- рем. техн. обор-ия

Содержание
- 2. Учебный центр РУП "БМЗ" Профессия: Слесарь-ремонтник 5-6 разряд Предмет: ремонт технологического оборудования
- 3. РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Особенности технологических процессов ремонта связаны с различными требованиями, предъявляемыми к
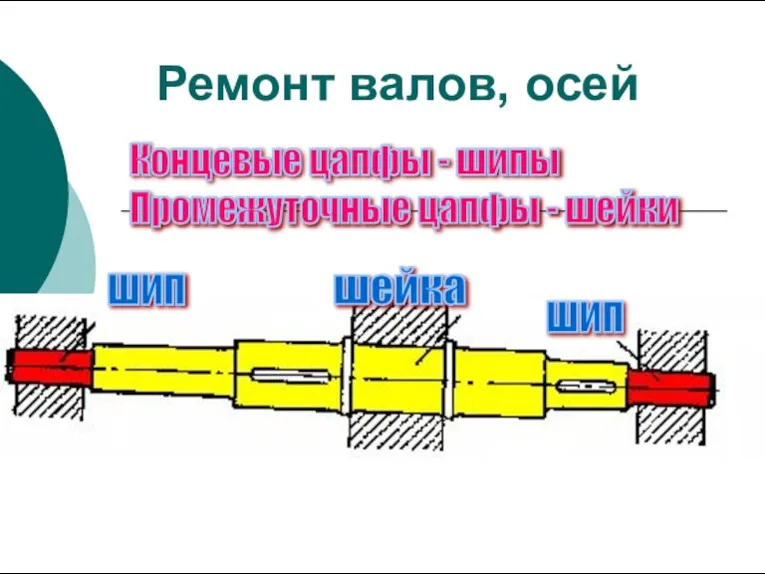
- 4. Ремонт валов, осей шейка шип шип Концевые цапфы - шипы Промежуточные цапфы - шейки
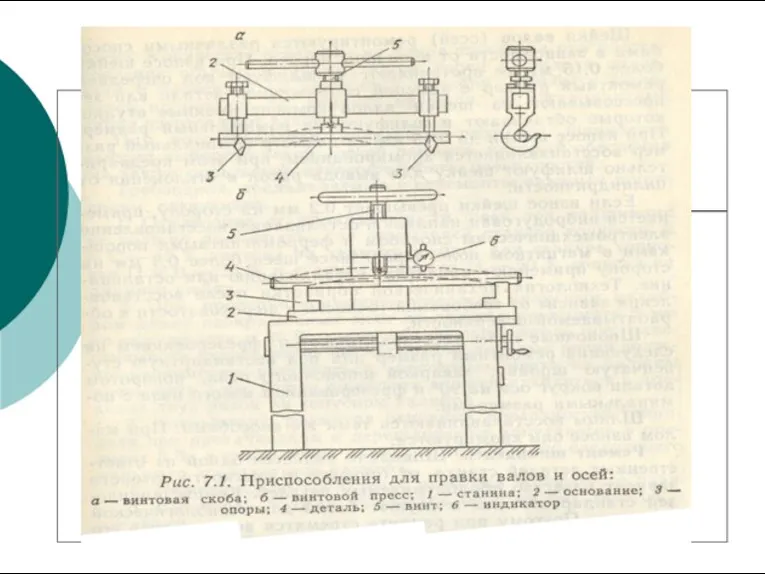
- 5. Валы, оси сначала очищаются от грязи и смазочного материала, а затем выправляются от изгиба. Скрученные валы
- 7. Шейки валов (осей) ремонтируются различными способами в зависимости от величины износа: - при износе шейки более
- 8. РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
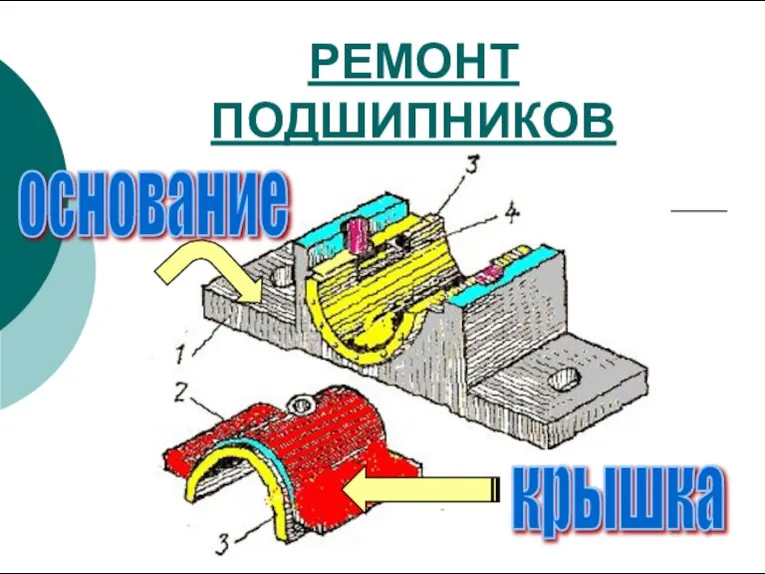
- 9. РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ крышка основание
- 10. Зазор в разъемных подшипниках регулируется добавлением прокладок, закладываемых между крышкой и корпусом. В комплект входят 5
- 11. Подшипники скольжения могут иметь следующие дефекты: - износ внутренней поверхности втулок и вкладышей; - риски и
- 12. Изношенные втулки ремонтируются следующим образом: Втулки развертываются или растачиваются с последующим шабрением под ремонтный размер; диаметр
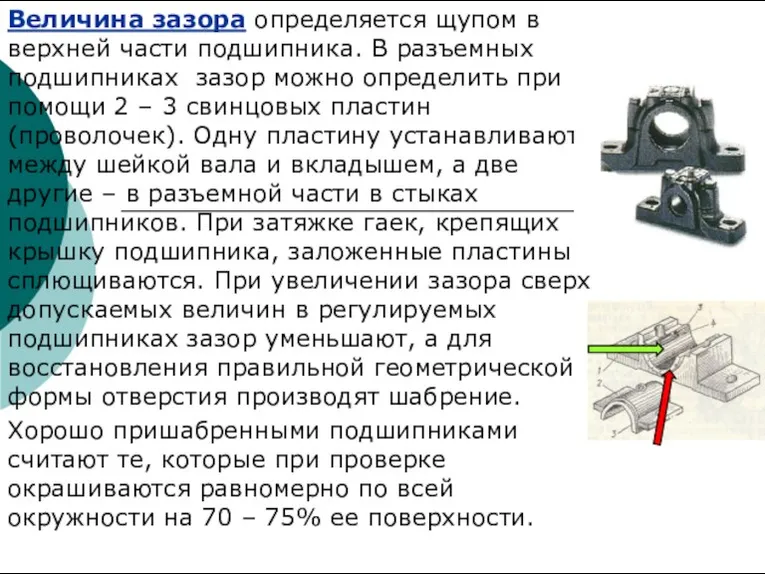
- 13. Маркировка подшипников качения Величина зазора определяется щупом в верхней части подшипника. В разъемных подшипниках зазор можно
