- Презентация МСС

Содержание
- 2. Допуск Поле допуска Основное отклонение Отверстие и вал Посадки Допуск (обычно обозначается буквой "Т") – разность
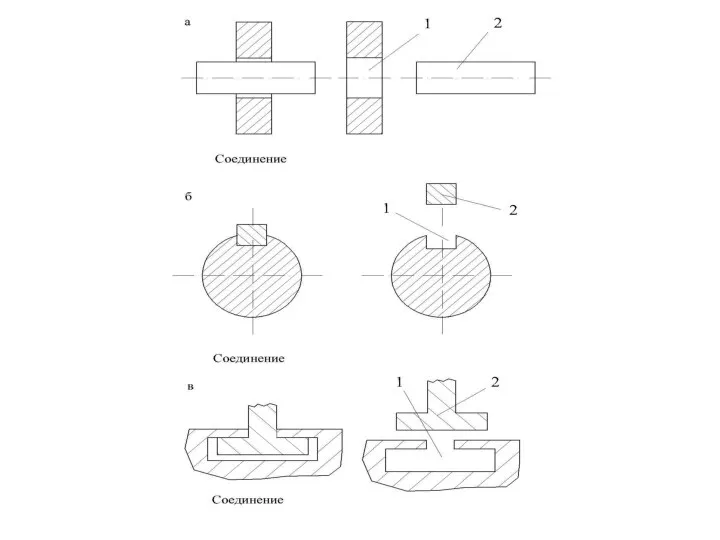
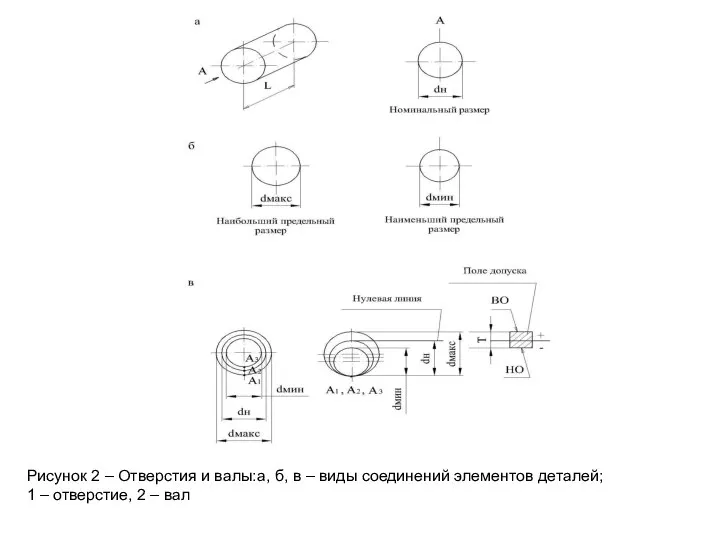
- 4. Рисунок 2 – Отверстия и валы:а, б, в – виды соединений элементов деталей; 1 – отверстие,
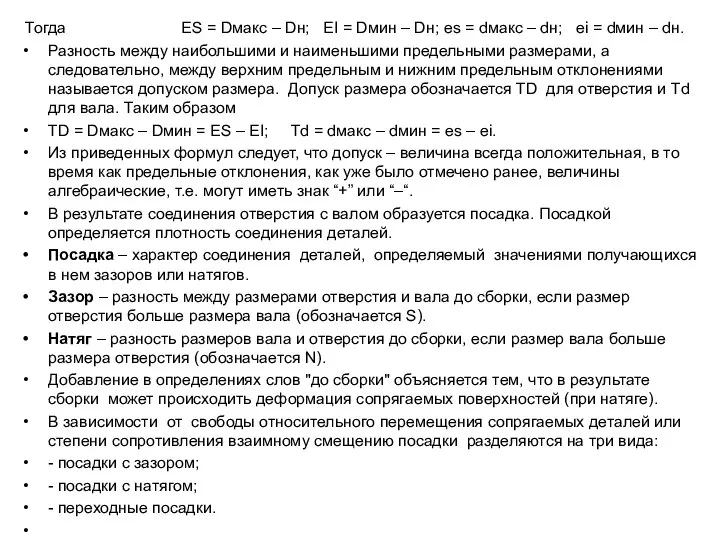
- 5. Тогда ES = Dмакс – Dн; EI = Dмин – Dн; es = dмакс – dн;
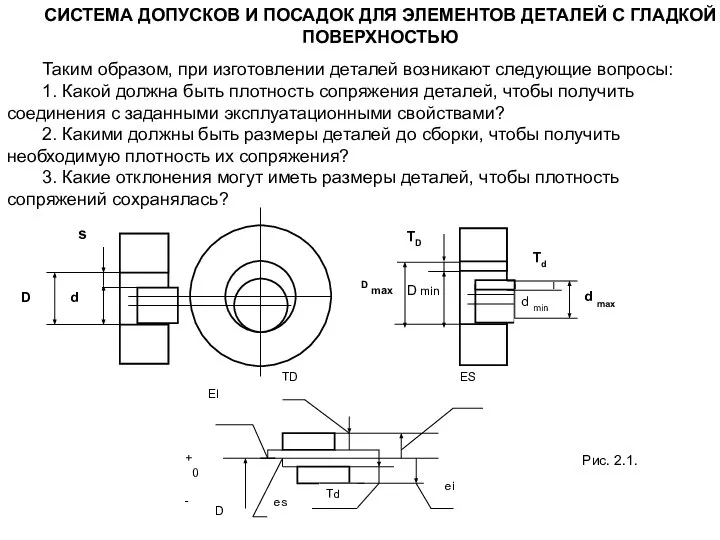
- 6. СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ЭЛЕМЕНТОВ ДЕТАЛЕЙ С ГЛАДКОЙ ПОВЕРХНОСТЬЮ Таким образом, при изготовлении деталей возникают
- 7. Отверстие и вал Верхнее отклонение ES, es - алгебраическая разность между наибольшим и номинальным размерами. ES
- 8. Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Допуск посадки – Сумма
- 9. Единая система допусков и посадок (ЕСДП) Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков
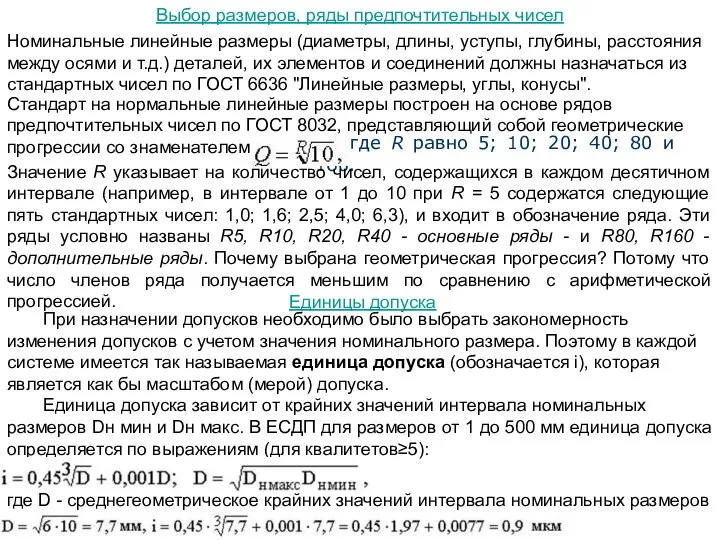
- 10. Выбор размеров, ряды предпочтительных чисел Номинальные линейные размеры (диаметры, длины, уступы, глубины, расстояния между осями и
- 11. Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности изготовления, установленные в системах допусков
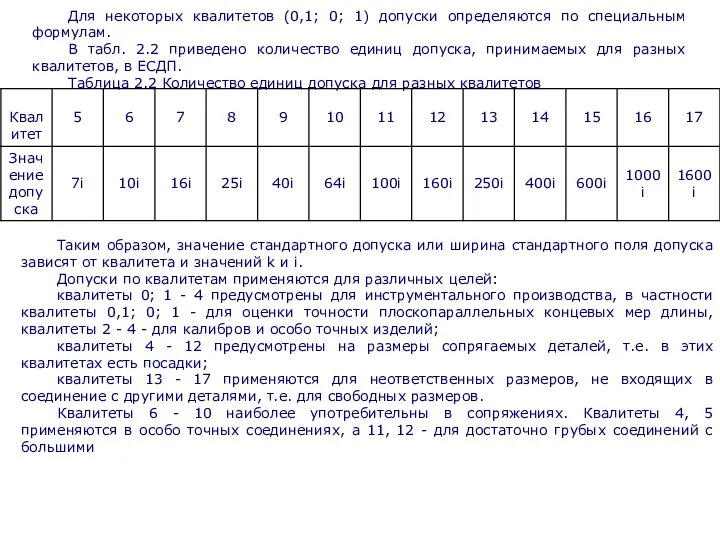
- 12. Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам. В табл. 2.2 приведено количество
- 13. Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий) Основные отклонения
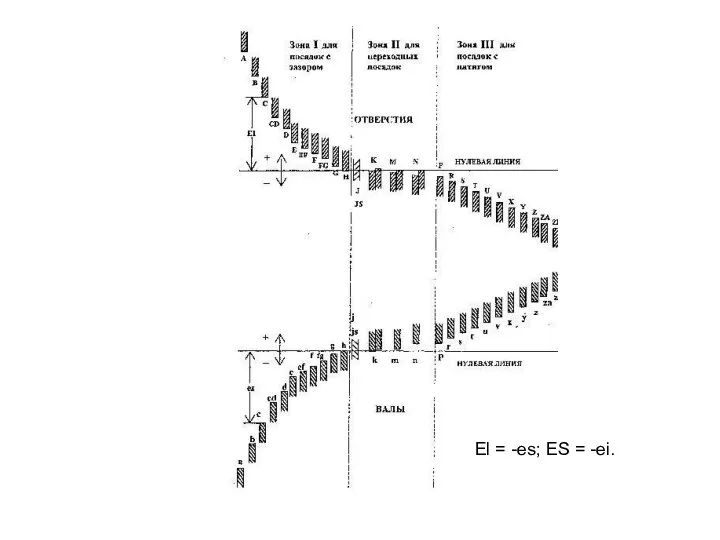
- 14. El = -es; ES = -ei.
