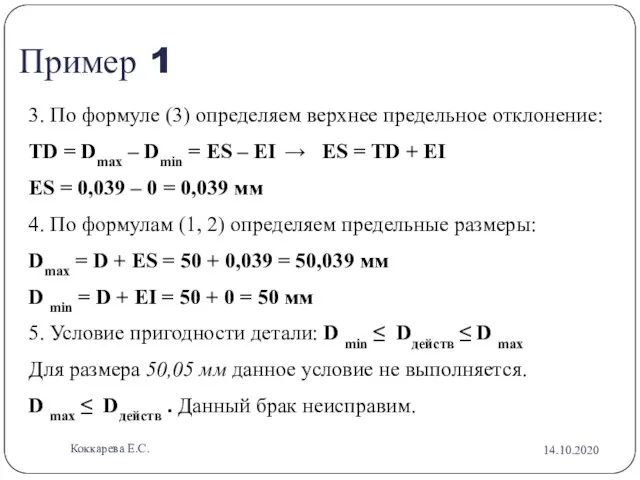
- 65. Пример 1 3. По формуле (3) определяем верхнее предельное отклонение: ТD = Dmax – Dmin =
- 66. Пример 1 6. Строим схему поля допуска: Построение схемы начинаем с изображения нулевой линии, к которой
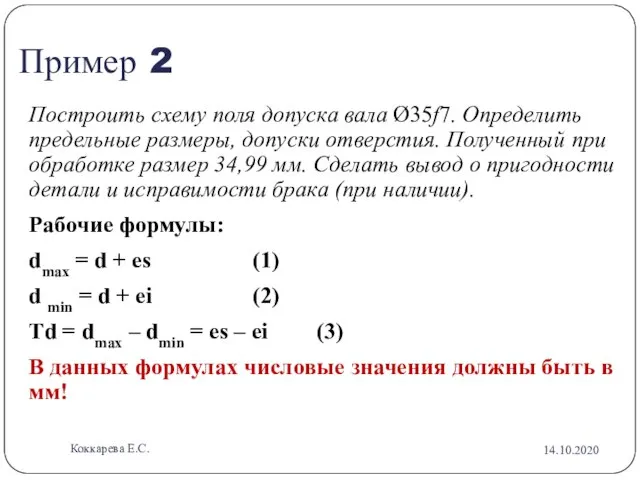
- 67. Пример 2 Построить схему поля допуска вала Ø35f7. Определить предельные размеры, допуски отверстия. Полученный при обработке
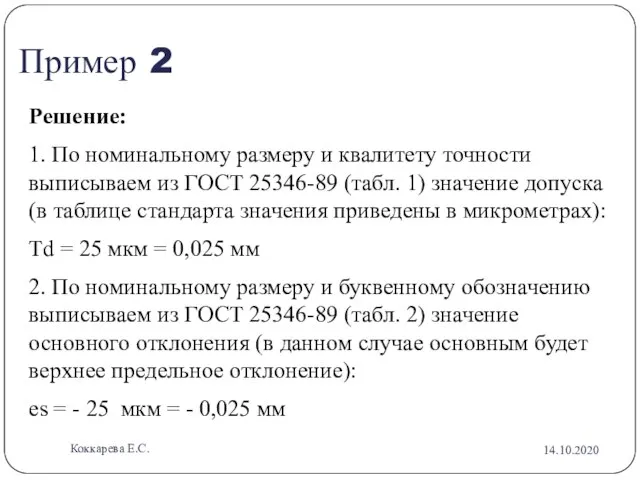
- 68. Пример 2 Решение: 1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89 (табл. 1)
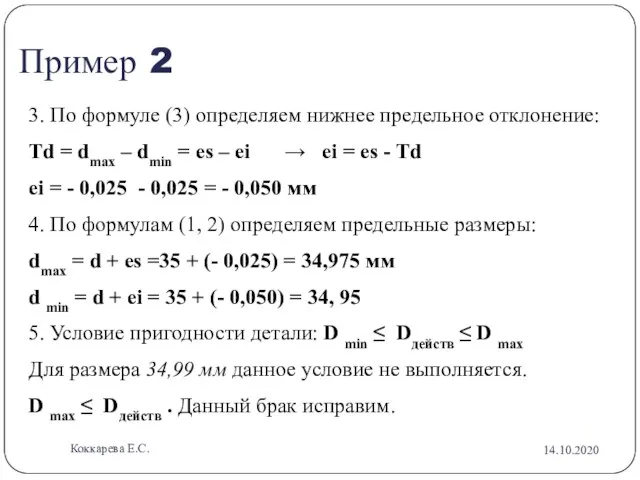
- 69. Пример 2 3. По формуле (3) определяем нижнее предельное отклонение: Тd = dmax – dmin =
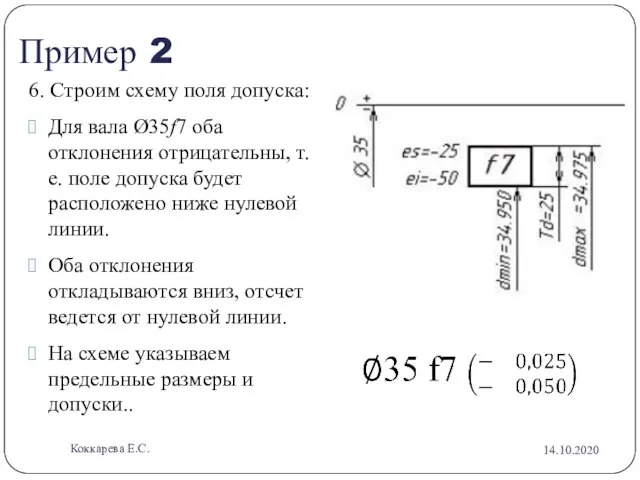
- 70. Пример 2 6. Строим схему поля допуска: Для вала Ø35f7 оба отклонения отрицательны, т. е. поле
- 71. Посадки цилиндрических соединений Поверхности деталей бывают сопрягаемые и несопрягаемые. Сопрягаемые — это поверхности, по которым детали
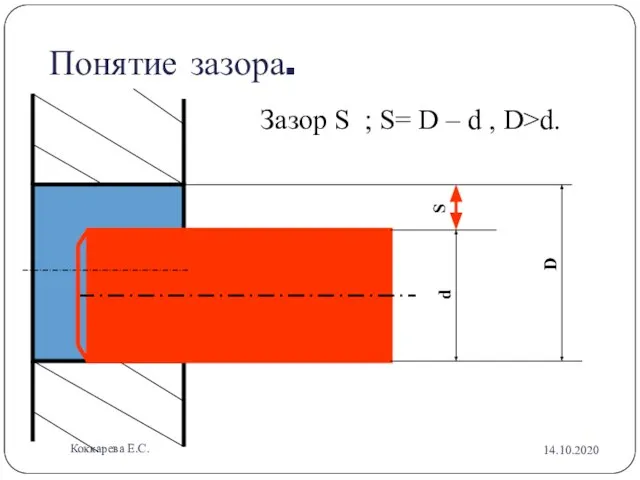
- 72. Зазор S ; S= D – d , D>d. d S D Понятие зазора. 14.10.2020 Коккарева
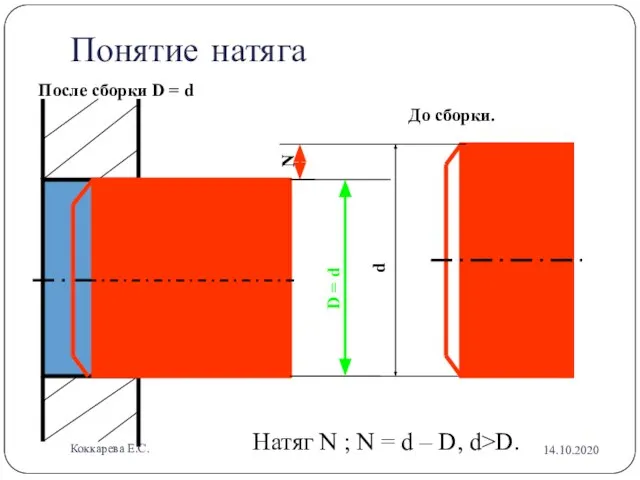
- 73. Натяг N ; N = d – D, d>D. D N d D = d После
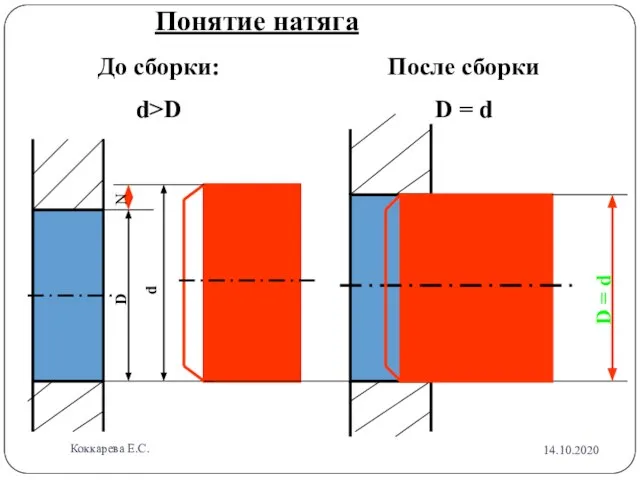
- 74. D d N До сборки: d>D D = d После сборки D = d Понятие натяга
- 75. D = d Dmax Dmin dmax dmin dmax dmin dmax dmin d Поле допуска отверстия +
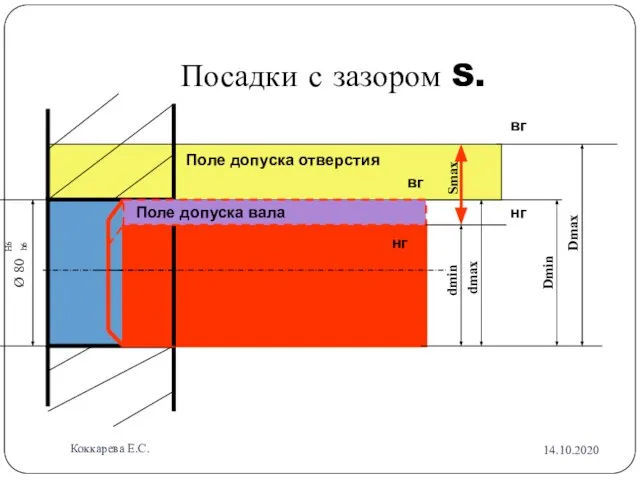
- 76. Посадки с зазором S. Ø 80 H6 h6 Поле допуска отверстия Smax dmin dmax Dmin Dmax
- 77. Посадки с натягом N. Поле допуска отверстия Ø 80 H6 k6 d = D Dmin dmax
- 78. 14.10.2020 Коккарева Е.С.
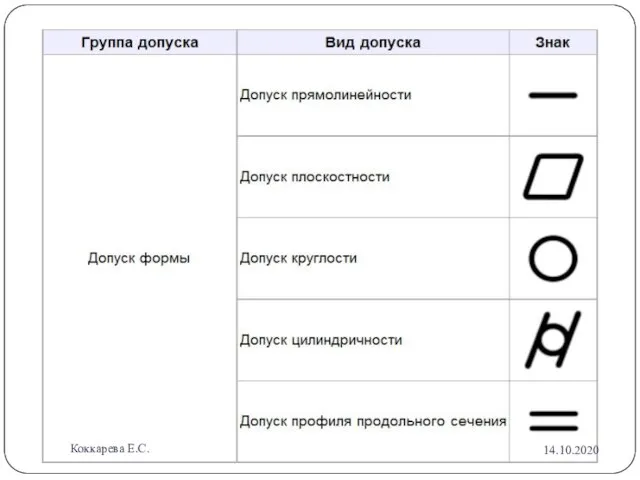
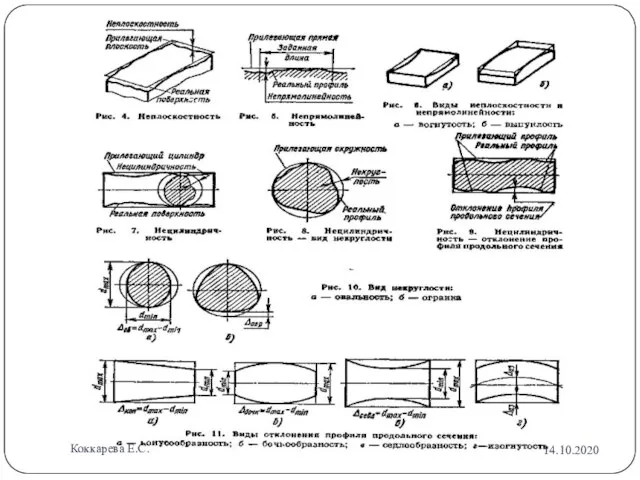
- 79. Допуски формы поверхности Отклонение формы поверхности – отклонение формы реальной поверхности от номинальной. Номинальная поверхность –
- 80. Отклонения геометрических параметров 14.10.2020 Коккарева Е.С.
- 81. Отклонение формы Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды, до прилегающей – номинальной
- 82. 14.10.2020 Коккарева Е.С.
- 83. 14.10.2020 Коккарева Е.С.
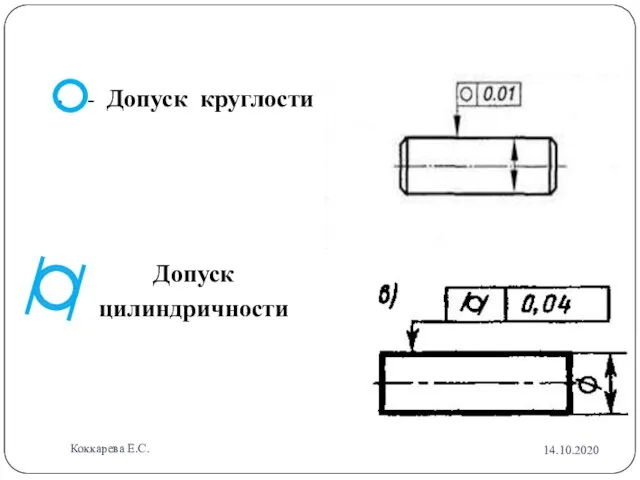
- 84. - Допуск круглости Допуск цилиндричности 14.10.2020 Коккарева Е.С.
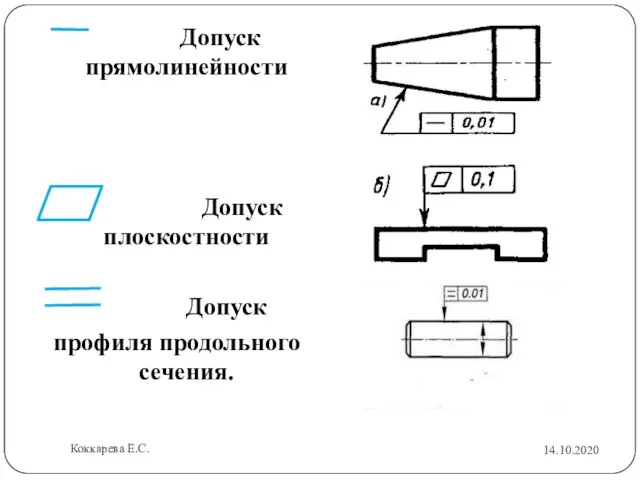