- 14. Маркировка подшипников качения
- 15. Определение величины зазора в разъемных подшипниках
- 16. РЕМОНТ ПОДШИПНИКОВ КАЧЕНИЯ
- 17. Основные признаки неисправной работы подшипников качения: - повышенный шум; - неравномерность вращения вследствие повреждения тел качения;
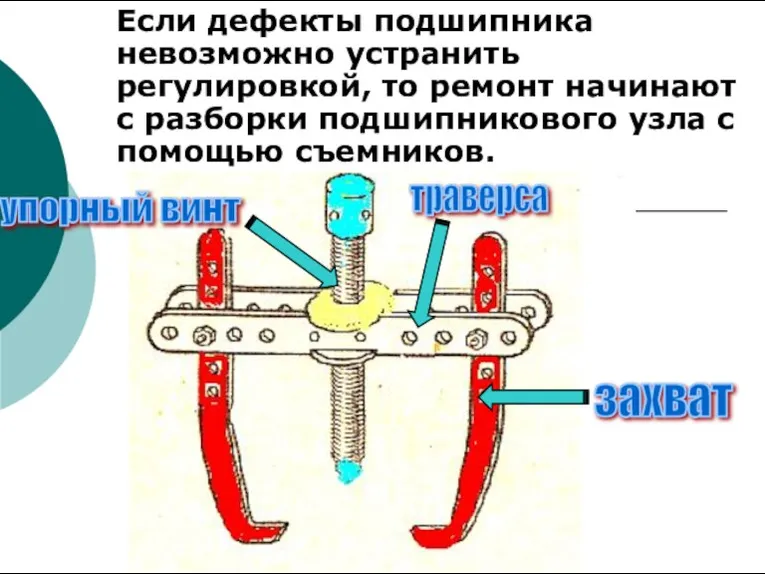
- 18. Если дефекты подшипника невозможно устранить регулировкой, то ремонт начинают с разборки подшипникового узла с помощью съемников.
- 19. .
- 20. В ремонтных цехах предприятий подшипники качения не ремонтируют, а только восстанавливают посадочные поверхности деталей, сопрягаемых с
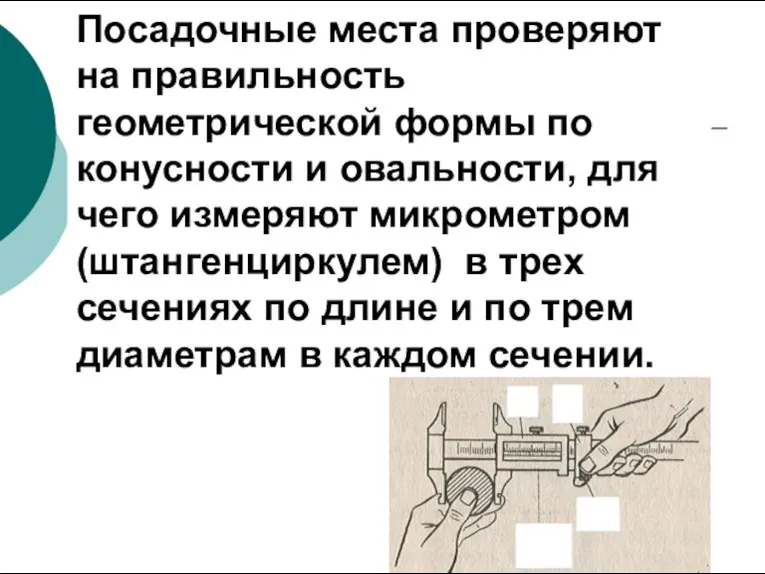
- 21. Посадочные места проверяют на правильность геометрической формы по конусности и овальности, для чего измеряют микрометром (штангенциркулем)
- 22. Установку новых подшипников начинают с их промывки в горячем масле в специальных ваннах с электро- или
- 23. Непосредственно перед установкой подшипника на вал его нагревают в масляной ванне до 70 – 90гр. С
- 24. Напрессованный на вал или в корпус подшипник проверяют на проворачивание от руки; при правильной установке подшипник
- 25. РЕМОНТ МУФТ
- 26. Втулочно-пальцевая муфта (МУВП) палец отверстие
- 27. Выход муфты из строя происходит по следующим причинам: - износ резиновых втулок; - износ посадочной шейки
- 28. Ремонтируются муфты следующим образом: изношенные отверстия растачивают и изготовляют новые пальцы и втулки увеличенных размеров –
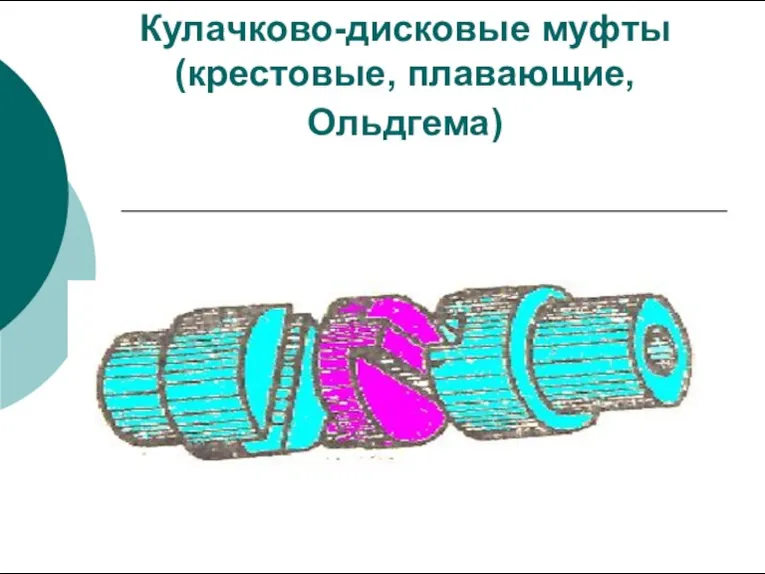