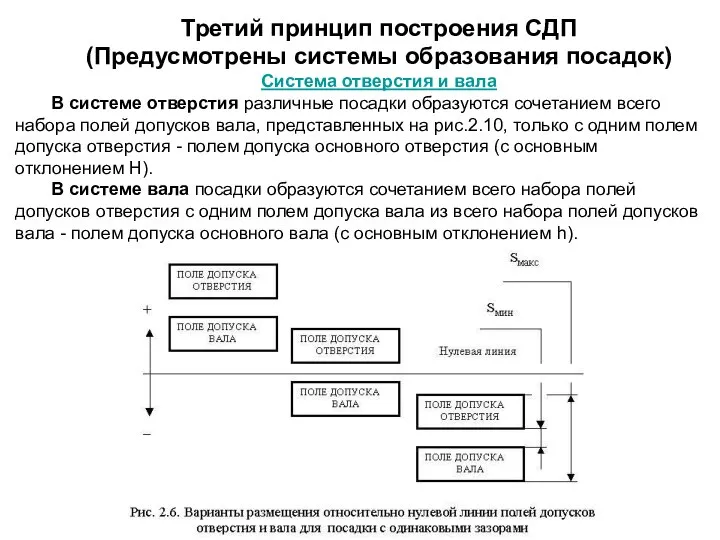
- 15. Третий принцип построения СДП (Предусмотрены системы образования посадок) Система отверстия и вала В системе отверстия различные
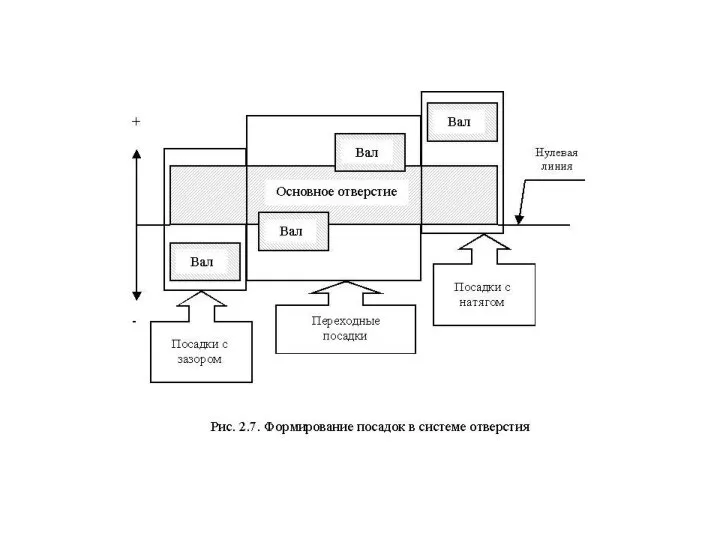
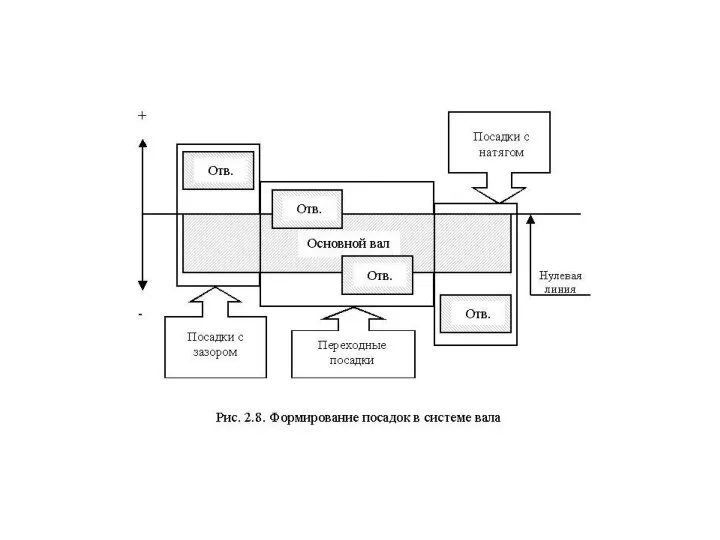
- 16. Сущность этих систем заключается в том, что при образовании всех трех видов посадок вводится ограничение на
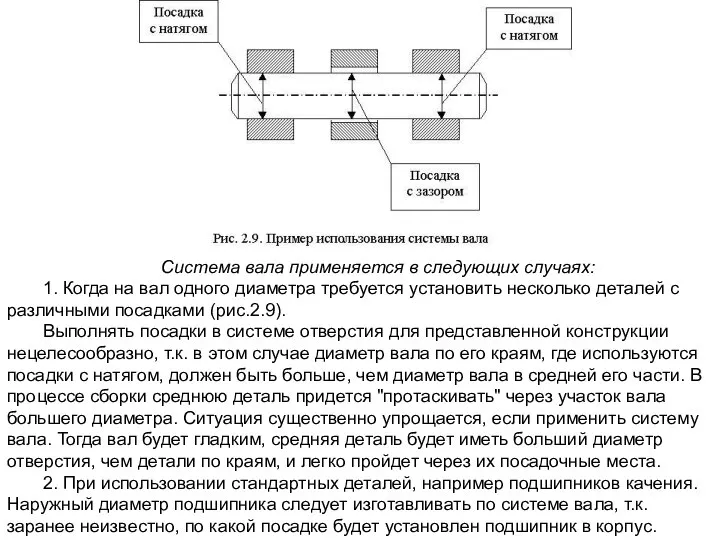
- 19. Система вала применяется в следующих случаях: 1. Когда на вал одного диаметра требуется установить несколько деталей
- 20. Четвертый принцип построения СДП (установлена нормальная температура.) +200С Правила образования посадок 1. Посадки с 4-го по
- 21. Посадки в ЕСДП и их обозначение на чертежах В системе отверстия различные посадки образуются сочетанием всего
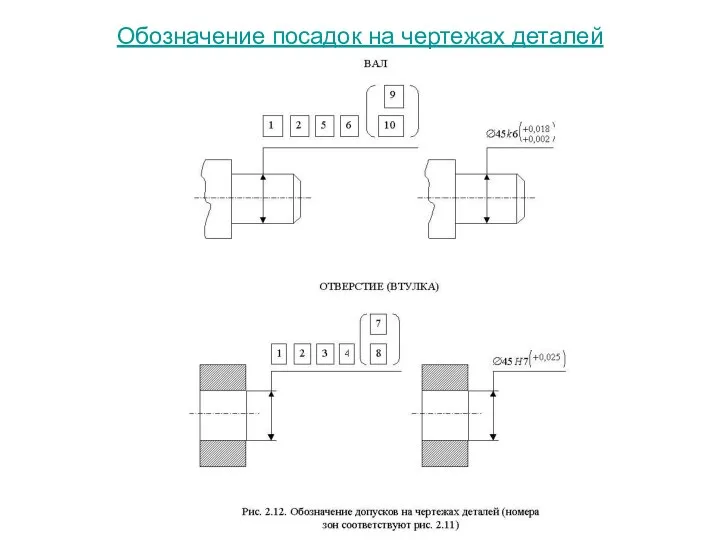
- 22. Обозначение посадок на чертежах деталей
- 24. Здесь G - основное отклонение для отверстия: 7 - квалитет для отверстия; h - основной вал
- 25. Посадки Посадка - характер соединения деталей, определяемый значениями получающихся в нем зазоров или натягов. Зазор -
- 26. . Dн = 105 мм. ES = 0,035 мм. EI = 0. dн = 105 мм.
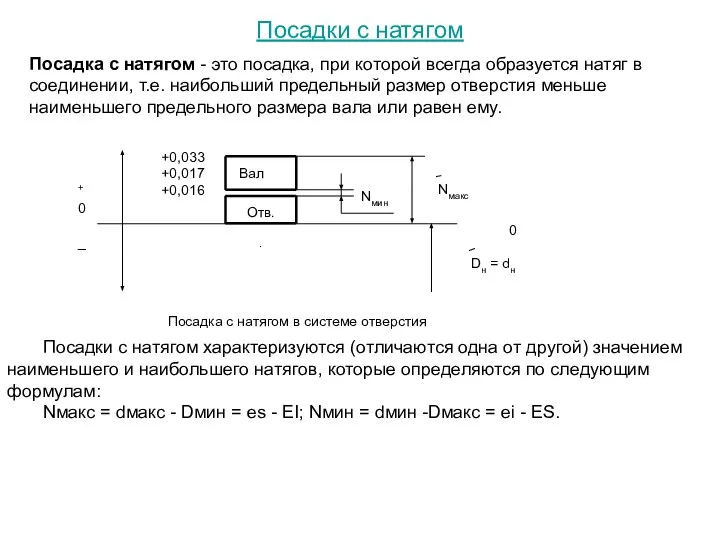
- 27. Посадки с натягом Посадка с натягом - это посадка, при которой всегда образуется натяг в соединении,
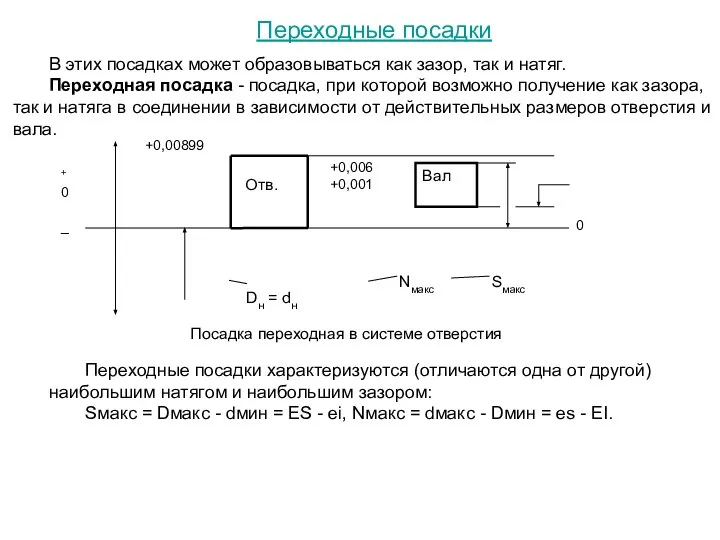