- 85. Допуск прямолинейности Допуск плоскостности Допуск профиля продольного сечения. 14.10.2020 Коккарева Е.С.
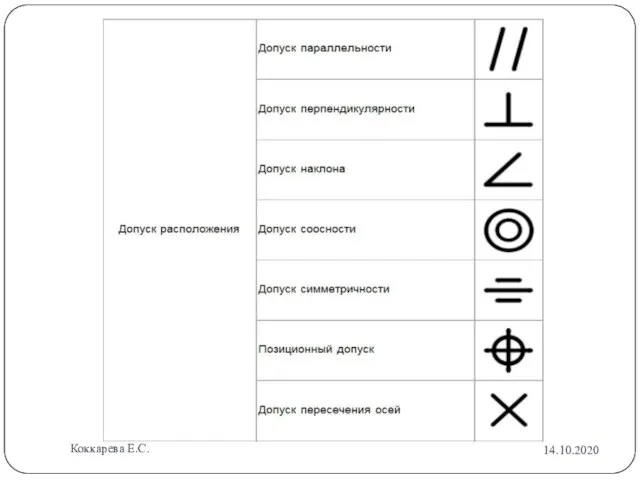
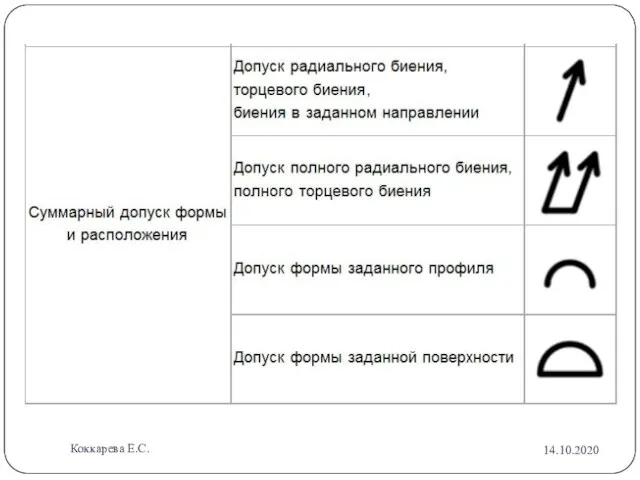
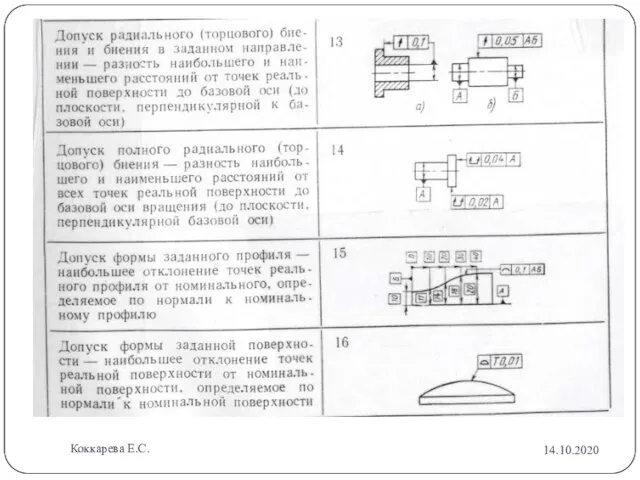
- 86. Отклонение расположения Отклонения расположения поверхностей – отклонение реального расположения, рассматриваемого элемента (оси, поверхности, плоскости симметрии), от
- 87. Отклонение расположения Это отклонение реального расположения поверхности (оси или плоскости симметрии) от номинального – определяемого номинальными
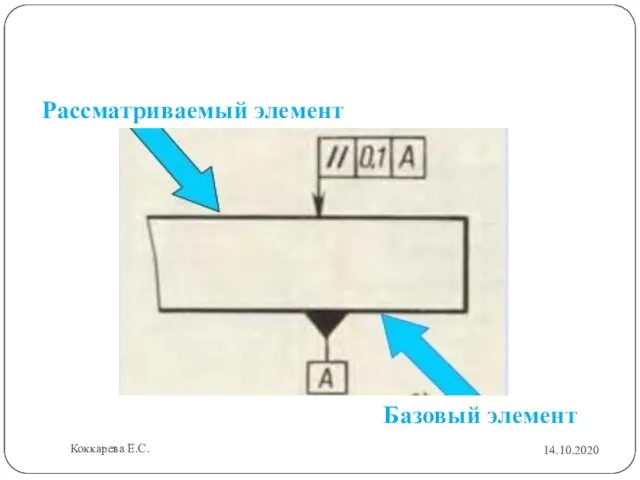
- 88. Рассматриваемый элемент Базовый элемент 14.10.2020 Коккарева Е.С.
- 89. Базы База – элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому
- 90. 14.10.2020 Коккарева Е.С.
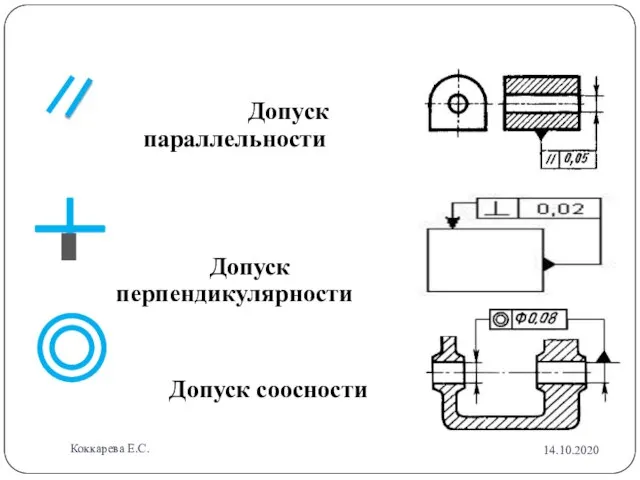
- 91. Допуск параллельности Допуск перпендикулярности Допуск соосности 14.10.2020 Коккарева Е.С.
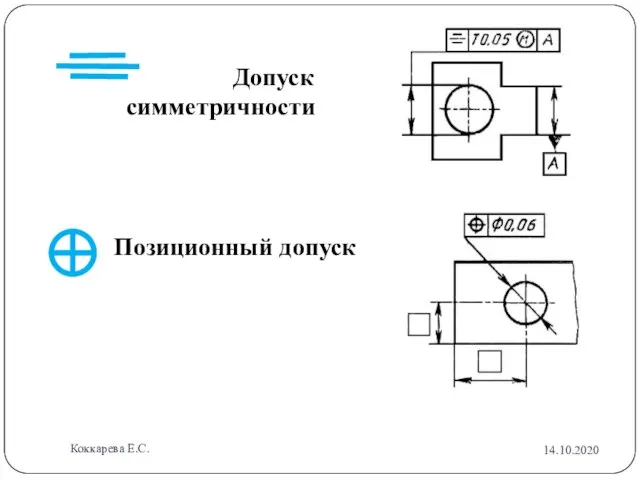
- 92. Допуск симметричности Позиционный допуск 14.10.2020 Коккарева Е.С.
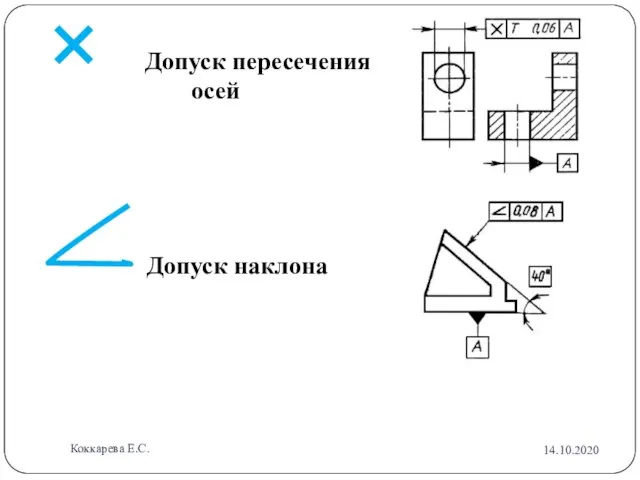
- 93. Допуск пересечения осей Допуск наклона 14.10.2020 Коккарева Е.С.
- 94. 14.10.2020 Коккарева Е.С.
- 95. 14.10.2020 Коккарева Е.С.
- 96. Зависимый и независимый допуски Независимый допуск расположения S – допуск, числовое значение которого постоянно для всей
- 97. Шероховатость поверхностей Проектируя машины, конструктор задает не только точность, с какой должны быть выдержаны размеры элемента
- 98. Шероховатость – это совокупность неровностей профиля поверхности с относительно малыми шагами в пределах базовой длины. Базовая
- 99. Параметры и характеристики шероховатости поверхности Для оценки качества поверхности ГОСТ 2789-73 установил шесть параметров: среднее арифметическое
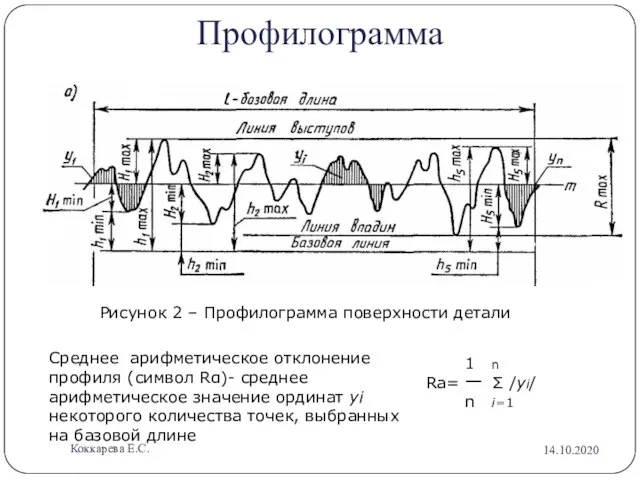
- 100. Профилограмма Среднее арифметическое отклонение профиля (символ Rα)- среднее арифметическое значение ординат уі некоторого количества точек, выбранных
- 101. Параметр шероховатости Rz Средняя высота неровностей профиля по 10 точкам (символ Rz)- сумма средних абсолютных значений
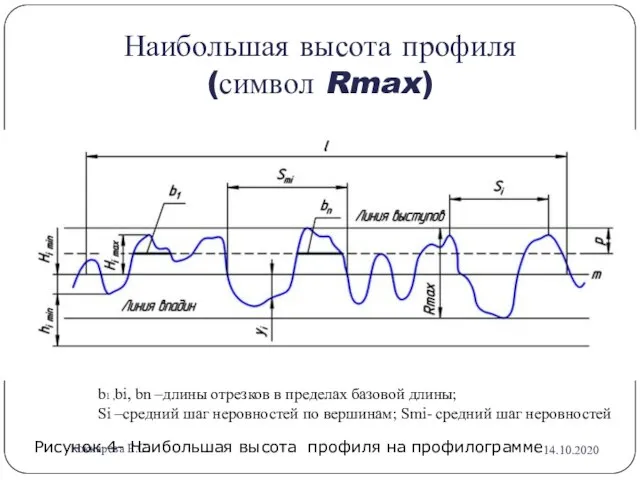
- 102. Наибольшая высота профиля (символ Rmax) b1 ,bi, bn –длины отрезков в пределах базовой длины; Si –средний
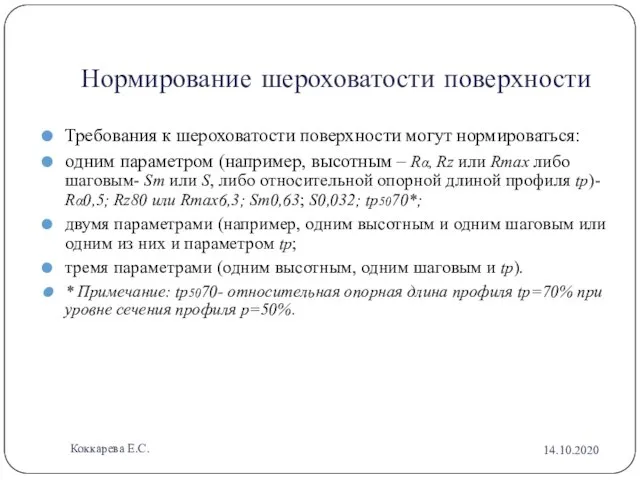