- 29. Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
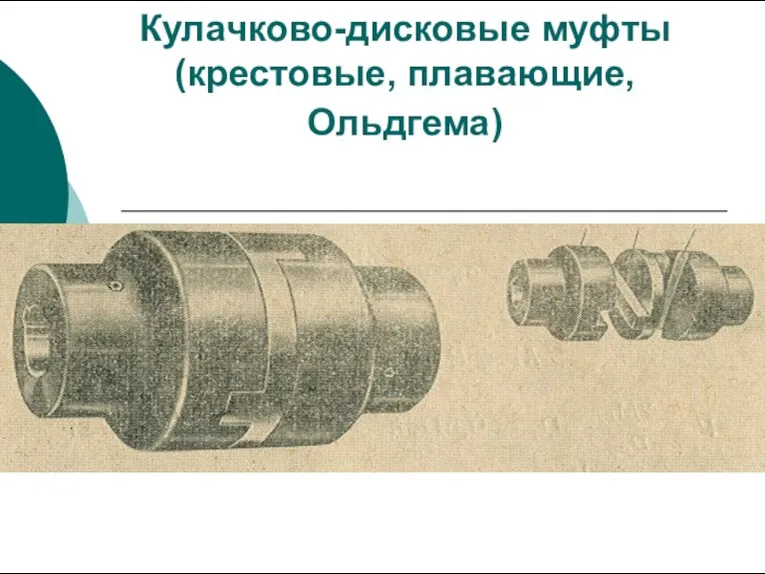
- 30. Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
- 31. Многодисковые фрикционные муфты
- 32. Ремонт резьбовых соединений
- 33. Дефекты деталей резьбовых соединений и их ремонт Износ, срыв, смятие резьбы на болтах, валах; Износ, срыв,
- 34. Шпоночные и шлицевые соединения, их ремонт
- 35. Замена шпонки. Новая шпонка должна иметь припуск 0,1 – 0,2 мм для последующей пригонки по пазу
- 36. Шлицевые соединения прямобочные, эвольвентные с углом профиля 30гр. треугольные с углом профиля 60,72 и 90гр.
- 37. Дефекты шлицевых соединений и способы их ремонта
- 38. Ремонт зубчатых колес
- 39. Дефектами зубчатых колес являются: износ рабочих поверхностей зубьев; задиры и шелушение на них; смятие торцов; поломка
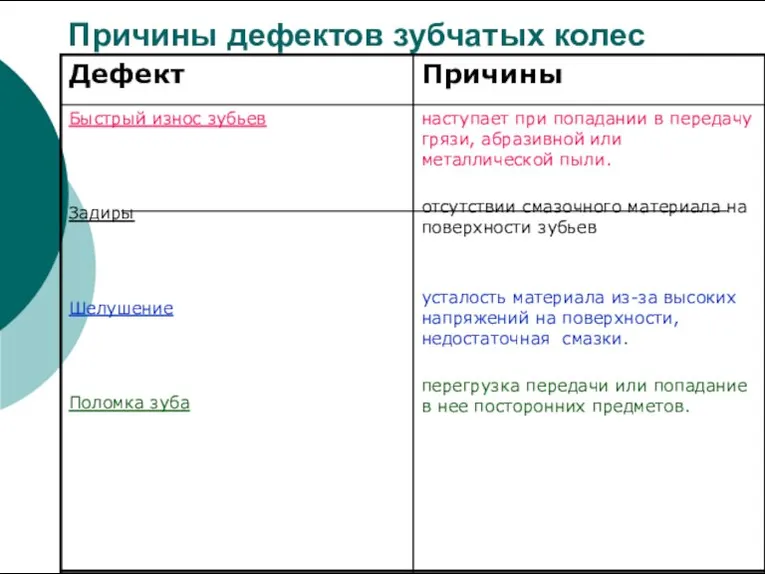
- 40. Причины дефектов зубчатых колес
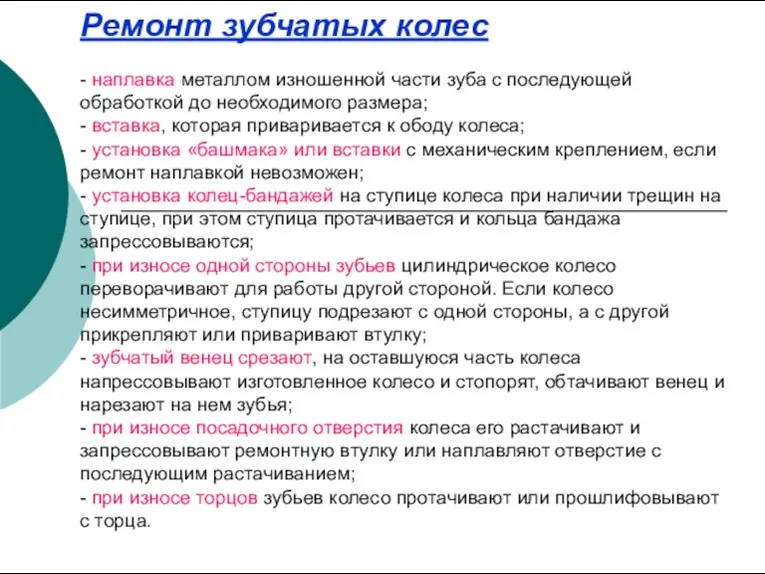
- 41. Ремонт зубчатых колес - наплавка металлом изношенной части зуба с последующей обработкой до необходимого размера; -
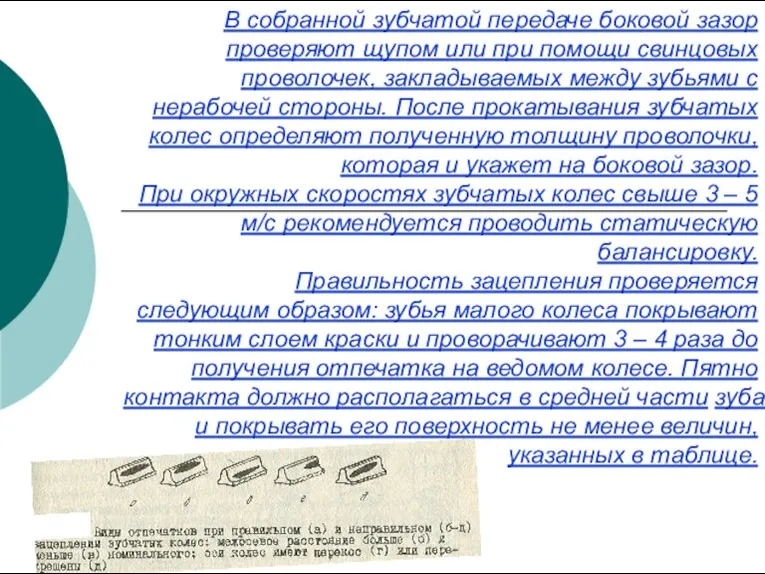
- 42. В собранной зубчатой передаче боковой зазор проверяют щупом или при помощи свинцовых проволочек, закладываемых между зубьями
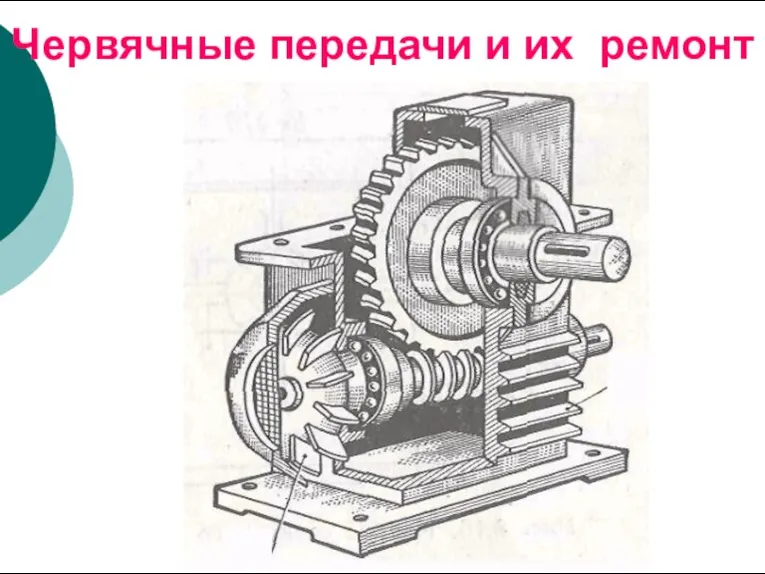
- 43. Червячные передачи и их ремонт
- 44. Дефекты элементов червячных передач бывают следующими: - износ рабочих поверхностей червячного колеса и червяка; - задиры,
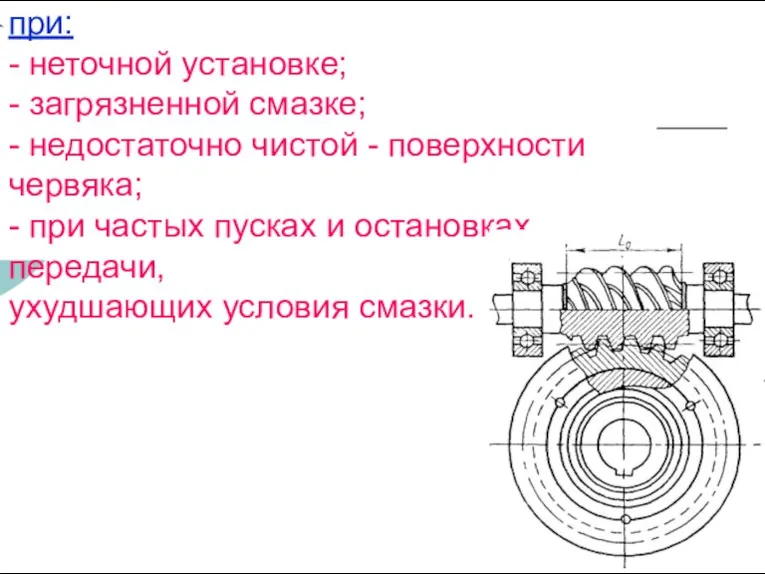