- 28. Переходные посадки В этих посадках может образовываться как зазор, так и натяг. Переходная посадка - посадка,
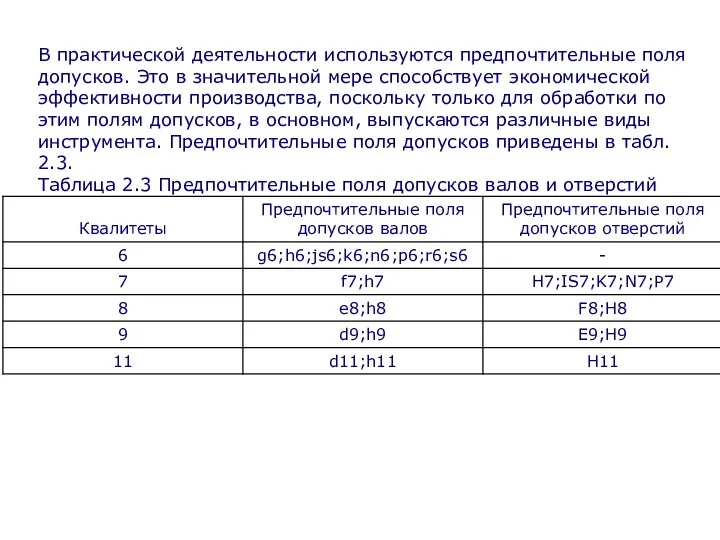
- 29. В практической деятельности используются предпочтительные поля допусков. Это в значительной мере способствует экономической эффективности производства, поскольку
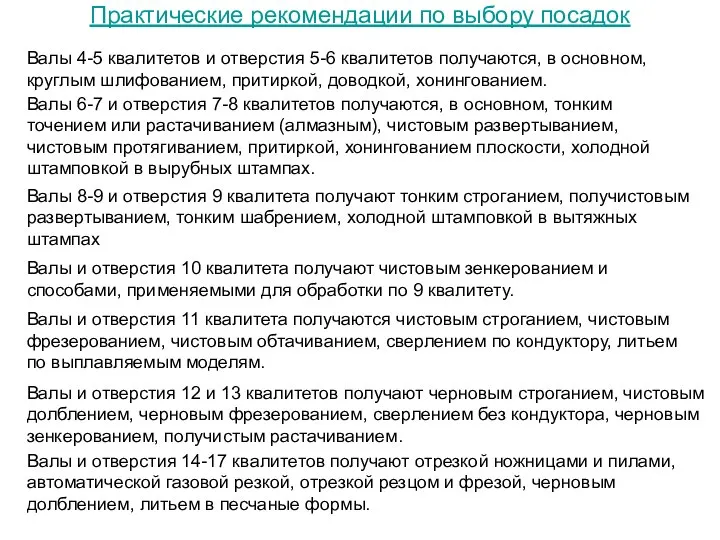
- 30. Практические рекомендации по выбору посадок Валы 4-5 квалитетов и отверстия 5-6 квалитетов получаются, в основном, круглым
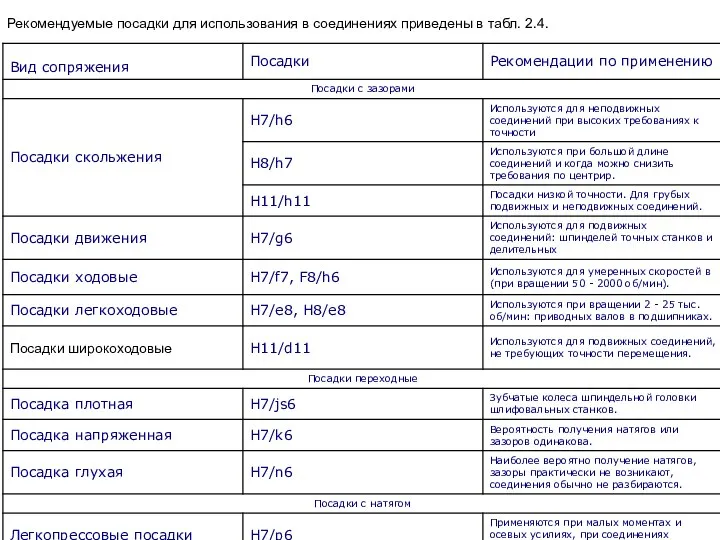
- 31. Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
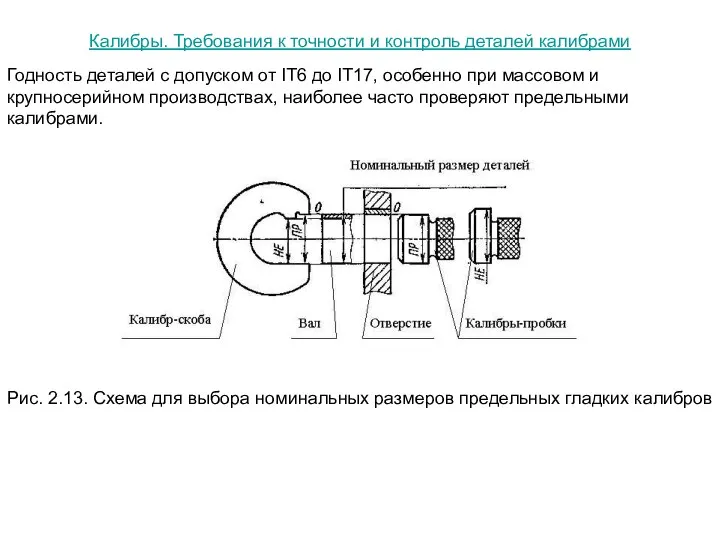
- 32. Калибры. Требования к точности и контроль деталей калибрами Годность деталей с допуском от IT6 до IT17,
- 33. НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ Отклонение формы поверхностей Отклонением формы называется отклонение реальной поверхности
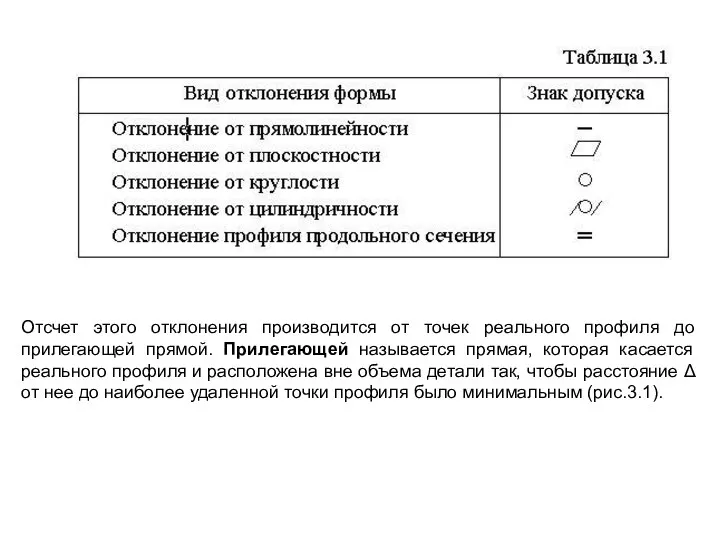
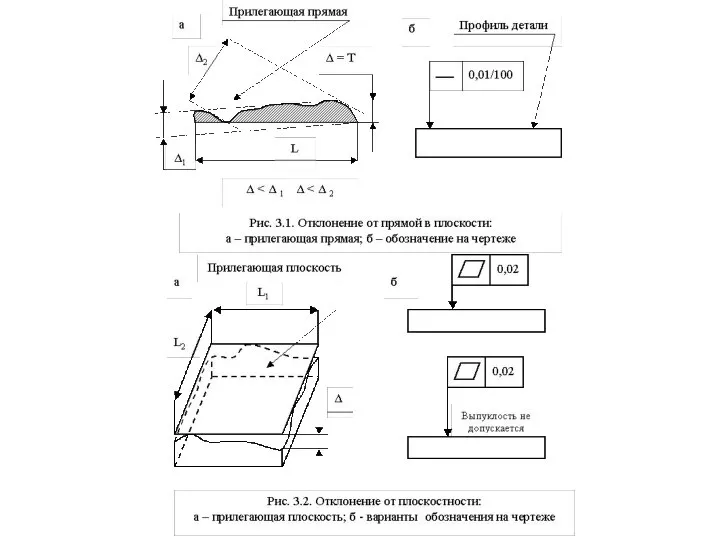
- 34. Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой. Прилегающей называется прямая, которая касается
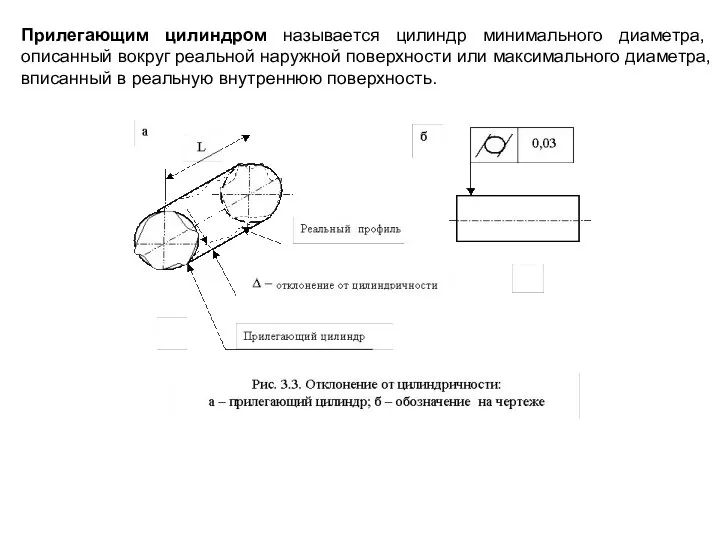
- 36. Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в
- 39. Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние Δ (E) от точек реального
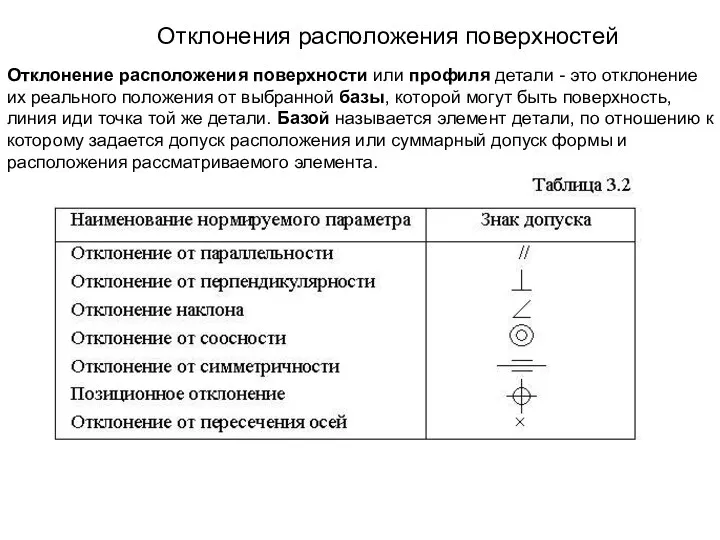
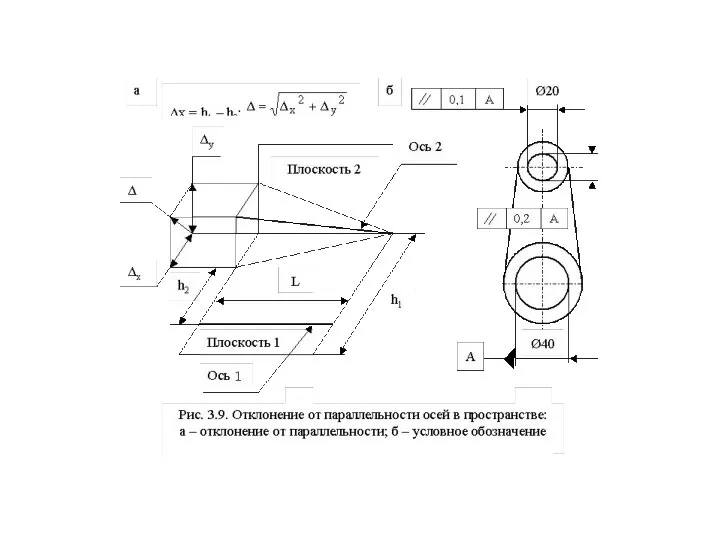
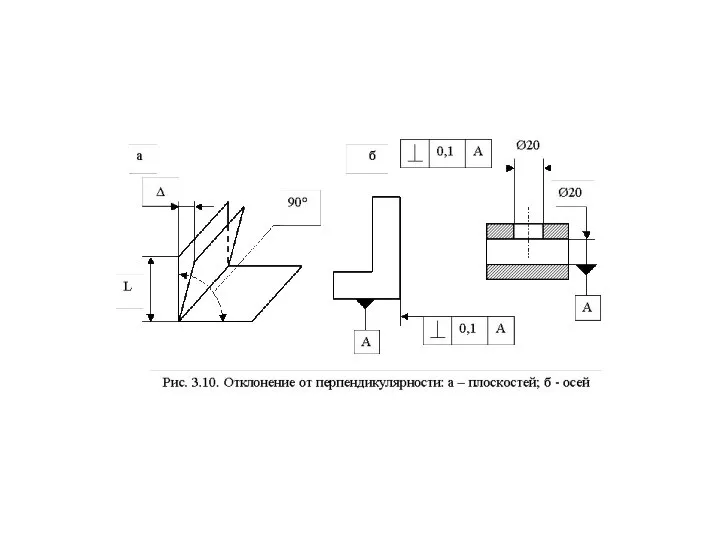
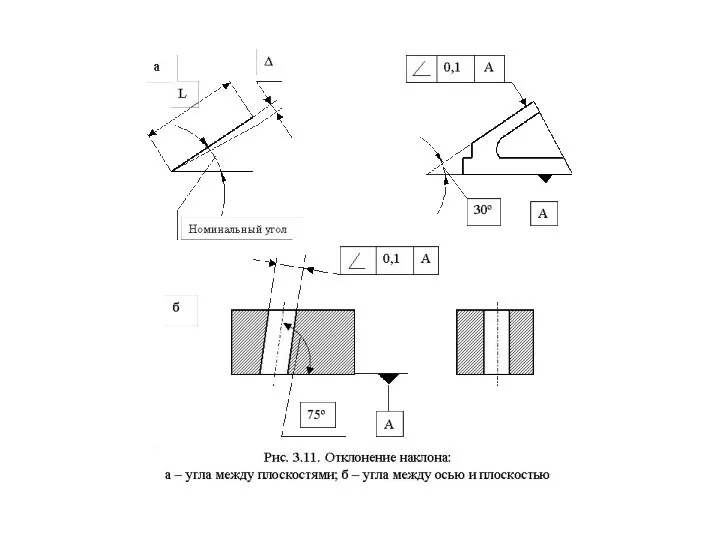