- 103. Нормирование шероховатости поверхности Требования к шероховатости поверхности могут нормироваться: одним параметром (например, высотным – Rα, Rz
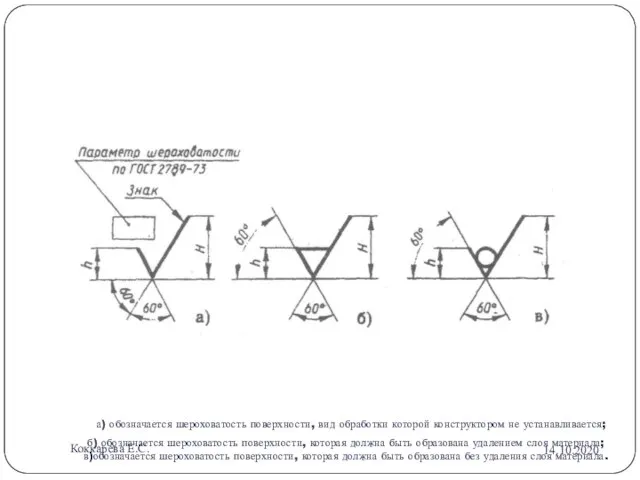
- 104. Условные знаки шероховатости поверхностей а) обозначается шероховатость поверхности, вид обработки которой конструктором не устанавливается; б) обозначается
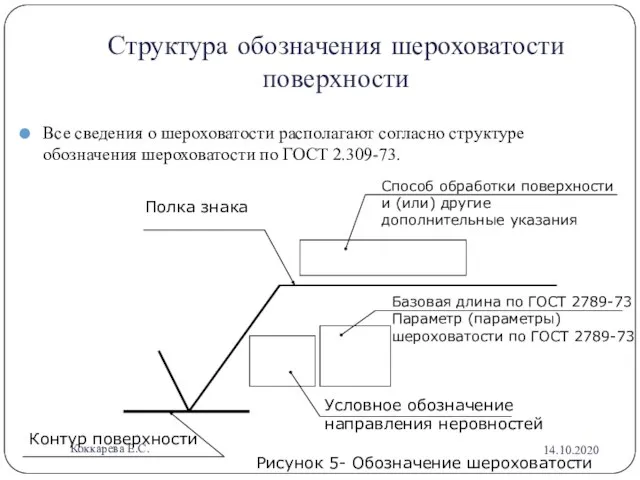
- 105. Структура обозначения шероховатости поверхности Все сведения о шероховатости располагают согласно структуре обозначения шероховатости по ГОСТ 2.309-73.
- 106. Обозначение направления неровностей. 14.10.2020 Коккарева Е.С.
- 107. 14.10.2020 Коккарева Е.С.
- 108. Приборы оценки шероховатости поверхности 14.10.2020 Коккарева Е.С.
- 109. Измеритель шероховатости поверхности TR-200 Измеритель шероховатости поверхности TR210 Измеритель шероховатости Т-1000 14.10.2020 Коккарева Е.С.
- 110. Измерительные комплексы для оценки шероховатости поверхности Устройство экспресс- контроля качества поверхности 14.10.2020 Коккарева Е.С.
- 111. Набор образцов шероховатости поверхности 14.10.2020 Коккарева Е.С.
- 112. Эталоны шероховатости поверхности GRIT, SHOT 14.10.2020 Коккарева Е.С.
- 113. Задание для самостоятельной работы Ознакомиться с ГОСТ 25346-89 и ГОСТ 25347 – 82 Подготовиться к контрольной
- 115. Скачать презентацию
Слайд 2ВВЕДЕНИЕ
Качество продукции в машиностроении
Метрология
Стандартизация
Взаимозаменяемость
Виды взаимозаменяемости
14.10.2020
Коккарева Е.С.
ВВЕДЕНИЕ
Качество продукции в машиностроении
Метрология
Стандартизация
Взаимозаменяемость
Виды взаимозаменяемости
14.10.2020
Коккарева Е.С.
Слайд 3КАЧЕСТВО ПРОДУКЦИИ В МАШИНОСТРОЕНИИ
Качество продукции - это совокупность свойств продукции, обусловливающих ее
КАЧЕСТВО ПРОДУКЦИИ В МАШИНОСТРОЕНИИ
Качество продукции - это совокупность свойств продукции, обусловливающих ее
Слайд 4Метрология
Метрология – наука об измерениях, методах и средствах обеспечения их единства и
Метрология
Метрология – наука об измерениях, методах и средствах обеспечения их единства и
Слайд 5Стандартизация
Стандартизация - деятельность по разработке (ведению), утверждению, изменению (актуализации), отмене, опубликованию и
Стандартизация
Стандартизация - деятельность по разработке (ведению), утверждению, изменению (актуализации), отмене, опубликованию и