- 45. Износ появляется главным образом при: - неточной установке; - загрязненной смазке; - недостаточно чистой - поверхности
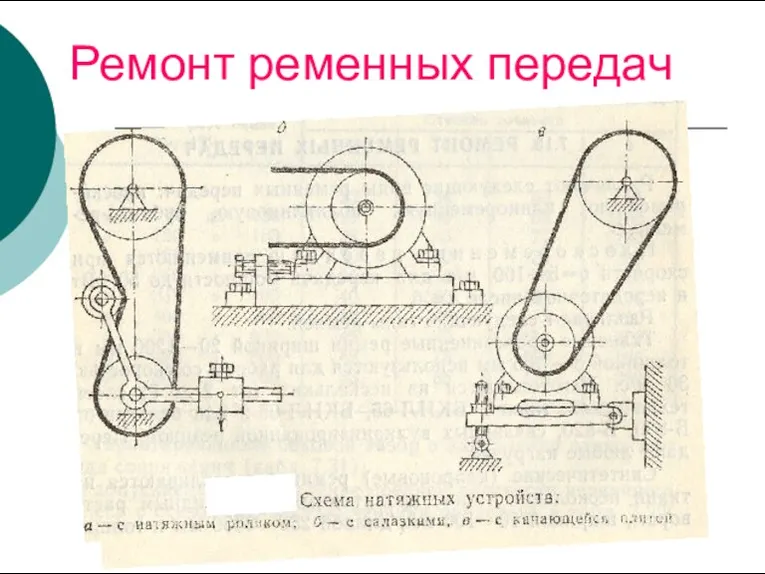
- 46. Ремонт ременных передач
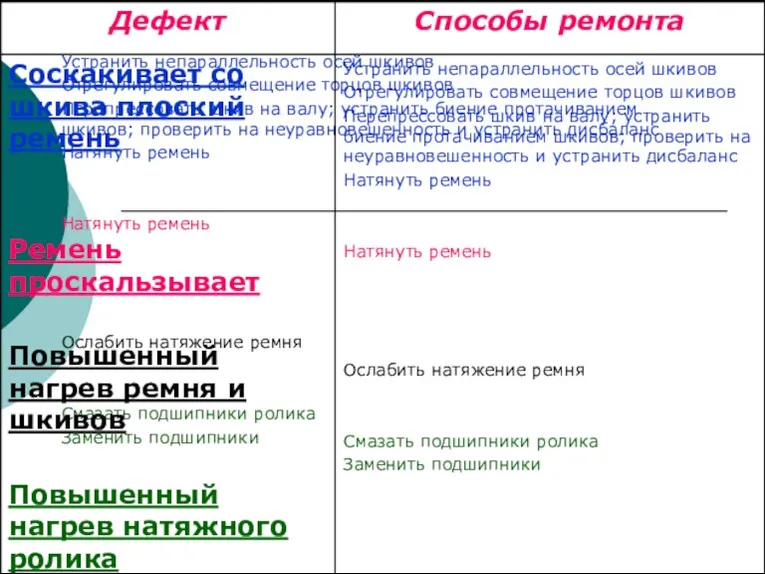
- 47. Устранить непараллельность осей шкивов Отрегулировать совмещение торцов шкивов Перепрессовать шкив на валу; устранить биение протачиванием шкивов;
- 48. Балансировка деталей
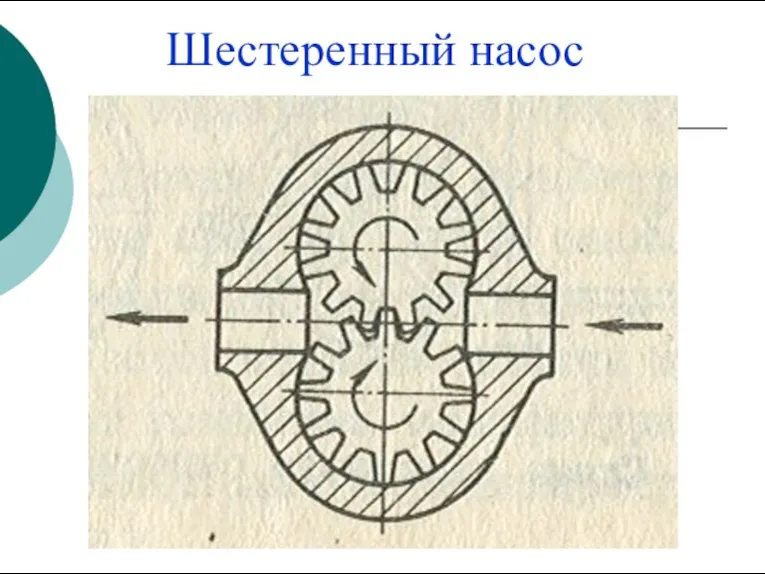
- 49. Шестеренный насос
- 51. Скачать презентацию
Слайд 2
Учебный центр
РУП "БМЗ"
Профессия: Слесарь-ремонтник
5-6 разряд
Предмет: ремонт технологического оборудования
Учебный центр
РУП "БМЗ"
Профессия: Слесарь-ремонтник
5-6 разряд
Предмет: ремонт технологического оборудования
Слайд 3РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Особенности технологических процессов ремонта связаны с различными
РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Особенности технологических процессов ремонта связаны с различными
Слайд 4Ремонт валов, осей
шейка
шип
шип
Концевые цапфы - шипы
Промежуточные цапфы - шейки
Ремонт валов, осей
шейка
шип
шип
Концевые цапфы - шипы
Промежуточные цапфы - шейки
Слайд 5Валы, оси сначала очищаются от грязи и смазочного материала, а затем выправляются
Валы, оси сначала очищаются от грязи и смазочного материала, а затем выправляются
Слайд 7Шейки валов (осей) ремонтируются различными способами в зависимости от величины износа:
- при