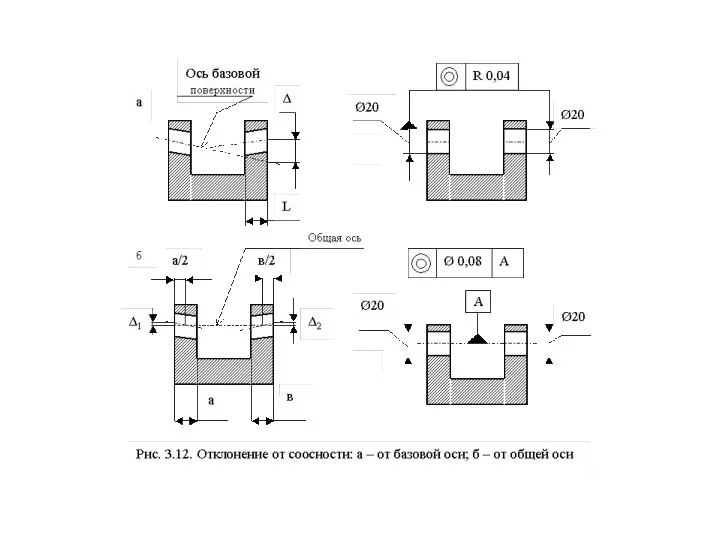
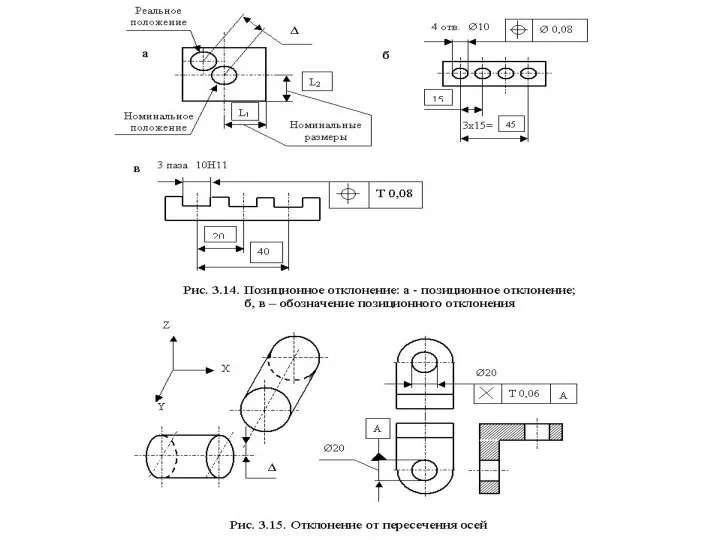
- 40. Отклонения расположения поверхностей Отклонение расположения поверхности или профиля детали - это отклонение их реального положения от
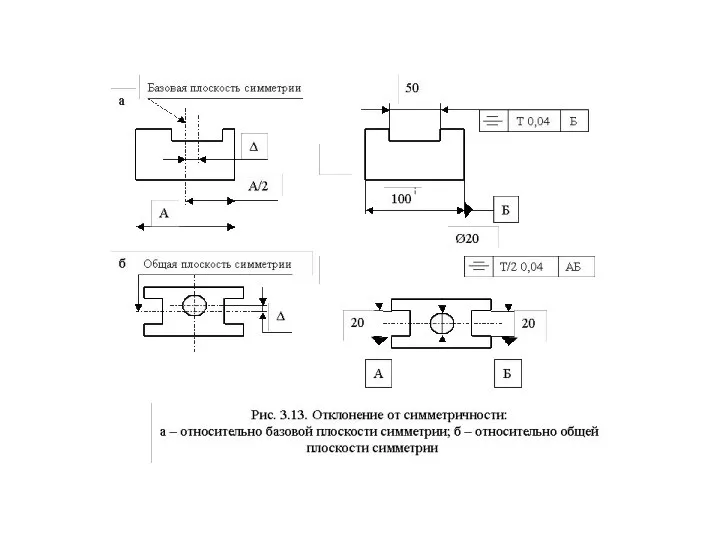
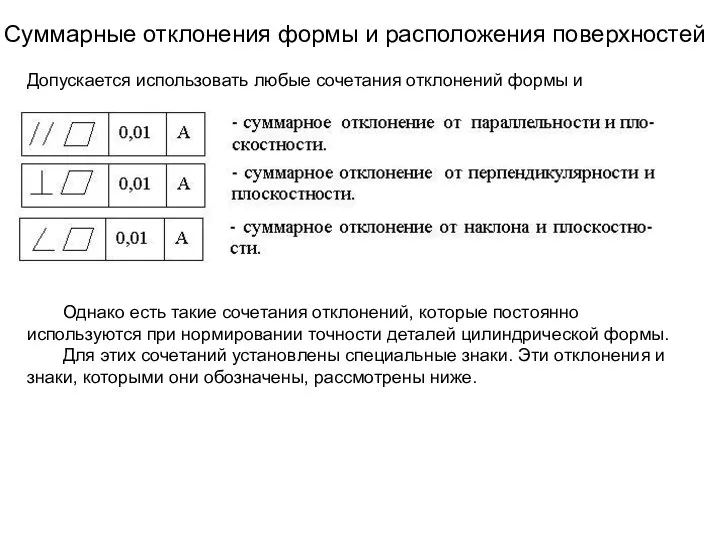
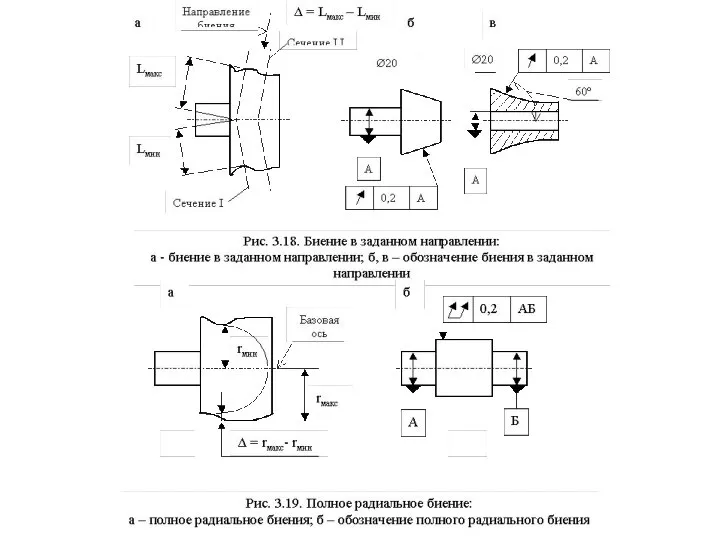
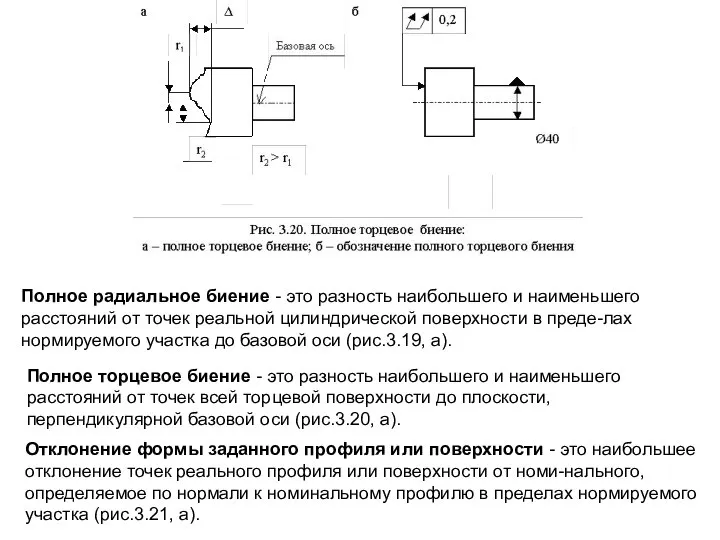
- 49. Суммарные отклонения формы и расположения поверхностей Допускается использовать любые сочетания отклонений формы и расположения, если между
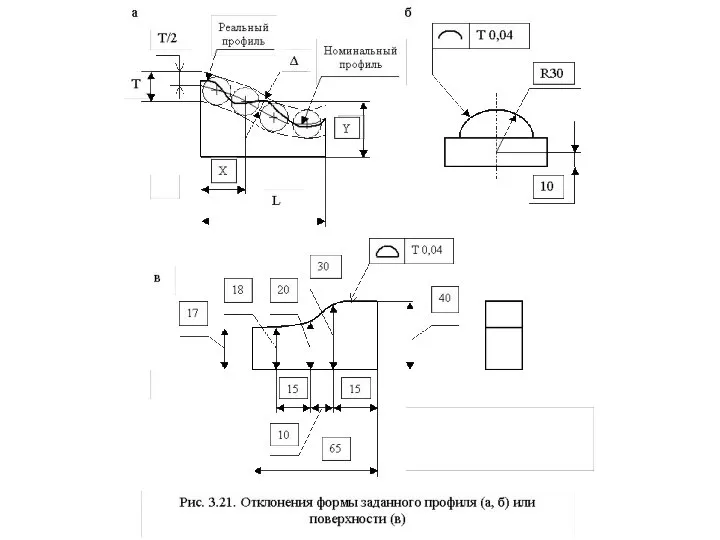
- 52. Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек реального профиля или поверхности от
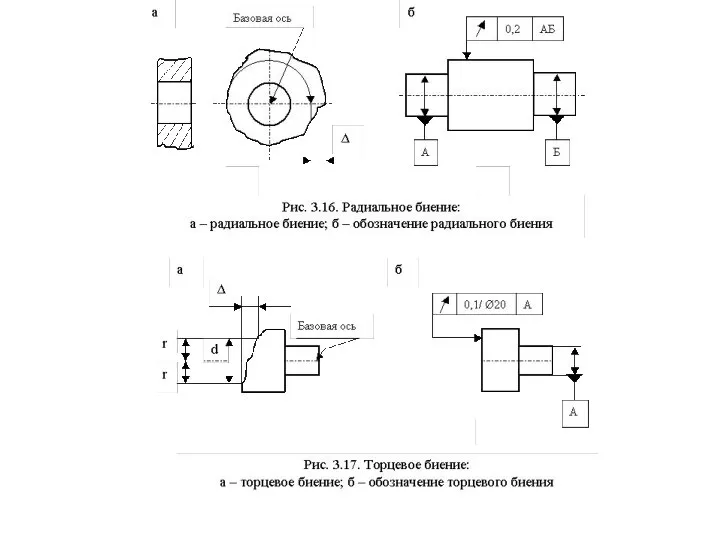
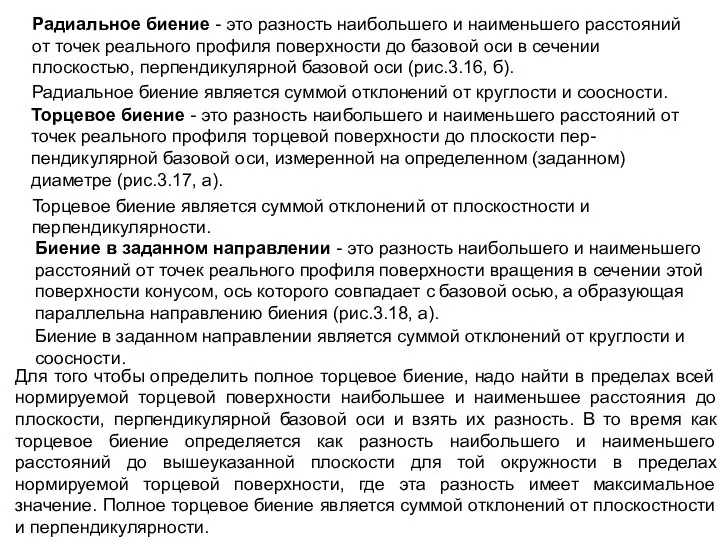
- 54. Радиальное биение - это разность наибольшего и наименьшего расстояний от точек реального профиля поверхности до базовой
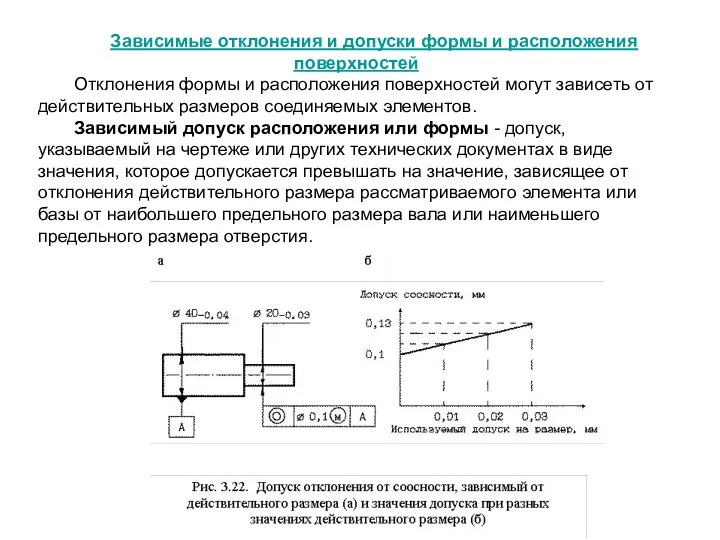
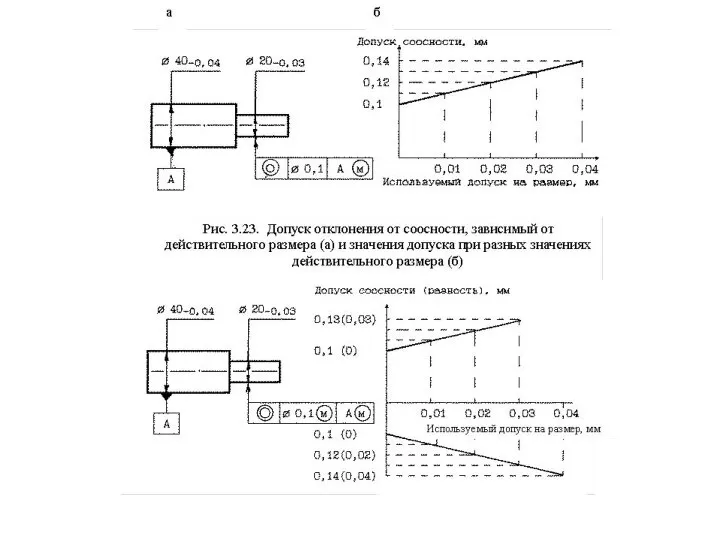
- 55. Зависимые отклонения и допуски формы и расположения поверхностей Отклонения формы и расположения поверхностей могут зависеть от
- 56. Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение (допуск), зависящее от действительных размеров
- 58. Числовые значения отклонений (допусков) формы и расположения поверхностей Согласно ГОСТ 24643 (Основные нормы взаимозаменяемости. Допуски расположения.