Слайд 6Взаимозаменяемость
В технике взаимозаменяемость изделий подразумевает возможность равноценной (с точки зрения оговоренных
Взаимозаменяемость
В технике взаимозаменяемость изделий подразумевает возможность равноценной (с точки зрения оговоренных
Слайд 7Взаимозаменяемость
Обеспечение взаимозаменяемости, а значит и заданного уровня качества изделий подразумевает:
установление комплекса
Взаимозаменяемость
Обеспечение взаимозаменяемости, а значит и заданного уровня качества изделий подразумевает:
установление комплекса
Слайд 8Взаимозаменяемость
В число нормируемых параметров изделий могут входить:
геометрические (размеры, форма, расположение и
Взаимозаменяемость
В число нормируемых параметров изделий могут входить:
геометрические (размеры, форма, расположение и
Слайд 9Виды взаимозаменяемости
Полная взаимозаменяемость - детали и узлы полностью взаимозаменяемы (устанавливают при
Виды взаимозаменяемости
Полная взаимозаменяемость - детали и узлы полностью взаимозаменяемы (устанавливают при
Слайд 10Виды взаимозаменяемости
14.10.2020
Коккарева Е.С.
Виды взаимозаменяемости
14.10.2020
Коккарева Е.С.

Слайд 11Подтверждение соответствия - документальное удостоверение соответствия продукции или иных объектов, процессов проектирования
Подтверждение соответствия - документальное удостоверение соответствия продукции или иных объектов, процессов проектирования