Шейки валов (осей) ремонтируются различными способами в зависимости от величины износа: - при
Слайд 8РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ

Слайд 9РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
крышка
основание
РЕМОНТ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
крышка
основание
Слайд 10
Зазор в разъемных подшипниках регулируется добавлением прокладок, закладываемых между крышкой
Зазор в разъемных подшипниках регулируется добавлением прокладок, закладываемых между крышкой
Слайд 11
Подшипники скольжения могут иметь следующие дефекты:
- износ внутренней поверхности втулок и вкладышей;
-
Подшипники скольжения могут иметь следующие дефекты: - износ внутренней поверхности втулок и вкладышей; -
Слайд 12Изношенные втулки ремонтируются следующим образом:
Втулки развертываются или растачиваются с последующим шабрением под
Изношенные втулки ремонтируются следующим образом: Втулки развертываются или растачиваются с последующим шабрением под
Слайд 13Маркировка подшипников качения
Величина зазора определяется щупом в верхней части подшипника. В разъемных
Маркировка подшипников качения
Величина зазора определяется щупом в верхней части подшипника. В разъемных
Слайд 14Маркировка подшипников качения
Маркировка подшипников качения

Слайд 15Определение величины зазора в разъемных подшипниках
Определение величины зазора в разъемных подшипниках

Слайд 16РЕМОНТ ПОДШИПНИКОВ КАЧЕНИЯ
РЕМОНТ ПОДШИПНИКОВ КАЧЕНИЯ

Слайд 17Основные признаки неисправной работы подшипников качения:
- повышенный шум;
- неравномерность вращения вследствие повреждения
Основные признаки неисправной работы подшипников качения: - повышенный шум; - неравномерность вращения вследствие повреждения
Слайд 18Если дефекты подшипника невозможно устранить регулировкой, то ремонт начинают с разборки подшипникового
Если дефекты подшипника невозможно устранить регулировкой, то ремонт начинают с разборки подшипникового
Слайд 20В ремонтных цехах предприятий подшипники качения не ремонтируют, а только восстанавливают посадочные
В ремонтных цехах предприятий подшипники качения не ремонтируют, а только восстанавливают посадочные

Слайд 21Посадочные места проверяют на правильность геометрической формы по конусности и овальности, для
Посадочные места проверяют на правильность геометрической формы по конусности и овальности, для
Слайд 22Установку новых подшипников начинают с их промывки в горячем масле в специальных
Установку новых подшипников начинают с их промывки в горячем масле в специальных
Слайд 23Непосредственно перед установкой подшипника на вал его нагревают в масляной ванне до
Непосредственно перед установкой подшипника на вал его нагревают в масляной ванне до
Слайд 24Напрессованный на вал или в корпус подшипник проверяют на проворачивание от руки;
Напрессованный на вал или в корпус подшипник проверяют на проворачивание от руки;
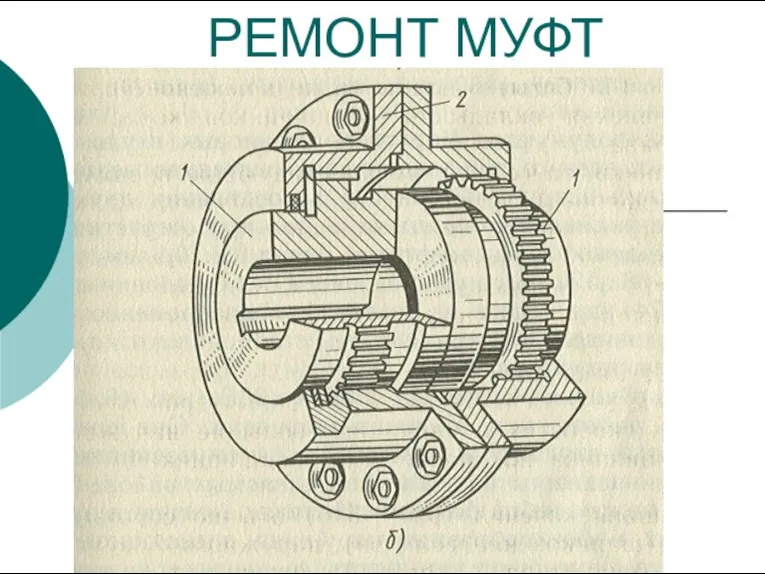
Слайд 25РЕМОНТ МУФТ
РЕМОНТ МУФТ
Слайд 26
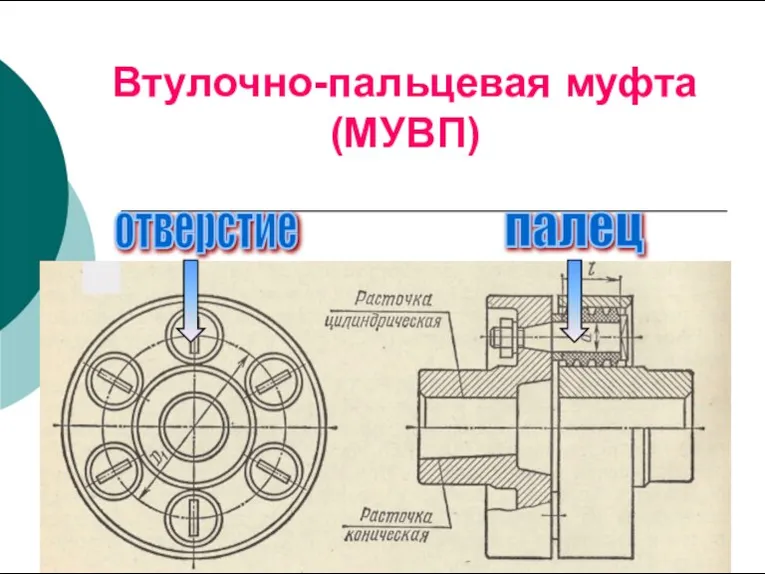