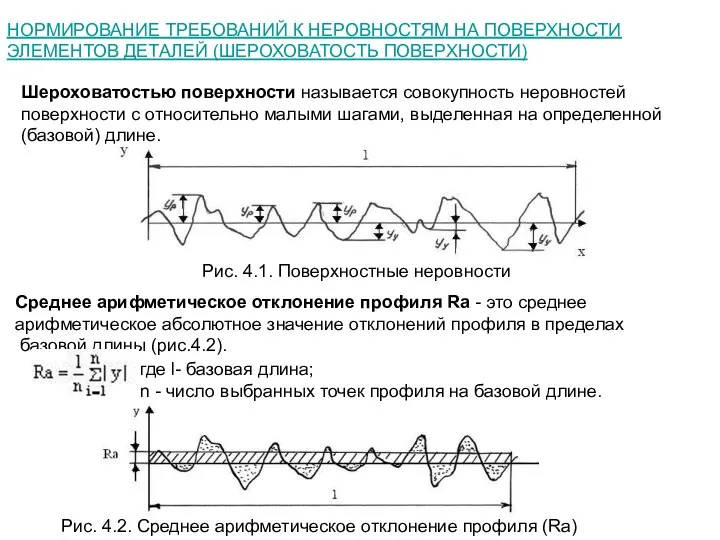
- 59. НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ) Шероховатостью поверхности называется совокупность неровностей поверхности
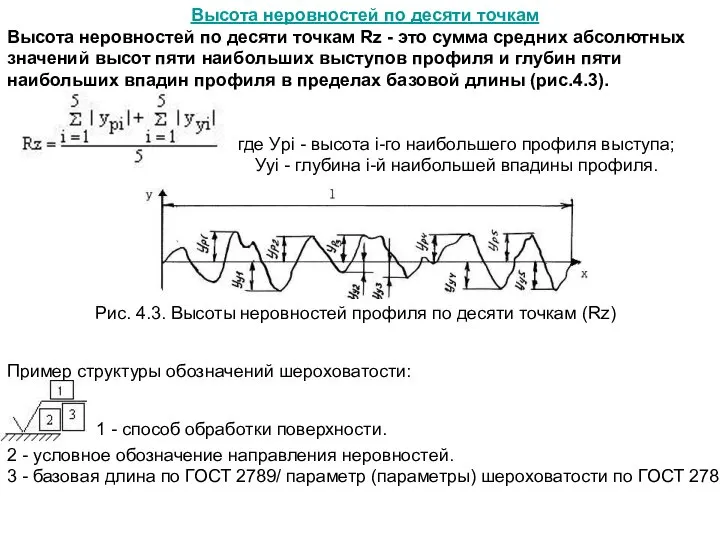
- 60. Высота неровностей по десяти точкам Высота неровностей по десяти точкам Rz - это сумма средних абсолютных
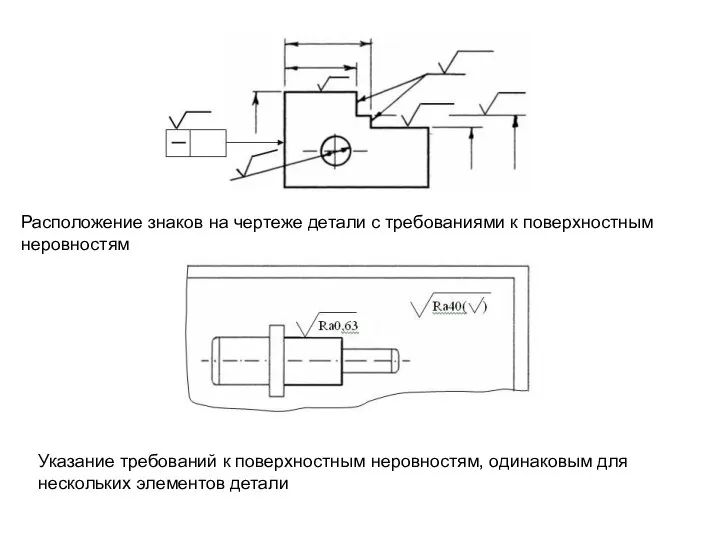
- 61. Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали Расположение знаков на чертеже детали с
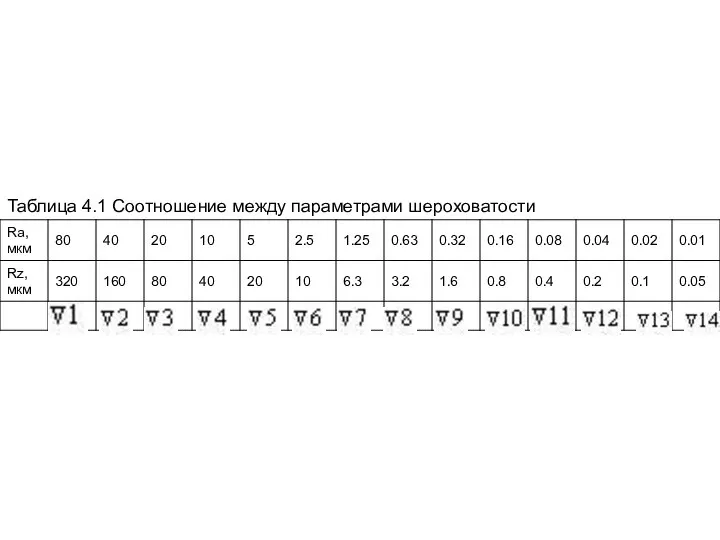
- 62. Таблица 4.1 Соотношение между параметрами шероховатости
- 63. НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ Подшипник - это деталь или узел механизма, являющийся опорой
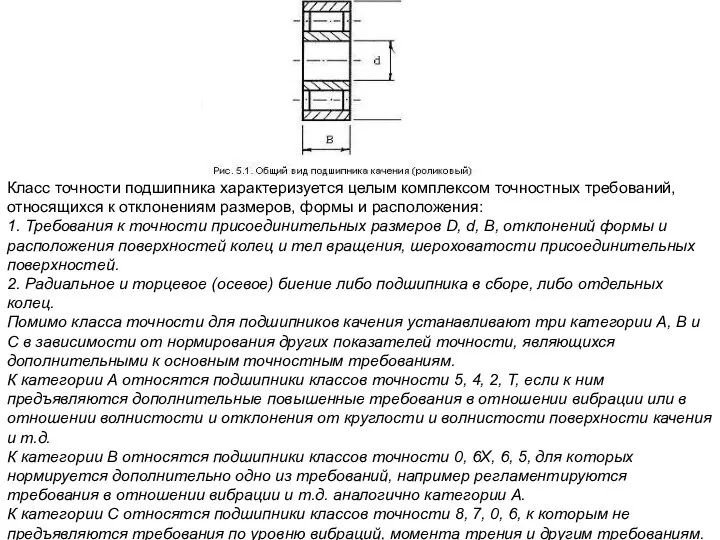
- 64. Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям размеров, формы и расположения: 1.
- 65. 1. Требования к точности присоединительных размеров D, d, В, отклонений формы и расположения поверхностей колец и
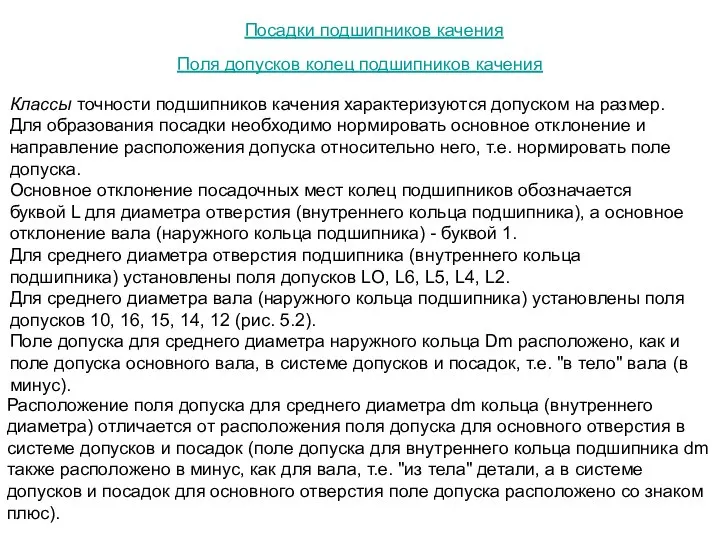
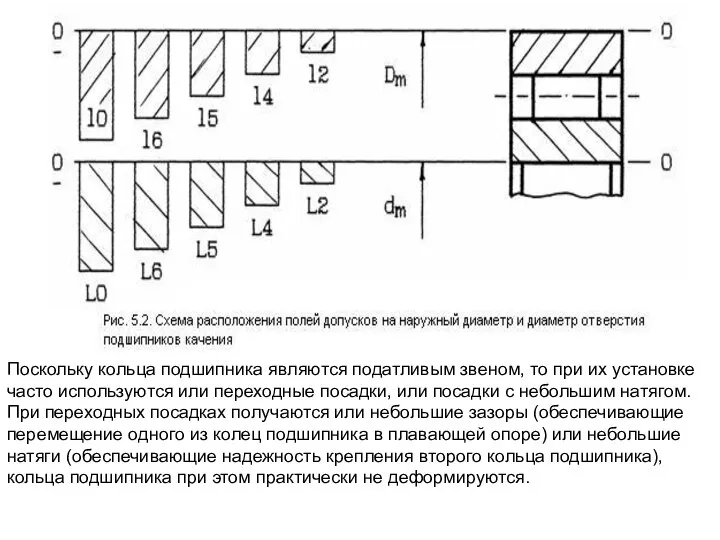
- 66. Посадки подшипников качения Поля допусков колец подшипников качения Классы точности подшипников качения характеризуются допуском на размер.
- 67. Поскольку кольца подшипника являются податливым звеном, то при их установке часто используются или переходные посадки, или
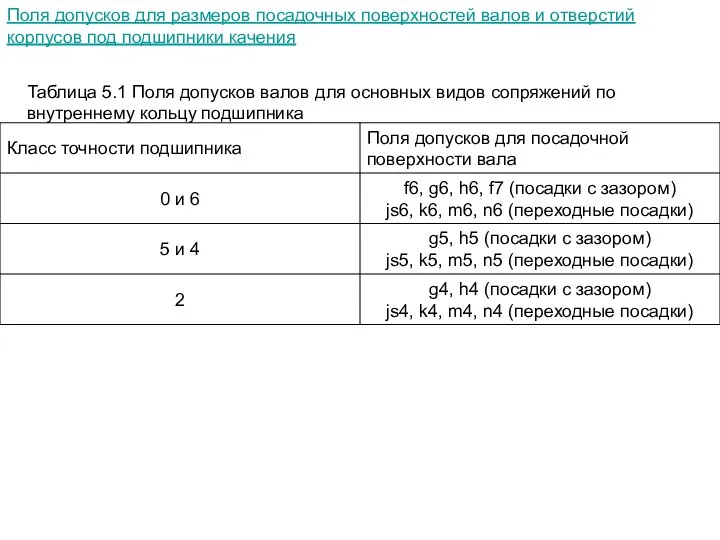
- 68. Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под подшипники качения Таблица 5.1 Поля
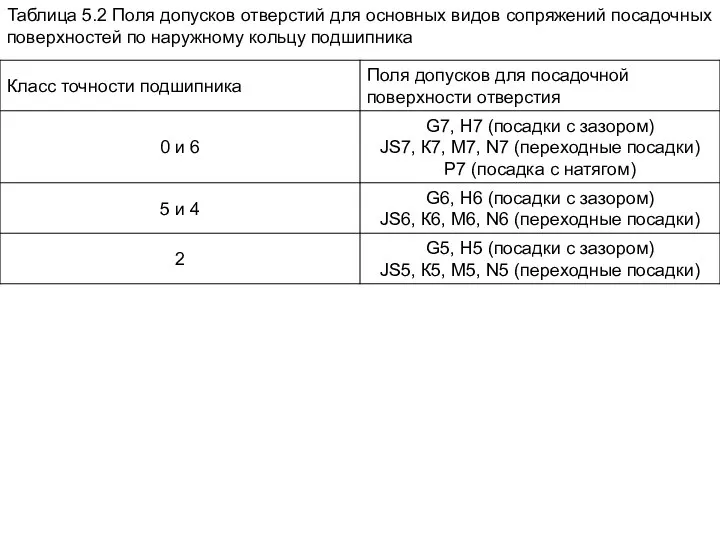
- 69. Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей по наружному кольцу подшипника
- 70. Посадки подшипников качения на валы и отверстия корпусов Посадки по наружному диаметру подшипника осуществляются в системе
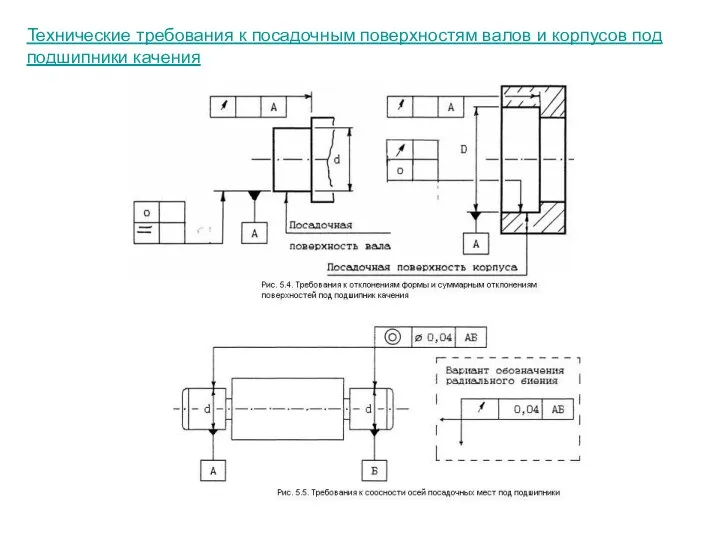
- 71. Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
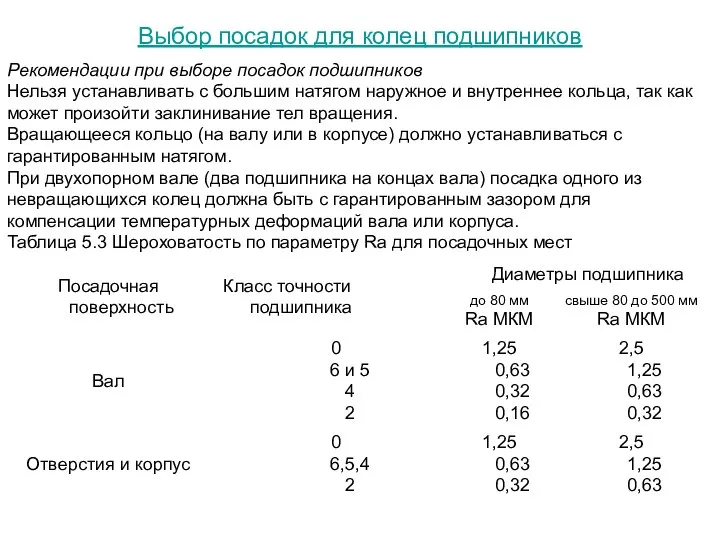
- 72. Выбор посадок для колец подшипников Рекомендации при выборе посадок подшипников Нельзя устанавливать с большим натягом наружное
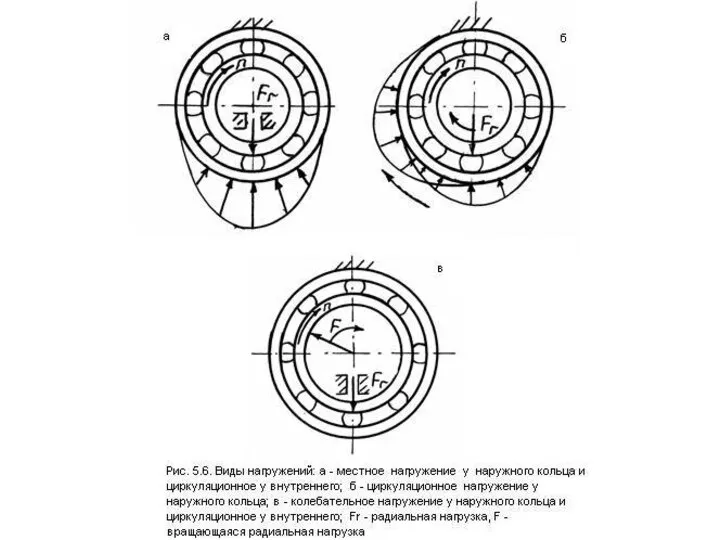
- 73. Кольца подшипника во время работы могут испытывать различные виды нагружений. Бывают следующие виды нагружений: местное, циркуляционное
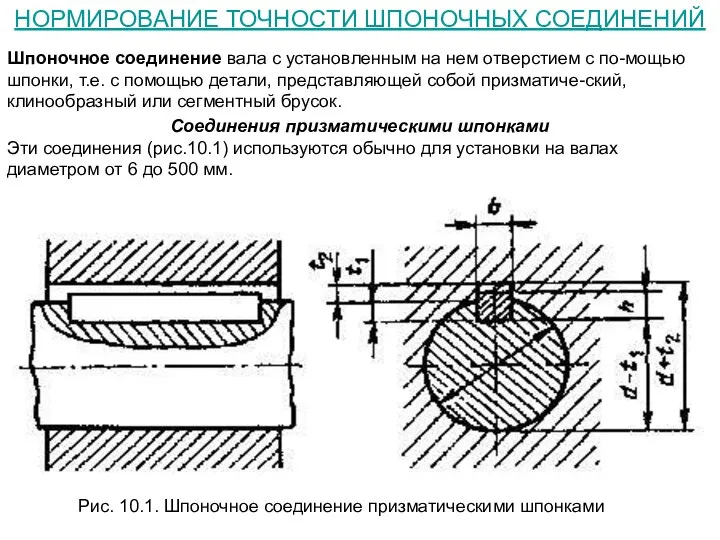
- 75. НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ Шпоночное соединение вала с установленным на нем отверстием с по-мощью шпонки, т.е.