Слайд 12Метрология
Стандартизация
Подтверждение соответствия
Законодательная метрология
Измерения при подтверждении соответствия
Подтверждение соответствия требованиям документов по стандартизации
14.10.2020
Коккарева Е.С.
Метрология
Стандартизация
Подтверждение соответствия
Законодательная метрология
Измерения при подтверждении соответствия
Подтверждение соответствия требованиям документов по стандартизации
14.10.2020
Коккарева Е.С.

Слайд 13Метрология – наука об измерениях
Объект и предмет метрологии
Основные понятия и определения метрологии
Измерения
Метрология – наука об измерениях
Объект и предмет метрологии
Основные понятия и определения метрологии
Измерения
Слайд 14Объект и предмет метрологии
Любая наука является состоявшейся, если она имеет свой объект,
Объект и предмет метрологии
Любая наука является состоявшейся, если она имеет свой объект,
Слайд 15Основные понятия и определения метрологии
Физическая величина – это одно из свойств физического
Основные понятия и определения метрологии
Физическая величина – это одно из свойств физического
Слайд 16Основные понятия и определения метрологии
Воспроизведение величины заданного размера осуществляется посредством меры величины
Мерой физической
Основные понятия и определения метрологии
Воспроизведение величины заданного размера осуществляется посредством меры величины
Мерой физической
Слайд 17Основные понятия и определения метрологии
Меры подразделяют на:
однозначные (мера, хранящая один размер величины, например, плоскопараллельная концевая
Основные понятия и определения метрологии
Меры подразделяют на:
однозначные (мера, хранящая один размер величины, например, плоскопараллельная концевая
Слайд 18Меры длины штриховые
14.10.2020
Коккарева Е.С.
Меры длины штриховые
14.10.2020
Коккарева Е.С.
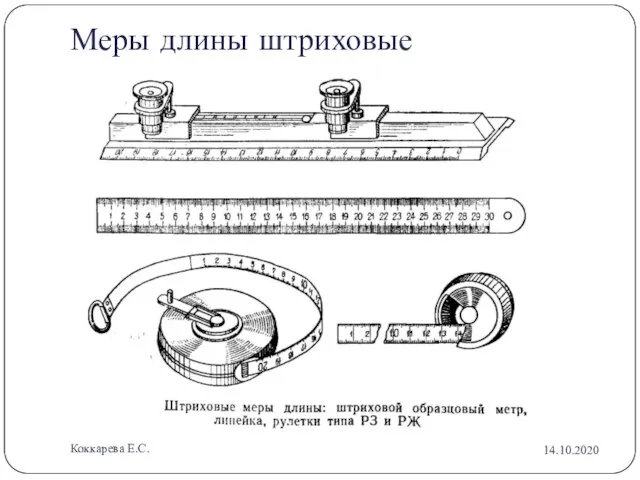
Слайд 19Меры длины штриховые брусковые ГОСТ 12069-90
Меры длины штриховые брусковые ГОСТ 12069-90 предназначены
Меры длины штриховые брусковые ГОСТ 12069-90
Меры длины штриховые брусковые ГОСТ 12069-90 предназначены

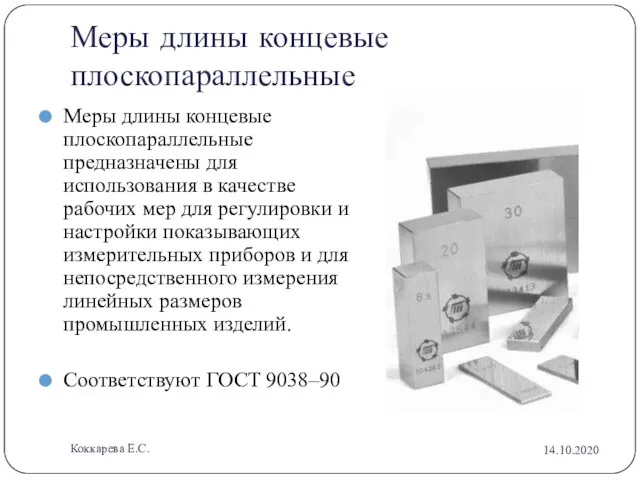
Слайд 20Меры длины концевые плоскопараллельные
Меры длины концевые плоскопараллельные предназначены для использования в качестве
Меры длины концевые плоскопараллельные
Меры длины концевые плоскопараллельные предназначены для использования в качестве
Слайд 21Набор концевых мер длины
14.10.2020
Коккарева Е.С.
Набор концевых мер длины
14.10.2020
Коккарева Е.С.

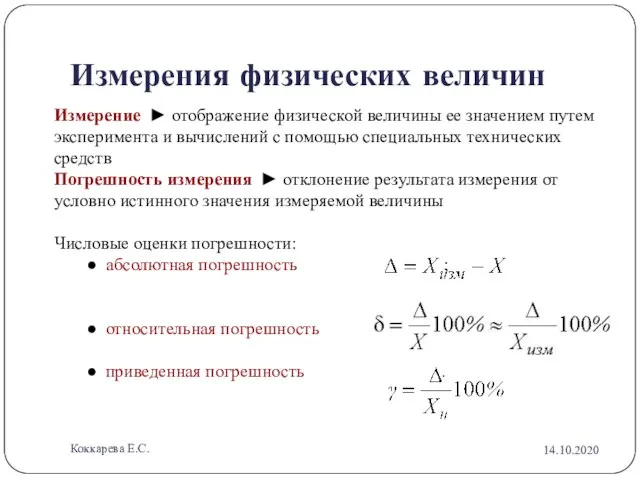
Слайд 22Измерения физических величин
Измерение ► отображение физической величины ее значением путем эксперимента
Измерения физических величин
Измерение ► отображение физической величины ее значением путем эксперимента
Слайд 23Средства измерительной техники
Средства измерительной техники (СИТ) ► технические средства для выполнения измерений,
Средства измерительной техники
Средства измерительной техники (СИТ) ► технические средства для выполнения измерений,
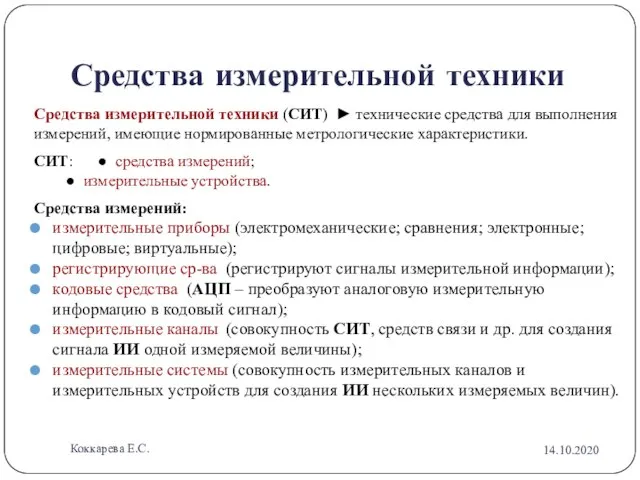
Слайд 24● эталоны, образцовые и рабочие меры (для воспроизведения и хранения размера физических
● эталоны, образцовые и рабочие меры (для воспроизведения и хранения размера физических
Слайд 25Задание для самостоятельной работы
Ознакомиться с разделами 2, 4-6 [РМГ 29-2013. Рекомендации по
Задание для самостоятельной работы
Ознакомиться с разделами 2, 4-6 [РМГ 29-2013. Рекомендации по
Слайд 26Измерение линейных размеров методом непосредственной оценки
Методы непосредственной оценки
Штриховые меры длины. Линейки.
Штангенинструмент
Нониус
Штангенциркуль
Задание
Измерение линейных размеров методом непосредственной оценки
Методы непосредственной оценки
Штриховые меры длины. Линейки.
Штангенинструмент
Нониус
Штангенциркуль
Задание
Слайд 27Методы непосредственной оценки
Методы непосредственной оценки бывают контактные и бесконтактные.
В контактном
Методы непосредственной оценки
Методы непосредственной оценки бывают контактные и бесконтактные.
В контактном
Слайд 28Штриховые меры длины. Линейки.
Измерительные линейки относятся к штриховым мерам и предназначены для
Штриховые меры длины. Линейки.
Измерительные линейки относятся к штриховым мерам и предназначены для
Слайд 29Штриховые меры длины. Линейки.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной
Штриховые меры длины. Линейки.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной
Слайд 30Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.
Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.

Слайд 31Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.
Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.
Слайд 32Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.
Штриховые меры длины. Линейки.
14.10.2020
Коккарева Е.С.
Слайд 33Штангенинструмент
Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие»)
Штангенинструмент
Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие»)
Слайд 34Штангенинструмент
Виды штангенинструмента:
Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных
Штангенинструмент
Виды штангенинструмента:
Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных
Слайд 35Штангенинструмент
14.10.2020
Коккарева Е.С.
Штангенинструмент
14.10.2020
Коккарева Е.С.