Втулочно-пальцевая муфта
(МУВП)
палец
отверстие
Втулочно-пальцевая муфта
(МУВП)
палец
отверстие
Слайд 27Выход муфты из строя происходит по следующим причинам:
- износ резиновых втулок;
- износ
Выход муфты из строя происходит по следующим причинам: - износ резиновых втулок; - износ
Слайд 28Ремонтируются муфты следующим образом:
изношенные отверстия растачивают и изготовляют новые пальцы и
Ремонтируются муфты следующим образом: изношенные отверстия растачивают и изготовляют новые пальцы и
Слайд 29Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
Слайд 30Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
Кулачково-дисковые муфты (крестовые, плавающие, Ольдгема)
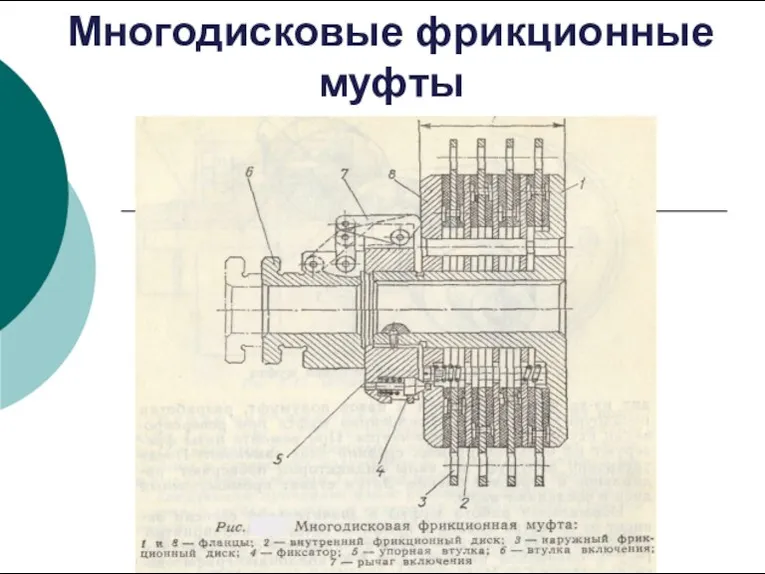
Слайд 31Многодисковые фрикционные муфты
Многодисковые фрикционные муфты
Слайд 32Ремонт резьбовых соединений
Ремонт резьбовых соединений

Слайд 33Дефекты деталей резьбовых соединений и их ремонт
Износ, срыв, смятие резьбы на болтах,
Дефекты деталей резьбовых соединений и их ремонт
Износ, срыв, смятие резьбы на болтах,
Слайд 34Шпоночные и шлицевые соединения, их ремонт
Шпоночные и шлицевые соединения, их ремонт

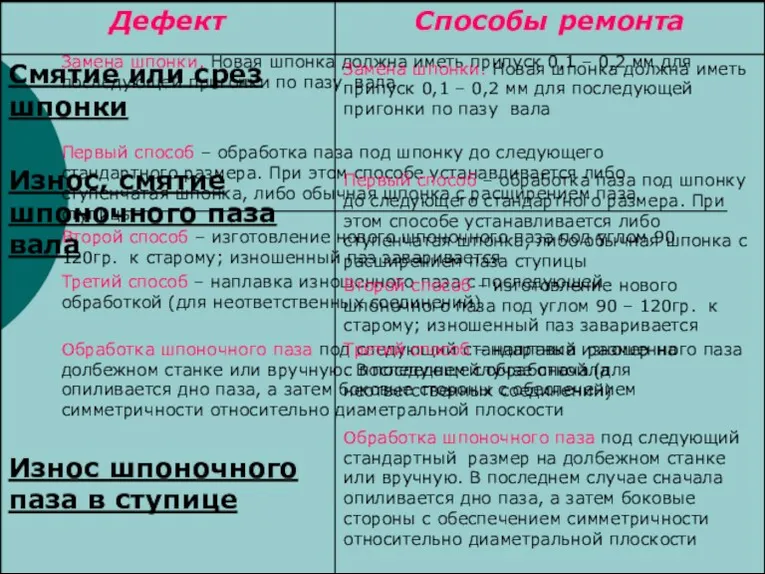
Слайд 35Замена шпонки. Новая шпонка должна иметь припуск 0,1 – 0,2 мм для
Замена шпонки. Новая шпонка должна иметь припуск 0,1 – 0,2 мм для
Слайд 36
Шлицевые соединения
прямобочные, эвольвентные с углом профиля 30гр.
треугольные с углом
Шлицевые соединения
прямобочные, эвольвентные с углом профиля 30гр.