- 76. Глубина пазов под шпонку у валов t1 - от 1,2 до 31 мм, у втулок t2
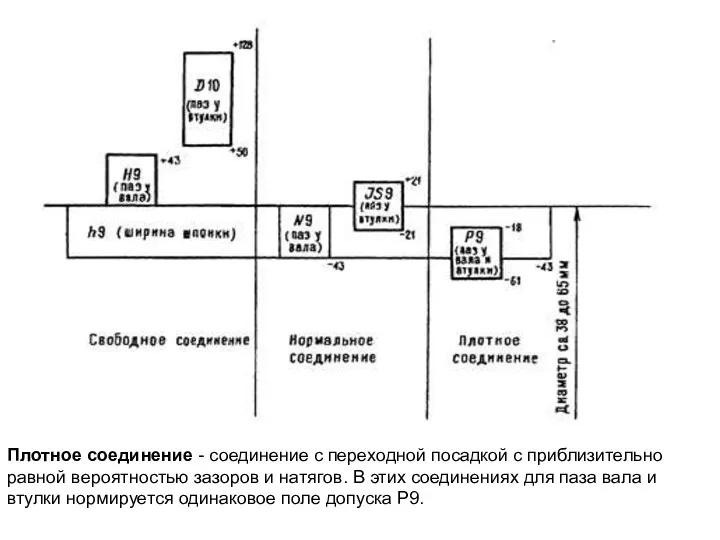
- 77. Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью зазоров и натягов. В этих
- 78. Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой вдоль оси, т.е. с натягом
- 79. НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ Зубчатое колесо представляет собой деталь сложной геометрической формы в
- 80. Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления При нормировании точности зубчатых колес
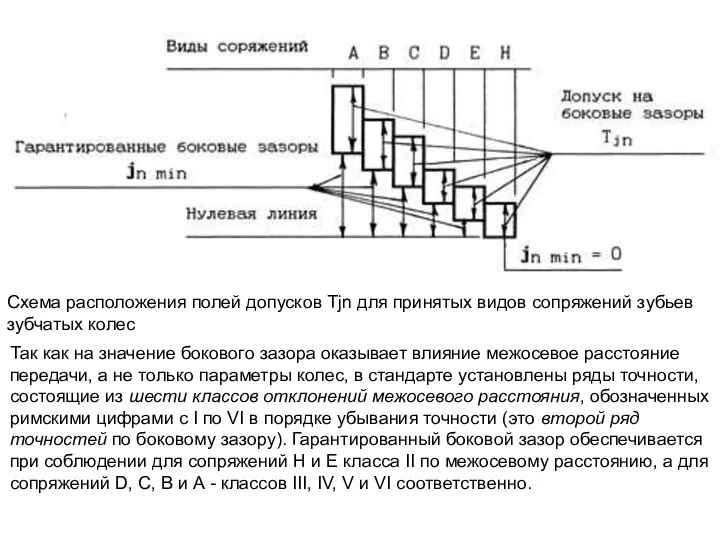
- 81. Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых колес Так как на значение
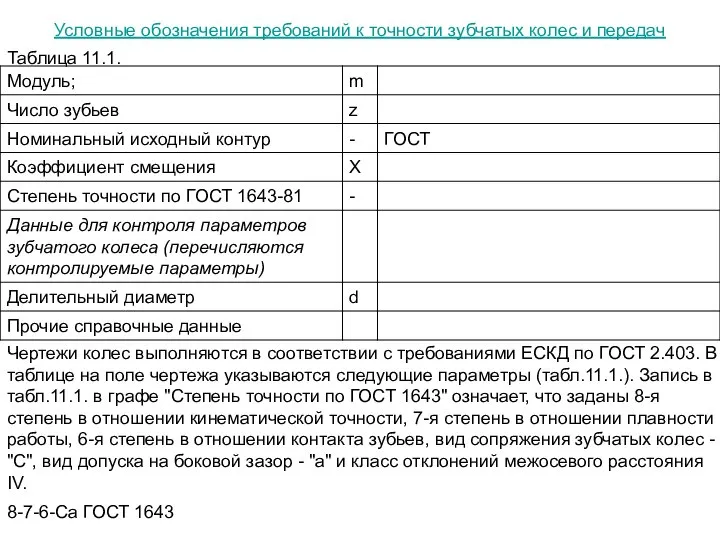
- 82. Условные обозначения требований к точности зубчатых колес и передач Таблица 11.1. Чертежи колес выполняются в соответствии
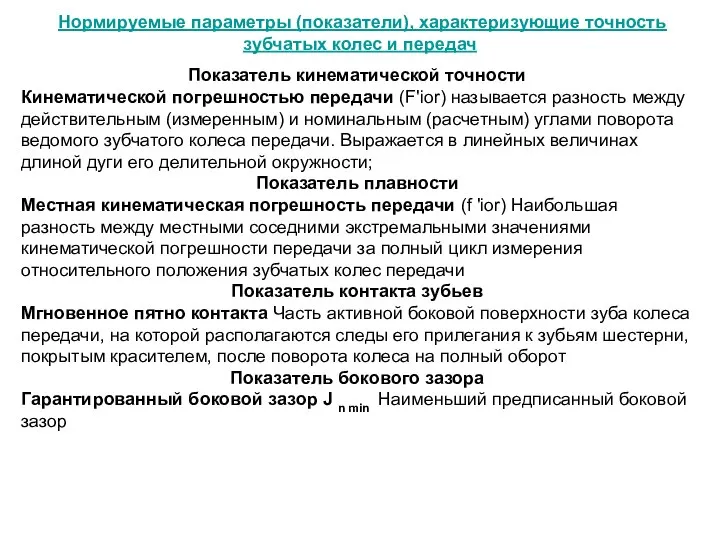
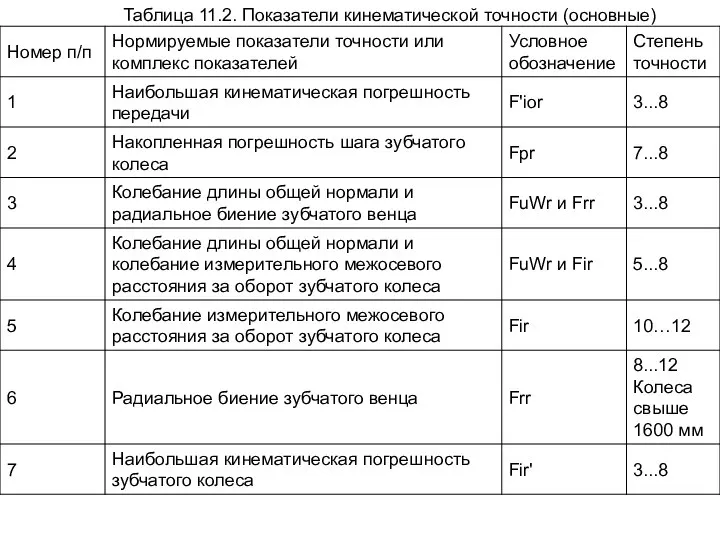
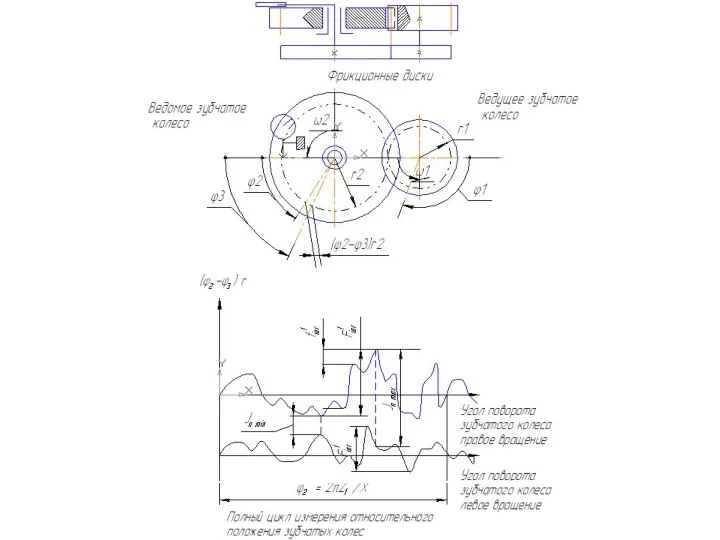
- 83. Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач Показатель кинематической точности Кинематической погрешностью передачи (F'ior)
- 84. Таблица 11.2. Показатели кинематической точности (основные)
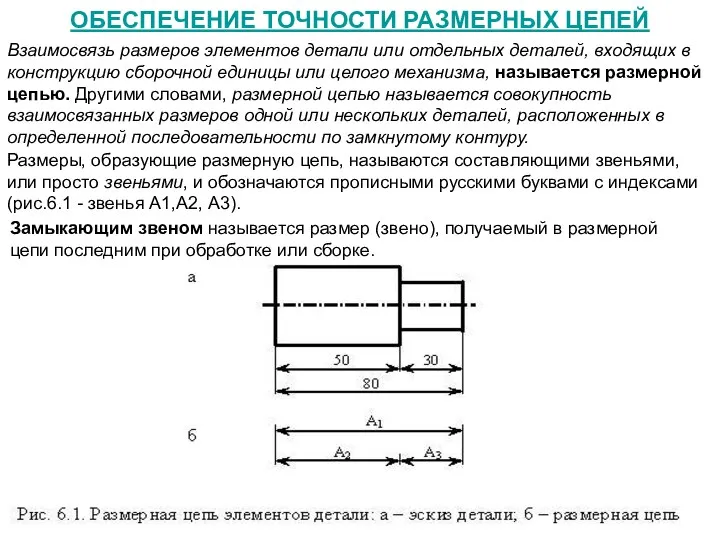
- 86. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ Взаимосвязь размеров элементов детали или отдельных деталей, входящих в конструкцию сборочной единицы
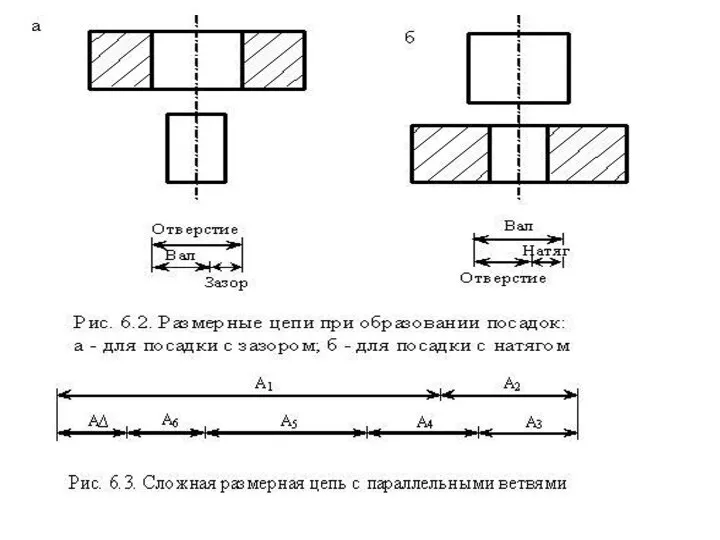
- 88. Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего звена тоже увеличивается. На рис.6.3
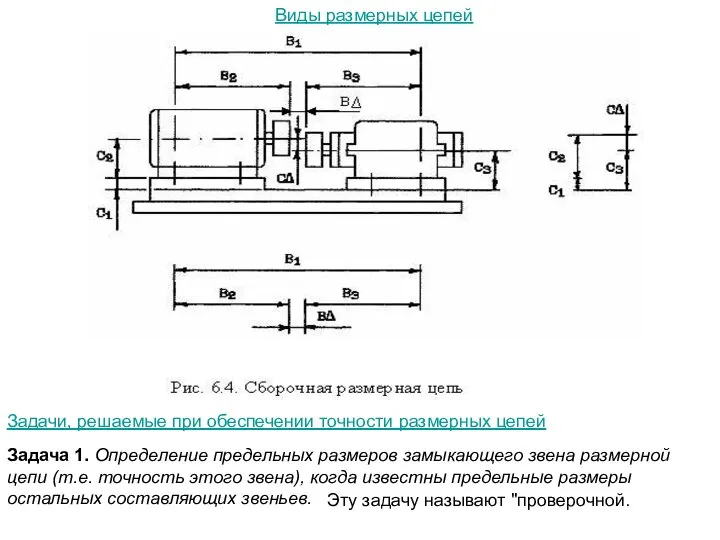
- 89. Виды размерных цепей Задачи, решаемые при обеспечении точности размерных цепей Задача 1. Определение предельных размеров замыкающего
- 90. Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны предельные размеры замыкающего звена и
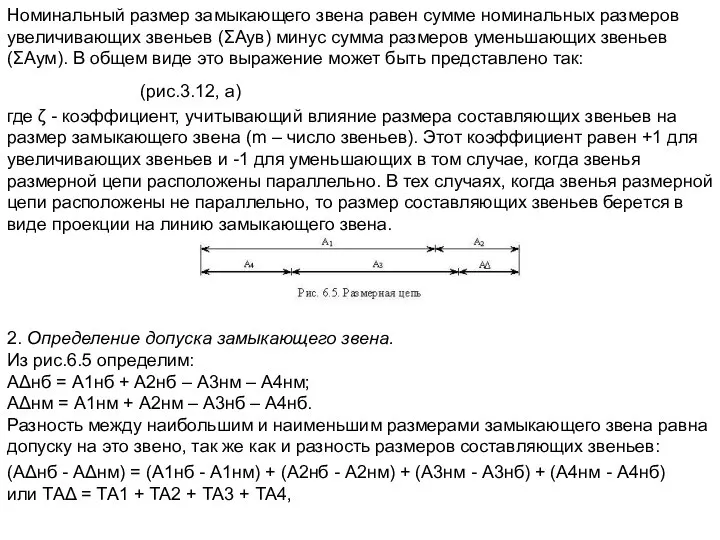
- 91. Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув) минус сумма размеров уменьшающих звеньев
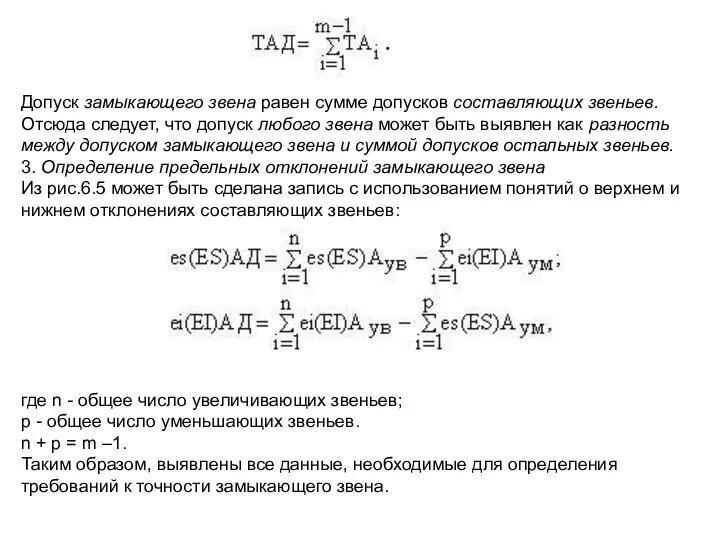
- 92. Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует, что допуск любого звена может быть
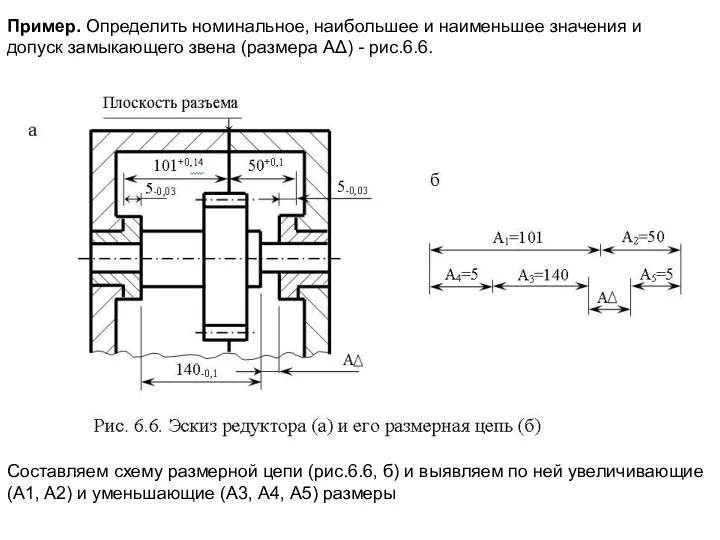
- 93. Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена (размера АΔ) - рис.6.6. Составляем
- 94. Определяем номинальное значение АΔ по формуле АΔ = (А1 + A2) - (А3 + А4 +
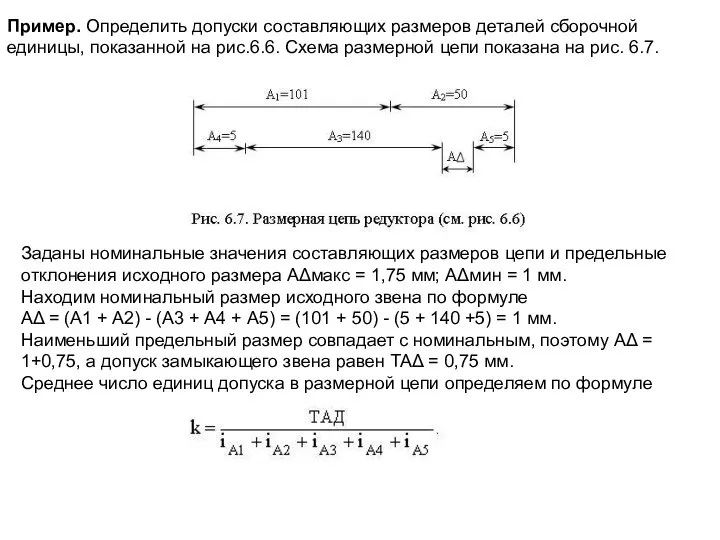
- 95. Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6. Схема размерной цепи показана на
- 97. Скачать презентацию
Слайд 2Допуск Поле допуска Основное отклонение Отверстие и вал Посадки
Допуск (обычно обозначается буквой
Допуск Поле допуска Основное отклонение Отверстие и вал Посадки
Допуск (обычно обозначается буквой
Слайд 4Рисунок 2 – Отверстия и валы:а, б, в – виды соединений элементов
Рисунок 2 – Отверстия и валы:а, б, в – виды соединений элементов
Слайд 5 Тогда ES = Dмакс – Dн; EI = Dмин – Dн; es
Тогда ES = Dмакс – Dн; EI = Dмин – Dн; es