Слайд 36Штангенинструмент
14.10.2020
Коккарева Е.С.
Штангенинструмент
14.10.2020
Коккарева Е.С.
Слайд 37Нониус
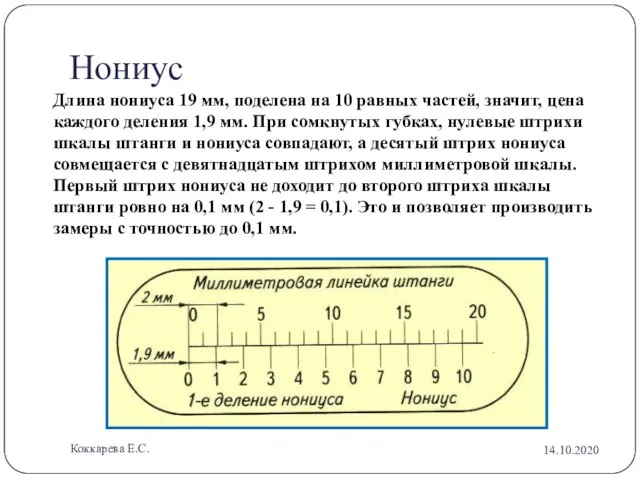
Длина нониуса 19 мм, поделена на 10 равных частей, значит, цена каждого
Нониус
Длина нониуса 19 мм, поделена на 10 равных частей, значит, цена каждого
Слайд 38Штангенциркуль
Линейка позволяет измерять размеры деталей с точностью до 1 мм. Для измерения
Штангенциркуль
Линейка позволяет измерять размеры деталей с точностью до 1 мм. Для измерения
Слайд 39Штангенциркуль ШЦ-1
Пределы измерения от О до 125 мм. Точность до 0,1 мм.
Штангенциркуль ШЦ-1
Пределы измерения от О до 125 мм. Точность до 0,1 мм.
Слайд 40Штангенциркуль ЩЦ-2
Применяется для внутренних и наружных измерений (соответственно наличие губок с
Штангенциркуль ЩЦ-2
Применяется для внутренних и наружных измерений (соответственно наличие губок с
Слайд 41Штангенциркуль ЩЦ-2
Штангенциркуль ШЦ - 2:
1 - штанга;
2 - рамка;
Штангенциркуль ЩЦ-2
Штангенциркуль ШЦ - 2:
1 - штанга;
2 - рамка;

Слайд 42Подготовка к процессу измерения
очистить от смазки и пыли (уделяя особое внимание рабочим
Подготовка к процессу измерения
очистить от смазки и пыли (уделяя особое внимание рабочим
Слайд 43Измерение
При измерении штангенциркуль берут в левую руку и ослабляют зажимной винт рамки,
Измерение
При измерении штангенциркуль берут в левую руку и ослабляют зажимной винт рамки,
Слайд 44Считывание показаний
При считывании показаний штангенциркуль нужно держать прямо перед глазами. Целые миллиметры
Считывание показаний
При считывании показаний штангенциркуль нужно держать прямо перед глазами. Целые миллиметры
Слайд 45Измерение наружных размеров
При измерении наружного размера штангенциркуль берут в правую руку (четыре
Измерение наружных размеров
При измерении наружного размера штангенциркуль берут в правую руку (четыре
Слайд 46Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заострённых губок
Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заострённых губок
Слайд 47Правила обращения со штангенциркулем.
Перед началом работы штангенциркуль нужно протереть чистой тканью,
Правила обращения со штангенциркулем.
Перед началом работы штангенциркуль нужно протереть чистой тканью,
Слайд 4814.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 49Задание для самостоятельной работы
Ознакомиться с ГОСТ 166-89 (ИСО 3599-76). Штангенциркули. Технические условия.
Задание для самостоятельной работы
Ознакомиться с ГОСТ 166-89 (ИСО 3599-76). Штангенциркули. Технические условия.
Слайд 50Допуски и посадки. Шероховатость
Определение точности обработки
Отклонения и допуски на размеры деталей
Предельные отклонения
Допуск
Посадки
Допуски и посадки. Шероховатость
Определение точности обработки
Отклонения и допуски на размеры деталей
Предельные отклонения
Допуск
Посадки
Слайд 5114.10.2020
Коккарева Е.С.
Определение точности обработки
Под точностью обработки в машиностроении понимается степень приближения
14.10.2020
Коккарева Е.С.
Определение точности обработки
Под точностью обработки в машиностроении понимается степень приближения
Слайд 52Отклонения и допуски на размеры деталей
Указанные на чертеже размеры абсолютно точно получить
Отклонения и допуски на размеры деталей
Указанные на чертеже размеры абсолютно точно получить
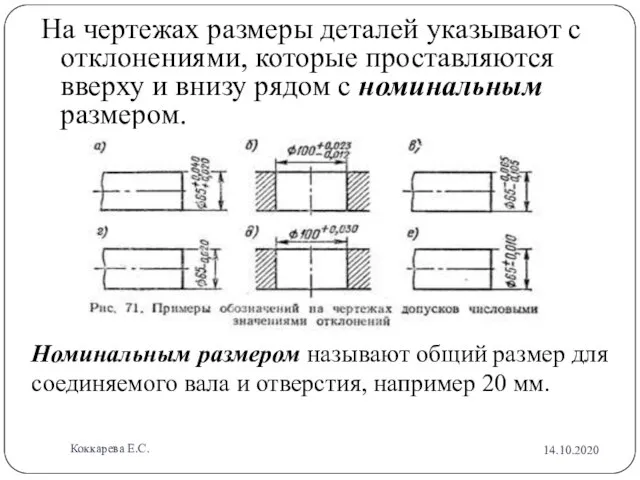
Слайд 53На чертежах размеры деталей указывают с отклонениями, которые проставляются вверху и внизу
На чертежах размеры деталей указывают с отклонениями, которые проставляются вверху и внизу
Слайд 54Предельные отклонения
Размеры 20+0,5 и 20-0,2 – это номинальный размер с верхним +0,5(мм)
Предельные отклонения
Размеры 20+0,5 и 20-0,2 – это номинальный размер с верхним +0,5(мм)
Слайд 55Предельные отклонения
Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим
Предельные отклонения
Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим
Слайд 56Допуск
Разность между наибольшим и наименьшем допустимыми (предельными) размерами называют допуском.
20+0,5(20,5мм) – 20-0,2(19,8мм)=0,7мм
Допуск
Допуск
Разность между наибольшим и наименьшем допустимыми (предельными) размерами называют допуском.
20+0,5(20,5мм) – 20-0,2(19,8мм)=0,7мм
Допуск
Слайд 57Поле допуска
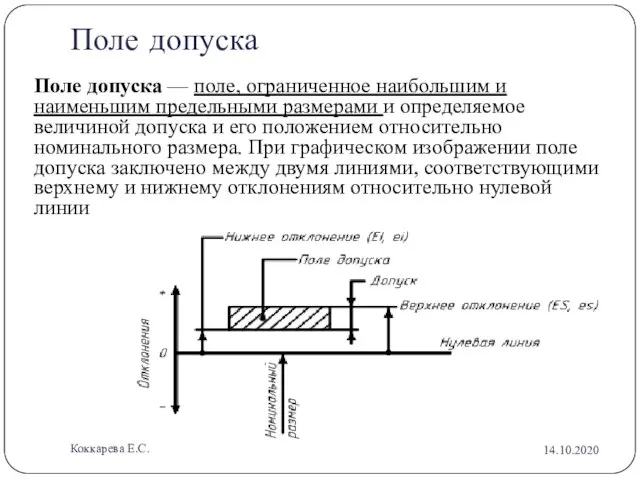
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое
Поле допуска
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое
Слайд 58Построение поля допуска вала
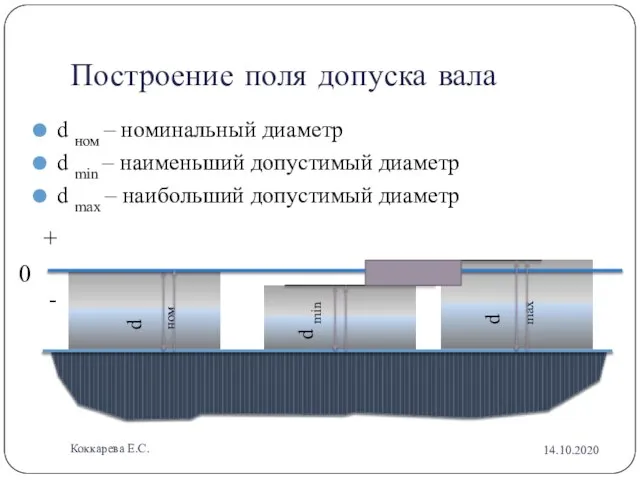
d ном – номинальный диаметр
d min – наименьший допустимый
Построение поля допуска вала
d ном – номинальный диаметр
d min – наименьший допустимый
Слайд 59Обозначение поля допуска
d ном– номинальный диаметр
es – верхнее предельное отклонение
ei– нижнее
Обозначение поля допуска
d ном– номинальный диаметр
es – верхнее предельное отклонение
ei– нижнее
Слайд 60Обозначение поля допуска
d ном = 50 мм – номинальный диаметр
es = +
Обозначение поля допуска
d ном = 50 мм – номинальный диаметр
es = +
Слайд 61Поле допуска отверстия
D ном– номинальный диаметр
ES – верхнее предельное отклонение
EI– нижнее предельное
Поле допуска отверстия
D ном– номинальный диаметр
ES – верхнее предельное отклонение
EI– нижнее предельное
Слайд 62Обозначение поля допуска
D ном = 40 мм – номинальный диаметр
ES = +
Обозначение поля допуска
D ном = 40 мм – номинальный диаметр
ES = +
Слайд 63Пример 1
Построить схему поля допуска отверстия Ø50Н8. Определить предельные отклонения, предельные размеры,
Пример 1
Построить схему поля допуска отверстия Ø50Н8. Определить предельные отклонения, предельные размеры,
Слайд 64Пример 1
Решение:
1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89
Пример 1
Решение:
1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89
Слайд 65Пример 1
3. По формуле (3) определяем верхнее предельное отклонение:
ТD = Dmax – Dmin =
Пример 1
3. По формуле (3) определяем верхнее предельное отклонение:
ТD = Dmax – Dmin =
Слайд 66Пример 1
6. Строим схему поля допуска:
Построение схемы начинаем с изображения нулевой линии,
Пример 1
6. Строим схему поля допуска:
Построение схемы начинаем с изображения нулевой линии,