треугольные с углом

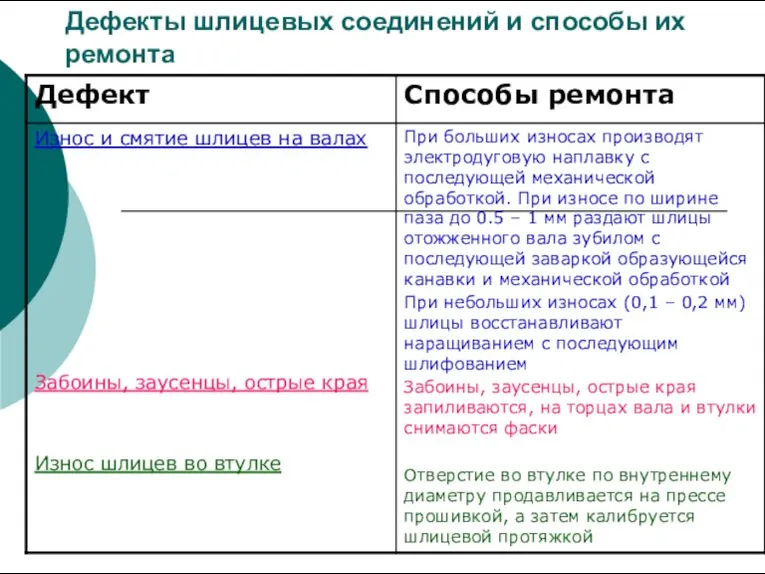
Слайд 37Дефекты шлицевых соединений и способы их ремонта
Дефекты шлицевых соединений и способы их ремонта
Слайд 38Ремонт зубчатых колес
Ремонт зубчатых колес

Слайд 39Дефектами зубчатых колес являются:
износ рабочих поверхностей зубьев;
задиры и шелушение на них;
смятие торцов;
поломка
Дефектами зубчатых колес являются:
износ рабочих поверхностей зубьев;
задиры и шелушение на них;
смятие торцов;
поломка

Слайд 40Причины дефектов зубчатых колес
Причины дефектов зубчатых колес
Слайд 41Ремонт зубчатых колес
- наплавка металлом изношенной части зуба с последующей обработкой
Ремонт зубчатых колес - наплавка металлом изношенной части зуба с последующей обработкой
Слайд 42 В собранной зубчатой передаче боковой зазор проверяют щупом или при помощи свинцовых
В собранной зубчатой передаче боковой зазор проверяют щупом или при помощи свинцовых
Слайд 43Червячные передачи и их ремонт
Червячные передачи и их ремонт
Слайд 44Дефекты элементов червячных передач бывают следующими:
- износ рабочих поверхностей червячного колеса и
Дефекты элементов червячных передач бывают следующими: - износ рабочих поверхностей червячного колеса и
Слайд 45Износ появляется главным образом при:
- неточной установке;
- загрязненной смазке;
- недостаточно чистой -
Износ появляется главным образом при: - неточной установке; - загрязненной смазке; - недостаточно чистой -
Слайд 46Ремонт ременных передач
Ремонт ременных передач
Слайд 47Устранить непараллельность осей шкивов
Отрегулировать совмещение торцов шкивов
Перепрессовать шкив на валу; устранить биение
Устранить непараллельность осей шкивов
Отрегулировать совмещение торцов шкивов
Перепрессовать шкив на валу; устранить биение
Слайд 48Балансировка деталей
Балансировка деталей

Слайд 49Шестеренный насос
Шестеренный насос
 Степень окисления
Степень окисления Давление света
Давление света Презентация на тему газовые законы
Презентация на тему газовые законы  Физические и химические явления
Физические и химические явления Расчет деревянных балок
Расчет деревянных балок Мембранные процессы
Мембранные процессы Состав и характеристика атомного ядра. Лекция16
Состав и характеристика атомного ядра. Лекция16 Явления тяготения. Сила тяжести
Явления тяготения. Сила тяжести Генератор 2ГВ-008
Генератор 2ГВ-008 Индивидуальны й учебный проект по дисциплине физика
Индивидуальны й учебный проект по дисциплине физика Презентация на тему Основные понятия и законы динамики
Презентация на тему Основные понятия и законы динамики  Электричество и магнетизм. Электрическое поле в диэлектриках (Лекция 5)
Электричество и магнетизм. Электрическое поле в диэлектриках (Лекция 5) Расчет стержневых систем
Расчет стержневых систем Электромагнитное поле
Электромагнитное поле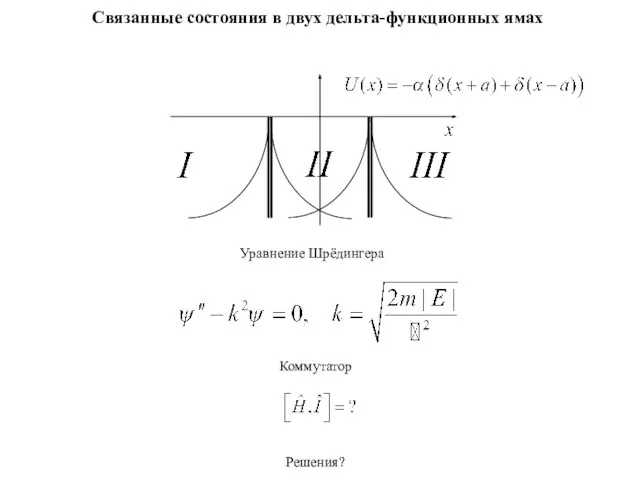 Связанные состояния в двух дельта - функционных ямах
Связанные состояния в двух дельта - функционных ямах Расчет на прочность при кручении
Расчет на прочность при кручении Ядерные реакции и их воздействия
Ядерные реакции и их воздействия Движение твердой среды
Движение твердой среды Основные представления о напряженном состоянии горных пород
Основные представления о напряженном состоянии горных пород Допуски и посадки цилиндрических соединенийпп
Допуски и посадки цилиндрических соединенийпп Отражение света
Отражение света Презентация на тему Методы наблюдения и регистрации элементарных частиц
Презентация на тему Методы наблюдения и регистрации элементарных частиц  Электромагнитные колебания. Колебательный контур
Электромагнитные колебания. Колебательный контур Переменный ток
Переменный ток Кинематика периодического движения (1)
Кинематика периодического движения (1) Презентация на тему Урок решения задач на плавление и кристаллизацию тел
Презентация на тему Урок решения задач на плавление и кристаллизацию тел  Воздухоплавание
Воздухоплавание Скорость при прямолинейном равноускоренном движении
Скорость при прямолинейном равноускоренном движении