Слайд 6СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ЭЛЕМЕНТОВ ДЕТАЛЕЙ С ГЛАДКОЙ ПОВЕРХНОСТЬЮ
Таким образом,
СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ЭЛЕМЕНТОВ ДЕТАЛЕЙ С ГЛАДКОЙ ПОВЕРХНОСТЬЮ
Таким образом,
Слайд 7Отверстие и вал
Верхнее отклонение ES, es - алгебраическая разность между наибольшим и
Отверстие и вал
Верхнее отклонение ES, es - алгебраическая разность между наибольшим и
Слайд 8Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Допуск
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Допуск
Слайд 9Единая система допусков и посадок (ЕСДП)
Системой допусков и посадок называется закономерно
Единая система допусков и посадок (ЕСДП)
Системой допусков и посадок называется закономерно
Слайд 10Выбор размеров, ряды предпочтительных чисел
Номинальные линейные размеры (диаметры, длины, уступы, глубины,
Выбор размеров, ряды предпочтительных чисел
Номинальные линейные размеры (диаметры, длины, уступы, глубины,
Слайд 11Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности изготовления,
Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности изготовления,

Слайд 12Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам.
В табл.
Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам.
В табл.
Слайд 13Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных
Слайд 14El = -es; ES = -ei.
El = -es; ES = -ei.
Слайд 15Третий принцип построения СДП
(Предусмотрены системы образования посадок)
Система отверстия и вала
В
Третий принцип построения СДП
(Предусмотрены системы образования посадок)
Система отверстия и вала
В
Слайд 16Сущность этих систем заключается в том, что при образовании всех трех видов
Сущность этих систем заключается в том, что при образовании всех трех видов
Слайд 19Система вала применяется в следующих случаях:
1. Когда на вал одного диаметра требуется
Система вала применяется в следующих случаях:
1. Когда на вал одного диаметра требуется
Слайд 20Четвертый принцип построения СДП
(установлена нормальная температура.)
+200С
Правила образования посадок
1. Посадки с
Четвертый принцип построения СДП
(установлена нормальная температура.)
+200С
Правила образования посадок
1. Посадки с
Слайд 21Посадки в ЕСДП и их обозначение на чертежах
В системе отверстия различные
Посадки в ЕСДП и их обозначение на чертежах
В системе отверстия различные
Слайд 22Обозначение посадок на чертежах деталей
Обозначение посадок на чертежах деталей
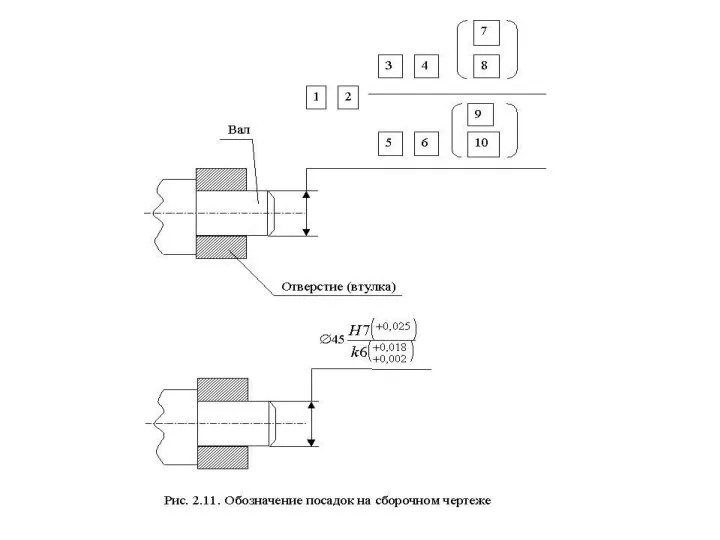
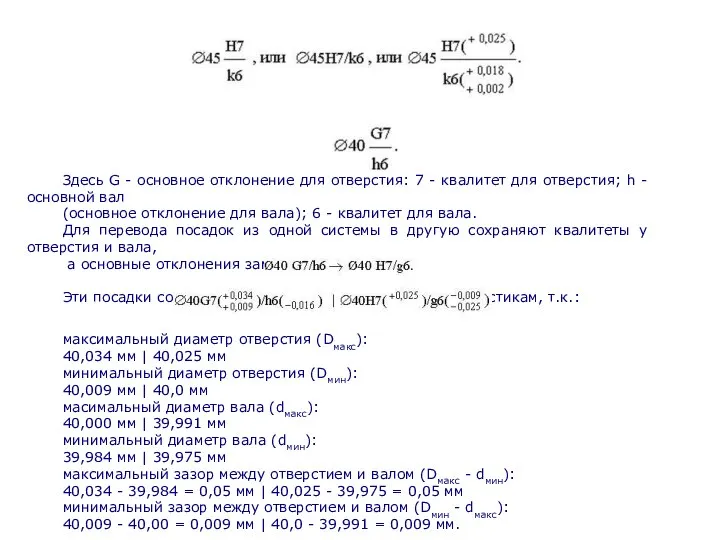
Слайд 24Здесь G - основное отклонение для отверстия: 7 - квалитет для отверстия;
Здесь G - основное отклонение для отверстия: 7 - квалитет для отверстия;
Слайд 25Посадки
Посадка - характер соединения деталей, определяемый значениями получающихся в нем зазоров
Посадки
Посадка - характер соединения деталей, определяемый значениями получающихся в нем зазоров
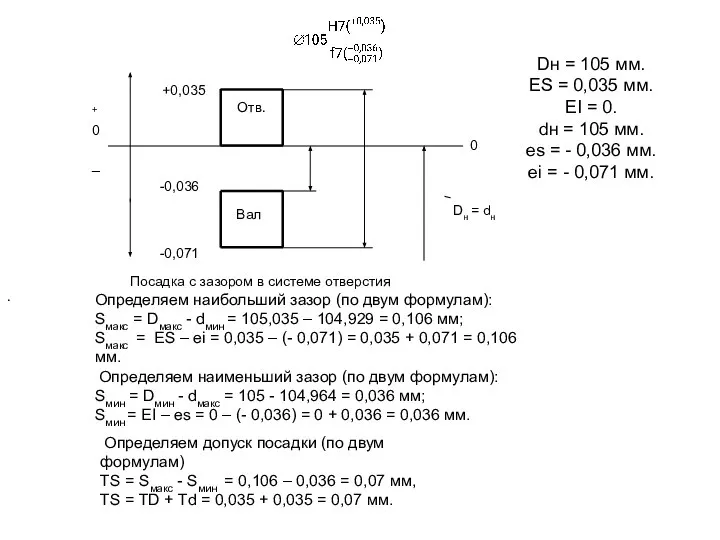
Слайд 26.