Слайд 67Пример 2
Построить схему поля допуска вала Ø35f7. Определить предельные размеры, допуски отверстия.
Пример 2
Построить схему поля допуска вала Ø35f7. Определить предельные размеры, допуски отверстия.
Слайд 68Пример 2
Решение:
1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89
Пример 2
Решение:
1. По номинальному размеру и квалитету точности выписываем из ГОСТ 25346-89
Слайд 69Пример 2
3. По формуле (3) определяем нижнее предельное отклонение:
Тd = dmax – dmin =
Пример 2
3. По формуле (3) определяем нижнее предельное отклонение:
Тd = dmax – dmin =
Слайд 70Пример 2
6. Строим схему поля допуска:
Для вала Ø35f7 оба отклонения отрицательны, т.
Пример 2
6. Строим схему поля допуска:
Для вала Ø35f7 оба отклонения отрицательны, т.
Слайд 71Посадки цилиндрических соединений
Поверхности деталей бывают сопрягаемые и несопрягаемые.
Сопрягаемые — это поверхности, по
Посадки цилиндрических соединений
Поверхности деталей бывают сопрягаемые и несопрягаемые.
Сопрягаемые — это поверхности, по
Слайд 72Зазор S ; S= D – d , D>d.
d
S
D
Понятие зазора.
14.10.2020
Коккарева Е.С.
Зазор S ; S= D – d , D>d.
d
S
D
Понятие зазора.
14.10.2020
Коккарева Е.С.
Слайд 73Натяг N ; N = d – D, d>D.
D
N
d
D = d
После сборки
Натяг N ; N = d – D, d>D.
D
N
d
D = d
После сборки
Слайд 74D
d
N
До сборки:
d>D
D = d
После сборки
D = d
Понятие натяга
14.10.2020
Коккарева Е.С.
D
d
N
До сборки:
d>D
D = d
После сборки
D = d
Понятие натяга
14.10.2020
Коккарева Е.С.
Слайд 75D = d
Dmax
Dmin
dmax
dmin
dmax
dmin
dmax
dmin
d
Поле допуска отверстия
+
0
-
Поле допуска отверстия
d = D
Dmax
Dmin
dmax
dmin
dmax
dmin
вг
нг
вг
нг
dmax
dmin
-поля допуска вала
Система
D = d
Dmax
Dmin
dmax
dmin
dmax
dmin
dmax
dmin
d
Поле допуска отверстия
+
0
-
Поле допуска отверстия
d = D
Dmax
Dmin
dmax
dmin
dmax
dmin
вг
нг
вг
нг
dmax
dmin
-поля допуска вала
Система

Слайд 76Посадки с зазором S.
Ø 80
H6
h6
Поле допуска отверстия
Smax
dmin
dmax
Dmin
Dmax
Поле допуска вала
вг
нг
вг
нг
14.10.2020
Коккарева Е.С.
Посадки с зазором S.
Ø 80
H6
h6
Поле допуска отверстия
Smax
dmin
dmax
Dmin
Dmax
Поле допуска вала
вг
нг
вг
нг
14.10.2020
Коккарева Е.С.
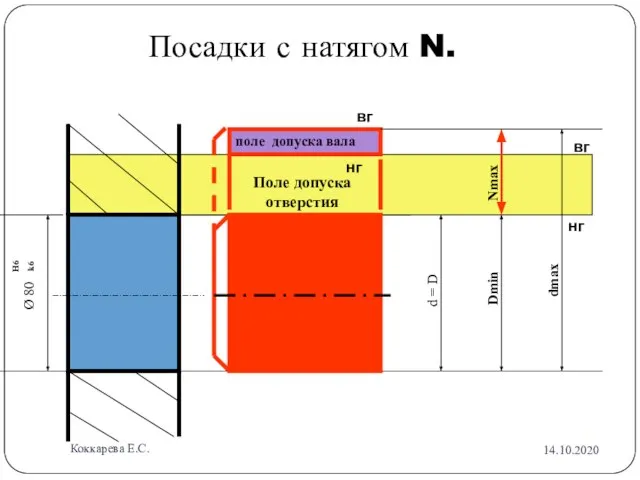
Слайд 77Посадки с натягом N.
Поле допуска отверстия
Ø 80
H6
k6
d = D
Dmin
dmax
Nmax
вг
нг
поле допуска вала
вг
нг
14.10.2020
Коккарева Е.С.
Посадки с натягом N.
Поле допуска отверстия
Ø 80
H6
k6
d = D
Dmin
dmax
Nmax
вг
нг
поле допуска вала
вг
нг
14.10.2020
Коккарева Е.С.
Слайд 7814.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 79Допуски формы поверхности
Отклонение формы поверхности – отклонение формы реальной поверхности от номинальной.
Номинальная
Допуски формы поверхности
Отклонение формы поверхности – отклонение формы реальной поверхности от номинальной.
Номинальная
Слайд 80Отклонения геометрических параметров
14.10.2020
Коккарева Е.С.
Отклонения геометрических параметров
14.10.2020
Коккарева Е.С.

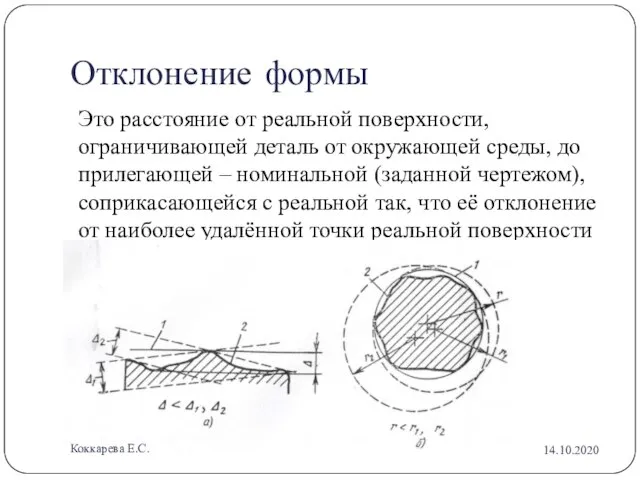
Слайд 81Отклонение формы
Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды, до
Отклонение формы
Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды, до
Слайд 8214.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 83
14.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 84 - Допуск круглости
Допуск
цилиндричности
14.10.2020
Коккарева Е.С.
- Допуск круглости
Допуск
цилиндричности
14.10.2020
Коккарева Е.С.
Слайд 85 Допуск прямолинейности
Допуск плоскостности
Допуск
профиля продольного сечения.
14.10.2020
Коккарева Е.С.
Допуск прямолинейности
Допуск плоскостности
Допуск
профиля продольного сечения.
14.10.2020
Коккарева Е.С.
Слайд 86Отклонение расположения
Отклонения расположения поверхностей – отклонение реального расположения, рассматриваемого элемента (оси, поверхности,
Отклонение расположения
Отклонения расположения поверхностей – отклонение реального расположения, рассматриваемого элемента (оси, поверхности,
Слайд 87Отклонение расположения
Это отклонение реального расположения поверхности (оси или плоскости симметрии) от номинального
Отклонение расположения
Это отклонение реального расположения поверхности (оси или плоскости симметрии) от номинального
Слайд 88Рассматриваемый элемент
Базовый элемент
14.10.2020
Коккарева Е.С.
Рассматриваемый элемент
Базовый элемент
14.10.2020
Коккарева Е.С.
Слайд 89Базы
База – элемент детали (или выполняющее ту же функцию сочетание элементов), по
Базы
База – элемент детали (или выполняющее ту же функцию сочетание элементов), по
Слайд 9014.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 91
Допуск параллельности
Допуск перпендикулярности
Допуск соосности
14.10.2020
Коккарева Е.С.
Допуск параллельности
Допуск перпендикулярности
Допуск соосности
14.10.2020
Коккарева Е.С.
Слайд 92
Допуск симметричности
Позиционный допуск
14.10.2020
Коккарева Е.С.
Допуск симметричности
Позиционный допуск
14.10.2020
Коккарева Е.С.
Слайд 93
Допуск пересечения осей
Допуск наклона
14.10.2020
Коккарева Е.С.
Допуск пересечения осей
Допуск наклона
14.10.2020
Коккарева Е.С.
Слайд 9414.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 9514.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 96Зависимый и независимый допуски
Независимый допуск расположения S – допуск, числовое значение которого
Зависимый и независимый допуски
Независимый допуск расположения S – допуск, числовое значение которого
Слайд 97Шероховатость поверхностей
Проектируя машины, конструктор задает не только точность, с какой должны быть
Шероховатость поверхностей
Проектируя машины, конструктор задает не только точность, с какой должны быть
Слайд 98Шероховатость – это совокупность неровностей профиля поверхности с относительно малыми шагами в
Шероховатость – это совокупность неровностей профиля поверхности с относительно малыми шагами в
Слайд 99Параметры и характеристики шероховатости поверхности
Для оценки качества поверхности ГОСТ 2789-73 установил шесть
Параметры и характеристики шероховатости поверхности
Для оценки качества поверхности ГОСТ 2789-73 установил шесть
Слайд 100Профилограмма
Среднее арифметическое отклонение профиля (символ Rα)- среднее арифметическое значение ординат уі некоторого
Профилограмма
Среднее арифметическое отклонение профиля (символ Rα)- среднее арифметическое значение ординат уі некоторого
Слайд 101Параметр шероховатости Rz
Средняя высота неровностей профиля по 10 точкам (символ Rz)- сумма
Параметр шероховатости Rz
Средняя высота неровностей профиля по 10 точкам (символ Rz)- сумма