Dн = 105 мм.
ES = 0,035 мм.
EI = 0.
dн = 105
.
Dн = 105 мм.
ES = 0,035 мм.
EI = 0.
dн = 105
Слайд 27Посадки с натягом
Посадка с натягом - это посадка, при которой всегда
Посадки с натягом
Посадка с натягом - это посадка, при которой всегда
Слайд 28Переходные посадки
В этих посадках может образовываться как зазор, так и натяг.
Переходная
Переходные посадки
В этих посадках может образовываться как зазор, так и натяг.
Переходная
Слайд 29В практической деятельности используются предпочтительные поля допусков. Это в значительной мере способствует
В практической деятельности используются предпочтительные поля допусков. Это в значительной мере способствует
Слайд 30Практические рекомендации по выбору посадок
Валы 4-5 квалитетов и отверстия 5-6 квалитетов
Практические рекомендации по выбору посадок
Валы 4-5 квалитетов и отверстия 5-6 квалитетов
Слайд 31Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
Слайд 32Калибры. Требования к точности и контроль деталей калибрами
Годность деталей с допуском
Калибры. Требования к точности и контроль деталей калибрами
Годность деталей с допуском
Слайд 33НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ
Отклонение формы поверхностей
Отклонением формы
НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ
Отклонение формы поверхностей
Отклонением формы
Слайд 34Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой. Прилегающей
Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой. Прилегающей
Слайд 36Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или
Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или
Слайд 39Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние Δ
Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние Δ
Слайд 40Отклонения расположения поверхностей
Отклонение расположения поверхности или профиля детали - это отклонение
Отклонения расположения поверхностей
Отклонение расположения поверхности или профиля детали - это отклонение
Слайд 49Суммарные отклонения формы и расположения поверхностей
Допускается использовать любые сочетания отклонений формы
Суммарные отклонения формы и расположения поверхностей
Допускается использовать любые сочетания отклонений формы
Слайд 52Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек реального
Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек реального
Слайд 54Радиальное биение - это разность наибольшего и наименьшего расстояний от точек реального
Радиальное биение - это разность наибольшего и наименьшего расстояний от точек реального
Слайд 55Зависимые отклонения и допуски формы и расположения поверхностей
Отклонения формы и расположения поверхностей
Зависимые отклонения и допуски формы и расположения поверхностей
Отклонения формы и расположения поверхностей
Слайд 56Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение (допуск),
Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение (допуск),
Слайд 58Числовые значения отклонений (допусков) формы и расположения поверхностей
Согласно ГОСТ 24643 (Основные
Числовые значения отклонений (допусков) формы и расположения поверхностей
Согласно ГОСТ 24643 (Основные
Слайд 59НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ)
Шероховатостью поверхности
НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ)
Шероховатостью поверхности
Слайд 60 Высота неровностей по десяти точкам
Высота неровностей по десяти точкам Rz
Высота неровностей по десяти точкам
Высота неровностей по десяти точкам Rz
Слайд 61Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали
Расположение знаков
Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали
Расположение знаков
Слайд 62Таблица 4.1 Соотношение между параметрами шероховатости
Таблица 4.1 Соотношение между параметрами шероховатости
Слайд 63НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ
Подшипник - это деталь или
НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ
Подшипник - это деталь или
Слайд 64Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям размеров,
Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям размеров,
Слайд 651. Требования к точности присоединительных размеров D, d, В, отклонений формы и
1. Требования к точности присоединительных размеров D, d, В, отклонений формы и
Слайд 66Посадки подшипников качения
Поля допусков колец подшипников качения
Классы точности подшипников качения
Посадки подшипников качения
Поля допусков колец подшипников качения
Классы точности подшипников качения
Слайд 67Поскольку кольца подшипника являются податливым звеном, то при их установке часто используются
Поскольку кольца подшипника являются податливым звеном, то при их установке часто используются
Слайд 68Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под подшипники
Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под подшипники
Слайд 69Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей по
Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей по
Слайд 70Посадки подшипников качения на валы и отверстия корпусов
Посадки по наружному диаметру
Посадки подшипников качения на валы и отверстия корпусов
Посадки по наружному диаметру

Слайд 71Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
Слайд 72Выбор посадок для колец подшипников
Рекомендации при выборе посадок подшипников
Нельзя устанавливать
Выбор посадок для колец подшипников
Рекомендации при выборе посадок подшипников
Нельзя устанавливать
Слайд 73Кольца подшипника во время работы могут испытывать различные виды нагружений.
Бывают следующие виды
Кольца подшипника во время работы могут испытывать различные виды нагружений.
Бывают следующие виды
Слайд 75НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение вала с установленным на нем отверстием
НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение вала с установленным на нем отверстием
Слайд 76Глубина пазов под шпонку у валов t1 - от 1,2 до 31
Глубина пазов под шпонку у валов t1 - от 1,2 до 31
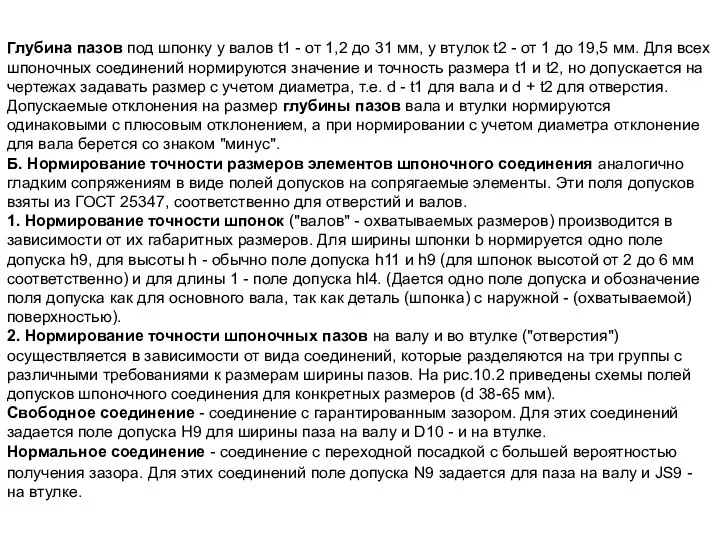
Слайд 77Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью зазоров
Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью зазоров
Слайд 78Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой вдоль
Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой вдоль
Слайд 79НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Зубчатое колесо представляет собой деталь
НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Зубчатое колесо представляет собой деталь
Слайд 80Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления
При
Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления
При
Слайд 81Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых колес
Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых колес
Слайд 82Условные обозначения требований к точности зубчатых колес и передач
Таблица 11.1.
Чертежи
Условные обозначения требований к точности зубчатых колес и передач
Таблица 11.1.
Чертежи
Слайд 83 Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач
Показатель кинематической точности
Кинематической
Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач
Показатель кинематической точности
Кинематической
Слайд 84Таблица 11.2. Показатели кинематической точности (основные)
Таблица 11.2. Показатели кинематической точности (основные)
Слайд 86ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ
Взаимосвязь размеров элементов детали или отдельных деталей, входящих
ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ
Взаимосвязь размеров элементов детали или отдельных деталей, входящих
Слайд 88Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего звена
Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего звена
Слайд 89Виды размерных цепей
Задачи, решаемые при обеспечении точности размерных цепей
Задача 1.
Виды размерных цепей
Задачи, решаемые при обеспечении точности размерных цепей
Задача 1.
Слайд 90Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны предельные
Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны предельные
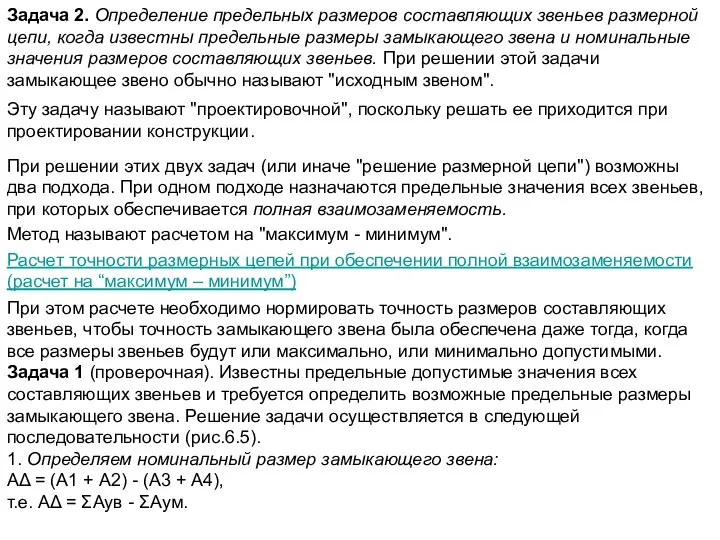
Слайд 91Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув) минус
Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув) минус
Слайд 92
Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует, что
Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует, что
Слайд 93Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена (размера
Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена (размера
Слайд 94Определяем номинальное значение АΔ по формуле
АΔ = (А1 + A2) - (А3
Определяем номинальное значение АΔ по формуле АΔ = (А1 + A2) - (А3
Слайд 95Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6. Схема
Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6. Схема
 Электрическое напряжение. Вольтметр. Измерение напряжения
Электрическое напряжение. Вольтметр. Измерение напряжения Условия, необходимые для возникновения и поддержания электрического тока
Условия, необходимые для возникновения и поддержания электрического тока Презентация на тему Расчет сопротивления проводников
Презентация на тему Расчет сопротивления проводников 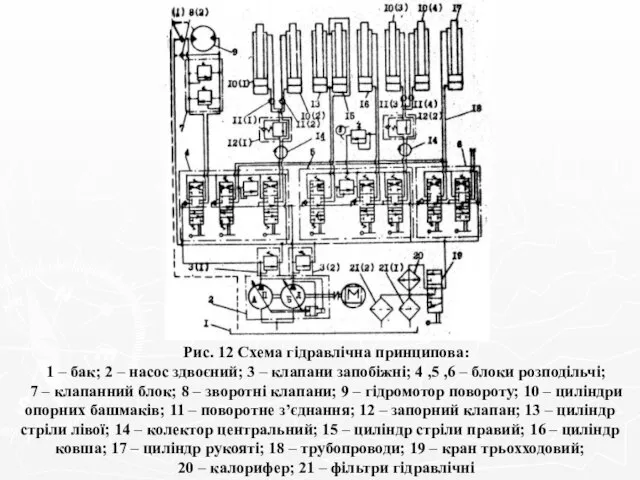 Схема гідравлічна принципова. Билет 7
Схема гідравлічна принципова. Билет 7 Простые механизмы как часть технологической системы
Простые механизмы как часть технологической системы Ядерная Физика
Ядерная Физика Izmerenie_temperatury
Izmerenie_temperatury Дифракция света. (Лекция 36)
Дифракция света. (Лекция 36) Кинематика твердого тела/ Простейшие движения твердого тела
Кинематика твердого тела/ Простейшие движения твердого тела центрифугирование
центрифугирование Изобретения, подсказанные природой
Изобретения, подсказанные природой Уравнения материального баланса. Уравнение Бернулли, уравнение неразрывности
Уравнения материального баланса. Уравнение Бернулли, уравнение неразрывности Открытый урок по физике. Основной закон электростатики - закон Кулона
Открытый урок по физике. Основной закон электростатики - закон Кулона Измерение скоростей продольных волн в образцах методом прямого просвечивания
Измерение скоростей продольных волн в образцах методом прямого просвечивания Звуковые волны. 11 класс
Звуковые волны. 11 класс Количество теплоты
Количество теплоты Грузовой автомобиль категории N2 с разработкой конструкции, технологии обслуживания и ремонта переднего моста
Грузовой автомобиль категории N2 с разработкой конструкции, технологии обслуживания и ремонта переднего моста Межпредметные связи на уроках физики
Межпредметные связи на уроках физики Теория линий влияния
Теория линий влияния ВСР№14. Распространение механических колебаний в упругих средах. Поперечные и продольные волны. Звук и ультразвук
ВСР№14. Распространение механических колебаний в упругих средах. Поперечные и продольные волны. Звук и ультразвук Презентация на тему Большой адронный коллайдер
Презентация на тему Большой адронный коллайдер  Фрезерование. Сущность процесса фрезерования
Фрезерование. Сущность процесса фрезерования Делимость электрического заряда
Делимость электрического заряда Закон всемирного тяготения
Закон всемирного тяготения Синтез сополимеров с заданным порядком присоединения звеньев в цепи методом интербиполиконденсации
Синтез сополимеров с заданным порядком присоединения звеньев в цепи методом интербиполиконденсации Преобразование энергии в тепловых процессах
Преобразование энергии в тепловых процессах Дифракция. Дифракция Френеля. Лекция 3
Дифракция. Дифракция Френеля. Лекция 3 Решение задач репетиционного тестирования по физике, этап 2
Решение задач репетиционного тестирования по физике, этап 2