Слайд 102Наибольшая высота профиля
(символ Rmax)
b1 ,bi, bn –длины отрезков в пределах базовой
Наибольшая высота профиля
(символ Rmax)
b1 ,bi, bn –длины отрезков в пределах базовой
Слайд 103Нормирование шероховатости поверхности
Требования к шероховатости поверхности могут нормироваться:
одним параметром (например, высотным –
Нормирование шероховатости поверхности
Требования к шероховатости поверхности могут нормироваться:
одним параметром (например, высотным –
Слайд 104Условные знаки шероховатости поверхностей
а) обозначается шероховатость поверхности, вид обработки которой конструктором
Условные знаки шероховатости поверхностей а) обозначается шероховатость поверхности, вид обработки которой конструктором
Слайд 105Структура обозначения шероховатости поверхности
Все сведения о шероховатости располагают согласно структуре обозначения шероховатости
Структура обозначения шероховатости поверхности
Все сведения о шероховатости располагают согласно структуре обозначения шероховатости
Слайд 106Обозначение направления неровностей.
14.10.2020
Коккарева Е.С.
Обозначение направления неровностей.
14.10.2020
Коккарева Е.С.

Слайд 10714.10.2020
Коккарева Е.С.
14.10.2020
Коккарева Е.С.
Слайд 108Приборы оценки шероховатости поверхности
14.10.2020
Коккарева Е.С.
Приборы оценки шероховатости поверхности
14.10.2020
Коккарева Е.С.

Слайд 109Измеритель шероховатости поверхности TR-200
Измеритель шероховатости поверхности TR210
Измеритель шероховатости Т-1000
14.10.2020
Коккарева Е.С.
Измеритель шероховатости поверхности TR-200
Измеритель шероховатости поверхности TR210
Измеритель шероховатости Т-1000
14.10.2020
Коккарева Е.С.

Слайд 110Измерительные комплексы для оценки шероховатости поверхности
Устройство экспресс- контроля качества поверхности
14.10.2020
Коккарева Е.С.
Измерительные комплексы для оценки шероховатости поверхности
Устройство экспресс- контроля качества поверхности
14.10.2020
Коккарева Е.С.

Слайд 111Набор образцов шероховатости поверхности
14.10.2020
Коккарева Е.С.
Набор образцов шероховатости поверхности
14.10.2020
Коккарева Е.С.

Слайд 112
Эталоны шероховатости поверхности GRIT, SHOT
14.10.2020
Коккарева Е.С.
Эталоны шероховатости поверхности GRIT, SHOT
14.10.2020
Коккарева Е.С.

Слайд 113Задание для самостоятельной работы
Ознакомиться с ГОСТ 25346-89 и ГОСТ 25347 – 82
Подготовиться
Задание для самостоятельной работы
Ознакомиться с ГОСТ 25346-89 и ГОСТ 25347 – 82
Подготовиться
 Постоянный электрический ток. Лекция № 4
Постоянный электрический ток. Лекция № 4 Открытие нейтрона
Открытие нейтрона Способы рассуждений физиков
Способы рассуждений физиков Магнитное поле и его графическое изображение. Однородное и неоднородное поле
Магнитное поле и его графическое изображение. Однородное и неоднородное поле Оптоволокно. Типы оптоволокон
Оптоволокно. Типы оптоволокон Физические основы исследования электрических полей в организме. Электрокардиография
Физические основы исследования электрических полей в организме. Электрокардиография Линейка - как измерительный прибор в физике
Линейка - как измерительный прибор в физике Давление. Единицы давления
Давление. Единицы давления Колебания математического и пружинного маятников
Колебания математического и пружинного маятников Модуль Юнга
Модуль Юнга Модельный ряд двигателей ЗМЗ
Модельный ряд двигателей ЗМЗ Теоретические основы разработки полимерных композиционных материалов триботехнического назначения. Задание на КП
Теоретические основы разработки полимерных композиционных материалов триботехнического назначения. Задание на КП Твой звездный час. Интеллектуальная игра тепловые явления
Твой звездный час. Интеллектуальная игра тепловые явления Механические колебания и волны
Механические колебания и волны Генератор электрического тока
Генератор электрического тока Оптика. Законы отражения
Оптика. Законы отражения Гармонические колебания. Амплитуда, период и частота колебательного движения
Гармонические колебания. Амплитуда, период и частота колебательного движения Заклёпочные соединения. Основные сведения и расчет на прочность
Заклёпочные соединения. Основные сведения и расчет на прочность Импульс материальной точки. Другая формулировка второго закона Ньютона
Импульс материальной точки. Другая формулировка второго закона Ньютона Великие открытия М. В. Ломоносова в физике
Великие открытия М. В. Ломоносова в физике Физико-техническое объединение Эврика
Физико-техническое объединение Эврика Объединение по интересам “тайны вещества”
Объединение по интересам “тайны вещества” Метрология. Измерение электрической мощности. Точность измерений
Метрология. Измерение электрической мощности. Точность измерений Лекция 33. Волновая функция
Лекция 33. Волновая функция ТО и ремонт системы смазки автомобиля Урал
ТО и ремонт системы смазки автомобиля Урал Основная камера сгорания двигателя рд-33-2с
Основная камера сгорания двигателя рд-33-2с Общие сведения о системах радиосвязи. Электропитание средств связи
Общие сведения о системах радиосвязи. Электропитание средств связи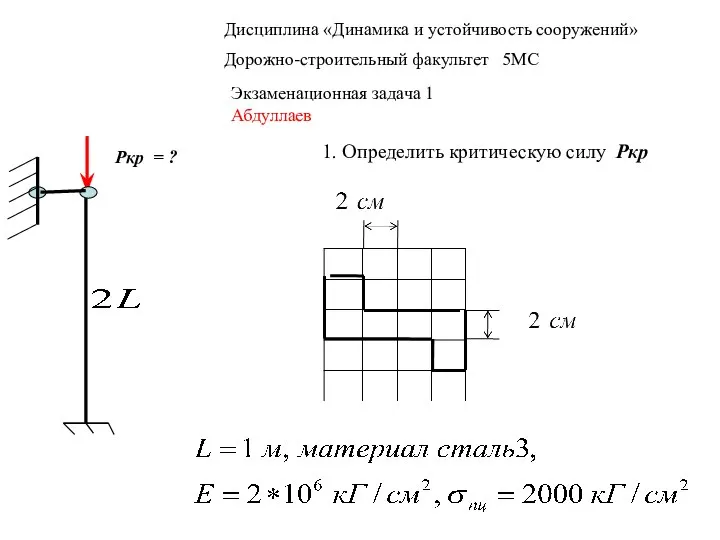 Динамика. Экзаменационные задачи 1-14
Динамика. Экзаменационные задачи 1-14